











































Diamond Blade vs. Diamond Wire Saw: Selecting the Best Cutting Method for Advanced Materials
Table of Contents
ToggleSelecting the appropriate cutting technology is one of the most important decisions in precision material processing. While diamond blades and diamond wire saws both use industrial diamond abrasives to machine difficult materials, they are designed for fundamentally different applications and process requirements.
Choosing the wrong cutting method can lead to excessive kerf loss, edge chipping, subsurface damage, poor surface finish, higher consumable costs, and unnecessary production delays. Conversely, selecting the right cutting technology can significantly improve material yield, extend tool life, reduce polishing requirements, and increase overall process stability.
This decision becomes particularly important when processing expensive or difficult-to-machine materials such as monocrystalline silicon, sapphire, silicon carbide (SiC), gallium nitride (GaN), quartz, technical ceramics, tungsten carbide, optical glass, advanced composites, and aerospace alloys. Many of these materials possess high hardness, low fracture toughness, or unique thermal properties that demand carefully controlled cutting conditions.
Although diamond blades and diamond wire saws often appear to compete with one another, they actually complement each other across different manufacturing environments. The optimal choice depends on factors including material characteristics, component geometry, dimensional tolerances, production volume, surface finish requirements, and overall manufacturing objectives.
This guide compares both technologies from an engineering perspective, explaining how each process works, where each performs best, and how manufacturers can select the most appropriate solution for their specific application.
Trusted by Tens of Thousands of Manufacturers, Laboratories Research Institutions Worldwide Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


Understanding the Difference Between Diamond Blade Cutting and Diamond Wire Saw Cutting

Both cutting methods rely on industrial diamond abrasives to remove material, yet they do so using entirely different mechanical principles.
Diamond blade cutting removes material using a rigid circular blade rotating at controlled spindle speeds. Diamond particles embedded within the blade bond gradually grind and fracture the material while coolant removes heat and debris from the cutting interface.
Diamond wire saw cutting, by comparison, uses a continuously moving diamond-coated wire that travels around multiple guide pulleys under controlled tension. Rather than concentrating cutting forces over a larger contact area like a circular blade, the wire distributes forces over a much smaller cutting zone, often producing lower cutting stresses and narrower kerf widths.
Neither technology is universally superior.
Instead, each offers distinct advantages depending on the material being processed and the manufacturing objective.
How Diamond Blade Cutting Works

Diamond blades are among the most widely used cutting tools for precision sectioning, wafering, dicing, and metallographic sample preparation.
Material removal occurs through thousands of microscopic diamond particles exposed on the blade surface. As the blade rotates, these particles fracture, grind, and abrade the workpiece while the blade bond continually exposes new cutting crystals as wear occurs.
The cutting process depends on the interaction between several variables, including:
Diamond grit size
Bond formulation
Blade thickness
Spindle speed
Feed rate
Coolant delivery
Machine rigidity
Properly optimized, precision diamond blades provide excellent dimensional accuracy, high repeatability, and exceptional control over edge quality.
Modern precision wafering blades are available in extremely thin kerf configurations that minimize material loss while reducing cutting forces. These characteristics make them particularly suitable for semiconductor wafers, ceramics, optical materials, and advanced engineering components.
Diamond blade cutting is commonly used for:
- Precision wafer sectioning
- Cross-sectional sample preparation
- Metallographic specimen cutting
- Semiconductor package analysis
- Ceramic sectioning
- Glass cutting
- Composite material preparation
- Failure analysis
How Diamond Wire Saw Cutting Works
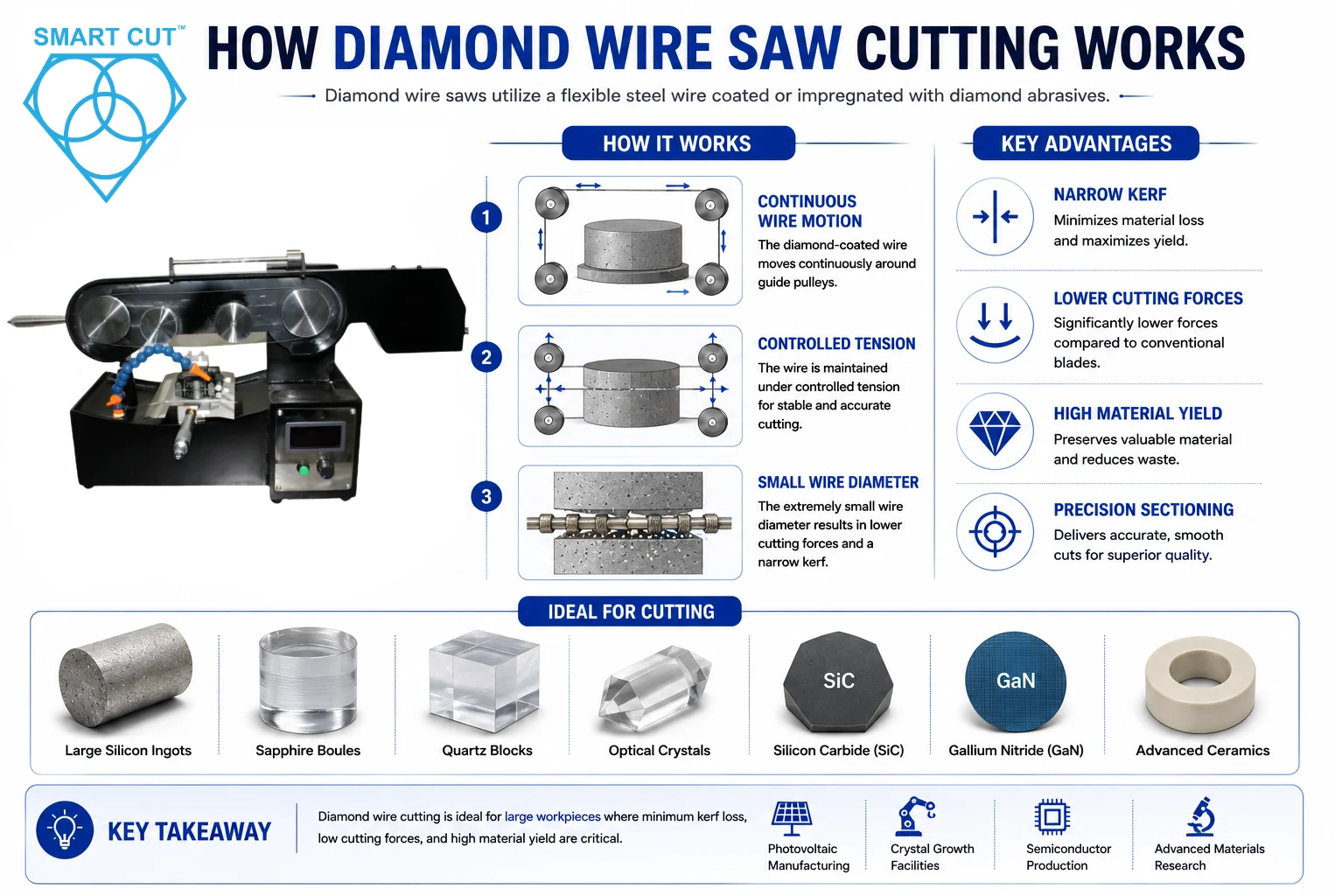
Diamond wire saws utilize a flexible steel wire coated or impregnated with diamond abrasives.
During operation, the wire moves continuously under controlled tension while the workpiece advances slowly into the cutting zone.
Instead of a rotating blade, the moving wire creates the cutting action.
Because the wire diameter is extremely small, cutting forces are often significantly lower than those produced by conventional blades.
This provides several important advantages when processing:
- Large silicon ingots
- Sapphire boules
- Quartz blocks
- Optical crystals
- Silicon carbide
- Gallium nitride
- Advanced ceramics
Diamond wire cutting is particularly effective when very large workpieces must be sectioned while minimizing kerf loss.
The process is also widely used in photovoltaic manufacturing, crystal growth facilities, semiconductor production, and advanced materials research.
Comparing the Two Cutting Technologies
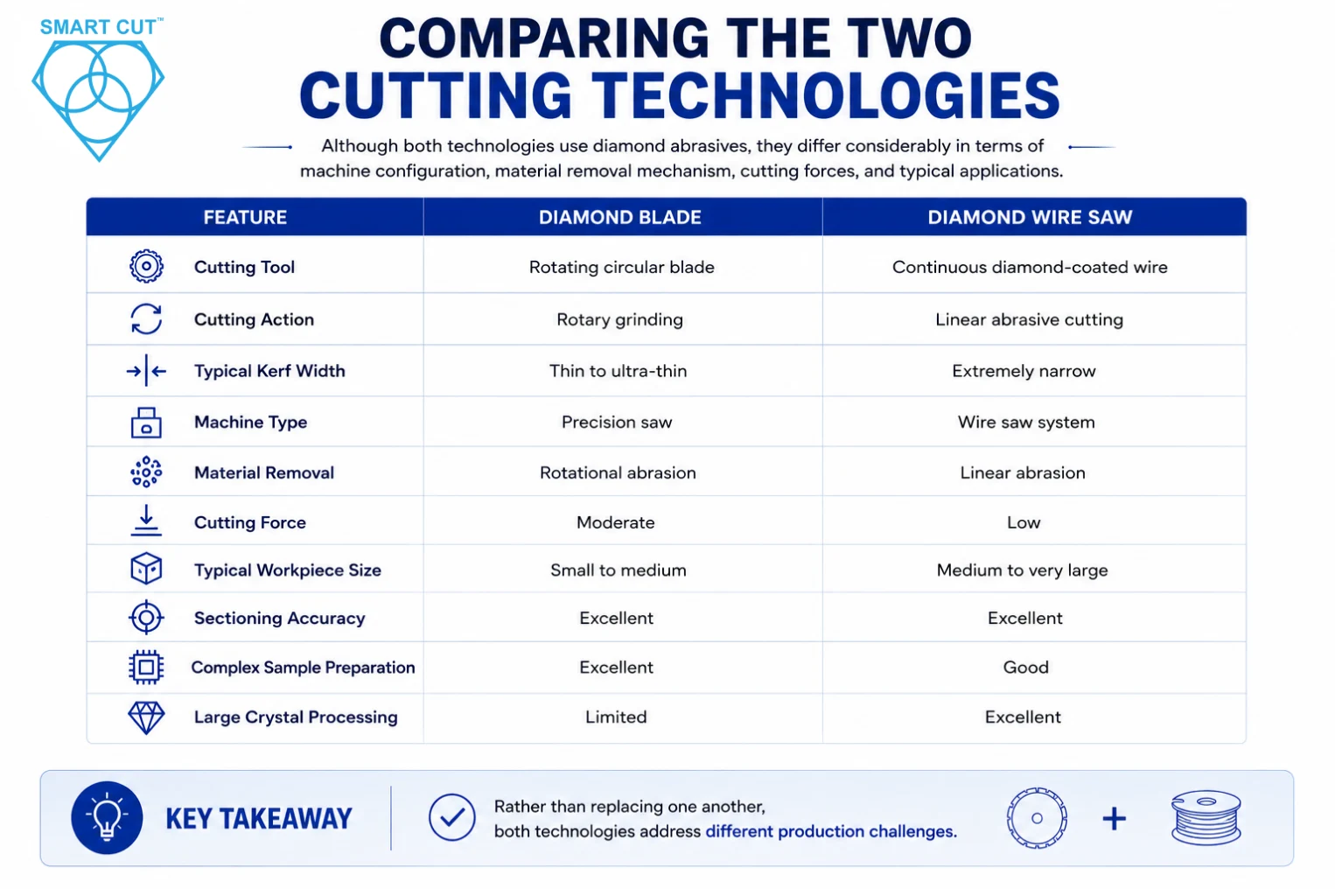
| Feature | Diamond Blade | Diamond Wire Saw |
|---|---|---|
| Cutting Tool | Rotating circular blade | Continuous diamond-coated wire |
| Cutting Action | Rotary grinding | Linear abrasive cutting |
| Typical Kerf Width | Thin to ultra-thin | Extremely narrow |
| Machine Type | Precision saw | Wire saw system |
| Material Removal | Rotational abrasion | Linear abrasion |
| Cutting Force | Moderate | Low |
| Typical Workpiece Size | Small to medium | Medium to very large |
| Sectioning Accuracy | Excellent | Excellent |
| Complex Sample Preparation | Excellent | Good |
| Large Crystal Processing | Limited | Excellent |
Rather than replacing one another, both technologies address different production challenges.
Material Characteristics That Influence Process Selection

Selecting the correct cutting method begins with understanding the material itself.
Several properties directly influence cutting performance:
Hardness
Hard materials increase abrasive wear and may require optimized bond systems or specialized diamond concentrations.
Examples include:
- Silicon carbide
- Tungsten carbide
- Alumina
- Zirconia
Brittleness
Brittle materials fracture rather than deform under stress.
Controlling cutting forces becomes essential to reduce:
- Edge chipping
- Crack propagation
- Subsurface damage
Examples include:
- Silicon
- Sapphire
- Quartz
- Glass
Thermal Sensitivity
Certain materials experience dimensional changes or structural damage when exposed to excessive heat.
Effective coolant delivery and controlled cutting parameters become particularly important.
Material Value
Expensive engineering materials often justify slower cutting processes if they significantly reduce kerf loss and improve yield.
For semiconductor-grade materials, even small reductions in material waste may generate substantial long-term savings.
Which Materials Are Better Suited for Diamond Blades?

Diamond blades remain the preferred solution for many precision laboratory and manufacturing applications because they combine excellent accuracy with relatively high productivity.
Applications commonly include:
| Material | Typical Recommendation |
|---|---|
| Silicon wafers | Diamond blade |
| Semiconductor packages | Diamond blade |
| Technical ceramics | Diamond blade |
| Metallographic samples | Diamond blade |
| Optical glass | Diamond blade |
| Carbides | Diamond blade |
| Composite laminates | Diamond blade |
| Aerospace alloys | Diamond blade |
Precision blades provide excellent control when preparing cross-sectional specimens for microscopy, failure analysis, and quality inspection.
Which Materials Are Better Suited for Diamond Wire Saws?

Wire saws become increasingly advantageous as workpiece size increases or kerf loss becomes a primary concern.
Typical applications include:
| Material | Typical Recommendation |
|---|---|
| Silicon ingots | Diamond wire |
| Sapphire boules | Diamond wire |
| Quartz blocks | Diamond wire |
| Large optical crystals | Diamond wire |
| Silicon carbide ingots | Diamond wire |
| Gallium nitride crystals | Diamond wire |
These applications frequently involve expensive crystal growth processes where maximizing usable material is economically important.
Kerf Width and Material Yield

One of the most significant differences between the two technologies is the amount of material removed during cutting.
Every cut generates kerf loss, the portion of material converted into abrasive debris.
For inexpensive materials, this loss may have little economic impact.
For semiconductor crystals, sapphire boules, or advanced ceramics, however, kerf loss directly affects manufacturing yield.
Diamond wire saws generally produce narrower kerf widths than conventional blades, allowing manufacturers to recover more usable material from each workpiece.
Modern ultra-thin precision wafering blades have significantly narrowed this gap, making them highly competitive in many laboratory and precision sectioning applications while offering superior dimensional control.
The decision therefore depends not only on kerf width but also on the required cutting accuracy, workpiece geometry, and production objectives.
Cutting Forces and Their Influence on Material Integrity

Cutting force plays a critical role in determining edge quality, surface finish, and subsurface damage.
Higher forces increase the likelihood of:
- Edge fractures
- Crack propagation
- Blade deflection
- Surface damage
- Reduced dimensional accuracy
Diamond wire saws generally operate with lower cutting forces because of the smaller contact area between the wire and the workpiece.
Diamond blades, however, can achieve similarly low-damage cutting when optimized with appropriate blade specifications, spindle accuracy, coolant delivery, and feed control.
The cutting system, not simply the tool, ultimately determines process quality.
Surface Finish and Edge Quality

Surface finish is often one of the first characteristics used to evaluate cutting performance, but it should never be considered independently. A smooth surface does not necessarily indicate low subsurface damage, just as a rougher surface does not always imply poor process control.
Diamond blades and diamond wire saws both have the ability to produce high-quality surfaces when properly matched to the material and cutting parameters. The differences become more apparent when evaluating dimensional accuracy, edge preservation, and polishing requirements.
Precision diamond blades are capable of producing exceptionally flat and repeatable cut surfaces, particularly when used with fine-grit abrasive structures, rigid spindle systems, and optimized feed rates. Their controlled cutting geometry makes them well-suited for failure analysis, metallography, semiconductor cross-sectioning, and laboratory sample preparation.
Diamond wire saws generally produce lower cutting forces because of the smaller contact area between the wire and the workpiece. This often reduces the likelihood of large edge fractures when slicing brittle crystals or large ingots. However, the flexibility of the wire may introduce slight variations in cut geometry if machine tension or alignment is not properly maintained.
For applications where dimensional precision and repeatability are critical, precision diamond blades frequently provide better control. For applications prioritizing low cutting force and maximum material recovery, diamond wire saws often offer significant advantages.
Subsurface Damage Comparison

One of the most important considerations when selecting a cutting method is the amount of hidden damage introduced beneath the cut surface.
Subsurface damage directly affects:
- Polishing time
- Microscopy quality
- Mechanical strength
- Failure analysis accuracy
- Manufacturing yield
Because diamond wire saws generally operate with lower cutting forces, they can reduce crack initiation in large brittle materials such as sapphire boules and silicon ingots.
However, modern precision wafering blades equipped with ultra-thin kerf designs, fine-grit diamond structures, and optimized bond systems can also produce extremely low damage levels when combined with stable cutting conditions.
The determining factor is rarely the cutting tool alone.
Machine rigidity, spindle accuracy, coolant delivery, feed rate, blade specification, and operator setup all influence the final damage layer.
Manufacturers should therefore evaluate the complete cutting system rather than comparing blade and wire technologies in isolation.
Production Speed and Throughput

Productivity requirements vary considerably between research laboratories and manufacturing environments.
Production facilities typically prioritize throughput, automation, and consistent cycle times, while research laboratories often emphasize specimen quality and analytical accuracy.
Diamond blades generally offer:
- Faster setup
- Shorter cutting cycles
- Easier blade replacement
- Excellent repeatability
- Efficient sample preparation
Diamond wire saws may require longer cutting cycles for certain applications but provide substantial advantages when processing very large or expensive materials where material recovery is a higher priority than speed.
Selecting the appropriate technology, therefore, depends on production objectives rather than cutting speed alone.
Equipment and Consumable Considerations

The initial purchase price of a cutting system represents only one portion of the overall operating cost.
Engineers should evaluate the complete cost of ownership, including:
- Consumable usage
- Tool replacement frequency
- Material loss
- Machine maintenance
- Operator time
- Sample preparation requirements
- Post-cut polishing
For example, a cutting method with slightly higher consumable costs may ultimately reduce overall manufacturing expenses if it minimizes material waste and shortens downstream polishing operations.
Similarly, selecting a lower-cost blade without considering process stability may increase scrap rates and negate any initial savings.
Process economics should always be evaluated at the system level rather than focusing on individual consumables.
Selecting the Best Cutting Method

Rather than asking which technology is superior, manufacturers should ask which technology best aligns with their application.
The following decision matrix provides a practical engineering guideline.
| Application Priority | Recommended Technology |
|---|---|
| Precision laboratory sectioning | Diamond Blade |
| Semiconductor failure analysis | Diamond Blade |
| Metallographic sample preparation | Diamond Blade |
| Large silicon ingot slicing | Diamond Wire Saw |
| Sapphire boule processing | Diamond Wire Saw |
| Maximum material recovery | Diamond Wire Saw |
| Thin wafer preparation | Diamond Blade |
| Cross-sectional microscopy | Diamond Blade |
| Large optical crystal cutting | Diamond Wire Saw |
| High-volume precision sectioning | Depends on process requirements |
There is no universal solution.
Successful manufacturers frequently employ both technologies within different stages of production.
Engineering Case Study

Application
A manufacturer specializing in advanced ceramic components required precision sectioning for quality inspection and process development.
The operation involved multiple materials, including alumina, zirconia, silicon carbide, and optical ceramics.
Different departments within the facility used both diamond blade systems and diamond wire saws depending on the application.
Engineering Challenge
The production team sought to reduce material waste while maintaining strict dimensional tolerances and minimizing polishing time.
The engineering review identified that no single cutting method met every requirement.
Large ceramic blanks benefited from diamond wire cutting because of reduced kerf loss and lower cutting forces.
Finished inspection samples, however, required the superior dimensional accuracy and repeatability provided by precision diamond wafering blades.
Process Optimization
The facility adopted a dual-process workflow:
- Diamond wire saws for primary sectioning of large stock materials.
- Precision diamond blades for secondary sectioning and analytical sample preparation.
Results
Following implementation, engineers reported:
- Improved material utilization
- More consistent sample quality
- Reduced polishing requirements
- Improved dimensional repeatability
- Better process flexibility across multiple product lines
Engineering Note:
Actual production data, machine models, blade specifications, and measured performance values can be incorporated where available to strengthen this case study.
Common Selection Mistakes

Selecting the wrong cutting method often leads to avoidable quality and productivity problems.
Common mistakes include:
| Problem | Likely Cause | Recommendation |
|---|---|---|
| Excessive kerf loss | Incorrect process selection | Evaluate thin-kerf blades or wire saw technology |
| Poor dimensional accuracy | Machine instability | Improve machine rigidity and alignment |
| Edge chipping | Excessive cutting force | Optimize blade specification and feed rate |
| High polishing costs | Deep subsurface damage | Review cutting parameters and coolant delivery |
| Premature tool wear | Incorrect blade or wire selection | Match consumable to material characteristics |
| Low productivity | Process mismatch | Evaluate production objectives before selecting equipment |
Recommended UKAM Solutions
Selecting the correct cutting method requires balancing material characteristics, dimensional requirements, production volume, and overall process objectives.
UKAM offers solutions for both technologies, including:
Precision Diamond Blades
Recommended for:
- Wafer sectioning
- Metallography
- Semiconductor analysis
- Cross-sectional microscopy
- Precision laboratory cutting
Diamond Wire Saw Systems
Recommended for:
- Silicon ingot slicing
- Sapphire boule processing
- Quartz and optical crystal cutting
- Large advanced ceramic components
- High-value materials where maximizing yield is critical
Application Engineering Support
UKAM’s engineering team assists customers with:
Process selection
Blade specification
Wire selection
Feed rate optimization
RPM recommendations
Coolant optimization
Material-specific cutting strategies
Frequently Asked Questions
A diamond blade uses a rotating circular blade to remove material, while a diamond wire saw cuts using a continuously moving diamond-coated wire under controlled tension.
Diamond wire saws generally produce narrower kerf widths, making them ideal for maximizing material recovery from expensive crystals and advanced materials.
Precision diamond blades typically provide superior dimensional control and repeatability for laboratory sectioning and analytical sample preparation.
Precision diamond blades are commonly used for wafer sectioning and failure analysis, while diamond wire saws are widely used for slicing large silicon ingots into wafers.
Yes. Diamond wire saws are commonly used for slicing sapphire boules, while diamond blades are often preferred for precision sectioning and sample preparation.
Diamond wire saws generally operate with lower cutting forces because of their smaller contact area with the workpiece.
Not necessarily. Surface quality depends on machine accuracy, cutting parameters, consumable selection, coolant delivery, and process stability.
Applications requiring minimal subsurface damage and excellent surface integrity often achieve reduced polishing requirements with optimized precision diamond blade systems.
The answer depends on material value, production volume, kerf loss, consumable life, and downstream processing costs. Total process economics should be evaluated rather than equipment price alone.
Yes. Many facilities use diamond wire saws for primary sectioning of large materials and precision diamond blades for secondary sectioning, inspection, and analytical sample preparation.
Material properties, dimensional tolerances, workpiece size, production volume, surface finish requirements, kerf loss, and total manufacturing cost should all be evaluated.
Yes. UKAM’s applications engineering team can recommend appropriate blades, wire saw systems, cutting parameters, and process optimization strategies based on the customer’s material and application.
Conclusion
Diamond blades and diamond wire saws are both indispensable technologies for processing advanced engineering materials, yet they serve different manufacturing objectives. While diamond blades excel in precision sectioning, dimensional accuracy, and laboratory sample preparation, diamond wire saws provide significant advantages for slicing large, high-value materials where minimizing kerf loss and reducing cutting forces are critical.
Selecting the most effective solution requires evaluating the complete manufacturing process rather than comparing tools in isolation. Material characteristics, workpiece geometry, required tolerances, production volume, surface integrity, and overall process economics all influence the optimal cutting strategy.
In many advanced manufacturing environments, the most efficient workflow incorporates both technologies, using diamond wire saws for primary material reduction and precision diamond blades for final sectioning, inspection, and analytical preparation.
By selecting the cutting method that best aligns with application requirements, manufacturers can improve material yield, reduce processing costs, enhance cut quality, and achieve more consistent, repeatable results across a wide range of advanced materials.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990
Custom manufacturing
RELATED ARTICLES






Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.