Diamond Grinding Wheel Loading and Glazing: Complete Technical Guide for Engineers
Table of Contents
ToggleBy UKAM Industrial Superhard Tools Engineering Team US Manufacturer of Diamond & CBN Grinding Wheels Since 1990
Trusted by Tens of Thousands of Manufacturers, Laboratories Research Institutions Worldwide Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


Why Engineers Get This Wrong

Diamond & cbn Wheel loading and wheel glazing are the two most common causes of performance failure in precision diamond grinding — ceramics, glass, carbide, sapphire, composites, semiconductor materials. At UKAM, these two conditions account for the majority of technical support calls we receive every week.
Both produce near-identical symptoms: rising grinding force, degraded surface finish, heat buildup, reduced material removal. That similarity is exactly why they are misdiagnosed — and why the wrong fix gets applied.
Loading and glazing are not the same problem. They do not share the same cause. They require different solutions.
This guide is built on three decades of manufacturing diamond and CBN grinding wheels and supporting engineers across aerospace, optics, defense, and advanced ceramics. Everything here is grounded in real application data.
What Loading and Glazing Actually Are
Head-to-Head Comparison
|
What to Ask |
What the Answer Reveals |
|---|---|
|
Do you ask about cutter grade and hardness before specifying grit size? |
Whether they understand that PDC hardness varies and affects wheel specification |
|
Can you specify porosity percentage, not just bond type? |
Whether they control porosity as a manufacturing variable or simply classify by bond label |
|
What diamond crystal type and friability grade do you recommend for this application, and why? |
Depth of application knowledge vs. catalog selection |
|
Do you manufacture in-house or source wheels from a third party? |
Whether they can modify specifications, control quality, and support custom orders |
|
Can you provide a starting parameter recommendation based on our machine and cutter geometry? |
Whether they support process integration or only sell wheels |
|
What is your lead time on a custom specification with non-standard porosity or concentration? |
Manufacturing capability and flexibility for production planning |
|
Do you have documented experience with PDC cutter grinding specifically? |
Reduces qualification risk substantially vs. a general abrasives supplier |
⚠️ Critical Rule Never apply the same fix to both conditions without diagnosing first. Increasing coolant flush on a glazed wheel does nothing. Switching to a softer bond on a loaded wheel wastes wheel life. Diagnose, then act.
Loading: A Chip Evacuation Failure
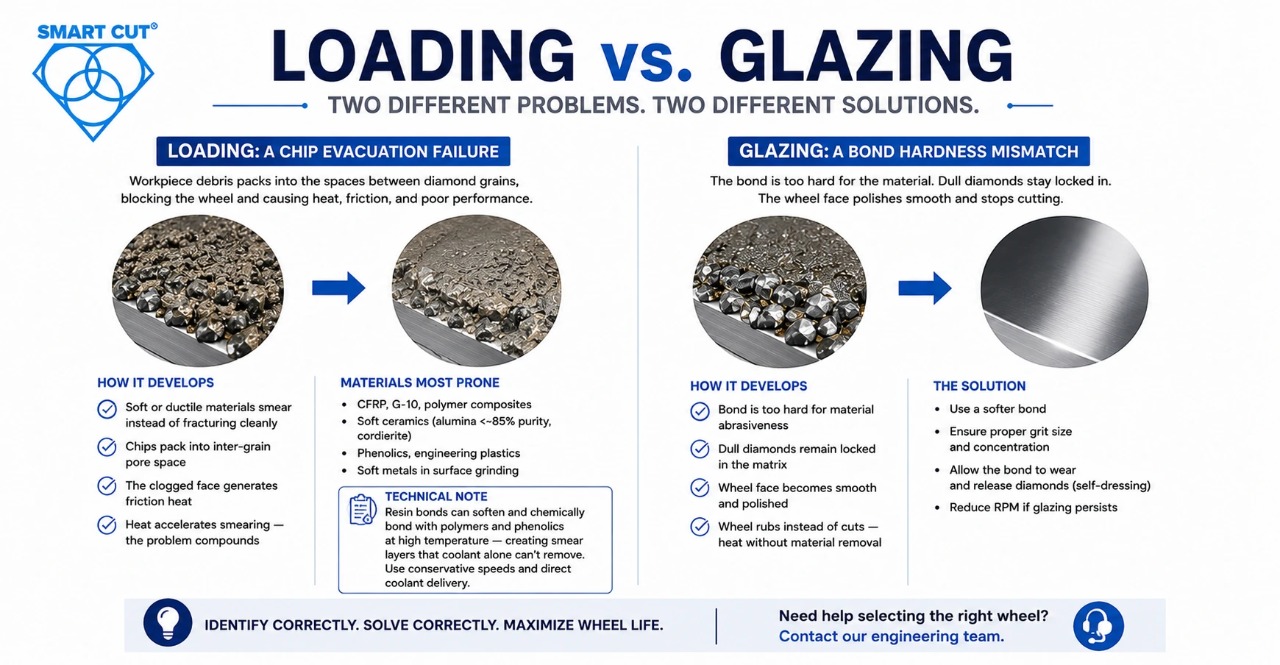
Loading occurs when workpiece debris — swarf, chips, fine powder — physically packs into the spaces between diamond grains. The diamonds themselves may be perfectly sharp. The bond is intact. The wheel is simply blocked.
How it develops:
- Soft or ductile materials deform plastically under grinding contact instead of fracturing cleanly
- Chips smear into inter-grain pore space rather than flushing away as discrete particles
- The clogged face generates friction heat instead of cutting
- Heat accelerates smearing — the problem compounds rapidly
Materials most prone to loading:
- CFRP, G-10, and polymer-matrix composites
- Soft ceramics (alumina below ~85% purity, cordierite)
- Phenolics and engineering plastics
- Soft metals in surface grinding applications
📋 Technical Note — Resin Bond Thermal Loading At elevated temperatures, resin bond matrices can soften and chemically bond with polymer-matrix workpieces, phenolics, and plastics. This creates a smear layer that coolant flushing alone cannot remove. Conservative surface speeds and direct coolant delivery are essential for resin bond on these materials.
Glazing: A Bond Hardness Mismatch
Glazing is a bond selection failure, not a contamination problem.
In a correctly matched wheel, the bond matrix wears at a controlled rate as the workpiece abrades it — continuously releasing dull diamonds and exposing fresh cutting points. This is self-dressing action. It sustains performance across the wheel’s service life.
When bond hardness exceeds what the material’s abrasiveness can wear:
- Dull diamonds stay locked in the matrix
- The wheel face polishes smooth
- The wheel rubs instead of cuts — heat without material removal
⚠️ Common Misconception Hard material does not equal abrasive material. Glass can be highly abrasive depending on composition and fracture behavior. Fine alumina powder can have low actual abrasiveness despite high hardness. Abrasion level depends on fracture mode, crystal morphology, and porosity — not Mohs hardness alone. Bond hardness must be matched to measured abrasion behavior, not a hardness table.
Diagnosing the Condition in Your Operation
Step 1 — Visual Inspection
|
Specification Variable |
Standard Catalog Wheel |
UKAM Custom Vitrified Bond |
|---|---|---|
|
Diamond crystal selection |
Single standard grade |
Application-matched crystal type and friability |
|
Concentration range available |
100% standard |
75% to 200%, specified per application |
|
Porosity control |
Standard open or closed structure |
Engineered porosity percentage specified at order |
|
Bond hardness grades |
Limited range (L to N typical) |
Full range available including soft grades for PDC diamond layer |
|
Custom OD/ID/face geometry |
Standard catalog dimensions only |
Full custom geometry available |
|
Application engineering support |
Catalog reference |
Starting parameters, trial support, specification adjustment |
|
Lead time (custom specification) |
6 to 10 weeks typical |
2 to 4 weeks for repeat specifications |
|
Minimum order quantity |
Often high for custom specs |
Small batch available for R&D and qualification |
Loading debris color matches the workpiece:
- Gray → silicon carbide or tungsten carbide
- Brown/tan → alumina ceramics
- Black → carbon-fiber composites, graphite
- White → glass or quartz
Step 2 — Performance Signals
Loading signals:
- Spindle load creeping up over a grinding cycle
- Surface finish degrading with no parameter changes
- Workpiece edges show smearing or pulled material
- Dressing intervals shortening progressively
Glazing signals:
- Wheel spinning with almost no material removal
- High-pitched rubbing or squealing replaces normal cutting sound
- Workpiece burn marks or thermal discoloration
- Dimensional accuracy dropping despite correct setup
Step 3 — The 60-Second Field Test
✅ Procedure Stop the machine. Dress the wheel for 15–20 seconds using a silicon carbide dressing stick. Run a test pass on scrap material at normal parameters.
- Cutting restores immediately → Confirmed loading or glazing. Dressing was correct.
- Cutting does not restore → Bond specification mismatch, wrong grit, or end of wheel life. More dressing will not help.
This test separates a dressing problem from a specification problem in under one minute.
Root Causes by Bond Type
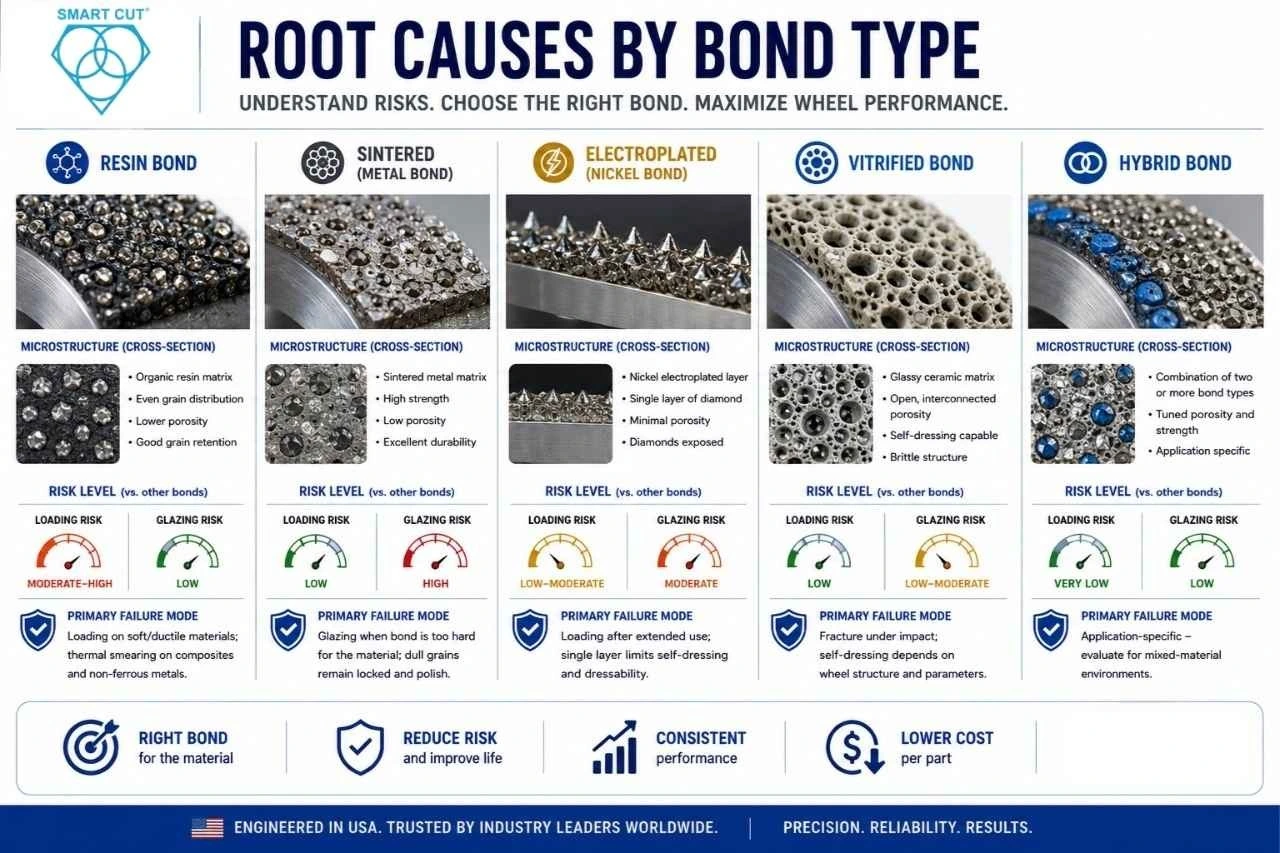
Bond Risk Overview
|
Sign That Dressing Is Required |
Likely Cause |
Action |
|---|---|---|
|
Rising grinding forces |
Grit dulling, bond loading |
Dress immediately, check concentration spec |
|
Surface finish deterioration |
Wheel glazing beginning |
Dress and reduce dress interval for next run |
|
Wheel loading (visible) |
Chip packing in pores |
Dress and verify coolant flow and filtration |
|
Increased vibration |
Wheel imbalance or loading |
Dress and rebalance if vibration persists |
|
Burn marks on cutter surface |
Thermal damage in progress |
Stop, dress immediately, check coolant delivery |
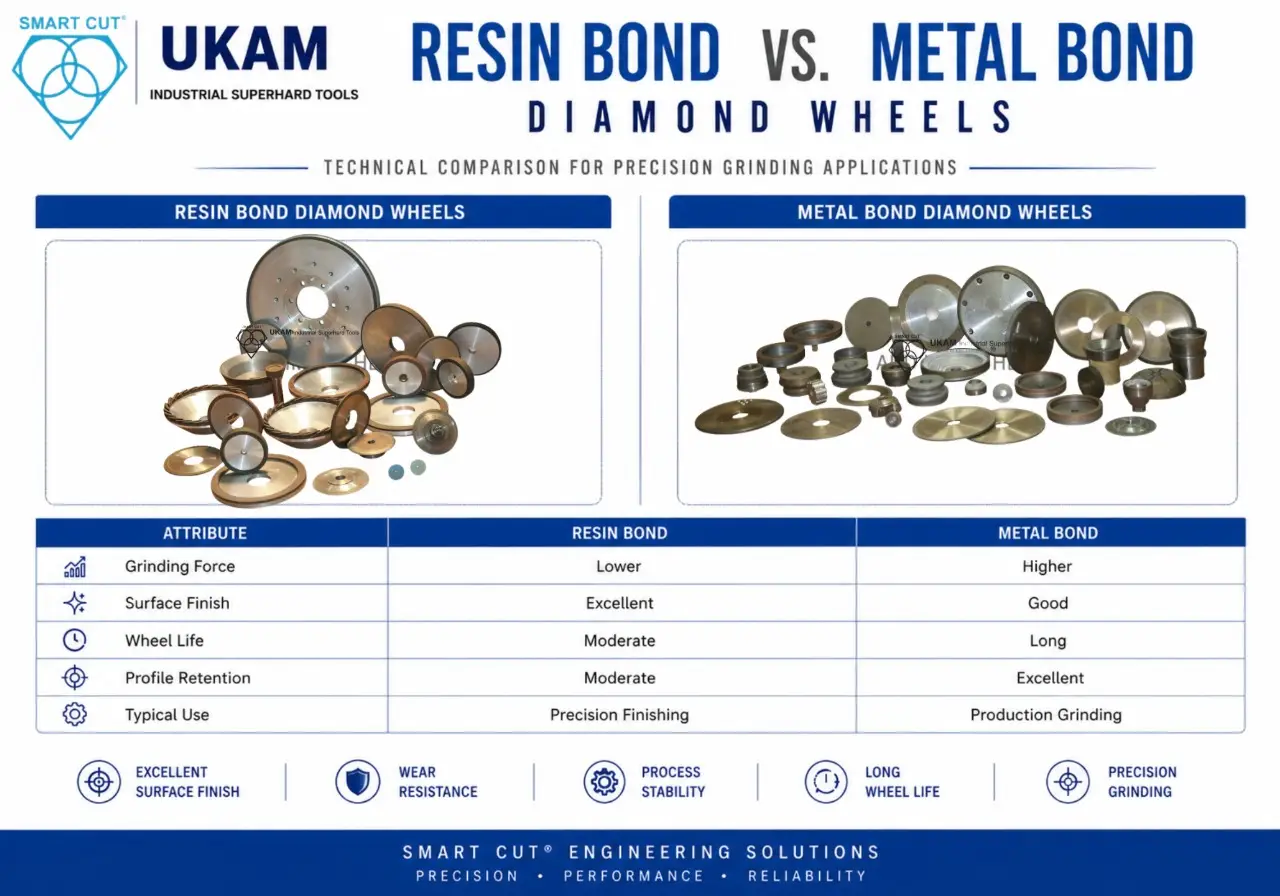
Resin Bond
Excellent compliance and vibration absorption for brittle materials and precision finish work. Primary failure mode is loading on soft or ductile materials — pore structure fills faster than coolant can flush. Resin thermal degradation adds a second loading pathway on polymer-matrix composites and plastics.
Sintered (Metal Bond)
Most durable bond type, longest service life, tolerates aggressive dressing. Highest glazing risk when bond hardness is mismatched to material abrasiveness. Bond grade selection is critical — multiple hardness grades exist for exactly this reason.
Electroplated (Nickel Bond)
High grain protrusion delivers excellent initial cutting action with low loading tendency. Single diamond layer is the critical limitation.
⚠️ Warning — Electroplated Wheels Aggressive dressing removes the single diamond layer permanently. Use only a SiC stick with light pressure. If performance does not restore after careful dressing, the wheel has reached end of life.
Vitrified Bond
Good self-dressing under correct conditions — but self-dressing behavior depends heavily on pore volume, wheel structure, friability, and coolant type. Not all vitrified wheels self-dress reliably. Wheel structure specification is as important as bond hardness for this type.
Hybrid Bond
Combines resin compliance with metal bond durability. Performs well in mixed-material environments where material type or abrasiveness varies across production runs. Not universally superior — evaluate it when standard bond choices produce marginal results.
Dressing Procedures: Restoring Performance Correctly
Dressing Quick Reference
|
Dressing Method |
Best Application |
Advantag |
Limitation |
|---|---|---|---|
|
Small batch, R&D, prototype grinding |
Low cost, flexible, easy setup |
Operator-dependent consistency |
|
|
High-volume production |
Consistent dress geometry, fast cycle time |
Higher setup cost, requires proper roll specification |
|
|
ELID (Electrolytic In-Process Dressing |
Ultra-fine finishing below 0.05 µm Ra |
Continuous dressing during grinding |
Requires specialized equipment and electrolyte system |
Standard Procedure (Resin and Sintered Wheels)
- Bring wheel to full operating speed before starting
- Position dressing stick to contact the full working face
- Apply light, consistent pressure — do not press
- 3–5 slow passes across full wheel width
- 15–30 seconds total contact for light conditions; repeat for severe
- Test grind on scrap material — cutting force should return to baseline
✅ Pass/Fail Check Cutting restores → dressing resolved the problem. Cutting does not restore → bond specification is wrong or wheel is at end of life. Do not continue dressing.
→ See our full Diamond & CBN Wheel Accessories and Dressing Sticks
5 Variables That Prevent Loading and Glazing

The single most important variable for glazing prevention.
|
Performance Variable |
Metal Bond (Before) |
Vitrified Bond (After) |
Change |
|---|---|---|---|
|
Surface finish Ra (finish pass |
0.55 to 0.70 µm |
0.18 to 0.28 µm |
60% improvement |
|
Grinding forces (average normal force) |
Baseline |
32% lower |
Reduced thermal load and subsurface damage risk |
|
Dress interval |
Every 18 to 22 cutters |
Every 30 to 40 cutters |
75% longer between dresses |
|
Interface chipping rate |
8 to 12% of cutters |
1 to 3% of cutters |
80% reduction |
|
Thermal damage incidents |
Occasional (process-dependent) |
Rare (with correct coolant setup) |
Significant reduction |
|
Cycle time per cutter |
Baseline |
12% shorter |
Faster cutting action, less glazing |
→ Use our Diamond Grinding Wheel Selection Guide for systematic bond matching
2 — Grit Size and Chip Clearance
For loading-prone soft materials:
- Coarser grit (120–220 mesh) creates larger chips that flush cleanly
- A 400–600 mesh wheel loads dramatically faster on soft composites than 120 mesh
- Coarser grit often improves surface finish on loaded applications — cleaner cutting action
For glazing-prone hard materials:
⚠️ Common Mistake Finer grit does not automatically fix glazing. Finer grit reduces chip thickness per grain, which suppresses self-dressing — especially in metal bond wheels. Excessively fine grit combined with a hard bond often worsens glazing. Always evaluate grit selection together with bond hardness.
A frequently overlooked variable with direct impact on both failure modes.
- Higher concentration → more diamonds per unit volume → reduced chip clearance → increased glazing tendency on low-abrasion materials
- Lower concentration → more inter-grain space → better chip evacuation → freer cutting, faster wear
If loading or glazing persists despite correct bond and grit, investigate concentration as the next variable.
For loading prevention, chip flushing is more critical than heat removal.
✅ Best Practice — Nozzle Positioning Aim coolant tangentially — following wheel rotation and entering the grinding interface directly. Coolant sprayed onto the wheel face from a distance provides heat management only. Tangential delivery at adequate velocity is what flushes chips before they re-embed.
5 — RPM, Feed Rate, and Machine Rigidity
RPM and glazing:
- Excessive RPM reduces per-grain force below the self-dressing threshold
- Correct bond at 2,000 RPM may cause chronic glazing at 4,000 RPM on the same material
- First adjustment when glazing recurs: reduce RPM 15–20% before changing the wheel
Feed rate and loading:
- Too-slow feed increases dwell time — diamond grains contact the same zone repeatedly
- Slightly more aggressive feed keeps fresh material entering the cutting zone
Machine rigidity:
- Spindle runout, vibration, and machine rigidity amplify both failure modes
- Wheel balancing and runout checks are part of the diagnostic picture when problems recur without an obvious cause
|
Parameter |
Metal Bond Wheel |
Vitrified Bond Wheel |
|---|---|---|
|
Wheel price (typical custom specification) |
$600 |
$750 |
|
Cutters ground per wheel (average life) |
150 |
280 |
|
Dress interval (cutters per dress) |
Every 20 cutters |
Every 35 cutters |
|
Average cycle time per cutter |
6.8 minutes |
5.9 minutes |
|
Scrap rate (thermal damage + chipping) |
4.2% |
1.4% |
|
Cost per cutter (wheel cost only) |
$4.00 |
$2.68 |
|
Estimated cost saving per 500 cutters |
Baseline |
~$660 |
|
Additional saving from reduced scrap (500 cutters) |
Baseline |
~$420 (at $30 cutter cost) |
Material-Specific Guidance
|
Application |
Target Ra |
Grit Sequence |
Special Requirement |
|---|---|---|---|
|
Standard oil & gas PDC (drilling service) |
0.4 to 0.8 µm |
270 to 400 mesh finish pass |
Edge integrity at transition zone is primary criterion |
|
Premium PDC cutters (directional drilling) |
0.1 to 0.4 µm |
400 to 600 mesh plus polishing |
Subsurface damage inspection required |
|
Geothermal applications (high-temp service) |
0.05 to 0.1 µm |
ELID grinding sequence |
Thermal stability of surface layer must be verified |
|
Metrology and research |
Below 0.02 µm |
Nano-abrasive polishing |
SEM inspection of final surface recommended |
→ For sapphire, advanced ceramics, glass, and semiconductor applications: Diamond Tools for Advanced Ceramics
Selecting the Right Wheel Before the First Grind

Most chronic loading and glazing problems trace to one root cause: a wheel selected for a generic application category, then used on a material with different abrasion characteristics.
When specifying a wheel, provide:
- Material name, grade, hardness, and known abrasion behavior
- Required surface finish (Ra or Rz target) and dimensional tolerances
- Machine type, spindle power, and available RPM range
- Coolant system type and maximum flow rate
- Production volume and acceptable dressing frequency
Our full range of SMART CUT® Diamond and CBN Grinding Wheels covers every bond type in diameters from 0.5″ to 20″, grit sizes from 20 to 9,000 mesh. Thousands of specifications available from stock. Custom manufacturing with one-week typical lead time, no minimum order.
→ Contact our engineering team for direct application support.
Frequently Asked Questions
- Loading = debris clogs pores between grains; diamonds are still sharp
- Glazing = diamonds dull but bond won’t release them; face goes shiny
- Loaded wheel looks dirty; glazed wheel looks clean and reflective
- Different causes, different fixes — diagnosing correctly is the first step
- Soft or ductile materials that smear instead of chip cleanly
- Grit too fine — insufficient chip clearance between grains
- Coolant flow too low or nozzle misdirected
- Feed rate too slow — excessive dwell time per revolution
- Diamond concentration too high — reduced inter-grain space
- Bond too hard for the material’s actual abrasiveness
- RPM too high — per-grain force drops below self-dressing threshold
- Grit too fine with hard bond — chip thickness suppresses bond wear
- Concentration too high — less bond surface exposed for wear
- Material abrasiveness overestimated (especially glass and soft ceramics)
- Run wheel at full operating speed before dressing
- Use SiC or Al₂O₃ stick for resin/sintered bond; SiC only (light) for electroplated
- 3–5 light passes across the full wheel face; 15–30 seconds contact
- Test grind on scrap — if cutting doesn’t restore, the issue is specification, not dressing
- Never aggressively dress an electroplated wheel — it destroys the single diamond layer
- Match bond hardness to actual material abrasiveness — not a hardness table
- Choose grit based on chip clearance, not just surface finish target
- Check diamond concentration — high concentration increases both failure modes
- Deliver coolant tangentially into the grinding zone, not at the wheel face
- Track dressing intervals — shortening intervals signal a process variable out of range
Summary: Loading vs. Glazing at a Glance
|
Stage |
Parameters |
Wheel Condition Required |
Key Monitoring Poin |
|---|---|---|---|
|
Stage 1: Carbide Grinding |
Standard feed rate, moderate depth of cut, coarser grit wheel |
Normal condition, regular dress schedule |
Spindle load stability |
|
Stage 2: Approaching the Interface (0.1 to 0.5 mm before) |
Reduce feed rate by 50 to 70%, reduce depth of cut significantly |
Freshly dressed wheel, confirmed balance |
Any change in spindle load indicates interface crossing |
|
Stage 3: Diamond Layer Entry |
Maintain reduced feed and depth from Stage 2, do not increase |
Stable coolant flow, vibration minimized |
Thermal indicator monitoring, edge chipping inspection |
|
Stage 4: Full Diamond Laye |
Low thermal input, consistent cutting action |
Dress interval tightened vs. carbide grinding |
Surface finish consistency, spindle load stability |
UKAM Industrial Superhard Tools has manufactured diamond and CBN grinding wheels in the United States since 1990. Our engineering team supports precision grinding applications across aerospace, optics, semiconductor, defense, and advanced ceramics. Contact us for direct, application-specific recommendations.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990
Custom manufacturing
RELATED ARTICLES