











































Wafering Blade Usage Recommendations








-
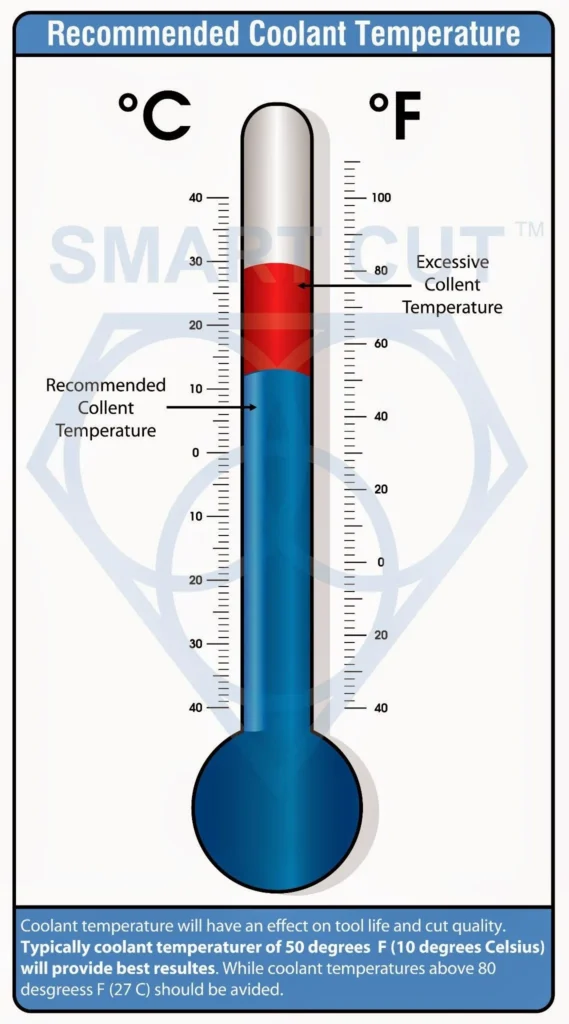
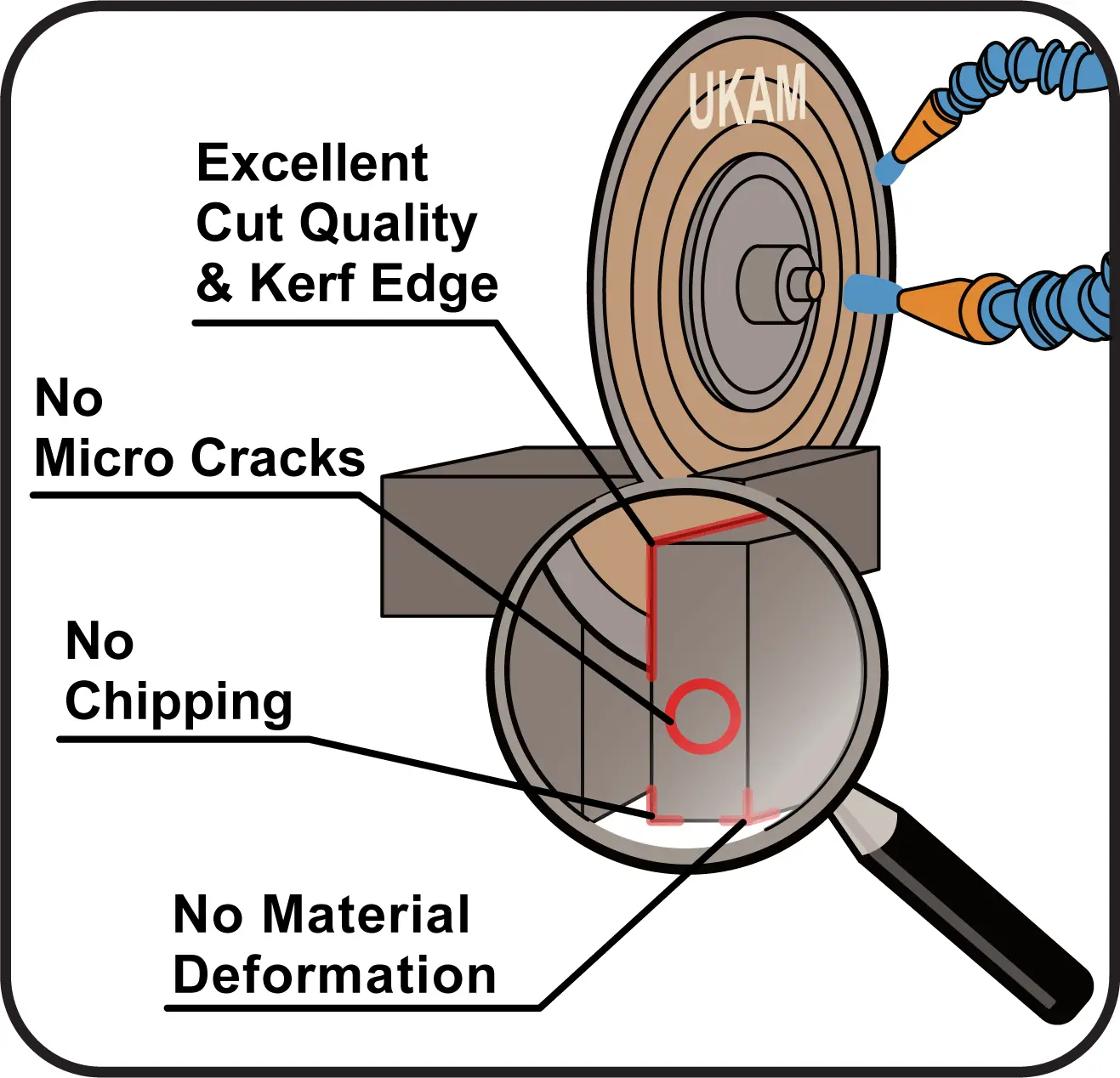
 Cools blade diamond section and material being cut
Cools blade diamond section and material being cut
-
Provides lubrication to minimize friction between blade and material
-
Washes out and removes powder residue and swarf from cutting process






















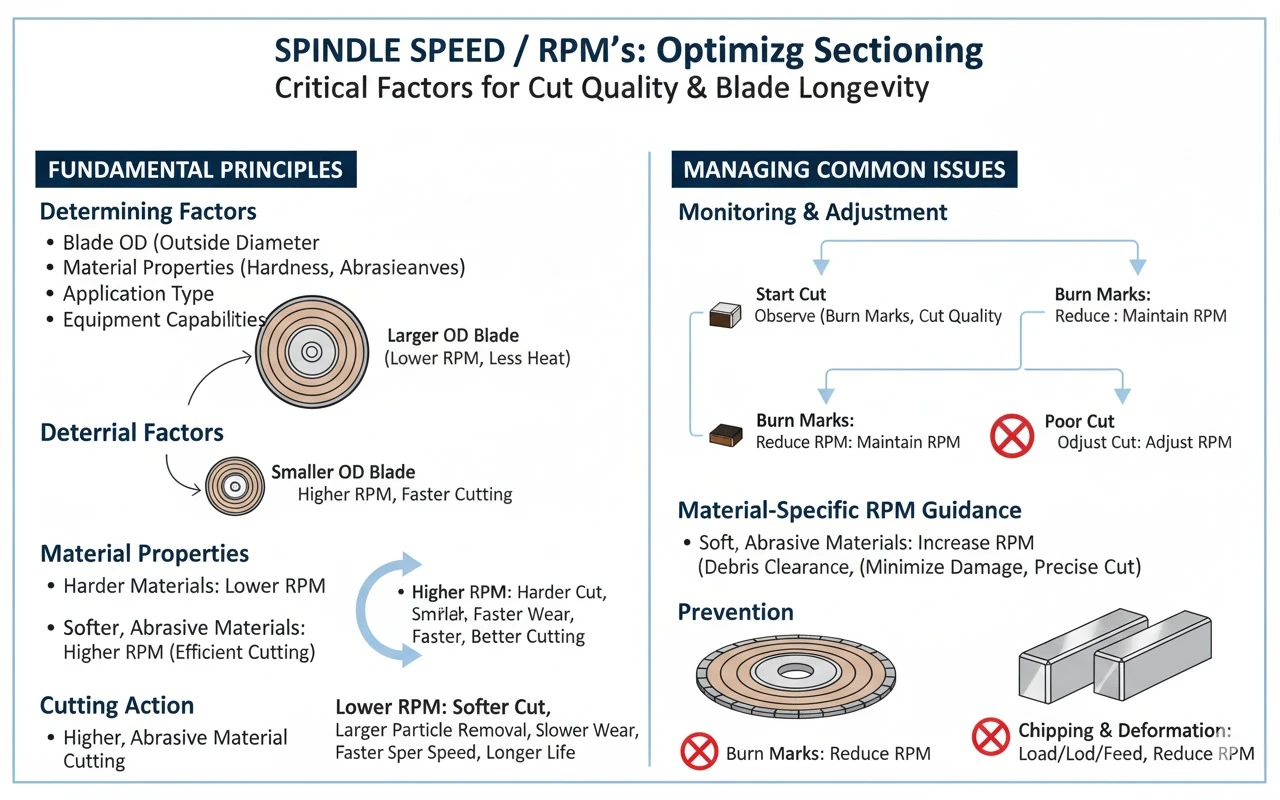
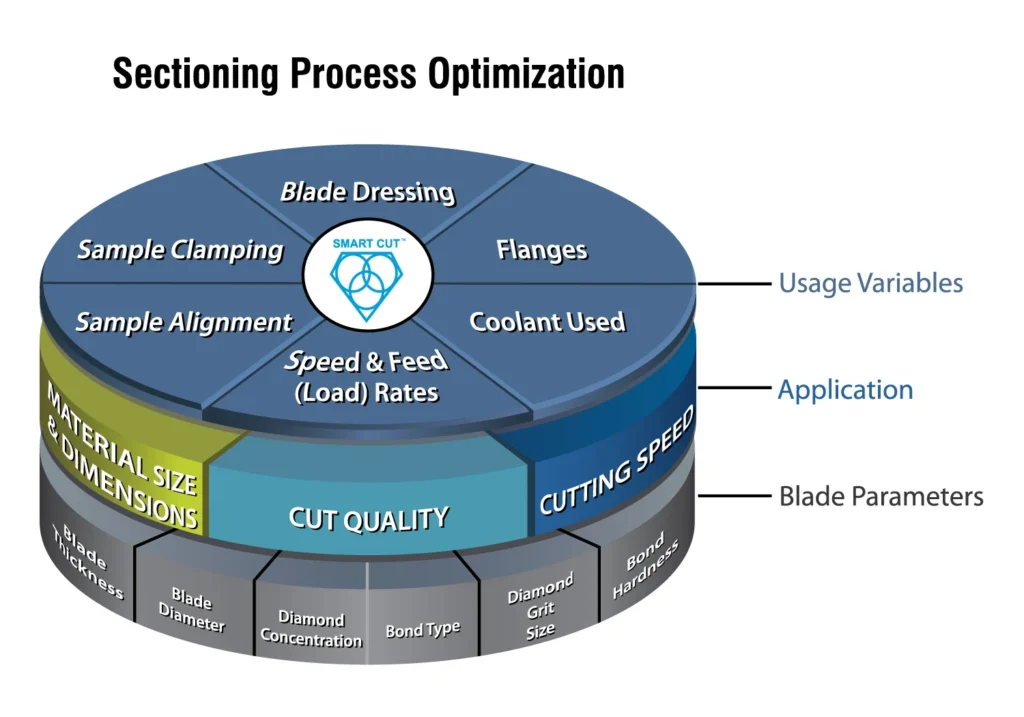
Continuous monitoring of blade performance during the cutting process is essential. Adjustments to the spindle speed should be made based on real-time observations. Signs of excessive speed, such as burn marks on the material or blade, should prompt an immediate reduction in RPM. Conversely, if the blade appears to be struggling or the cut quality is poor, a slight increase in RPM may help.
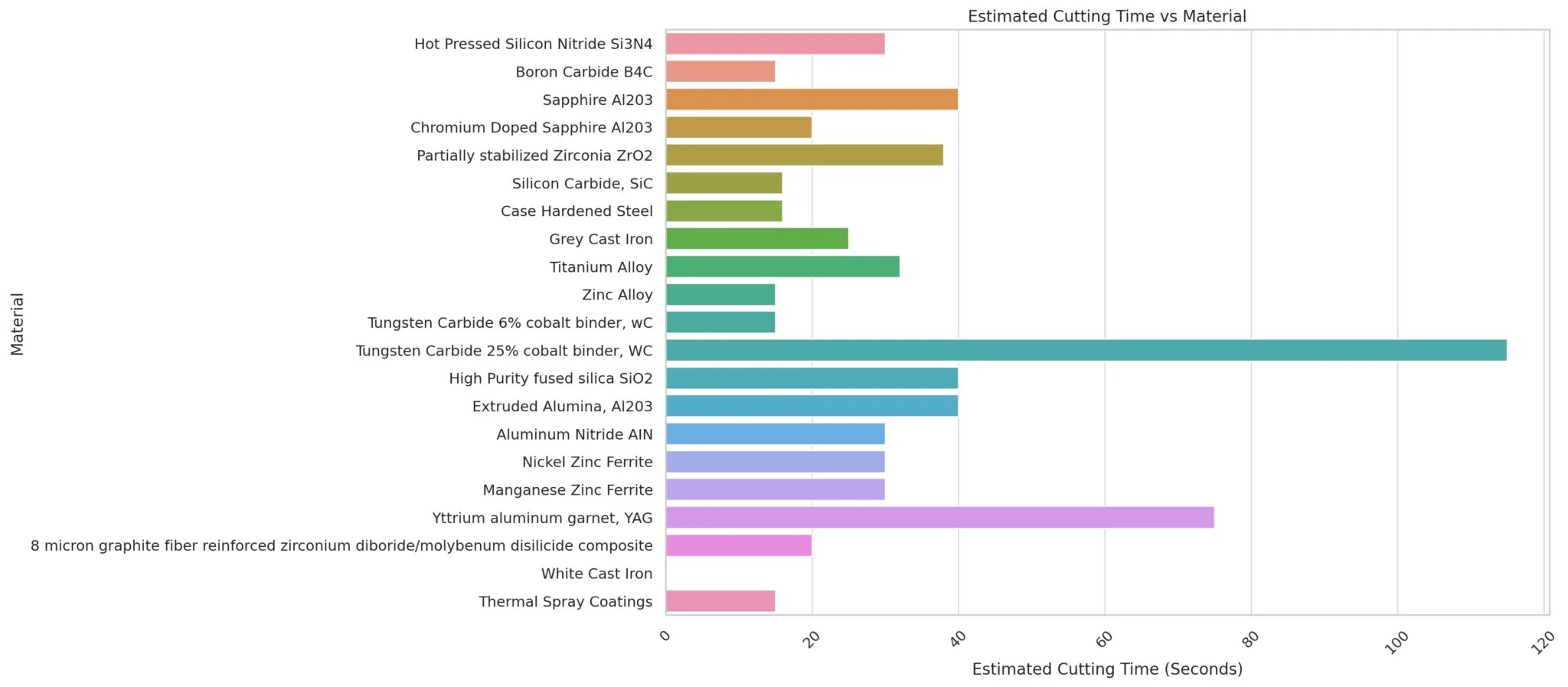
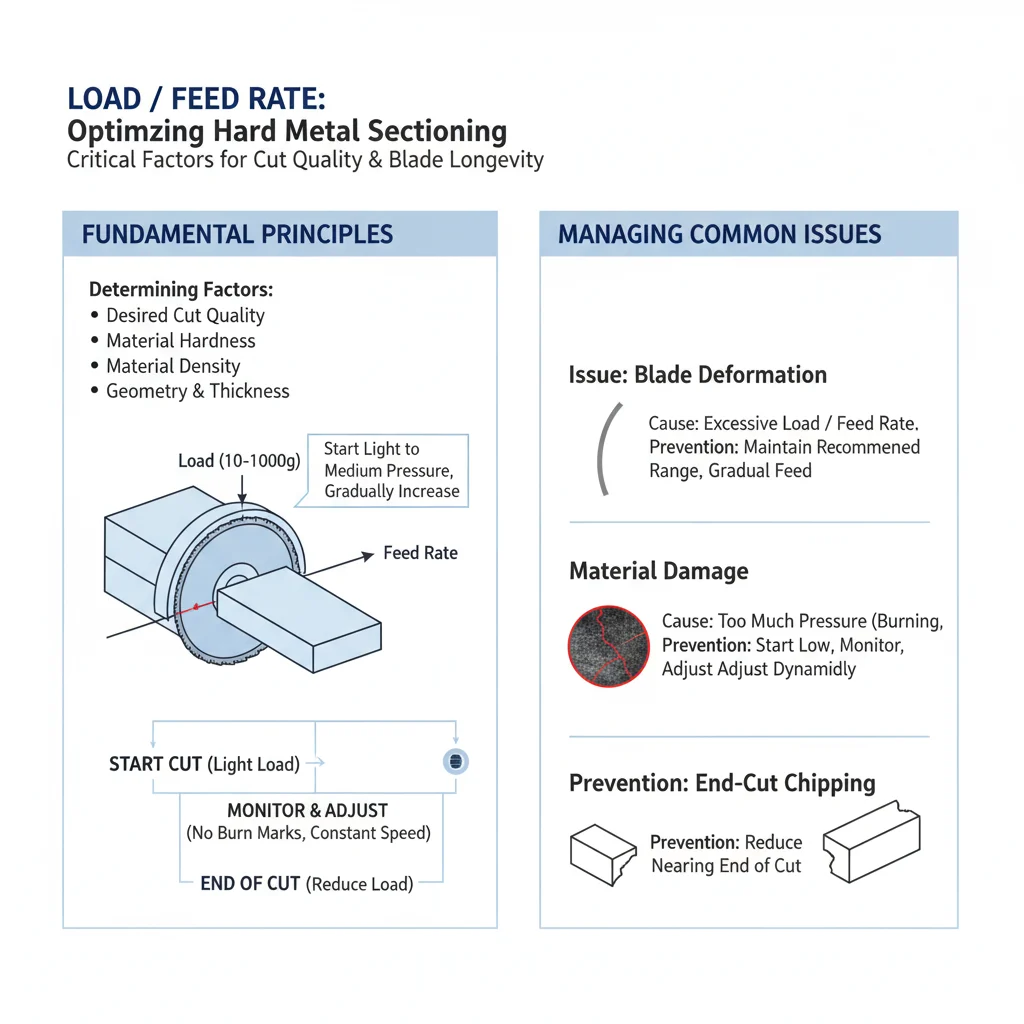 Harder materials typically require lower feed rates and lighter loads to prevent excessive wear and damage to the blade. Denser materials may need slower feed rates to ensure a consistent and controlled cut. The shape and size of the material being cut also impact the load and feed rate. Thicker materials may require more careful handling to avoid bending or warping the blade. Most sectioning saws used today operate with loads ranging from 10 to 1,000 grams. The specific load should be adjusted based on the factors mentioned above and the specific requirements of your application.
Harder materials typically require lower feed rates and lighter loads to prevent excessive wear and damage to the blade. Denser materials may need slower feed rates to ensure a consistent and controlled cut. The shape and size of the material being cut also impact the load and feed rate. Thicker materials may require more careful handling to avoid bending or warping the blade. Most sectioning saws used today operate with loads ranging from 10 to 1,000 grams. The specific load should be adjusted based on the factors mentioned above and the specific requirements of your application.





Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.

Selecting Right Wafering Blade for your application

Wafering Blade Case Studies
Diamond & CBN Wafering Blade Performance Metrics

Understanding & Comparing Diamond & CBN Wafering Blades
Diamond & CBN Wafering Blade Guide
Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.