











































Dressing Diamond Tools Why, How, When & Where






-
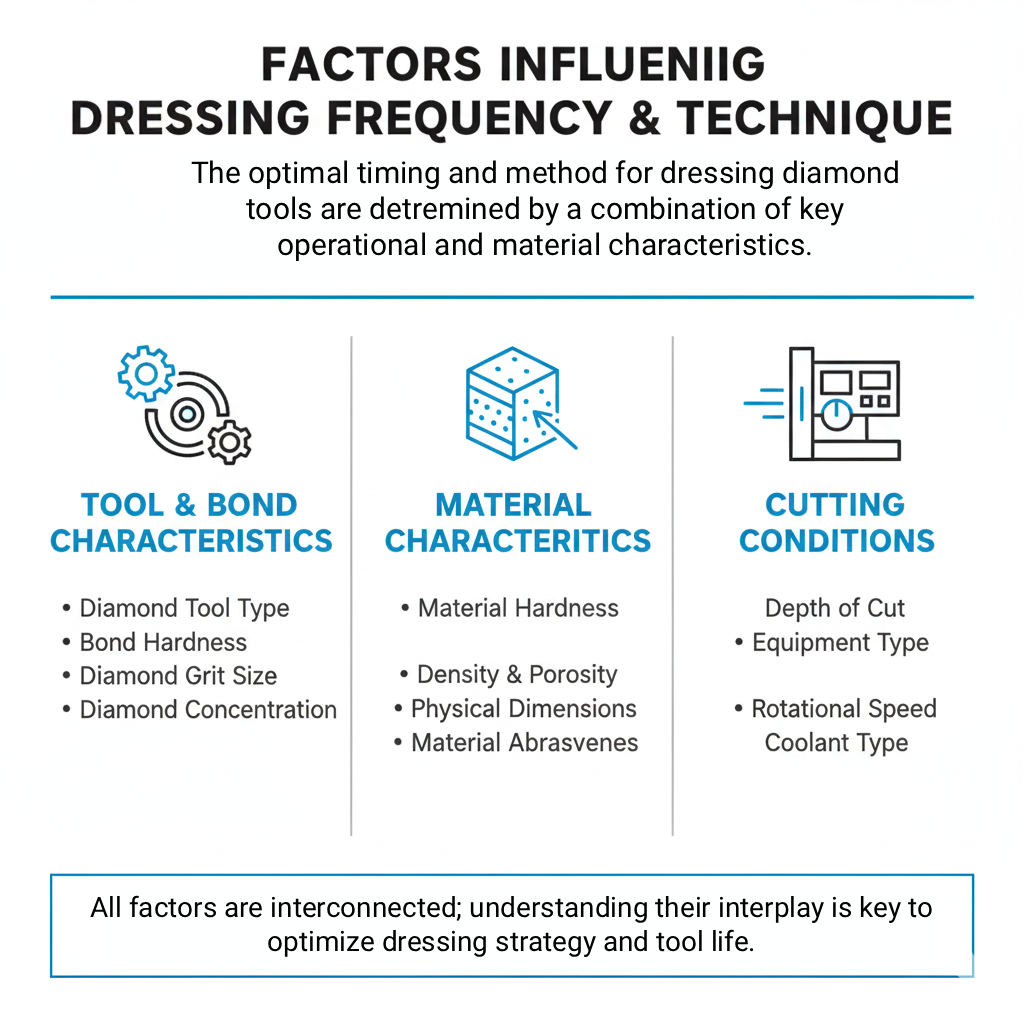
 Tool and Bond Characteristics: The type of diamond tool, the hardness of the bond, the diamond grit size, and the concentration of diamonds all influence how quickly a tool might need dressing.
Tool and Bond Characteristics: The type of diamond tool, the hardness of the bond, the diamond grit size, and the concentration of diamonds all influence how quickly a tool might need dressing.
-
Material Characteristics: The hardness, density, porosity, and the physical dimensions and shape of the material being cut also affect how a diamond tool wears and when it should be dressed.
-
Cutting Conditions: The depth of cut, the type of equipment used, the rotational speed of the tool, and the type of coolant applied can all impact the rate of wear and the effectiveness of the diamond tool.
-
Type of Diamond Tool: The specific design and purpose of a diamond tool determine how it interacts with the material it cuts and, consequently, how it wears. For example, tools used for cutting hard, abrasive materials like reinforced concrete or granite will wear differently from those used for softer, less abrasive materials like marble.
-
Type of Cutting Edge: The configuration of the cutting edge—be it segmented, continuous, or turbo—significantly affects how the tool interacts with the material. Segmented blades are typically used for harder materials due to their ability to dissipate heat more effectively, while continuous rim blades are preferred for cutting softer, more brittle materials with a need for a smoother finish. Each type demands different dressing intervals and techniques to maintain optimal performance.
-
Edge Geometry: The shape and angle of the cutting edge also influence how a tool wears. A sharper angle might cut more aggressively but could also wear down more quickly, requiring more frequent dressing. Conversely, a blunter angle may endure longer but might not provide as precise of a cut, particularly in harder materials.
-
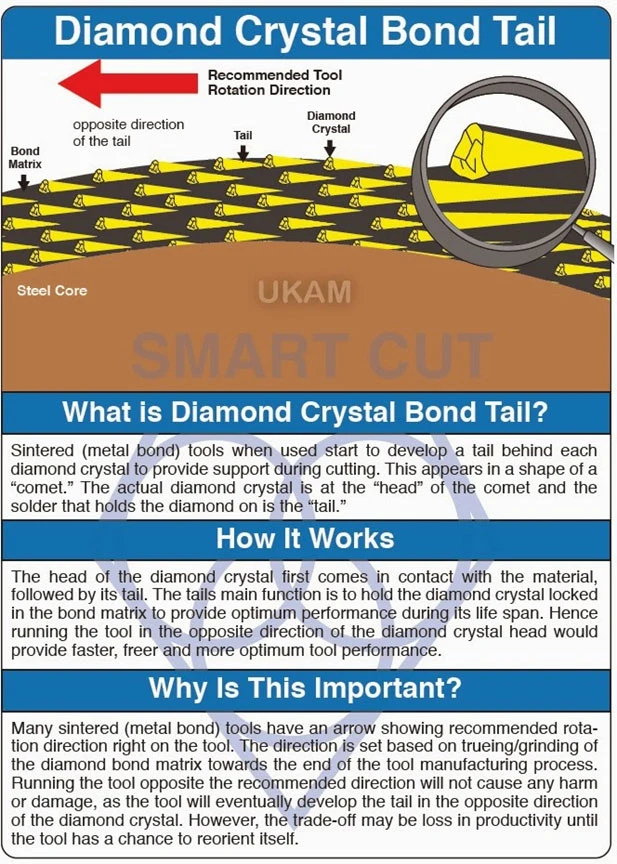
Metal Bond: Metal-bonded diamond tools are common for cutting very hard materials such as stone and concrete. The bond is designed to wear at a rate that exposes new diamonds at the right time. Metal bonds can be hard or soft, with harder bonds generally requiring more forceful dressing to release new diamond particles.
-
Resin Bond: Resin-bonded diamond tools are often used for applications requiring a finer finish, such as in the polishing of stones or concrete. These bonds wear away more quickly than metal bonds and typically need less aggressive dressing techniques to maintain the cutting edges.
-
Ceramic Bond: Ceramic bonds are used when there’s a need for significant heat resistance, often in applications involving high-speed cutting. These bonds may require specific dressing techniques that take into account their thermal stability and wear characteristics.
-
Bond Hardness: The bond's hardness is critical in determining how the tool retains its diamonds and how quickly the bond wears away to expose new diamonds. A harder bond is generally more durable but may require more aggressive or frequent dressing to maintain cutting efficiency. Conversely, a softer bond may wear down more quickly, necessitating less aggressive dressing.
-
Grit Size: The size of the diamond particles plays a crucial role in how the tool performs and how often it needs dressing. Finer grits are typically used for finishing applications where a smooth surface finish is critical, but they may become dull more quickly and thus require more frequent dressing. Coarser grits are more durable and are used for initial rough cuts, potentially requiring less frequent dressing but more forceful techniques when needed.
-
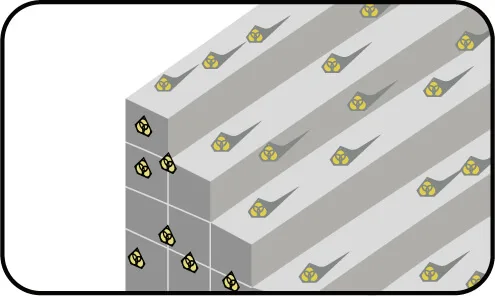
Diamond Crystal Quality and Distribution: The quality of the diamonds and their distribution within the bond matrix can also affect dressing needs. High-quality diamonds evenly distributed in the matrix will result in more consistent wear and potentially longer intervals between dressings. In contrast, poorer quality or unevenly distributed diamonds might lead to uneven tool wear and more frequent need for corrective dressing.
-
Diamond Grit Size: Smaller diamond grits present a greater surface area and can become blunt more quickly than larger grits. Consequently, tools with finer grits may require more frequent dressing to maintain sharpness compared to those with coarser grits.
-
Concentration of Diamonds: The density of diamonds within the bond matrix also impacts dressing needs. High diamond concentration can slow down the rate of wear because more diamonds share the cutting load, reducing the wear on individual diamonds. However, this can also lead to glazing if not managed properly, as fewer bond areas are available to wear away and expose new diamonds.
-
Hardness and Abrasiveness: The material's hardness and abrasiveness directly impact how quickly a diamond tool wears. Harder and more abrasive materials can cause faster diamond dulling and matrix wear, requiring more frequent dressing.
-
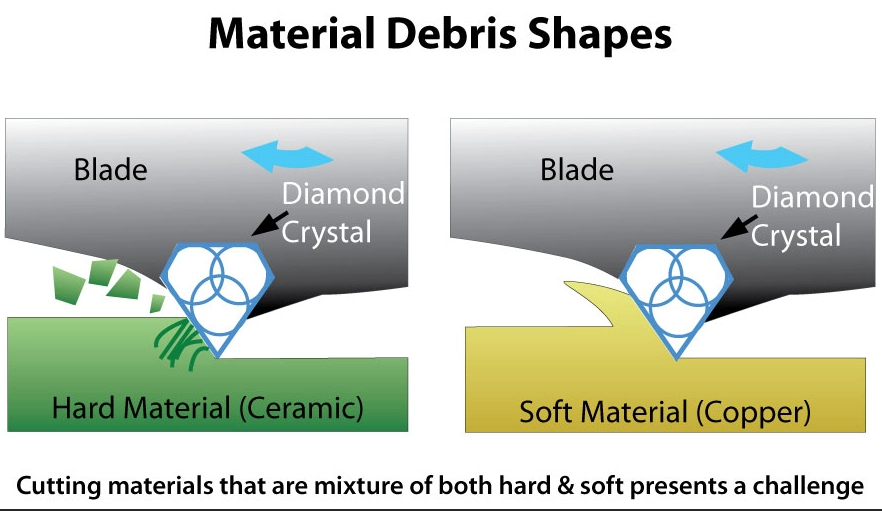
Material Properties: Other properties, such as the brittleness or ductility of the material, also affect how a diamond tool interacts with it. Brittle materials tend to cause more shock and impact on the tool, potentially necessitating different dressing techniques compared to more ductile materials that may smear or load the tool.
-
Cut Depth and Feed Rate: Deeper cuts and higher feed rates increase the load on the diamond tool, potentially accelerating wear and requiring more frequent dressing. Adjusting these parameters can help manage tool life and dressing frequency.
-
Spindle Speed (RPM): The rotational speed of the tool affects the cutting dynamics and heat generation. Higher speeds can lead to increased temperature, which may affect the bond's wear rate and the need for dressing.
-
Tool Rigidity and Stability: Tools that operate in a more stable and rigid setup experience less vibration and thus wear more predictably, potentially reducing the frequency of dressing needed.
-
Machine Power and Capability: The power of the cutting machine can also influence how the tool performs and wears. Higher-power machines might drive the tool through materials more quickly but can also increase the wear rate if not matched with appropriate cutting parameters.





-
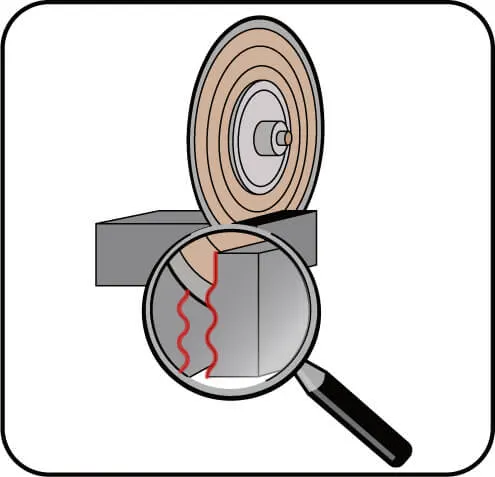
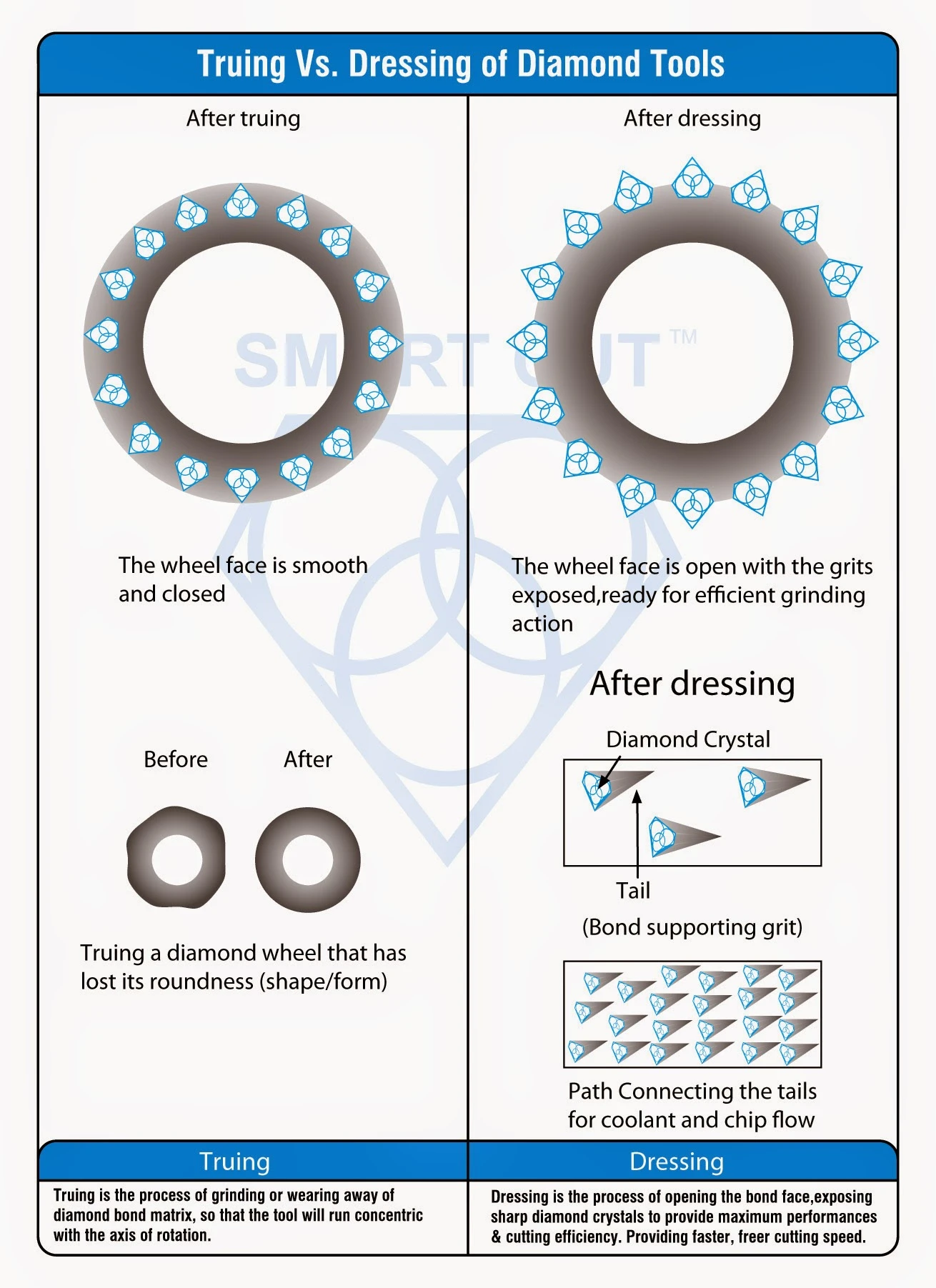
Grinding Away the Diamond Bond Matrix: The objective is to reshape the tool so that it spins with minimal vibration when in use. This is vital for precision cutting where even minor deviations can lead to significant discrepancies in the final product.
-
Achieving Concentricity: The tool must be reshaped so that its cutting surface is perfectly aligned with the desired cutting path. This alignment minimizes the tool's deviation from the axis and ensures that the cutting force is uniformly distributed.
-
Surface Condition After Truing: Typically, truing leaves the diamond tool with a smooth surface. While this might be ideal for some applications, it often results in reduced efficiency in material removal as there is less diamond crystal protrusion for effective cutting.
-
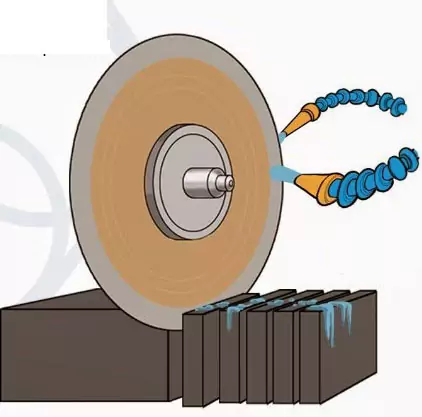
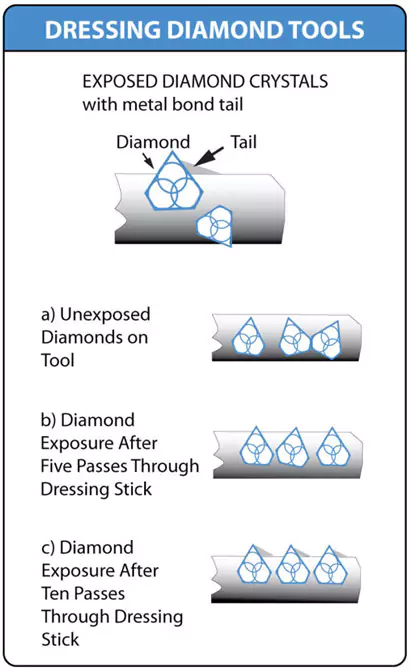
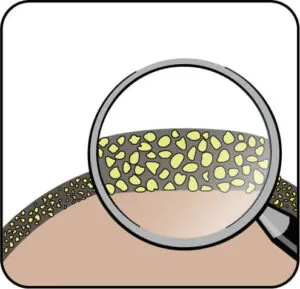
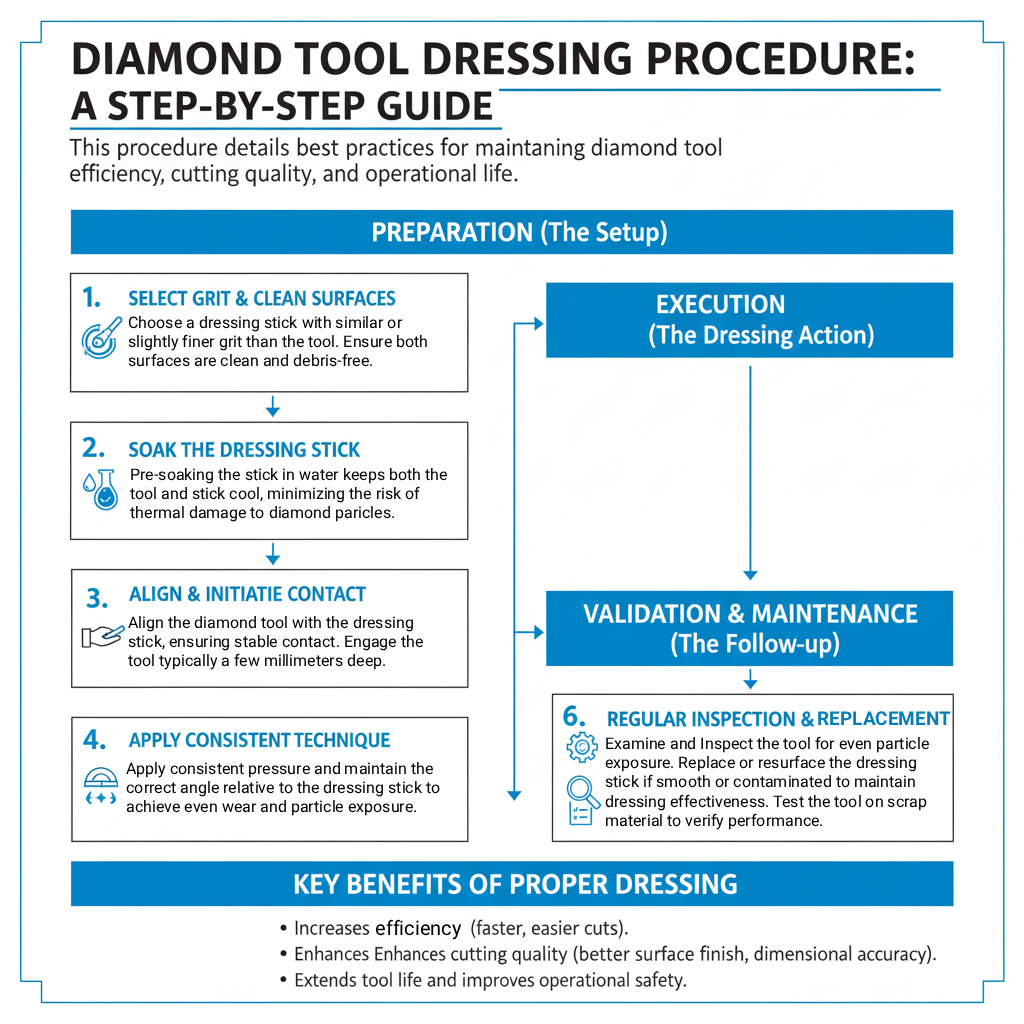
Opening the Bond Face: This is done to expose new, sharp diamond crystals at the surface of the tool. It ensures that the tool can cut more effectively by providing new cutting edges.
-
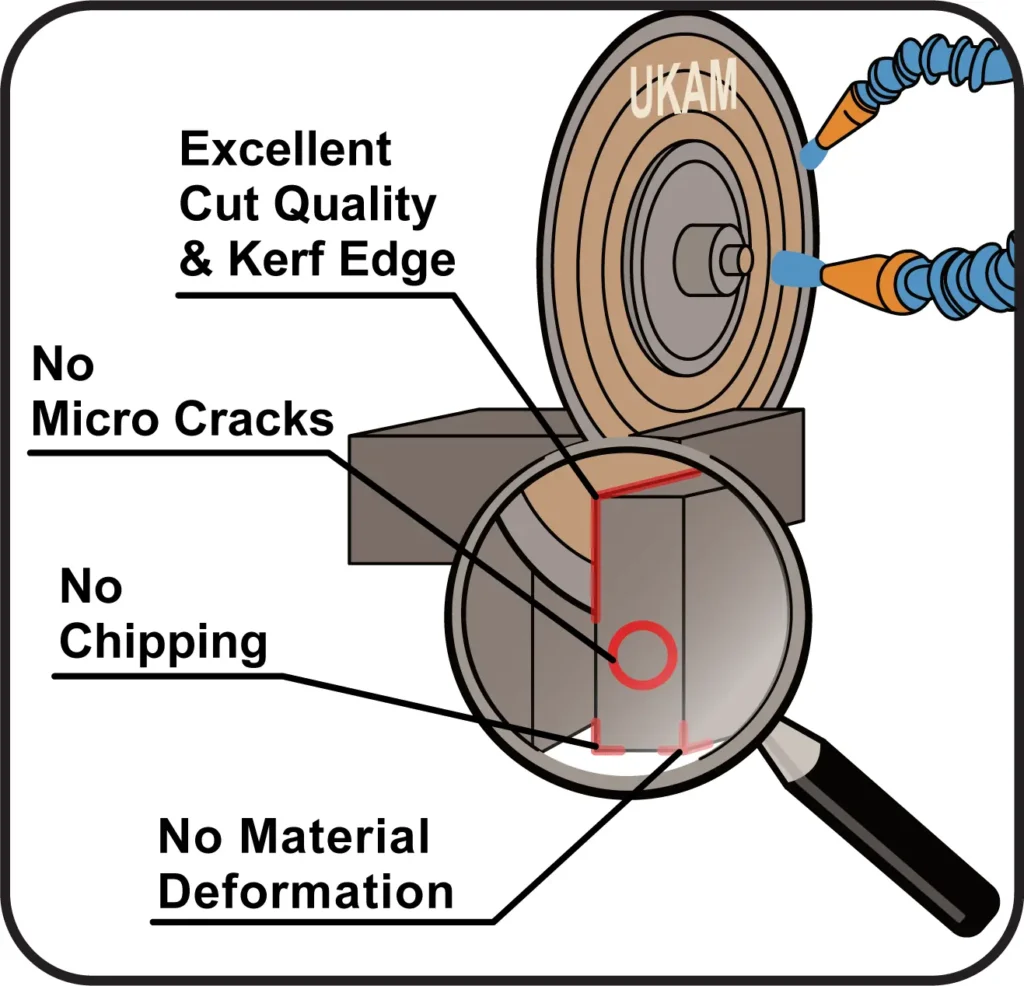
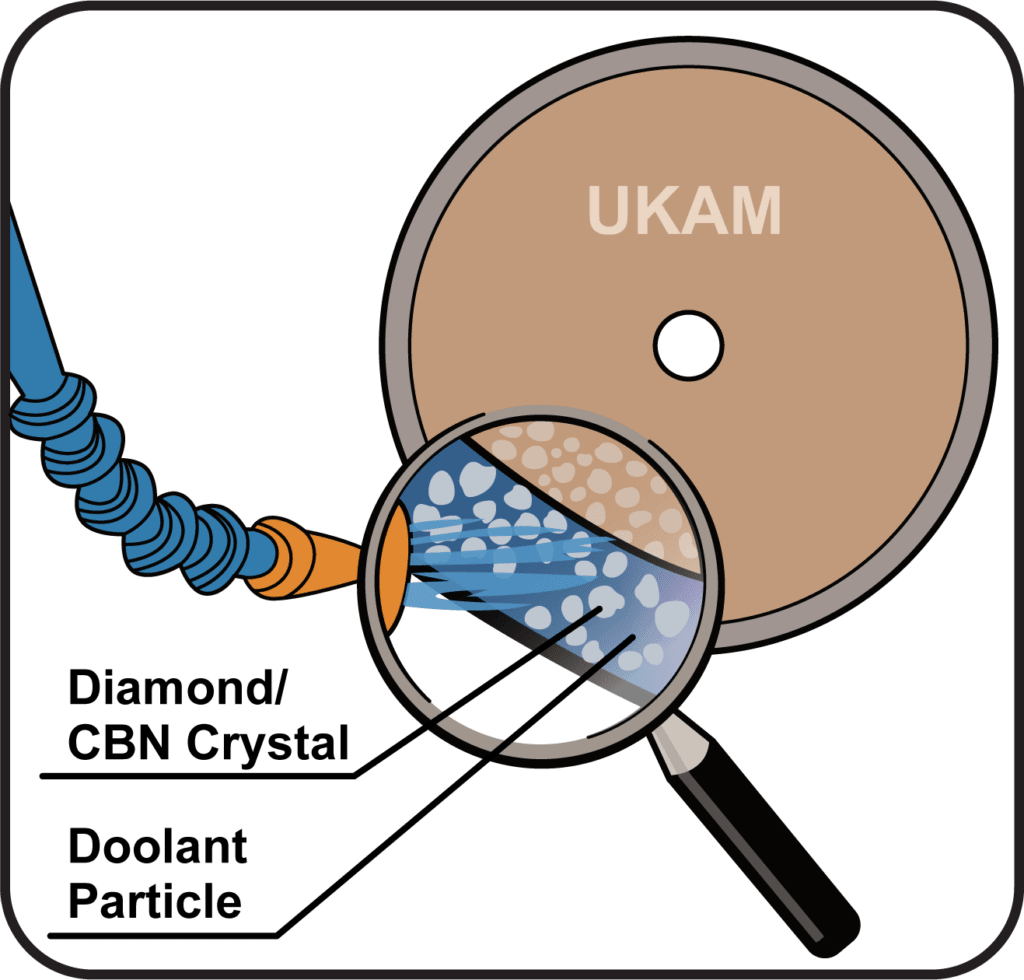
Exposing Sharp Diamond Crystals: By removing some of the bond matrix, dressing exposes the diamonds embedded within. These exposed diamonds are critical for chip generation and removal, which is essential for efficient cutting and prevents the tool from burning the material due to friction.
-
Enhanced Cutting Performance: Properly dressed tools provide faster and freer cutting speeds, which not only increase efficiency but also reduce the thermal stress on both the tool and the material being processed.
-
Thorough Exposure of Diamonds: Dressing after truing ensures that enough diamond crystals are exposed for effective cutting. This is critical because a smoothly trued tool without adequate diamond exposure will not perform efficiently.
-
True in Running (T.I.R.): This refers to the tool running true to the machine's axis, minimizing mechanical and thermal stresses during operation. When a tool is trued and dressed on the machine it will be used on, it aligns perfectly with the operational parameters of that specific setup.
-
Diamond Grit Size: The size of the diamond particles in the tool.
-
Bond Hardness: The material binding the diamond particles together.
-
Shape, Hardness, and Coating of Diamond Crystals: These factors impact the cutting or grinding efficiency.
-
Tool Geometry: The diameter, shape, and configuration of the tool influence the dressing stick choice.
-
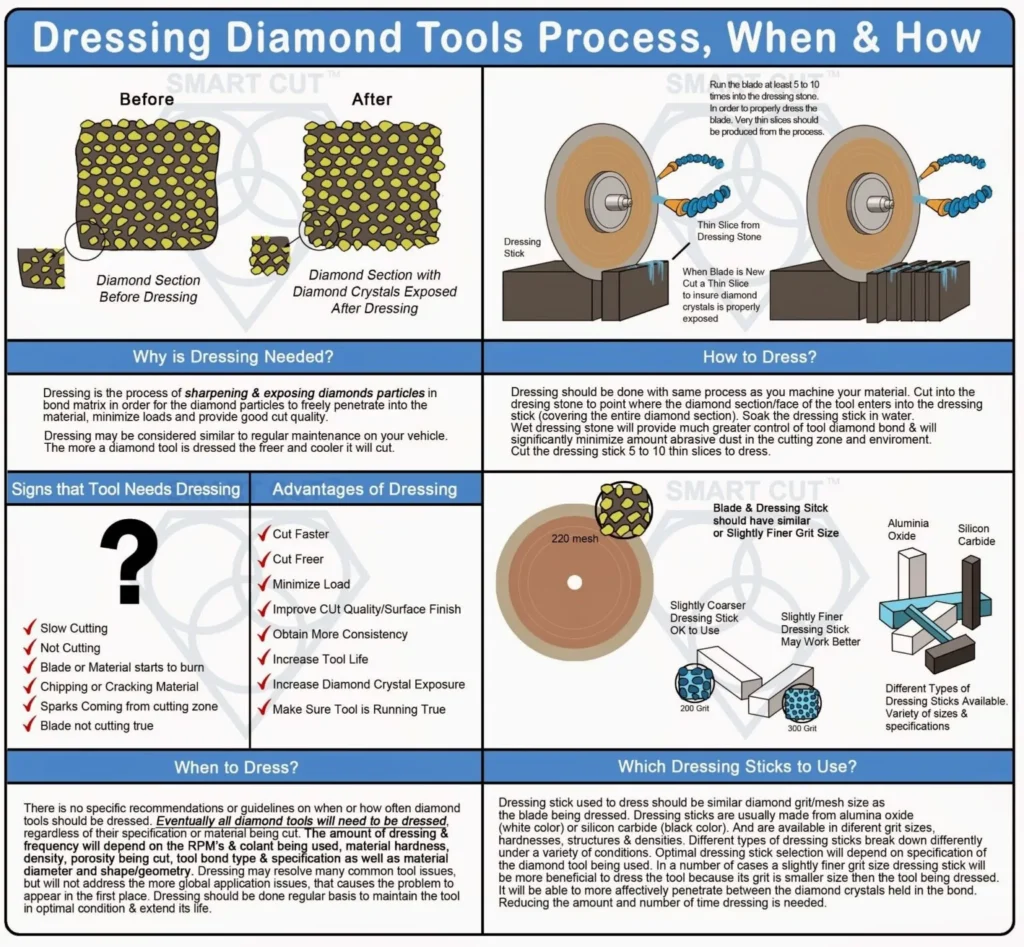
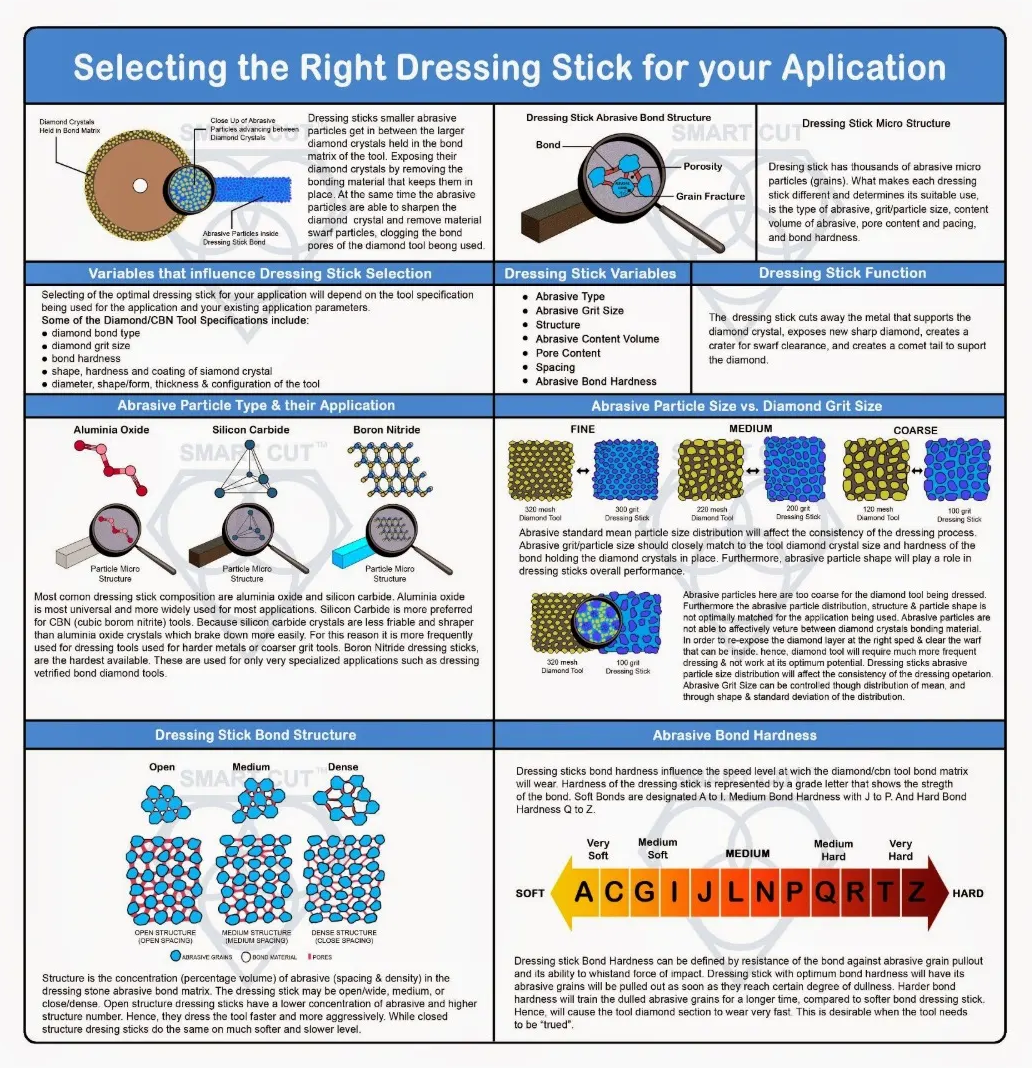
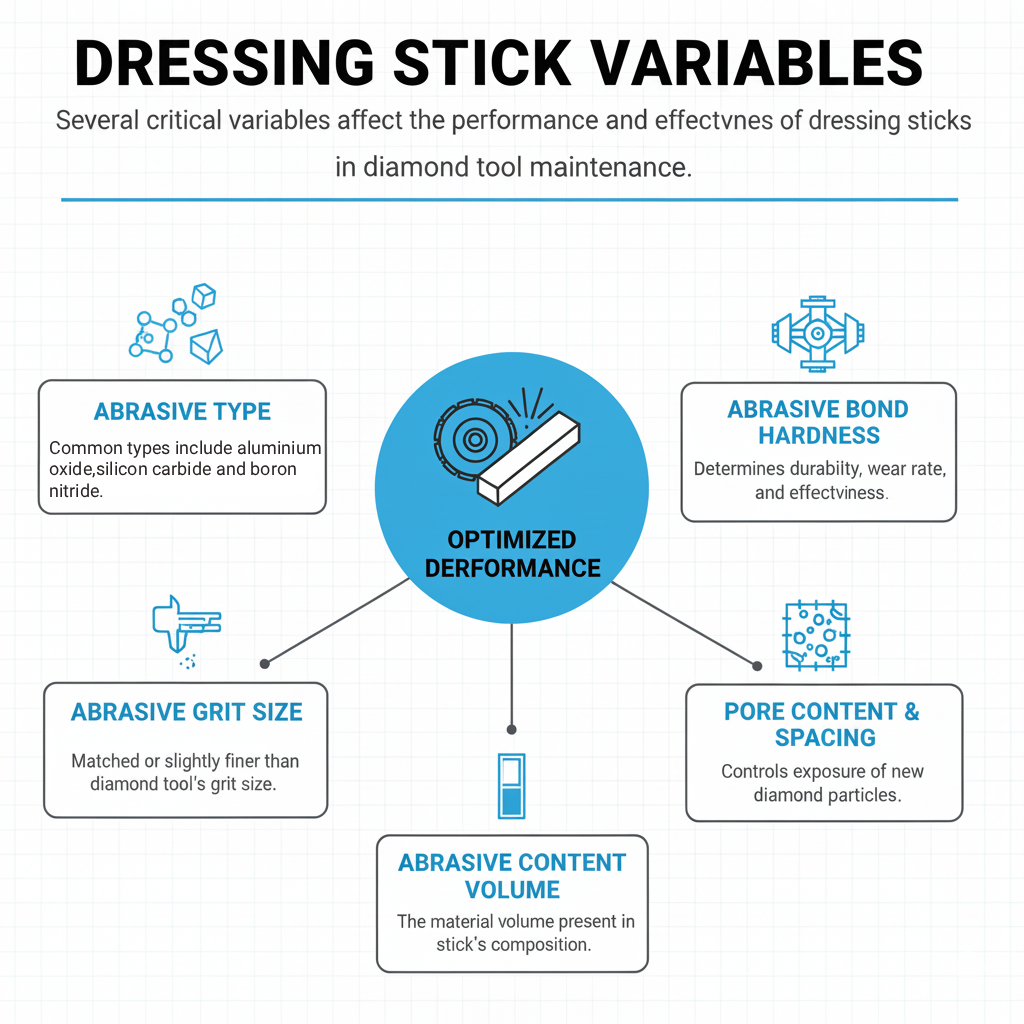
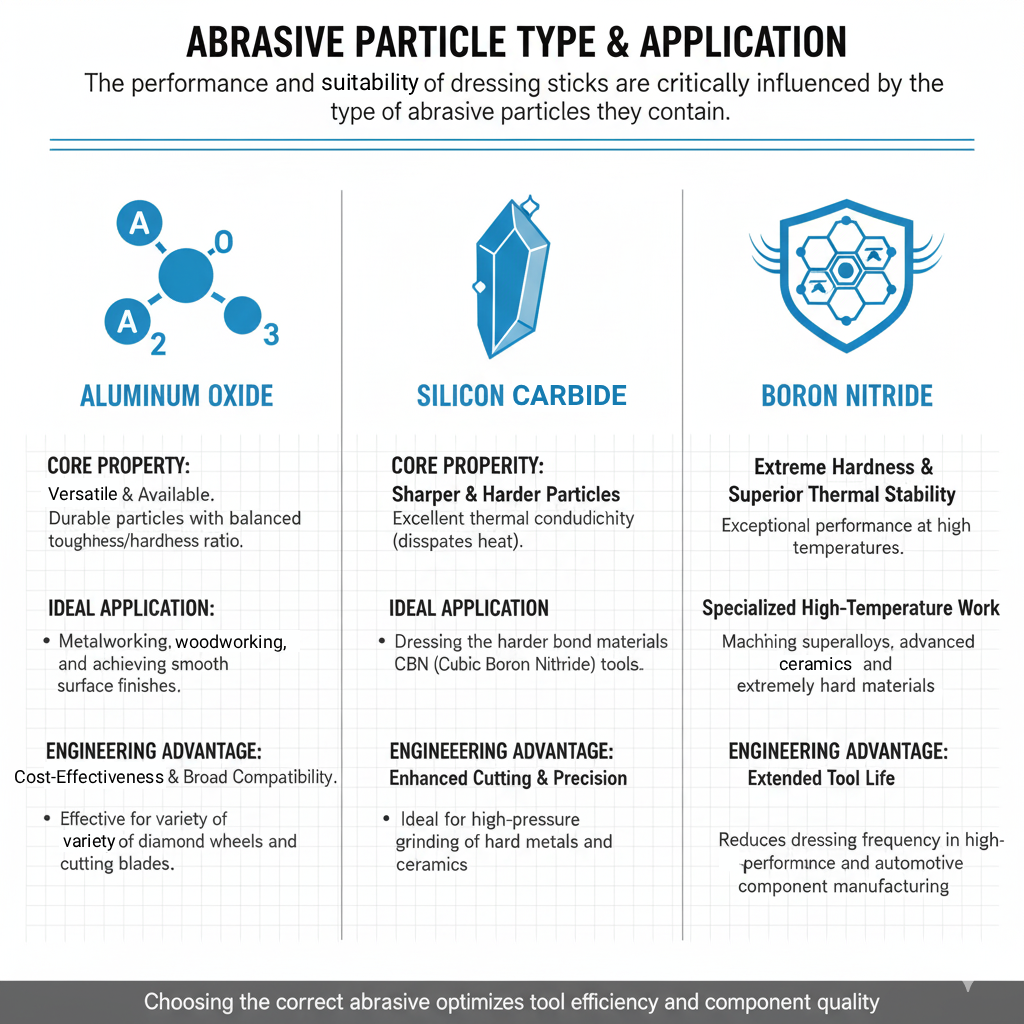
Abrasive Type: Common types include aluminum oxide, silicon carbide, and boron nitride.
-
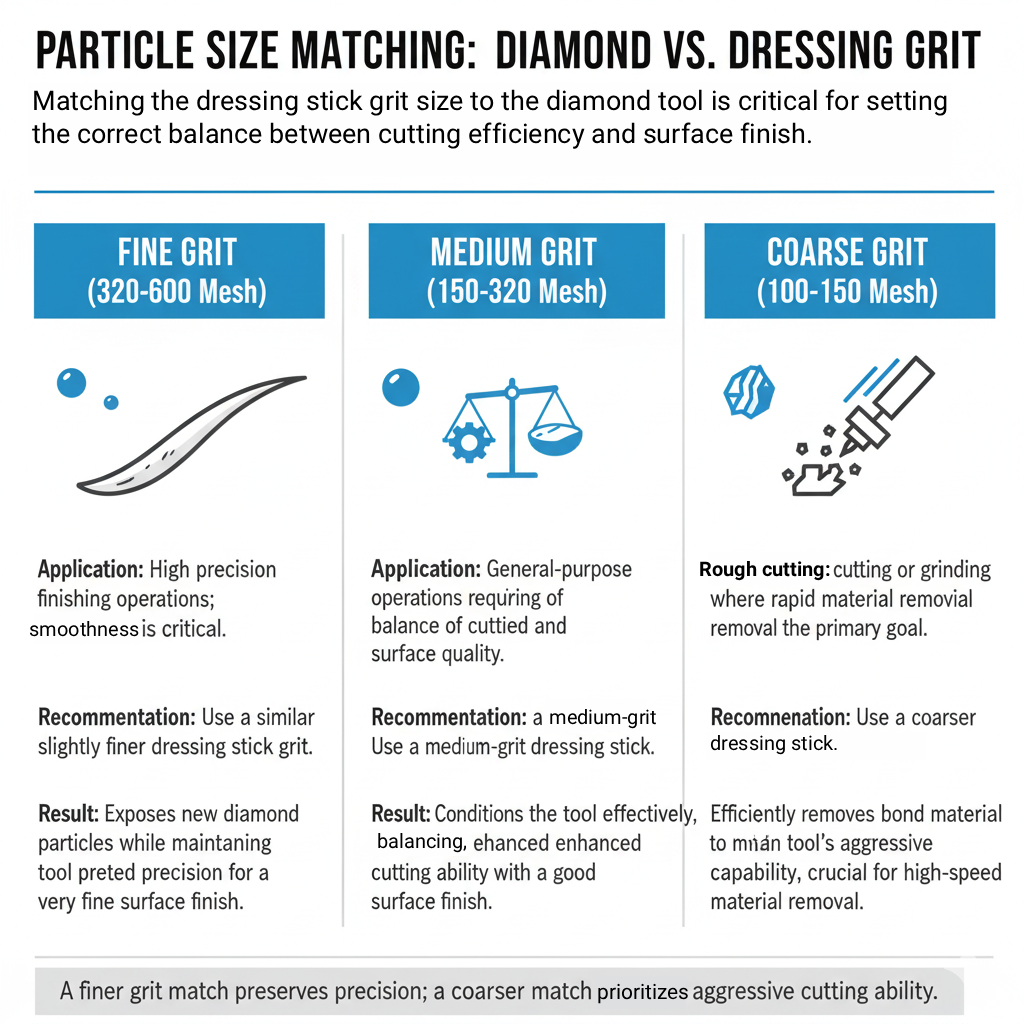
Abrasive Grit Size: Should be matched or slightly finer than the diamond tool’s grit size.
-
Abrasive Content Volume: The amount of abrasive material present in the stick.
-
Pore Content and Spacing: Influence the stick’s ability to expose diamond particles.
-
Abrasive Bond Hardness: Determines the durability and effectiveness of the stick.
-
Aluminum Oxide: Widely used for general applications due to its versatility and availability.
-
Silicon Carbide: Preferred for CBN (cubic boron nitride) tools due to its sharper, harder particles, which are effective in conditioning the tool’s cutting edges.
-
Boron Nitride: Utilized for specialized applications requiring very high hardness and thermal stability.
-
Fine Grit (100-220 Mesh): Ideal for precise, fine finishes. Use a dressing stick with a similar or slightly finer grit.
-
Medium Grit (230-300 Mesh): Suitable for a balance of cutting efficiency and surface finish. Match with a medium-grit dressing stick.
-
Coarse Grit (310-400 Mesh): Best for aggressive material removal. Pair with a coarser dressing stick.
-
Open Structure: Features lower density, allowing for more aggressive dressing and effective debris removal.
-
Dense Structure: Higher concentration of abrasive particles, suitable for fine, precise dressing applications.
-
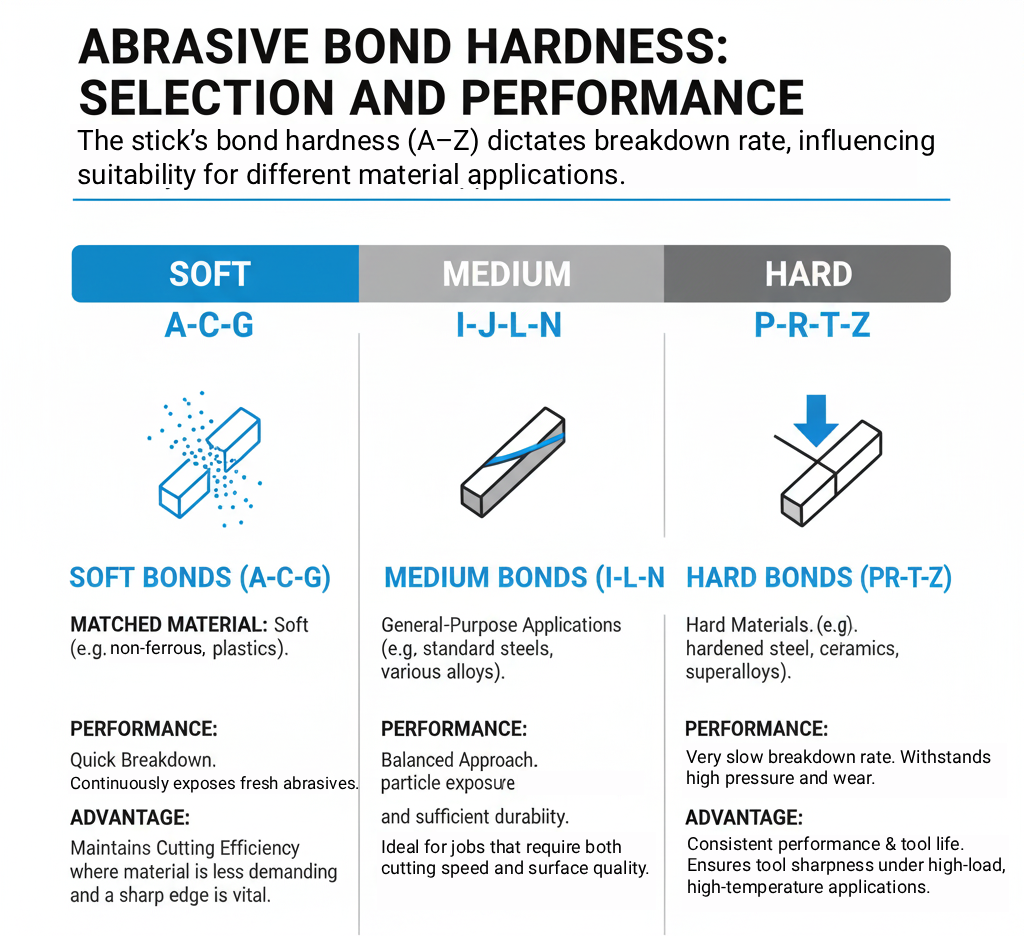
Soft Bonds (A-C-G): Best for soft materials where a quicker breakdown of the dressing stick is beneficial.
-
Medium Bonds (I-J-L-N): Provide a balance between wear resistance and cutting efficiency.
-
Hard Bonds (P-R-T-Z): Ideal for hard materials, offering prolonged durability and consistent performance.



Alexander Schneider is a senior applications engineer with over 35 years of hands on experience in industrial diamond tooling. He specializes in the development, application, and optimization of ultra-thin and high-precision diamond blades, diamond core drills, and diamond and CBN grinding wheels for advanced materials.
His work spans ceramics, glass, composites, semiconductors, and high-performance metals. He supports research laboratories and manufacturing environments by optimizing tool design and cutting parameters to achieve high cut quality, long tool life, material integrity, and consistent process results.


How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

Diamond vs CBN (cubic boron nitride) Tools

What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Alexander Schneider is a senior applications engineer with over 35 years of hands on experience in industrial diamond tooling. He specializes in the development, application, and optimization of ultra-thin and high-precision diamond blades, diamond core drills, and diamond and CBN grinding wheels for advanced materials.
His work spans ceramics, glass, composites, semiconductors, and high-performance metals. He supports research laboratories and manufacturing environments by optimizing tool design and cutting parameters to achieve high cut quality, long tool life, material integrity, and consistent process results.