Why Diamond Tools Load During Grinding and How to Prevent It

Table of Contents
Toggle
American Based Manufacturer

Established in 1990


Custom manufacturing


Diamond tool loading is one of the most common causes of reduced grinding efficiency, inconsistent surface finish, excessive heat generation, and premature tool replacement. In many precision grinding operations, engineers initially assume the grinding wheel has reached the end of its service life. In reality, the abrasive particles often remain usable, but the spaces between the exposed diamonds become filled with workpiece material, grinding debris, and swarf. This condition prevents the wheel from cutting efficiently and causes it to rub instead of grind.
Tool loading affects a wide range of applications, including semiconductor wafer grinding, advanced ceramic machining, optical component manufacturing, carbide grinding, metallographic sample preparation, and precision machining of brittle materials. Materials such as silicon carbide, alumina, sapphire, silicon nitride, fused silica, tungsten carbide, gallium arsenide, and polycrystalline diamond each produce different loading characteristics because of their unique mechanical and thermal properties.
Successful grinding depends on the interaction between the grinding wheel specification, machine capability, coolant delivery, dressing practices, and operating conditions. Changing only one variable rarely resolves a persistent loading problem. Engineers achieve more consistent results by evaluating the complete grinding process before selecting a corrective action.
Why Engineers Investigate Diamond Tool Loading
Diamond tool loading usually becomes apparent through gradual changes in grinding performance rather than sudden tool failure. Process engineers often begin an investigation after observing one or more of the following production conditions.
|
Production Observation |
Engineering Concern |
|---|---|
|
Higher spindle load |
Increased grinding forces |
|
Poor surface finish |
Reduced abrasive exposure |
|
Frequent dressing |
Wheel loading or glazing |
|
Increased grinding temperature |
Poor chip evacuation |
|
Burn marks on workpiece |
Excessive friction |
|
Longer grinding cycles |
Reduced cutting efficiency |
|
Inconsistent dimensional accuracy |
Unstable grinding conditions |
|
Premature wheel replacement |
Incorrect wheel specification or process conditions |
These symptoms often develop together. Treating only the visible symptom without identifying the root cause usually results in recurring production problems.
Baseline Documentation Before Process Changes
Before changing wheel specifications, coolant settings, or machine parameters, engineers should document the existing grinding process. Baseline documentation provides a reliable reference for comparing future qualification trials.
|
Parameter |
Information to Record |
|---|---|
|
Workpiece material |
Silicon carbide, alumina, sapphire, silicon nitride, fused silica, tungsten carbide, GaAs, PCD, glass or other material |
|
Material hardness |
Manufacturer specification |
|
Grinding operation |
Surface grinding, creep feed grinding, peripheral grinding or wafer grinding |
|
Grinding wheel type |
Diamond or CBN |
|
Bond type |
Resin, metal or hybrid |
|
Diamond grit size |
Current specification |
|
Diamond concentration |
Current specification |
|
Coolant delivery method |
Flood, directed nozzle or center feed |
|
Dressing method |
Frequency and technique |
|
Machine condition |
Spindle condition, vibration, rigidity |
|
Surface finish requirement |
Customer specification |
|
Dimensional tolerance |
Engineering drawing requirement |
Documenting these parameters helps isolate the variables that contribute to tool loading.
Illustrative Cost Comparison Example
Wheel purchase price represents only one component of grinding cost. Process stability, wheel life, dressing frequency, machine utilization, scrap generation, and labor all contribute to total manufacturing cost. The following table identifies the factors engineers should evaluate when comparing grinding solutions.
|
Cost Factor |
Supplier A |
Supplier B |
|---|---|---|
|
Initial wheel price |
Lower |
Higher |
|
Wheel life |
Moderate |
Higher |
|
Dressing frequency |
More frequent |
Less frequent |
|
Surface finish consistency |
Moderate |
Higher |
|
Machine downtime |
Higher |
Lower |
|
Process stability |
Moderate |
Higher |
|
Scrap risk |
Moderate |
Lower |
|
Technical support |
Standard |
Application specific |
Engineering Note: This comparison is illustrative and does not represent measured production results. Actual manufacturing costs depend on material type, wheel specification, machine capability, coolant delivery, operator practices, and production requirements.
Root Causes of Diamond Tool Loading
Tool loading develops when grinding debris cannot leave the grinding zone efficiently. Material becomes trapped between exposed abrasive particles and gradually covers the cutting surface. The grinding wheel continues to rotate, but cutting efficiency decreases because fewer diamond particles remain exposed.
|
Root Cause |
Effect on Grinding Process |
|---|---|
|
Incorrect bond selection |
Reduced self sharpening behavior |
|
Diamond grit too fine |
Limited chip clearance |
|
Insufficient coolant delivery |
Heat accumulation |
|
Poor coolant filtration |
Debris recirculation |
|
Excessive feed pressure |
Higher grinding forces |
|
Inadequate dressing |
Loaded abrasive surface |
|
Machine vibration |
Uneven wheel wear |
|
Material specific behavior |
Different loading characteristics |
Multiple variables usually contribute simultaneously. Successful troubleshooting requires evaluating the complete grinding system rather than replacing the grinding wheel immediately.
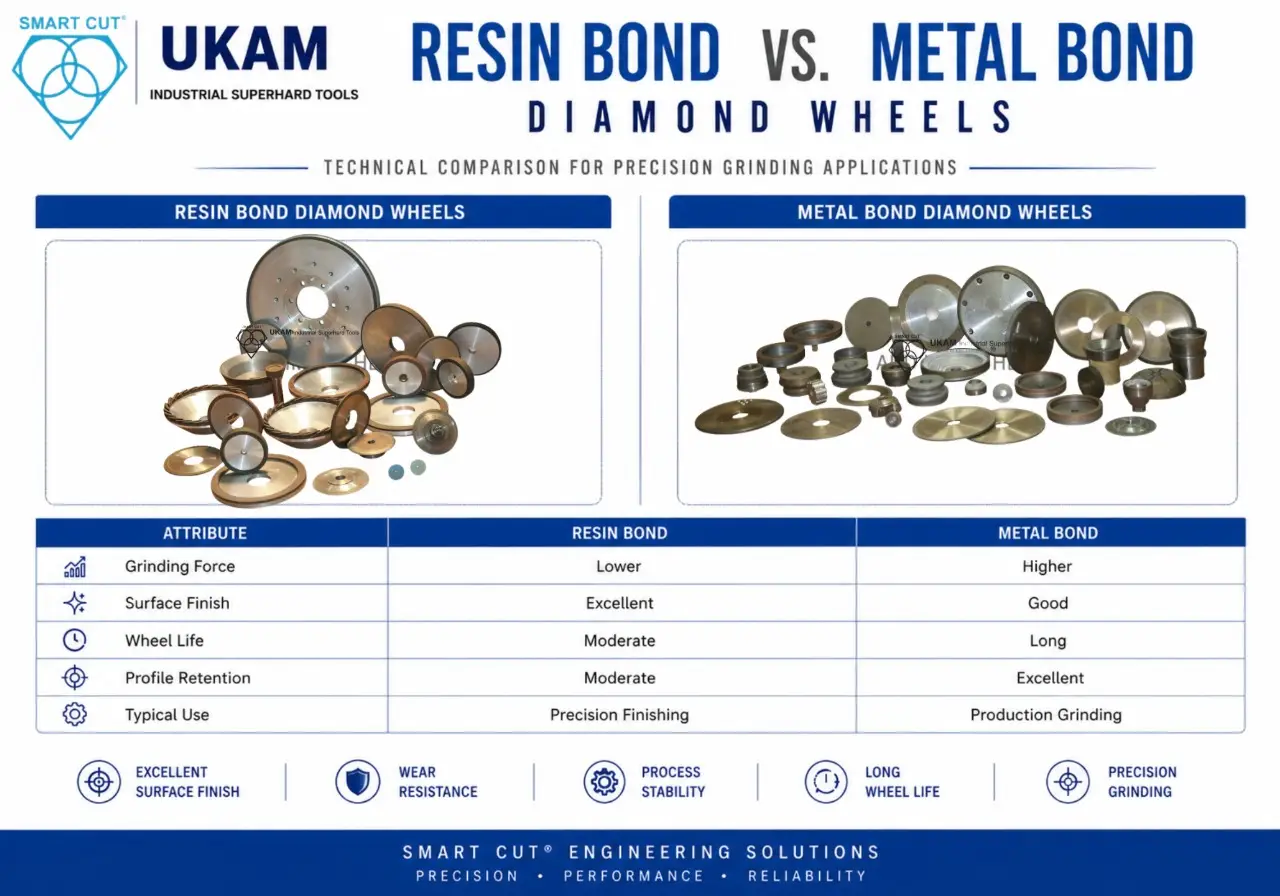
Bond selection directly influences chip evacuation, wheel wear, abrasive retention, and grinding forces. Different bond systems perform differently depending on material properties and production objectives.
|
Bond Type |
Typical Characteristics |
Common Applications |
|---|---|---|
|
Lower grinding forces, improved surface finish, controlled diamond release |
Semiconductor wafers, ceramics, optical materials |
|
|
High wear resistance, excellent profile retention, long service life |
Tungsten carbide, glass, advanced ceramics |
|
|
Balance between cutting efficiency and wheel durability |
Precision production grinding |
Resin bond wheels often provide improved grinding behavior where surface integrity and reduced grinding forces are primary objectives. Metal bond wheels generally provide longer service life and stronger diamond retention when grinding highly abrasive materials. Hybrid bond systems combine characteristics of both designs for applications requiring process stability and extended wheel life.
Diamond grit size affects chip formation, surface finish, grinding forces, and loading behavior. Grit selection should always match the material being processed and the required surface finish.
|
Grit Category |
Typical Grinding Characteristics |
|---|---|
|
Coarse |
Higher material removal, larger chip clearance |
|
Medium |
Balanced removal rate and finish quality |
|
Fine |
Improved surface finish and lower cutting depth |
|
Very Fine |
Precision finishing applications |
Using excessively fine grit for aggressive stock removal may increase wheel loading because chip clearance becomes limited. Coarser grits generally provide better debris evacuation but may not satisfy fine surface finish requirements.
Diamond concentration determines the number of abrasive particles contained within the grinding layer. Concentration selection influences wheel life, cutting behavior, and process stability.
|
Concentration Level |
Typical Characteristics |
|---|---|
|
Lower |
More aggressive cutting action |
|
Medium |
Balanced grinding performance |
|
Higher |
Greater wheel durability and process consistency |
Concentration should never be selected independently. Bond type, grit size, workpiece material, machine capability, and dressing practices should all be evaluated together during wheel specification.
Coolant performs several functions beyond reducing temperature. Effective coolant delivery removes grinding debris, reduces wheel loading, improves chip evacuation, and stabilizes grinding conditions.
|
Coolant Method |
Typical Characteristics |
|---|---|
|
Flood Coolant |
General purpose cooling and flushing |
|
Directed Nozzle |
Improved delivery to grinding interface |
|
Center Feed Systems |
Direct coolant access for specialized applications |
|
High Quality Filtration |
Reduces recirculation of abrasive particles |
Poor coolant coverage allows debris to remain within the grinding zone. Over time this material fills the spaces between exposed diamonds and contributes directly to tool loading. Coolant nozzle positioning, flow consistency, and filtration quality all influence grinding performance.
Material Specific Loading Behavior
Diamond tool loading develops differently depending on the material being ground. Material hardness, fracture behavior, thermal conductivity, and chip formation all influence how quickly a grinding wheel loads. During process qualification, engineers should evaluate each material independently rather than applying one grinding strategy to every application.
Silicon carbide is extremely hard and highly abrasive. The material produces fine grinding debris that can accelerate wheel wear if coolant delivery or dressing practices are inadequate.
Primary Failure Mode: Wheel loading combined with accelerated abrasive wear.
Engineering Considerations
- Monitor wheel condition throughout production.
- Verify coolant reaches the grinding interface.
- Select a bond system appropriate for abrasive materials.
- Maintain consistent dressing practices.
Alumina produces brittle chips during grinding. Excessive grinding pressure or poor wheel exposure can increase edge chipping and reduce surface quality.
Primary Failure Mode: Wheel loading followed by edge chipping.
Engineering Considerations
- Balance material removal with surface finish requirements.
- Avoid excessive grinding forces.
- Inspect wheel condition regularly.
- Verify coolant coverage across the grinding zone.
Silicon nitride combines high strength with fracture resistance. Grinding forces gradually increase as abrasive exposure decreases.
Primary Failure Mode: Higher grinding forces caused by progressive wheel loading.
Engineering Considerations
- Monitor spindle load trends.
- Review dressing intervals.
- Maintain stable coolant flow.
- Evaluate bond selection if loading becomes frequent.
Sapphire transfers heat differently than many technical ceramics. Poor coolant delivery often produces localized temperature increases that reduce grinding efficiency.
Primary Failure Mode: Thermal loading and surface damage.
Engineering Considerations
- Improve coolant penetration.
- Verify nozzle alignment.
- Reduce unnecessary heat generation.
- Maintain clean coolant filtration.
Fused silica is susceptible to microfracture formation if grinding conditions become unstable.
Primary Failure Mode: Microfractures associated with wheel loading and thermal instability.
Engineering Considerations
- Maintain stable grinding conditions.
- Reduce vibration.
- Keep abrasive particles exposed through proper dressing.
- Review grit selection for finishing operations.
Tungsten carbide generates significant grinding forces because of its hardness and wear resistance.
Primary Failure Mode: Wheel glazing followed by reduced cutting efficiency.
Engineering Considerations
- Monitor spindle load.
- Select bond type according to production objectives.
- Evaluate coolant effectiveness.
- Avoid excessive feed pressure.
Gallium arsenide is brittle and requires careful process control during precision grinding.
Primary Failure Mode: Surface fracture associated with unstable grinding conditions.
Engineering Considerations
- Maintain low grinding forces.
- Verify machine rigidity.
- Improve coolant delivery.
- Inspect wheel condition frequently.
Grinding PCD requires careful wheel specification because both the workpiece and abrasive consist of superhard materials.
Primary Failure Mode: Wheel loading caused by inadequate chip evacuation.
Engineering Considerations
- Select wheel specification carefully.
- Monitor dressing condition.
- Maintain consistent coolant flow.
- Inspect grinding surface frequently.
Engineers frequently diagnose wheel loading by observing changes in machine behavior rather than waiting for visible wheel failure.
|
Symptom |
Likely Cause |
|---|---|
|
Higher spindle load |
Reduced abrasive exposure |
|
Burn marks |
Heat accumulation |
|
Poor surface finish |
Loaded grinding wheel |
|
Frequent dressing |
Incorrect bond selection |
|
Wheel glazing |
Limited chip clearance |
|
Thermal damage |
Inadequate coolant delivery |
|
Vibration marks |
Machine instability |
|
Reduced stock removal |
Wheel loading or glazing |
Engineering Observation
Changing only the wheel rarely eliminates loading. Machine condition, coolant delivery, wheel specification, dressing practice, and operating parameters should all be reviewed during troubleshooting.
Process Optimization Phases
Phase 1: Document Existing Process
Record current wheel specification, workpiece material, coolant method, dressing practice, and quality requirements. Baseline documentation provides a reliable reference for future qualification work.
Phase 2: Evaluate Wheel Specification
Review bond type, grit size, concentration, and application requirements. Confirm the wheel specification matches both the material and production objectives.
Phase 3: Improve Coolant Delivery
Inspect nozzle positioning, coolant cleanliness, filtration condition, and coolant coverage across the grinding interface.
Proper coolant delivery removes grinding debris before it accumulates between exposed abrasive particles.
Phase 4: Review Dressing Practice
Wheel dressing restores abrasive exposure and removes loaded bond material.
Review:
- Dressing frequency
- Dressing method
- Dressing consistency
- Wheel condition after dressing
Phase 5: Validate Process Stability
Continue monitoring:
- Surface finish
- Grinding forces
- Wheel condition
- Dimensional accuracy
- Process repeatability
Stable grinding processes generally require fewer corrective adjustments during production.
Supplier Evaluation Checklist
Selecting a grinding wheel supplier involves evaluating engineering support as well as product specifications.
|
Question |
What the Answer Reveals |
|---|---|
|
Which bond type is recommended for this material? |
Material application knowledge |
|
Which grit range is appropriate? |
Surface finish expertise |
|
What concentration options are available? |
Process optimization capability |
|
Which coolant method is recommended? |
Manufacturing experience |
|
What dressing practice is suggested? |
Understanding of wheel maintenance |
|
Can application support be provided? |
Technical service capability |
|
Are qualification recommendations available? |
Engineering support beyond product sales |
The following comparison summarizes general engineering characteristics of common grinding wheel approaches.
|
Feature |
Conventional Diamond Wheel |
SMART CUT® Diamond Wheel |
|---|---|---|
|
Bond options |
Standard selection |
Multiple bond options available |
|
Grit selection |
Standard configurations |
Broad grit selection range |
|
Diamond concentration |
Standard offerings |
Multiple concentration options |
|
Application flexibility |
General purpose |
Configurable for application requirements |
|
Material compatibility |
Application dependent |
Wide range of advanced materials |
|
Engineering support |
Supplier dependent |
Application guidance available |
This comparison illustrates specification flexibility rather than performance superiority. Final wheel selection should always follow application qualification.
Qualification Checklist
Before approving a grinding process for production, engineers should verify that all critical variables have been documented and evaluated. A structured qualification process reduces unnecessary process variation and improves long term manufacturing consistency.
Material Qualification
- Material type confirmed
- Material hardness documented
- Workpiece dimensions verified
- Surface finish requirements identified
- Dimensional tolerance reviewed
- Critical quality characteristics documented
Grinding Wheel Qualification
- Wheel type verified
- Bond type selected
- Diamond grit size confirmed
- Diamond concentration reviewed
- Wheel dimensions verified
- Wheel condition inspected before installation
Machine Qualification
- Spindle condition inspected
- Machine rigidity verified
- Flange condition inspected
- Wheel mounting procedure completed
- Machine vibration checked
Coolant Qualification
- Coolant delivery method verified
- Nozzle position inspected
- Coolant filtration checked
- Coolant cleanliness confirmed
- Coolant flow consistency evaluated
Process Qualification
- Grinding parameters documented
- Dressing procedure established
- Wheel condition inspected after grinding
- Surface finish evaluated
- Dimensional inspection completed
- Process repeatability confirmed
Production Monitoring
- Wheel loading monitored
- Grinding forces observed
- Surface finish recorded
- Operator observations documented
- Corrective actions reviewed
Frequently Asked Questions
Diamond tool loading occurs when grinding debris accumulates between exposed abrasive particles instead of being removed from the grinding zone. As debris builds up, fewer diamond particles remain exposed to perform cutting. The wheel begins to rub rather than grind, increasing grinding forces, heat generation, and surface finish variation. Loading is usually influenced by multiple process variables rather than a single cause.
Yes. Bond type influences abrasive retention, wheel wear characteristics, chip evacuation, and dressing behavior. Resin bond wheels generally provide lower grinding forces and controlled diamond release, while metal bond wheels offer higher wear resistance and stronger diamond retention. The most suitable bond depends on the workpiece material, production objectives, and machine capability rather than a universal preference.
Diamond grit selection affects chip clearance, material removal behavior, and surface finish. Coarser grit structures generally provide larger chip clearance, while finer grit structures improve surface finish but may reduce debris evacuation if used for aggressive stock removal. Grit selection should balance removal rate, finish quality, and process stability.
Coolant removes heat, flushes grinding debris, reduces wheel loading, and stabilizes the grinding interface. Effective coolant delivery depends on nozzle positioning, filtration quality, coolant cleanliness, and consistent flow. Even a properly specified grinding wheel can experience loading if coolant fails to reach the grinding interface effectively.
Dressing frequency depends on the workpiece material, bond type, production volume, and grinding objectives. Rather than following a fixed schedule, engineers often monitor surface finish, spindle load, grinding forces, and wheel condition to determine when dressing is appropriate. Regular inspection helps maintain consistent abrasive exposure.
Yes. Machine rigidity, spindle condition, vibration, and wheel mounting all influence grinding stability. Excessive vibration or spindle runout increases localized wheel wear and contributes to uneven loading. Maintaining machine condition is an important part of any grinding process improvement program.
Loading behavior differs by material. Silicon carbide produces highly abrasive debris that accelerates wheel wear. Alumina often generates brittle chips that can accumulate within the bond structure. Sapphire and fused silica require careful thermal management because excessive heat affects grinding stability. Tungsten carbide generates high grinding forces that increase the importance of proper wheel specification and coolant delivery.
Related UKAM Resources
Engineers evaluating grinding performance may also benefit from reviewing additional technical resources related to:
These resources provide additional engineering guidance for selecting grinding wheel specifications and optimizing production processes.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990
Custom manufacturing
RELATED ARTICLES