











































Cutting Glass with Diamond Saw Blades: How to Prevent Chipping, Cracking & Material Loss
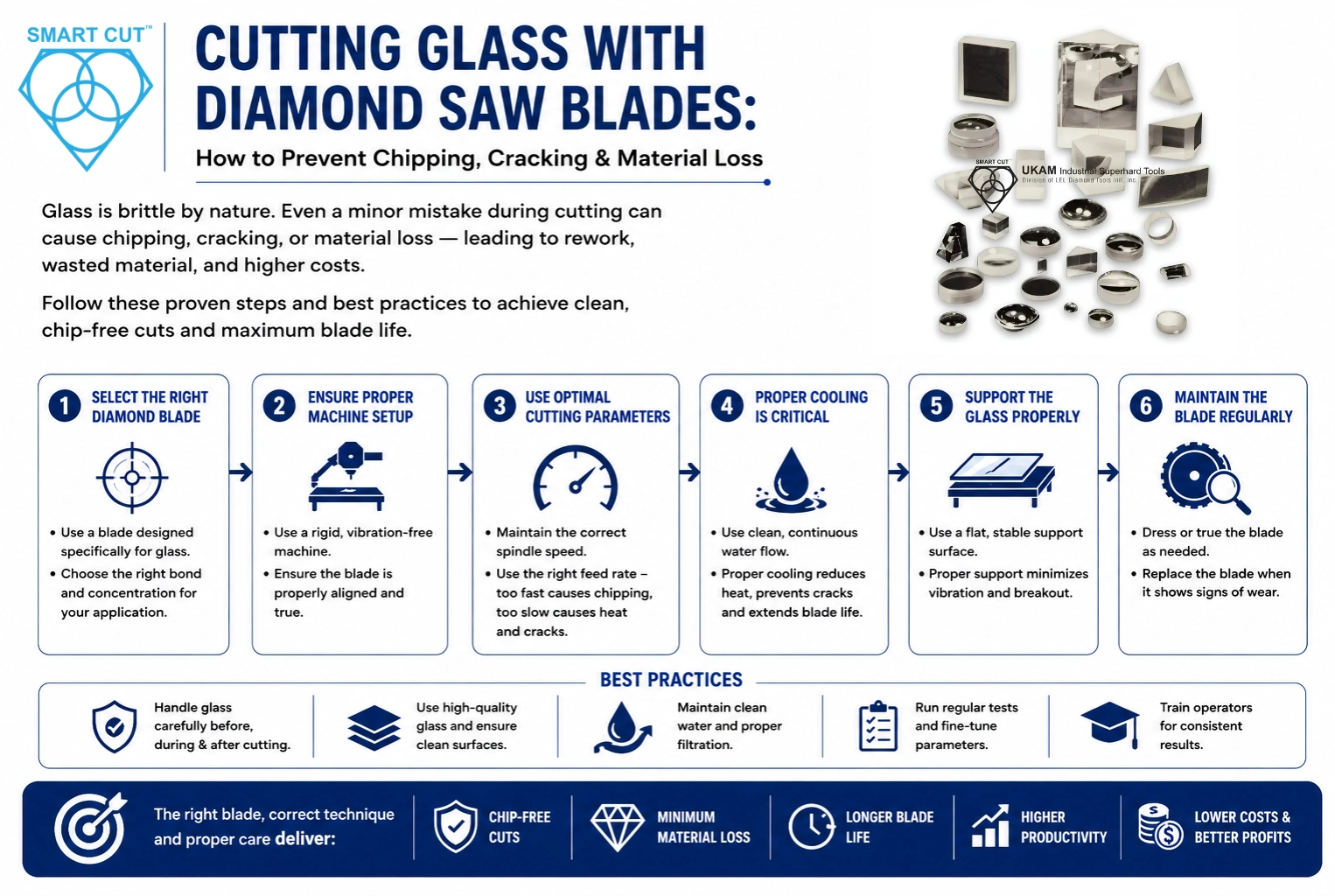
Table of Contents
ToggleWhy Glass Cutting Problems Cost More Than Most Manufacturers Realize
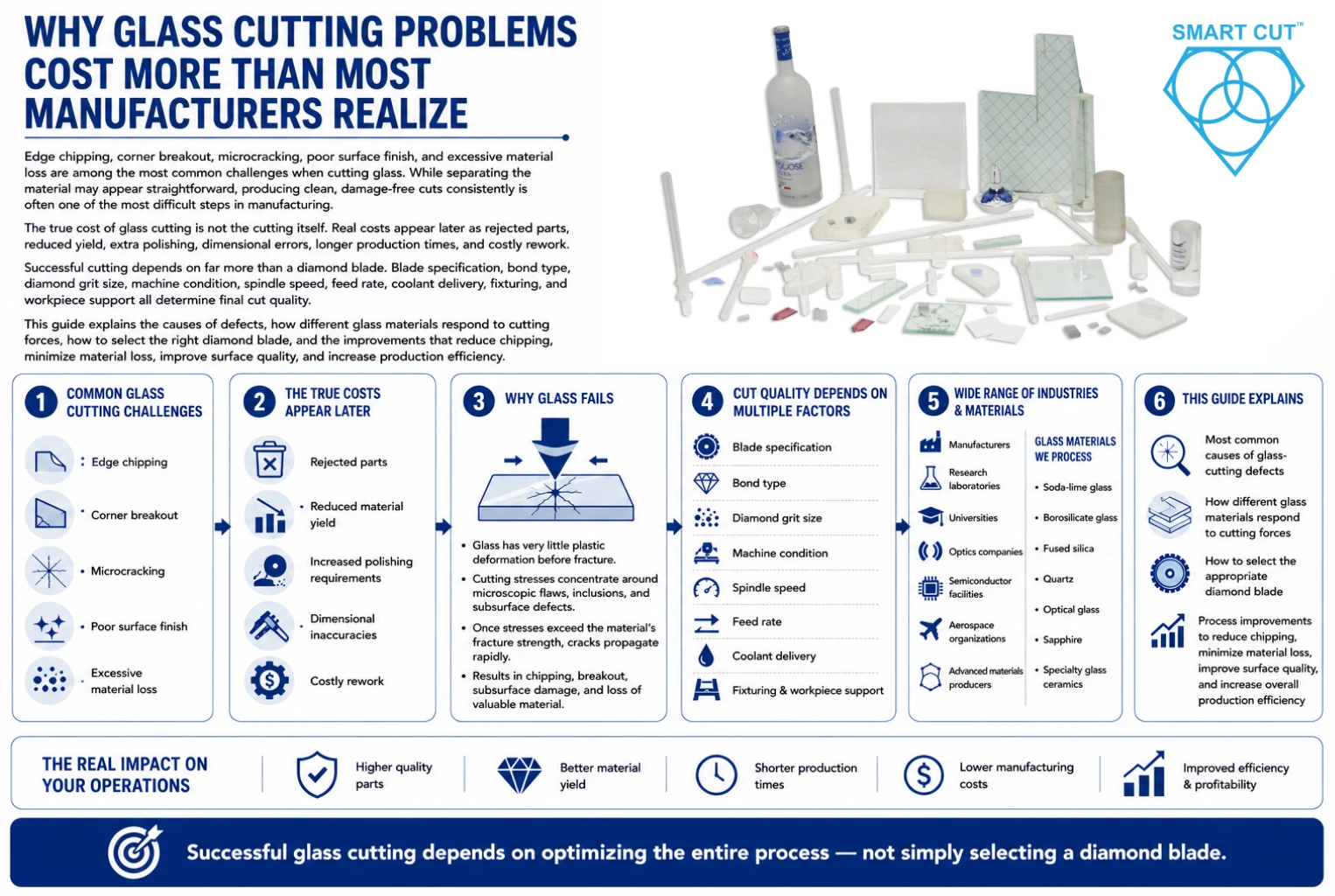
Edge chipping, corner breakout, microcracking, poor surface finish, and excessive material loss are among the most common challenges encountered when cutting glass. While separating the material may appear straightforward, producing clean, damage-free cuts consistently is often one of the most difficult steps in the manufacturing process.
For many manufacturers, the true cost of glass cutting is not the cutting operation itself. The real costs often appear later in the form of rejected parts, reduced material yield, increased polishing requirements, dimensional inaccuracies, extended production times, and costly rework. In high-value applications involving optical glass, fused silica, quartz, sapphire, semiconductor substrates, and specialty glass ceramics, even minor edge damage can significantly increase manufacturing costs.
Unlike metals, glass exhibits very little plastic deformation before fracture. Cutting stresses tend to concentrate around microscopic flaws, inclusions, and subsurface defects. Once these stresses exceed the material’s fracture strength, cracks can propagate rapidly through the workpiece, resulting in chipping, breakout, subsurface damage, and loss of valuable material.
Successful glass cutting requires much more than simply selecting a diamond blade. Blade specification, bond type, diamond grit size, machine condition, spindle speed, feed rate, coolant delivery, fixturing, and workpiece support all play important roles in determining final cut quality.
At UKAM Industrial Superhard Tools, we work with manufacturers, research laboratories, universities, optics companies, semiconductor facilities, aerospace organizations, and advanced materials producers processing a wide range of glass materials, including soda-lime glass, borosilicate glass, fused silica, quartz, optical glass, sapphire, and specialty glass ceramics. Although every application presents unique challenges, the same fundamental engineering principles consistently determine cutting performance, material yield, surface integrity, and overall manufacturing efficiency.
This guide explains the most common causes of glass-cutting defects, how different glass materials respond to cutting forces, how to select the appropriate diamond blade, and the process improvements that can help reduce chipping, minimize material loss, improve surface quality, and increase overall production efficiency.
Trusted by Tens of Thousands of Manufacturers, Laboratories Research Institutions Worldwide Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


The Challenges of Cutting Glass with Diamond Saw Blades
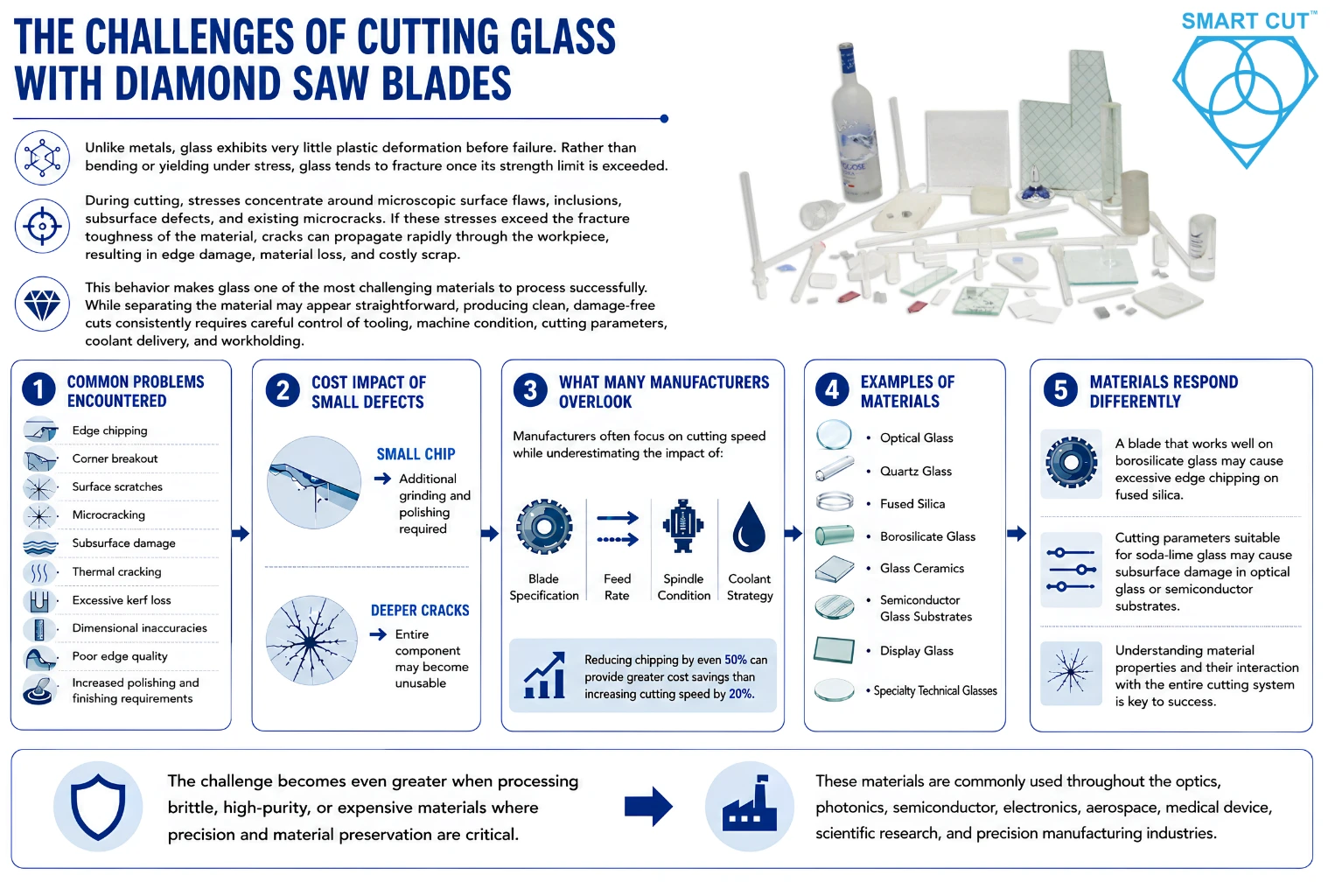
Unlike metals, glass exhibits very little plastic deformation before failure. Rather than bending or yielding under stress, glass tends to fracture once its strength limit is exceeded. During cutting, stresses concentrate around microscopic surface flaws, inclusions, subsurface defects, and existing microcracks. If these stresses exceed the fracture toughness of the material, cracks can propagate rapidly through the workpiece, resulting in edge damage, material loss, and costly scrap.
This behavior makes glass one of the most challenging materials to process successfully. While separating the material may appear straightforward, producing clean, damage-free cuts consistently requires careful control of tooling, machine condition, cutting parameters, coolant delivery, and workholding.
Manufacturers processing glass frequently encounter:
- Edge chipping
- Corner breakout
- Surface scratches
- Microcracking
- Subsurface damage
- Thermal cracking
- Excessive kerf loss
- Dimensional inaccuracies
- Poor edge quality
- Increased polishing and finishing requirements
For high-value materials, even minor defects can significantly increase production costs. A small chip along the cut edge may require additional grinding and polishing, while deeper cracks can render an entire component unusable.
At UKAM, we frequently see manufacturers focus primarily on cutting speed while underestimating the impact of blade specification, feed rate, spindle condition, and coolant strategy on final part quality. In many cases, reducing chipping by even 50% can provide greater cost savings than increasing cutting speed by 20%.
The challenge becomes even greater when processing brittle, high-purity, or expensive materials where precision and material preservation are critical.
Examples include:
- Optical Glass
- Quartz Glass
- Fused Silica
- Borosilicate Glass
- Glass Ceramics
- Semiconductor Glass Substrates
- Display Glass
- Specialty Technical Glasses
These materials are commonly used throughout the optics, photonics, semiconductor, electronics, aerospace, medical device, scientific research, and precision manufacturing industries.
Each material responds differently to cutting forces. A blade specification that performs well on borosilicate glass may produce unacceptable edge chipping on fused silica. Likewise, cutting parameters suitable for soda-lime glass may generate excessive subsurface damage when applied to optical glass or semiconductor substrates.
Understanding how material properties interact with blade design, grit size, bond type, machine rigidity, spindle speed, feed rate, and coolant delivery is often the difference between a successful cutting process and an expensive production problem.
Why Glass Chipping and Cracking Occur
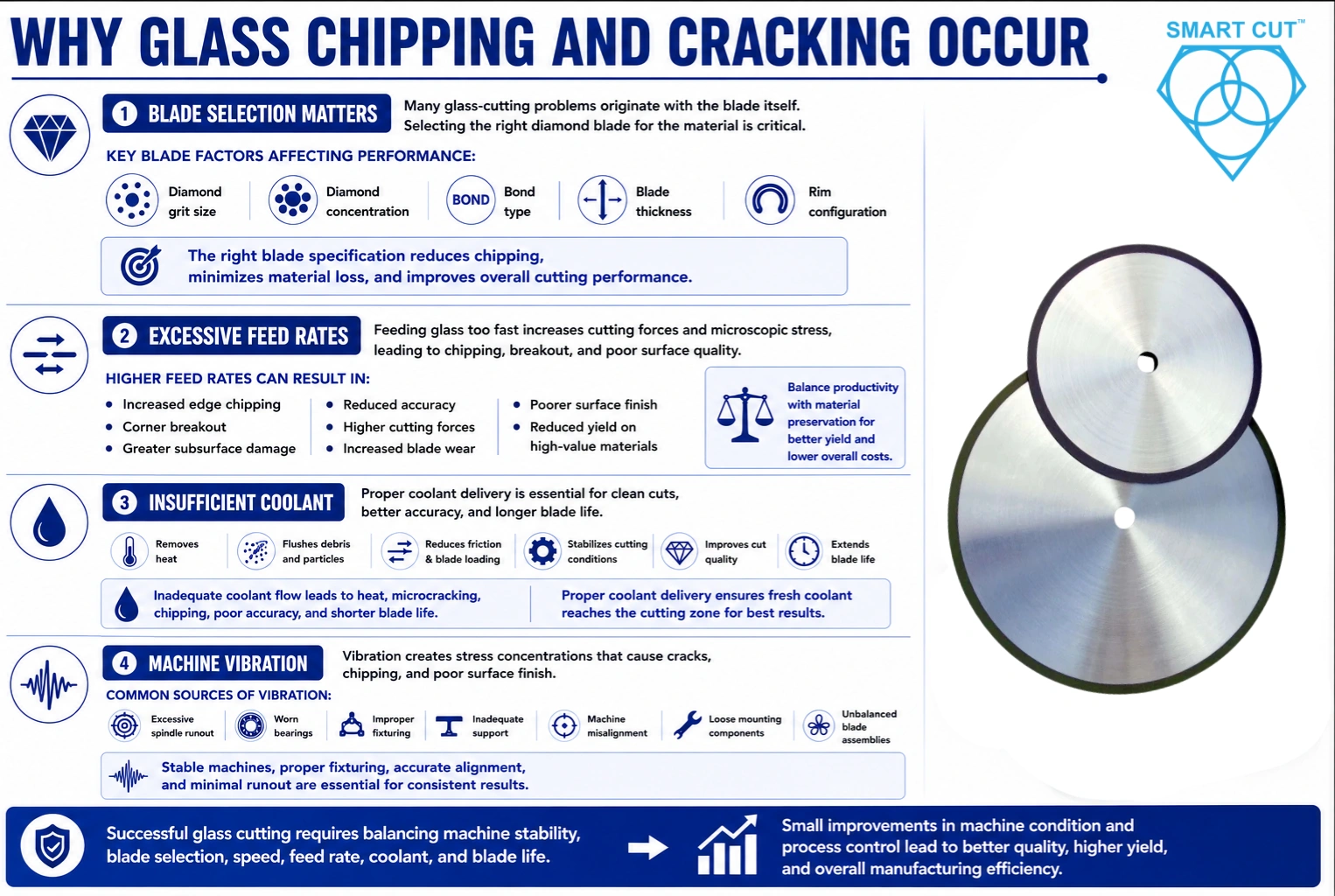
Many glass-cutting problems originate with the blade itself.
One of the most common mistakes manufacturers make is selecting a diamond blade for glass based primarily on diameter or price rather than matching the blade specification to the material being processed. A blade that performs well on soda-lime glass may produce excessive chipping, breakout, or subsurface damage when used on optical glass, fused silica, quartz, or semiconductor substrates.
At UKAM, we frequently find that edge quality problems attributed to feed rate or machine performance are actually caused by improper blade selection.
Several blade characteristics directly influence cutting performance:
- Diamond concentration
- Bond type
- Blade thickness
- Rim configuration
- Diamond grit size
Diamond grit size affects both cutting speed and edge quality. Coarser grits generally remove material faster but can increase chipping and surface damage. Finer grits typically produce smoother surfaces and cleaner edges but may reduce cutting speed.
Diamond concentration influences the number of active cutting points engaging the material. Higher concentrations often improve cutting consistency, reduce localized loading, and produce better edge quality.
Blade thickness affects both kerf loss and cutting stability. Thinner blades maximize material yield and reduce waste but generally require greater machine rigidity and tighter process control.
Bond type determines how the diamonds are retained and exposed during cutting. Selecting the proper bond is critical for balancing cutting efficiency, blade life, and edge quality.
Finally, rim design can significantly affect cut quality. Continuous rim blades are often preferred for precision glass applications because they provide smoother cutting action and lower vibration than segmented designs.
Selecting the proper blade specification is often the single most important factor in reducing chipping, minimizing material loss, and improving overall cutting performance.
Excessive Feed Rates
Feed rate is one of the most important variables affecting glass cutting performance.
When glass is fed into the blade too aggressively, cutting forces increase significantly. Unlike metals, glass cannot absorb these forces through plastic deformation. Instead, the stresses concentrate at microscopic surface flaws and internal defects, increasing the likelihood of crack initiation and propagation.
At UKAM, excessive feed rate is one of the most common causes of edge chipping, corner breakout, and poor surface quality. In many cases, manufacturers attempt to increase productivity by pushing the material through the blade faster, only to create additional polishing, grinding, or rework operations downstream.
Higher feed rates can result in:
- Increased edge chipping
- Corner breakout
- Greater subsurface damage
- Reduced dimensional accuracy
- Higher cutting forces
- Increased blade wear
- Poorer surface finish
- Reduced yield on high-value materials
This is particularly important when processing optical glass, fused silica, quartz, and other brittle materials where even minor edge damage can make a part unacceptable.
Successful glass cutting requires balancing productivity with material preservation. In many applications, a modest reduction in feed rate can dramatically improve edge quality, reduce scrap, and lower overall manufacturing costs.
Insufficient Coolant
Proper coolant delivery is critical when cutting glass with diamond saw blades. While many manufacturers view coolant primarily as a method of reducing blade temperature, its role in the cutting process is much broader.
Coolant performs several important functions:
- Removes heat from the cutting zone
- Flushes abrasive debris and glass particles away from the blade
- Reduces friction between the blade and workpiece
- Helps prevent blade loading
- Stabilizes cutting conditions
- Improves cut quality and consistency
- Extends blade life
Unlike many metals, glass is highly sensitive to localized thermal stresses. Excessive heat generated during cutting can contribute to microcracking, thermal damage, edge chipping, and poor surface quality. This is especially important when processing optical glass, fused silica, quartz, borosilicate glass, and other high-value materials where material integrity is critical.
At UKAM, we frequently encounter applications where cutting performance deteriorates despite using the correct blade specification. In many cases, the root cause is inadequate coolant delivery rather than the blade itself. Restricted coolant flow, poor nozzle positioning, insufficient coolant volume, or contaminated coolant can all contribute to increased cutting forces and reduced cut quality.
Proper coolant delivery helps ensure that fresh coolant reaches the blade-workpiece interface where heat and friction are generated. Maintaining adequate coolant flow often results in cleaner cuts, reduced chipping, improved dimensional accuracy, longer blade life, and lower overall production costs.
For most precision glass-cutting applications, UKAM strongly recommends the use of an appropriate coolant system to maximize cutting performance and minimize material damage.
Machine Vibration
Even the highest quality diamond blade cannot compensate for an unstable cutting system.
Machine vibration is one of the most overlooked causes of chipping, breakout, poor surface finish, and inconsistent cutting performance when processing glass. While operators often focus on blade specification or cutting parameters, the root cause of many cutting problems can be traced back to machine condition and workholding stability.
Common sources of vibration include:
- Excessive spindle runout
- Worn spindle bearings
- Improper fixturing
- Inadequate workpiece support
- Machine misalignment
- Loose mounting components
- Unbalanced blade assemblies
Unlike ductile materials that can absorb some vibration through deformation, glass responds by developing localized stress concentrations. These stresses can initiate cracks that propagate through the material, leading to edge chipping, corner breakout, subsurface damage, and poor dimensional accuracy.
At UKAM, we frequently encounter applications where customers attempt to solve chipping problems by changing blade specifications when the actual issue originates from excessive spindle runout or inadequate fixturing. Even a premium diamond blade will struggle to produce clean cuts if the machine cannot maintain stable cutting conditions.
For precision cutting applications involving optical glass, fused silica, quartz, and semiconductor materials, machine rigidity is often just as important as blade selection. Proper fixturing, accurate spindle alignment, minimal runout, and stable workpiece support are essential for achieving consistent results.
Successful glass cutting requires balancing machine stability, blade specification, spindle speed, feed rate, coolant delivery, surface quality requirements, and blade life. Small improvements in machine condition and process control can often produce dramatic improvements in cut quality, material yield, and overall manufacturing efficiency.
Engineering Logic: What Produces a Clean Glass Cut?
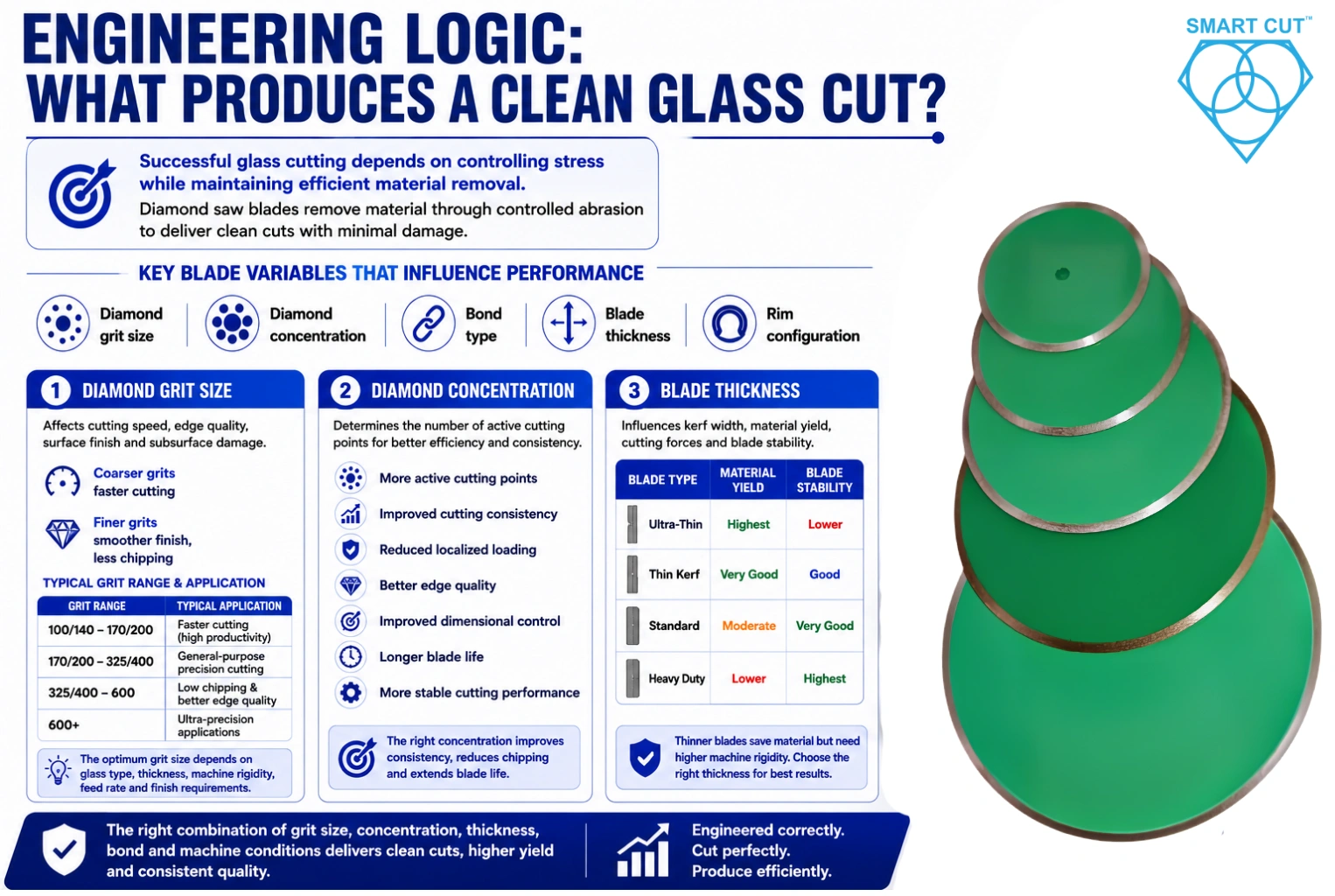
Successful glass cutting depends on controlling stress while maintaining efficient material removal.
Diamond saw blades remove material through controlled abrasion rather than fracture. The goal is to remove material gradually while minimizing stress concentrations.
Several blade variables directly influence performance.
Diamond Grit Size
Diamond grit size is one of the most important factors affecting cutting speed, edge quality, surface finish, and subsurface damage when cutting glass with diamond saw blades.
In general, coarser diamond grits provide faster material removal and higher cutting rates, while finer diamond grits typically produce smoother surfaces, reduced edge chipping, and improved cut quality. However, selecting the proper grit size is not simply a matter of choosing between faster cutting and better surface finish.
The optimal grit size depends on several factors, including:
- Glass type
- Material thickness
- Blade bond type
- Machine rigidity
- Spindle speed
- Feed rate
- Surface finish requirements
- Acceptable level of edge chipping
- Production throughput requirements
As a general guideline:
| Typical Grit Range | Typical Application |
|---|---|
| 100/140 – 170/200 | Faster cutting where productivity is the primary objective. |
| 170/200 – 325/400 | General-purpose precision glass cutting. |
| 325/400 – 600 | Applications requiring reduced chipping and improved edge quality. |
| 600+ | Specialized ultra-precision cutting applications. |
Larger diamond particles penetrate deeper into the material and remove material more aggressively, which can increase cutting speed. However, they may also increase edge chipping, surface roughness, and subsurface damage, particularly when processing brittle materials such as optical glass, fused silica, quartz, and specialty glass ceramics.
Finer diamond particles generally produce smaller scratches and lower instantaneous cutting forces, which can help reduce edge chipping, breakout, and subsurface damage. The tradeoff is typically a slower material removal rate.
In our experience, one of the most common mistakes manufacturers make is selecting a coarse grit blade solely to increase cutting speed. While throughput may initially improve, increased chipping and edge damage often result in additional grinding, polishing, and rework operations that increase overall manufacturing costs.
For many optical glass, fused silica, quartz, and semiconductor glass applications, grit sizes in the 170/200 to 325/400 range often provide the best balance between cutting efficiency, edge quality, and blade life. Applications requiring extremely low chipping levels or superior surface quality may benefit from finer grit specifications.
Because every application is unique, the optimum grit size should always be evaluated together with blade bond, operating parameters, machine condition, and material characteristics to achieve the best overall cutting performance.
Diamond Concentration
Diamond concentration refers to the amount of diamond abrasive contained within the blade’s cutting section. It plays an important role in determining cutting efficiency, blade life, edge quality, and overall process consistency.
In general, increasing diamond concentration increases the number of active cutting points engaged with the material during the cutting process. This can help distribute cutting forces more evenly across the blade and improve cutting stability.
Potential benefits of higher diamond concentration may include:
- More active cutting points
- Improved cutting consistency
- Reduced localized loading
- Better edge quality
- Improved dimensional control
- Longer blade life
- More stable cutting performance
Because cutting forces are distributed across a greater number of diamond particles, higher concentration blades can often produce smoother cutting action and more consistent results, particularly when processing brittle materials such as optical glass, quartz, fused silica, and specialty glass ceramics.
However, higher concentration is not automatically better for every application. The optimal concentration depends on the material being processed, blade bond type, diamond size, machine rigidity, operating parameters, and production objectives.
At UKAM, concentration is typically evaluated together with grit size and bond specification to achieve the desired balance of cutting speed, blade life, edge quality, and process efficiency. A properly engineered blade combines the appropriate concentration, diamond size, and bond system for the specific material and application.
For precision glass cutting applications, selecting the proper diamond concentration can significantly improve process consistency, reduce edge chipping, and extend blade life.
Blade Thickness
Blade thickness directly influences kerf width, material yield, cutting forces, blade stability, and overall cutting performance.
In general, thinner blades remove less material during the cutting process, resulting in narrower kerf widths and improved material recovery. This is particularly important when processing expensive materials such as optical glass, fused silica, quartz, semiconductor substrates, and specialty glass ceramics where material costs can be significant.
As a general guideline:
| Blade Type | Material Yield | Blade Stability |
|---|---|---|
| Ultra-Thin | Highest | Lower |
| Thin Kerf | Very Good | Good |
| Standard | Moderate | Very Good |
| Heavy Duty | Lower | Highest |
While ultra-thin blades maximize material yield and minimize kerf loss, they generally require greater machine rigidity, lower spindle runout, improved fixturing, and tighter process control. Because thinner blades have less cross-sectional stiffness, they are more sensitive to vibration, excessive feed rates, and machine instability.
Thicker blades typically provide greater rigidity and improved resistance to deflection, making them better suited for larger workpieces, higher feed rates, or applications where machine conditions are less than ideal. The tradeoff is increased material loss and wider kerf widths.
At UKAM, one of the most common misconceptions is that the thinnest blade always produces the best result. In reality, the optimum blade thickness depends on the material being processed, workpiece geometry, machine condition, quality requirements, and production objectives.
For high-value materials such as optical glass, fused silica, quartz, and semiconductor substrates, reducing kerf loss can significantly improve material recovery and lower production costs. However, blade thickness must be selected carefully to balance material yield, cutting stability, edge quality, and overall process reliability.
How Different Glass Materials Respond to Cutting

Not all glass materials respond the same way during cutting. Differences in hardness, brittleness, thermal properties, internal structure, and material value can significantly influence blade selection, operating parameters, coolant requirements, and achievable cut quality.
Understanding these differences is essential for minimizing chipping, reducing material loss, and optimizing overall process performance.
Soda Lime Glass
Soda lime glass is the most commonly used glass material and is found in architectural glass, consumer products, displays, and industrial components.
Compared to many specialty glasses, soda lime glass is generally more forgiving during cutting. In many applications, productivity and throughput are the primary concerns.
Common priorities include:
- High cutting speed
- Long blade life
- Reduced production costs
- Consistent edge quality
Because material costs are typically lower than optical or semiconductor-grade materials, manufacturers often prioritize productivity while maintaining acceptable edge quality.
Borosilicate Glass
Borosilicate glass is widely used in laboratory equipment, scientific instruments, pharmaceutical applications, and high-temperature environments.
Its low coefficient of thermal expansion provides excellent thermal shock resistance, but proper coolant delivery and process control remain important for minimizing edge damage and maintaining cut quality.
Common priorities include:
- Reduced edge chipping
- Thermal stability
- Dimensional accuracy
- Consistent cut quality
Fused Silica
Fused silica is widely used in semiconductor manufacturing, laser systems, optics, aerospace applications, and scientific instrumentation.
Although fused silica offers exceptional optical and thermal properties, it is highly sensitive to edge damage and subsurface defects. Material costs are often substantial, making material preservation a critical concern.
Common priorities include:
- Minimal edge chipping
- Reduced subsurface damage
- High material yield
- Superior surface integrity
- Precision dimensional control
Quartz Glass
Quartz glass is frequently used in semiconductor processing, photonics, optics, and high-purity applications.
Because quartz components are often expensive and difficult to replace, manufacturers typically focus on preserving material integrity while minimizing chipping and breakout.
Common priorities include:
- Surface integrity
- Dimensional accuracy
- Material yield
- Low subsurface damage
- Reduced polishing requirements
Optical Glass
Optical glass applications often impose some of the most demanding cutting requirements.
Even minor edge defects can increase polishing time, affect optical performance, or result in part rejection. As a result, manufacturers frequently prioritize cut quality over maximum cutting speed.
Common priorities include:
- Minimal edge damage
- Tight dimensional tolerances
- Superior surface quality
- Reduced polishing costs
- Maximum yield from expensive materials
Understanding the unique characteristics of each glass material allows manufacturers to select the proper blade specification, operating parameters, and coolant strategy for achieving the best combination of productivity, cut quality, and overall manufacturing efficiency.
Glass Material Comparison for Diamond Saw Blade Cutting
| Material | Common Applications | Key Cutting Characteristics | Primary Cutting Challenges | Typical Priorities |
|---|---|---|---|---|
| Soda Lime Glass | Architectural glass, displays, consumer products, industrial components | Generally one of the most commonly processed glass types. Often allows higher production rates than specialty glasses. | Edge chipping, breakout, maintaining consistent edge quality at higher feed rates. | Productivity, throughput, blade life, cost efficiency |
| Borosilicate Glass | Laboratory equipment, scientific instruments, pharmaceutical applications, sight glasses | Low coefficient of thermal expansion provides excellent thermal shock resistance. | Controlling edge damage, maintaining dimensional accuracy, optimizing coolant delivery. | Surface quality, dimensional accuracy, process consistency |
| Fused Silica | Semiconductor manufacturing, optics, laser systems, aerospace, scientific instrumentation | High-purity material with excellent optical and thermal properties. Material cost is often significant. | Minimizing edge chipping, subsurface damage, material loss, and polishing requirements. | Material preservation, surface integrity, yield, dimensional control |
| Quartz Glass | Semiconductor processing, photonics, optics, high-temperature applications | Similar to fused silica in many applications but often used where purity and thermal performance are critical. | Preserving surface integrity, minimizing edge damage, maintaining dimensional accuracy. | Surface quality, material yield, dimensional accuracy |
| Optical Glass | Precision optics, lenses, prisms, optical windows, imaging systems | Performance is often directly affected by edge condition, subsurface damage, and dimensional accuracy. | Reducing edge chipping, minimizing subsurface damage, and reducing downstream polishing requirements. | Surface quality, edge quality, tight tolerances, yield |
| Glass Ceramics | Aerospace, electronics, cookware, technical components, specialty applications | Properties vary significantly depending on composition and manufacturing process. | Maintaining dimensional accuracy while minimizing edge damage and cracking. | Process stability, dimensional control, cut quality |
Recommended Cutting Priorities by Material
| Material | Surface Quality Importance | Material Yield Importance | Productivity Importance | Dimensional Accuracy Importance |
|---|---|---|---|---|
| Soda Lime Glass | Moderate | Moderate | High | Moderate |
| Borosilicate Glass | High | Moderate | Moderate | High |
| Fused Silica | Very High | Very High | Moderate | Very High |
| Quartz Glass | Very High | Very High | Moderate | Very High |
| Optical Glass | Extremely High | High | Moderate | Extremely High |
| Glass Ceramics | High | Moderate | Moderate | High |
Blade Bond Selection for Glass Cutting Applications

The bond system is one of the most important factors influencing diamond blade performance when cutting glass. In addition to retaining the diamond abrasive, the bond affects cutting behavior, blade wear characteristics, edge quality, surface finish, cutting forces, and overall process consistency.
No single bond type is ideal for every glass-cutting application. The optimum choice depends on the material being processed, blade dimensions, machine type, operating parameters, production volume, surface finish requirements, and acceptable levels of edge chipping and subsurface damage.
Resin Bond Diamond Blades
Resin bond diamond blades are often selected for applications where minimizing edge damage and improving surface quality are primary objectives.
Because resin bonds typically provide a smoother cutting action than many metal bond systems, they are frequently used in precision cutting applications where cut quality is more important than maximum cutting speed.
Potential advantages may include:
- Reduced edge chipping
- Improved surface finish
- Lower cutting forces
- Reduced subsurface damage
- Smoother cutting action
Resin bond blades are commonly used in applications involving optical materials, quartz, fused silica, ceramics, and other brittle materials where preserving surface integrity is important.
The actual performance of a resin bond blade depends on many factors, including diamond size, concentration, blade design, machine condition, and operating parameters.
Metal Bond Diamond Blades
Metal bond diamond blades are frequently selected when blade life, dimensional stability, and process consistency are important considerations.
Compared to many resin bond systems, metal bond blades generally offer improved wear resistance and longer service life, particularly in demanding production environments.
Potential advantages may include:
- Longer blade life
- Improved wear resistance
- Better dimensional stability
- Consistent cutting performance over extended production runs
- Greater resistance to blade deformation
Metal bond blades are commonly used in production applications where maintaining blade geometry and achieving predictable cutting performance are important objectives.
UKAM’s SMART CUT® 455M was developed for precision glass-cutting applications where cut quality, process consistency, and blade performance are critical requirements.
Nickel Bond Diamond Blades
Nickel bond diamond blades, often referred to as electroplated diamond blades, feature a single layer of exposed diamond particles bonded to the blade surface.
Because a large percentage of each diamond particle is exposed, nickel bond blades can provide aggressive cutting action and high material removal rates.
Potential advantages may include:
- High diamond exposure
- Fast cutting action
- Free-cutting performance
- Ability to manufacture very thin kerf blades
- Excellent suitability for precision wafering and sectioning applications
Nickel bond blades are widely used for laboratory sectioning, sample preparation, precision cutting, wafering, and applications where thin kerf widths and reduced material loss are important.
Because electroplated blades contain a single layer of diamond abrasive, blade wear characteristics differ significantly from resin and metal bond systems.
General Comparison of Common Bond Types
| Bond Type | Typical Strengths | Typical Considerations |
|---|---|---|
| Resin Bond | Surface quality, reduced chipping, smoother cutting action | Typically lower wear resistance than many metal bond systems |
| Metal Bond | Blade life, wear resistance, dimensional stability | May require optimization of operating parameters for best performance |
| Nickel Bond (Electroplated) | High diamond exposure, fast cutting, thin kerf capability | Different wear characteristics due to single-layer diamond construction |
Because glass-cutting applications vary significantly, bond selection should always be evaluated together with diamond grit size, diamond concentration, blade thickness, machine condition, spindle speed, feed rate, coolant strategy, and quality requirements.
In many cases, selecting the proper bond system can have a greater impact on cut quality, blade life, and overall process performance than changing cutting parameters alone.
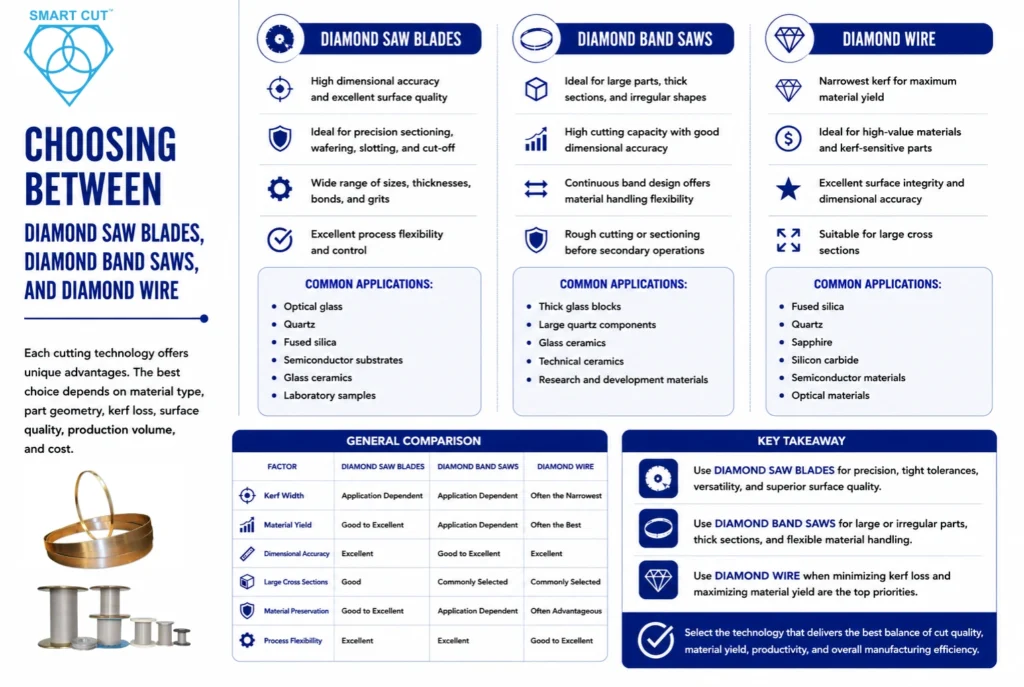
Choosing Between Diamond Saw Blades, Diamond Band Saws, and Diamond Wire
Manufacturers processing glass, quartz, fused silica, optical materials, semiconductor substrates, and other brittle materials often evaluate multiple cutting technologies before selecting the most appropriate solution.
There is no single cutting technology that is ideal for every application. The optimal choice depends on the material being processed, part geometry, dimensional requirements, acceptable kerf loss, surface quality objectives, production volume, and overall manufacturing economics.
Diamond saw blades, diamond band saws, and diamond wire each offer unique advantages and are commonly used throughout the glass, optics, semiconductor, research, and advanced materials industries.
General Comparison
| Factor | Diamond Saw Blades | Diamond Band Saws | Diamond Wire |
|---|---|---|---|
| Typical Applications | Precision sectioning, wafering, slotting, cut-off operations | Large parts, thick sections, irregular geometries | Yield-sensitive and kerf-sensitive applications |
| Kerf Width | Application dependent | Application dependent | Often among the narrowest cutting technologies |
| Material Yield | Good to excellent, depending on blade thickness | Application dependent | Often advantageous when minimizing material loss is critical |
| Dimensional Accuracy | Excellent in many precision applications | Good to excellent, depending on equipment and setup | Excellent in many precision applications |
| Large Cross Sections | Good | Commonly selected | Commonly selected |
| Process Flexibility | Excellent | Excellent | Good to excellent |
| Material Preservation | Good to excellent | Application dependent | Often advantageous for high-value materials |
Diamond Saw Blades
Diamond saw blades are among the most widely used cutting technologies for glass and brittle materials. Available in a wide range of diameters, thicknesses, bond systems, and grit sizes, they can be optimized for a broad range of cutting requirements.
Diamond saw blades are commonly selected when:
- High dimensional accuracy is required
- Precision sectioning or wafering is performed
- Tight tolerances must be maintained
- Surface quality is important
- Process flexibility is desired
- Existing equipment utilizes rotating blade technology
Common applications include:
- Optical glass
- Quartz
- Fused silica
- Semiconductor substrates
- Glass ceramics
- Laboratory samples
Diamond Band Saws


Diamond band saws blades are frequently used for processing larger workpieces, thick sections, and complex geometries that may be difficult to cut efficiently using conventional circular blades.
Because the cutting element is a continuous band, diamond band saws can offer significant flexibility when handling oversized or irregularly shaped components.
Diamond band saws are commonly selected when:
- Large workpieces require sectioning
- Thick materials must be processed
- Complex or irregular geometries are involved
- Rough cutting is performed prior to secondary machining operations
- Material handling flexibility is important
Common applications include:
- Thick glass blocks
- Large quartz components
- Glass ceramics
- Technical ceramics
- Research and development materials
Diamond Wire

Diamond wire technology is often evaluated when material preservation and kerf reduction are important considerations.
Because diamond wire can produce very narrow kerf widths, it is frequently used for cutting high-value materials where maximizing material utilization can have a significant impact on manufacturing costs.
Diamond wire is commonly selected when:
- Material costs are substantial
- Kerf loss must be minimized
- Material yield is a primary concern
- Large cross sections require processing
- Surface integrity is an important consideration
Common applications include:
- Fused silica
- Quartz
- Sapphire
- Silicon carbide
- Semiconductor materials
- Optical materials
Common Technologies Evaluated by Material Type
| Material | Technologies Commonly Evaluated |
|---|---|
| Soda Lime Glass | Diamond saw blades, diamond band saws |
| Borosilicate Glass | Diamond saw blades, diamond band saws |
| Fused Silica | Diamond saw blades, diamond wire |
| Quartz Glass | Diamond saw blades, diamond wire, diamond band saws |
| Optical Glass | Diamond saw blades, diamond wire |
| Glass Ceramics | Diamond saw blades, diamond band saws |
| Sapphire | Diamond saw blades, diamond wire |
| Silicon Carbide | Diamond saw blades, diamond wire |
Selecting the Best Cutting Technology
The best cutting technology depends on the specific requirements of the application.
In many precision cutting operations, diamond saw blades provide an excellent combination of accuracy, versatility, process control, and surface quality.
For larger or more complex workpieces, diamond band saws may offer advantages in flexibility and material handling.
When minimizing kerf loss and maximizing material utilization become primary objectives, diamond wire may provide significant benefits.
Successful process selection should consider material value, part geometry, dimensional requirements, surface quality objectives, production volume, and overall manufacturing costs rather than focusing on a single performance factor.
Common Mistakes When Cutting Glass
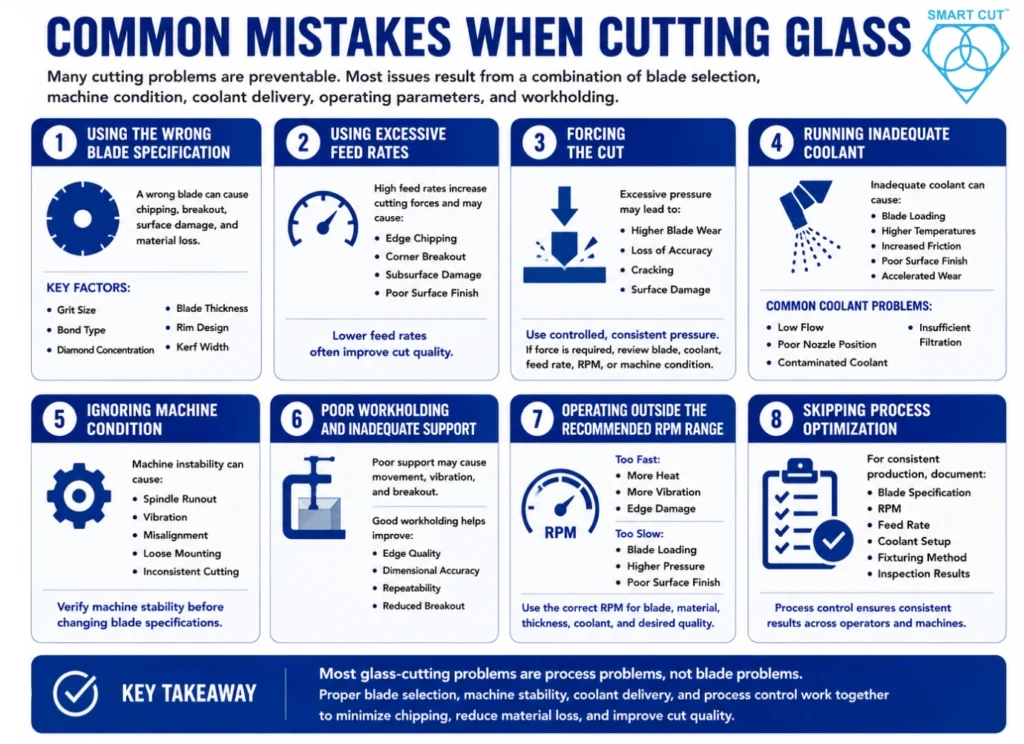
Many glass-cutting problems are preventable. Edge chipping, breakout, microcracking, poor surface finish, excessive blade wear, and dimensional variation usually result from a combination of blade selection, machine condition, coolant delivery, operating parameters, and workholding.
At UKAM, these are among the most common causes of cutting problems encountered when processing glass, quartz, fused silica, optical materials, glass ceramics, and other brittle materials.
Using the Wrong Blade Specification
Many cutting problems begin with the blade itself.
A blade should not be selected by diameter alone. Grit size, bond type, diamond concentration, blade thickness, rim design, and kerf width all affect cutting behavior.
A blade that performs acceptably on soda lime glass may produce excessive chipping on fused silica, quartz, optical glass, or semiconductor substrates. Likewise, a blade selected only for fast cutting may increase edge damage and create additional grinding or polishing work downstream.
Using Excessive Feed Rates
Feed rate directly affects cutting force.
When glass is fed into the blade too aggressively, cutting forces increase. Because glass has very little ability to deform under stress, excess force is often released as chipping, breakout, cracking, or subsurface damage.
Reducing feed rate can often improve edge quality, especially when cutting brittle, high-value, or precision glass materials.
Forcing the Cut
Diamond blades remove material through controlled abrasion.
Excessive pressure does not usually improve cutting performance. Instead, it can cause the blade to rub, deflect, load, heat up, or generate higher cutting forces.
Common results include:
- Increased edge chipping
- Poor surface finish
- Higher blade wear
- Loss of dimensional accuracy
- Greater risk of cracking
A properly selected blade should cut with controlled, consistent pressure. If excessive force is required, the blade specification, coolant delivery, feed rate, RPM, or machine condition should be reviewed.
Running Inadequate Coolant
Coolant does more than reduce heat.
Proper coolant delivery helps flush glass particles and abrasive debris from the cutting zone, reduce friction, stabilize cutting conditions, and extend blade life.
Inadequate coolant can lead to blade loading, higher cutting temperatures, increased friction, thermal stress, poor surface finish, and accelerated blade wear.
Coolant problems may be caused by:
- Low coolant flow
- Poor nozzle position
- Contaminated coolant
- Insufficient filtration
- Coolant not reaching the blade and workpiece interface
For most precision glass-cutting applications, consistent coolant delivery is critical to maintaining cut quality.
Ignoring Machine Condition
Even the best diamond blade cannot compensate for an unstable cutting system.
Spindle runout, worn bearings, loose blade mounting, vibration, misalignment, or poor machine rigidity can all contribute to chipping and inconsistent cutting performance.
Machine-related problems are often mistaken for blade problems. Before changing blade specifications, it is important to verify that the machine is mechanically stable and capable of supporting the required cut quality.
Poor Workholding and Inadequate Support
Glass must be supported properly during cutting.
If the workpiece moves, vibrates, flexes, or lacks support near the exit side of the cut, chipping and breakout can increase significantly.
This is especially important when cutting thin glass, long parts, delicate samples, optical components, or brittle materials with tight edge quality requirements.
Good workholding helps maintain:
- Stable cutting conditions
- Consistent edge quality
- Better dimensional accuracy
- Reduced breakout
- Improved repeatability
Operating Outside the Recommended RPM Range
Spindle speed affects cutting behavior, coolant performance, blade wear, and heat generation.
Running too fast may increase heat, vibration, or edge damage in some applications. Running too slow may cause inefficient cutting, increased pressure, blade loading, or poor surface quality.
The correct RPM depends on blade diameter, bond type, diamond grit size, material thickness, coolant delivery, machine condition, and desired cut quality.
Skipping Process Optimization
Glass cutting should be treated as a controlled process, not a trial-and-error operation.
Once an acceptable cut is achieved, manufacturers should document the blade specification, RPM, feed rate, coolant setup, fixture method, material thickness, and inspection results.
Without process control, results may vary between operators, machines, batches, or production runs.
Glass Cutting Troubleshooting Guide
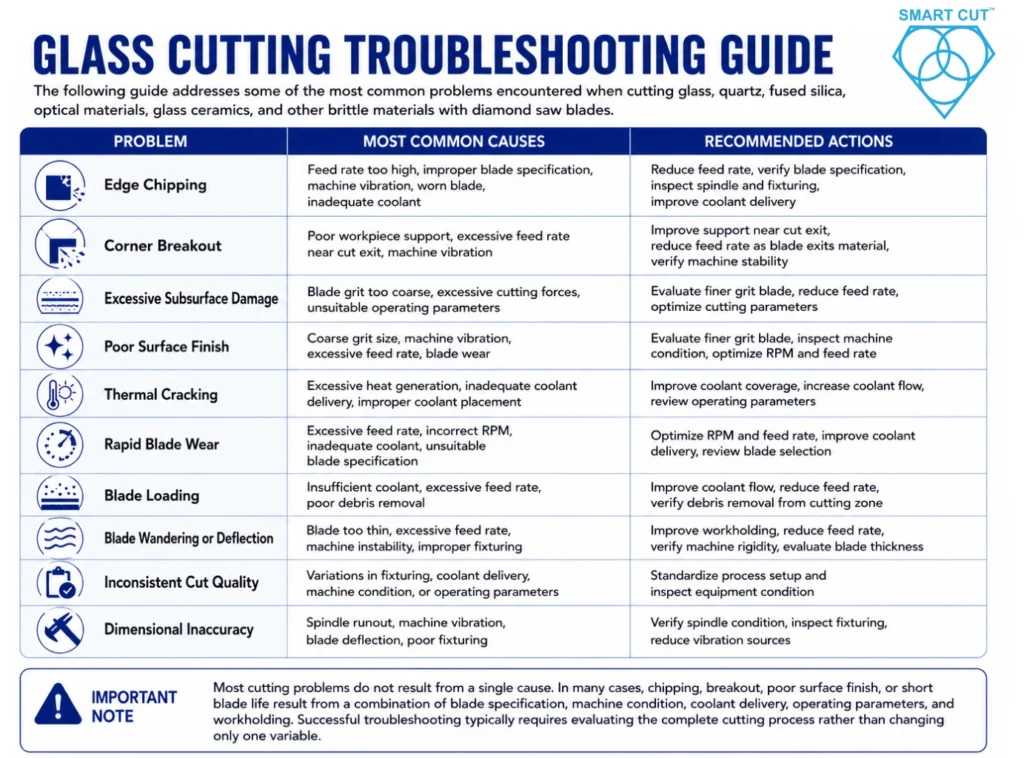
The following guide addresses some of the most common problems encountered when cutting glass, quartz, fused silica, optical materials, glass ceramics, and other brittle materials with diamond saw blades.
| Problem | Most Common Causes | Recommended Actions |
|---|---|---|
| Edge Chipping | Feed rate too high, improper blade specification, machine vibration, worn blade, inadequate coolant | Reduce feed rate, verify blade specification, inspect spindle and fixturing, improve coolant delivery |
| Corner Breakout | Poor workpiece support, excessive feed rate near cut exit, machine vibration | Improve support near cut exit, reduce feed rate as blade exits material, verify machine stability |
| Excessive Subsurface Damage | Blade grit too coarse, excessive cutting forces, unsuitable operating parameters | Evaluate finer grit blade, reduce feed rate, optimize cutting parameters |
| Poor Surface Finish | Coarse grit size, machine vibration, excessive feed rate, blade wear | Evaluate finer grit blade, inspect machine condition, optimize RPM and feed rate |
| Thermal Cracking | Excessive heat generation, inadequate coolant delivery, improper coolant placement | Improve coolant coverage, increase coolant flow, review operating parameters |
| Rapid Blade Wear | Excessive feed rate, incorrect RPM, inadequate coolant, unsuitable blade specification | Optimize RPM and feed rate, improve coolant delivery, review blade selection |
| Blade Loading | Insufficient coolant, excessive feed rate, poor debris removal | Improve coolant flow, reduce feed rate, verify debris removal from the cutting zone |
| Blade Wandering or Deflection | Blade too thin, excessive feed rate, machine instability, improper fixturing | Improve workholding, reduce feed rate, verify machine rigidity, evaluate blade thickness |
| Inconsistent Cut Quality | Variations in fixturing, coolant delivery, machine condition, or operating parameters | Standardize process setup and inspect equipment condition |
| Dimensional Inaccuracy | Spindle runout, machine vibration, blade deflection, poor fixturing | Verify spindle condition, inspect fixturing, reduce vibration sources |
Most cutting problems do not result from a single cause. In many cases, chipping, breakout, poor surface finish, or short blade life result from a combination of blade specification, machine condition, coolant delivery, operating parameters, and workholding. Successful troubleshooting typically requires evaluating the complete cutting process rather than changing only one variable.
Frequently Asked Questions
There is no single diamond blade that is ideal for every glass-cutting application. The optimal blade depends on the glass type, material thickness, required surface finish, acceptable level of edge chipping, production volume, machine type, and overall manufacturing objectives. Factors such as diamond grit size, bond type, concentration, blade thickness, and operating parameters all influence cutting performance.
The ideal grit size depends on the material and quality requirements. Coarser grits generally provide faster material removal, while finer grits typically produce smoother surfaces and reduced edge chipping. Many precision glass-cutting applications use grit sizes ranging from 170/200 to 325/400. Applications requiring extremely low chipping levels or superior surface quality may benefit from finer grit specifications.
Edge chipping can result from excessive feed rates, improper blade selection, machine vibration, spindle runout, inadequate coolant delivery, excessive cutting pressure, poor workholding, or unsuitable operating parameters. In many cases, chipping results from multiple factors rather than a single cause.
Reducing chipping typically involves selecting the proper blade specification, optimizing feed rate and spindle speed, maintaining adequate coolant delivery, minimizing machine vibration, and properly supporting the workpiece. Improving process stability often produces significant improvements in edge quality.
Corner breakout frequently occurs when the workpiece is inadequately supported, feed rates are too aggressive near the exit side of the cut, machine vibration is present, or the blade specification is not optimized for the material. Proper fixturing and controlled cutting parameters can help reduce breakout.
Yes. Diamond blades are commonly used for cutting fused silica in optics, semiconductor, aerospace, laser, and scientific applications. Because fused silica is sensitive to edge damage and subsurface defects, blade selection and process optimization are particularly important.
Yes. Diamond blades are widely used for cutting quartz glass and fused quartz components. Many quartz applications require careful control of cutting parameters to minimize chipping, maintain dimensional accuracy, and preserve material integrity.
The best bond type depends on the application. Resin bond blades are often selected when surface quality and reduced chipping are priorities. Metal bond blades are frequently chosen for blade life and dimensional stability. Nickel bond blades are commonly used for precision sectioning, wafering, and thin-kerf applications.
Most precision glass-cutting applications benefit from coolant. Proper coolant delivery helps remove heat, flush debris from the cutting zone, reduce friction, improve blade life, and stabilize cutting conditions. Inadequate coolant delivery can contribute to thermal damage, blade loading, poor surface finish, and increased chipping.
The appropriate coolant depends on the material, machine, blade type, and application requirements. Water-based coolants are commonly used for many glass-cutting operations. Proper filtration, coolant concentration, flow rate, and nozzle placement are important factors affecting performance.
Premature blade wear can result from excessive feed rates, improper spindle speed, inadequate coolant delivery, machine instability, excessive cutting pressure, or an unsuitable blade specification. Reviewing the complete cutting process is often necessary to identify the root cause.
Blade loading occurs when debris accumulates on the blade and interferes with normal cutting action. Common causes include insufficient coolant flow, poor debris removal, excessive feed rates, or unsuitable operating parameters.
The correct RPM depends on blade diameter, bond type, diamond grit size, material type, material thickness, machine condition, and quality requirements. There is no universal RPM suitable for all glass-cutting applications. Operating parameters should be optimized for the specific process.
Improving surface finish often involves selecting a finer grit blade, reducing machine vibration, optimizing spindle speed and feed rate, improving coolant delivery, and ensuring stable workholding conditions.
Material yield can often be improved by reducing kerf width, optimizing blade thickness, minimizing edge damage, reducing breakout, and selecting cutting technologies that preserve more material. Process optimization is especially important when cutting expensive materials such as optical glass, fused silica, quartz, sapphire, and semiconductor substrates.
Diamond saw blades and diamond wire are both effective cutting technologies. Diamond wire is often evaluated when minimizing kerf loss and maximizing material yield are primary objectives. Diamond saw blades are frequently selected for precision sectioning, wafering, dimensional control, and process flexibility.
Tempered glass generally cannot be cut successfully after the tempering process. Cutting typically causes the material to shatter due to internal stresses introduced during tempering. Glass is normally cut to size before tempering.
There is rarely a single factor responsible for successful cutting. The best results are achieved when blade specification, machine condition, spindle speed, feed rate, coolant delivery, fixturing, and process control are optimized together as a complete system.
Conclusion
Successful glass cutting requires far more than simply selecting a diamond blade and starting the machine. Edge chipping, breakout, microcracking, excessive material loss, poor surface finish, and premature blade wear are rarely caused by a single factor. Instead, they typically result from the interaction of material properties, blade specification, machine condition, spindle speed, feed rate, coolant delivery, fixturing, and overall process control.
Because glass exhibits little plastic deformation before fracture, even small changes in cutting conditions can significantly affect cut quality, dimensional accuracy, material yield, and downstream processing requirements. Manufacturers who understand and optimize these variables consistently achieve cleaner cuts, lower scrap rates, reduced polishing costs, longer blade life, and improved production efficiency.
Whether processing soda-lime glass, borosilicate glass, fused silica, quartz, optical glass, sapphire, semiconductor substrates, or specialty glass ceramics, selecting the proper cutting technology and blade specification is critical to achieving reliable and repeatable results. In many applications, the cost of material loss, rework, polishing, and rejected parts can exceed the cost of the cutting tool itself, making process optimization an important component of overall manufacturing success.
There is no universal blade specification that works best for every glass-cutting application. The optimal solution depends on the material being processed, workpiece dimensions, quality requirements, production objectives, machine configuration, and economic considerations. Evaluating blade bond type, diamond grit size, concentration, blade thickness, operating parameters, and coolant strategy as part of a complete cutting system often produces the greatest improvements in performance.
At UKAM Industrial Superhard Tools, we manufacture precision diamond saw blades, diamond band saw blades, diamond wire, and glass-cutting solutions for applications ranging from laboratory sample preparation and research environments to demanding production operations. Our technical team works closely with customers to help identify the most appropriate cutting technology, blade specification, and process parameters for each application.
If you are experiencing chipping, breakout, cracking, excessive kerf loss, poor surface finish, short blade life, or other glass-cutting challenges, contact UKAM for application-specific recommendations and technical assistance. Proper blade selection and process optimization can often improve cut quality, increase material yield, reduce secondary processing requirements, and lower overall manufacturing costs.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990
Custom manufacturing
RELATED ARTICLES




Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.