











































Diamond & CBN Wafering Blade Guide






-
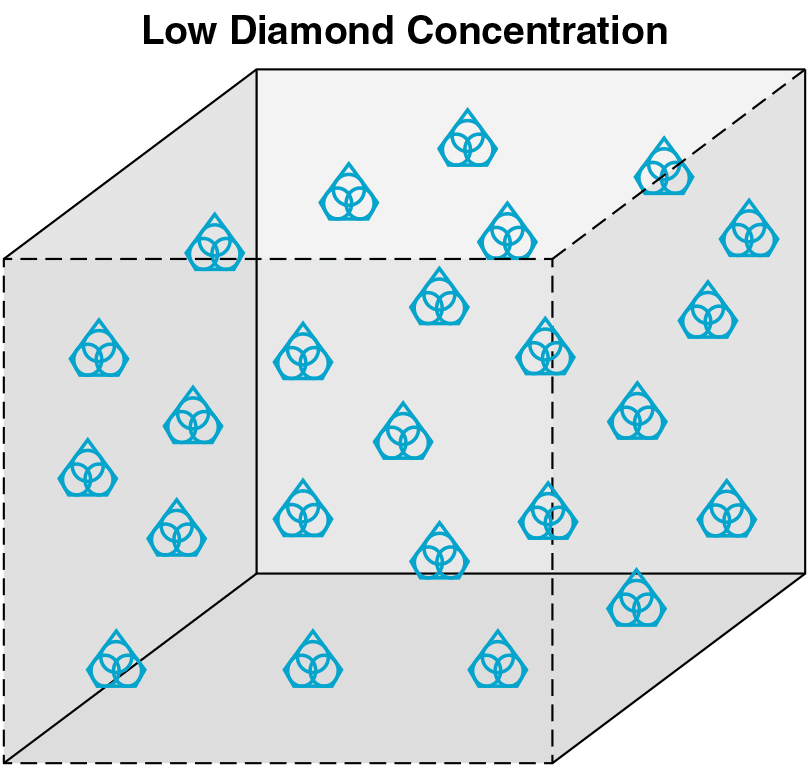
 Enhanced Precision: Fewer diamonds mean less chance for erratic cuts, providing cleaner and more controlled sectioning.
Enhanced Precision: Fewer diamonds mean less chance for erratic cuts, providing cleaner and more controlled sectioning.
-
Reduced Heat Generation: Sparse diamond distribution can reduce friction and consequently heat, which is beneficial for materials sensitive to thermal stress.
-
Cost Efficiency: Less diamond content can reduce the initial cost, although this may affect the blade's longevity and speed for certain materials.
-
Increased Cutting Speed: A higher concentration of diamond particles can accelerate the cutting process by intensifying the material removal rate.
-
Extended Blade Life: The abundant presence of diamonds reduces wear on individual crystals, thereby extending the blade’s operational lifespan.
-
Improved Efficiency: High diamond concentration can distribute the cutting load more evenly, minimizing per unit force and preventing excessive deformation, particularly beneficial in metallography.
-
Materials like tungsten or carbide, which are both hard and somewhat brittle, might still benefit from a medium to low diamond concentration, combining aspects of both cutting mechanics.
-
In environments where speed is less critical than cost or where material conservation is crucial, such as in gemological laboratories or delicate archaeological specimen preparation, low diamond concentration blades may be preferable despite slower cutting speeds.
-
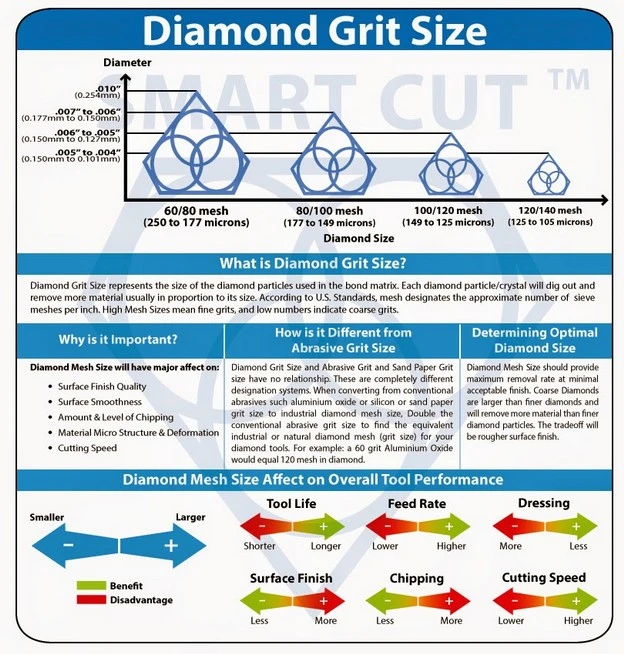
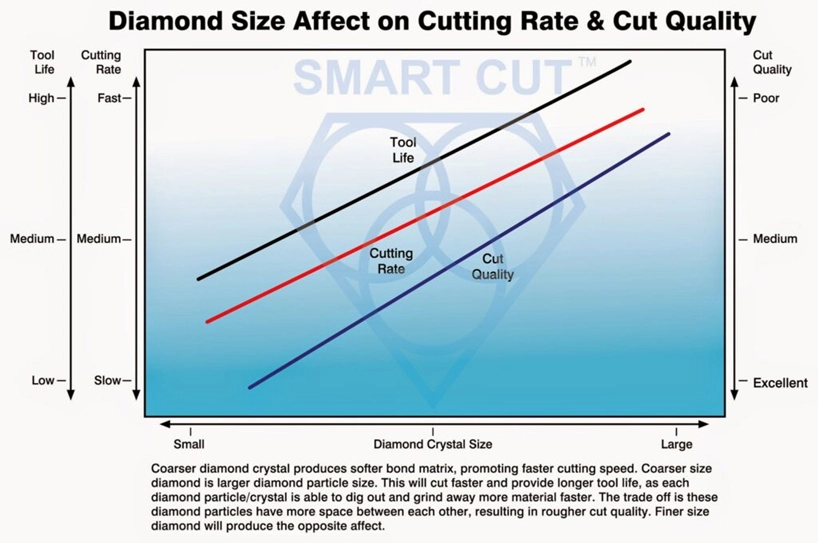
Faster Cutting Speeds: Coarse diamond particles are larger, which allows them to remove more material per pass, thereby increasing the cutting speed. This can be particularly advantageous in situations where time efficiency is critical.
-
Increased Material Removal: Larger diamonds exert a greater force on the material, which can lead to increased chipping and potentially more significant microstructural damage. This might be acceptable in cases where the precision of the cut is less critical than the speed.
-
Applications: Coarse diamond grits are often preferred for robust, non-delicate materials where surface finish is not the primary concern, such as in the initial stages of shaping or bulk material removal.
-
Improved Cut Quality and Surface Finish: Finer diamonds create smoother cuts with finer surface finishes. This is crucial for applications requiring high aesthetic quality or where further processing or analysis is needed.
-
Reduced Chipping and Microstructural Damage: The smaller size of the diamonds reduces the impact on the material’s surface, minimizing chipping and preserving the integrity of the material’s microstructure. This is particularly important for delicate or brittle materials.
-
Applications: Fine diamond grits are recommended for cutting fragile, delicate materials such as crystals, gemstones, and certain ceramics, or when preparing samples for high-precision analytical techniques.
-
For high-throughput industrial applications where speed is a priority, a coarser grit may be more effective.
-
In laboratory settings where precision and minimal sample damage are crucial, finer grit sizes are more appropriate.

-
Increased Heat Production: The aggressive cutting action of larger diamond particles generates more friction and consequently more heat, which can be detrimental to both the blade and the material, especially those sensitive to thermal effects.
-
Swarf Size: Larger diamond particles tend to produce larger swarf, which can be easier to manage and remove from the cutting area, reducing the likelihood of clogging and maintaining effective cutting performance.
-
Reduced Heat Generation: Finer particles create less friction and therefore less heat, preserving the microstructural integrity of heat-sensitive materials.
-
Swarf Characteristics: Fine grit sizes produce finer swarf, which can quickly accumulate and potentially clog the cutting equipment if not adequately managed.
-
Bond Requirements: Coarser particles may require a stronger or more robust bond to hold the larger diamonds in place, especially under the high stress of cutting harder materials.
-
Blade Wear: While coarse grits may wear down more quickly due to their aggressive cutting nature, the right bond can mitigate premature wear and extend the blade's life.
-
Bond Selection: Finer diamonds can be held with a less robust bond, which can be beneficial for achieving a smooth cut as the bond can wear away at a rate that exposes new, sharp diamond particles.
-
Consistent Performance: Finer grits often result in more uniform wear and a consistently high-quality finish over the life of the blade.
-
Material Hardness and Abrasiveness: The hardness and abrasiveness of the material being cut also influence the choice of diamond mesh size. Harder materials may require finer grits to achieve a quality cut without excessive tool wear.
-
Material Hardness and Abrasiveness: The hardness and abrasiveness of the material being cut also influence the choice of diamond mesh size. Harder materials may require finer grits to achieve a quality cut without excessive tool wear.
-
Cost Implications: Finer diamond particles often result in higher costs due to the additional processing required to produce smaller, consistent diamond sizes.
-
Cutting Speed: Thinner blades can enable faster cutting speeds, beneficial for operations requiring quick turnaround times.
-
Load/Feed Rate: The load that can be sustained by the blade without compromising its integrity or the quality of the cut depends significantly on the blade's thickness. Thicker blades can withstand higher loads and feed rates.
-
Material Properties: The hardness, density, and overall size of the material being cut are crucial in determining the suitable blade thickness. Harder materials generally require thicker blades to prevent blade wear and ensure clean cuts.
-
Operator Skill and Experience: Thicker kerf blades offer more forgiveness for operator error and are less likely to break under less-than-ideal operating conditions. This makes them suitable for environments with operators of varying skill levels, such as educational settings or shared facilities.

-
Precision in Smaller Samples: Smaller blades are generally used for precise cutting of smaller diameter samples on both low and high speed sectioning / wafering saws. Their reduced size allows for finer control and minimal material loss, which is crucial in applications such as sample preparation, metallography and material research.
-
Potential for Flexibility and Distortion: Due to their thinner profile, smaller diameter blades can be more prone to bending and warping under pressure. This requires careful handling and operation, especially at higher speeds or when making deep cuts in hard materials.
-
Suitability for Larger, Heavier Samples: Larger blades are capable of handling bigger and heavier materials, making them ideal for industrial applications or when cutting thick, dense substances.
-
Increased Stability and Durability: The thicker profile of larger diameter blades provides greater stability, reducing the likelihood of blade deflection and ensuring more consistent cuts. This robust construction allows them to withstand higher loads and operate at higher speeds without significant degradation.
-
Sample / Material Size: The diameter and thickness of the material being cut are perhaps the most critical factors. A blade diameter should be chosen such that it allows the blade to cut through the material without excessive overhang, which can lead to blade instability and uneven cutting.
-
Cutting Depth and Reach: Larger blades can reach deeper into the material, which is beneficial for sectioning thick or layered materials. They also maintain better angular accuracy due to their increased rigidity.
-
Operational Speeds: Larger blades can typically operate at higher speeds because of their increased stability and heat dispersion capabilities. This makes them suitable for applications requiring quick throughput.
-
Machine Compatibility: The choice of blade diameter must also consider the specifications and limitations of the cutting equipment being used. Compatibility with the machine’s range of operation, power output, and safety features is essential for effective cutting.
-
Enhanced Load Distribution: The increased surface area of larger blades allows for a more even distribution of forces exerted during cutting. This reduces the stress on any single point of the blade, enhancing its durability and reducing the risk of breakage.
-
Improved Heat Dissipation: Larger blades generally have a greater mass and surface area, which help in dissipating heat more effectively. This is particularly important when cutting materials that are sensitive to heat or during prolonged cutting operations which can generate significant heat.
-
Precision Handling: While smaller blades can heat up more quickly due to their limited surface area, their size allows for greater precision and control, especially in intricate cutting tasks where minimal deviation is critical.
-
Adaptability to Intricate Cuts: Their ability to maneuver in tight spaces makes them ideal for applications requiring detailed shapes or patterns, such as in the creation of micro components or detailed gem cutting.
-
Abrasive Materials: When cutting highly abrasive materials, larger blades can provide the robustness needed to withstand wear and tear while maintaining cutting effectiveness.
-
Brittle Materials: Conversely, smaller blades are typically more effective for brittle materials, as they can make precise cuts with minimal pressure, reducing the risk of cracking or breaking the material.
-
Blade Alignment and Calibration: Regular checks for blade alignment and calibration are vital, especially for smaller diameter blades that are more susceptible to deviations which can affect cut quality and blade life.
-
Appropriate Speed Settings: Matching the blade speed to the diameter is essential for maximizing performance and safety. Smaller blades often require higher speeds to achieve effective cutting, whereas larger blades may perform better at lower speeds due to their increased mass and cutting power.
-
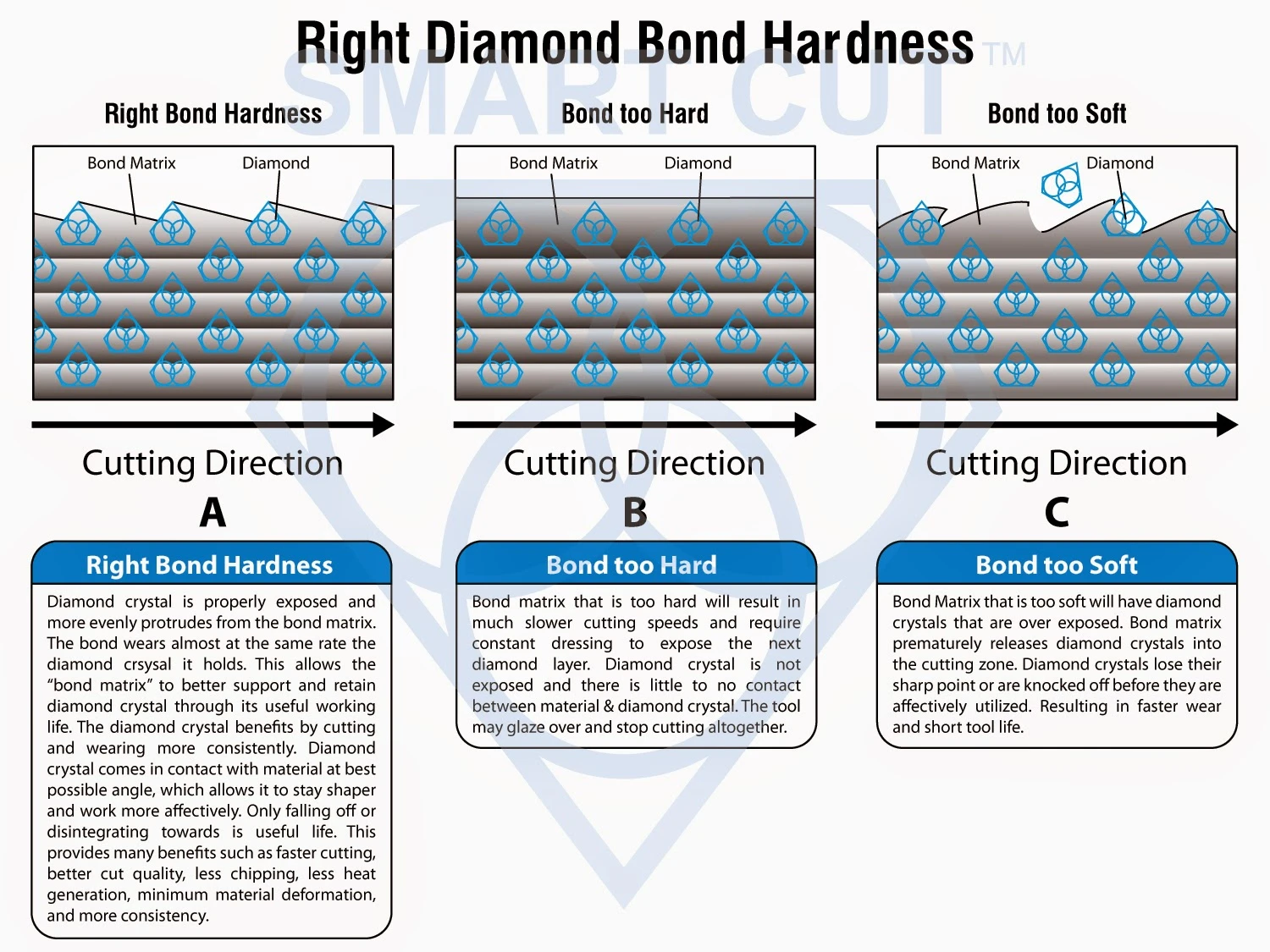
Enhanced Diamond Retention: Harder bonds are better at holding onto diamond particles, which is beneficial for prolonging the blade's operational life. This characteristic is particularly valuable when cutting abrasive materials that could otherwise rapidly wear down the bond.
-
Trade-off in Cutting Speed: While harder bonds excel in retention, they generally result in slower cutting speeds. The diamonds are not exposed as quickly or as frequently, requiring more time to cut through material.
-
Need for Dressing: Blades with harder bonds often require more frequent dressing to expose fresh diamond particles. This is necessary to maintain effective cutting capability and to prevent glazing of the blade surface.
-
Faster Cutting Speed: Softer bonds tend to release diamond particles at a faster rate, allowing for new, sharp diamonds to come into contact with the material more quickly. This leads to faster cutting speeds but can increase the rate at which the blade wears.
-
Reduced Blade Life: A softer bond generally means that the blade will wear out faster, as the diamonds are released more quickly and the bond itself is abraded away.

-
Harder Materials: Materials like sapphire, quartz, and alumina typically require a blade with a softer bond. The softer bond allows for the quicker release of diamonds, which is necessary to cut through these hard materials without excessive force, thereby reducing the risk of cracking or damaging the material.
-
Softer and More Brittle Materials: Softer materials such as calcareous stones or certain ceramics often benefit from a harder bond. The increased retention of diamonds ensures that the blade can maintain its cutting effectiveness over a longer period, which is crucial when handling materials that might otherwise cause rapid bond erosion.

-
Abrasive Resistance: The ability of the bond to resist wear from abrasive materials.
-
Thermal Stability: How well the bond can maintain its properties under the heat generated by cutting.
-
Mechanical Strength: The overall durability of the bond under mechanical stresses.
-
Material to be Cut: Assess the hardness and abrasiveness of the material.
-
Desired Cut Quality and Speed: Determine if the priority is on achieving high-quality cuts or faster completion.
-
Equipment Used: Ensure that the wafering blade is compatible with the cutting equipment in terms of size, power, and operational speed.

-
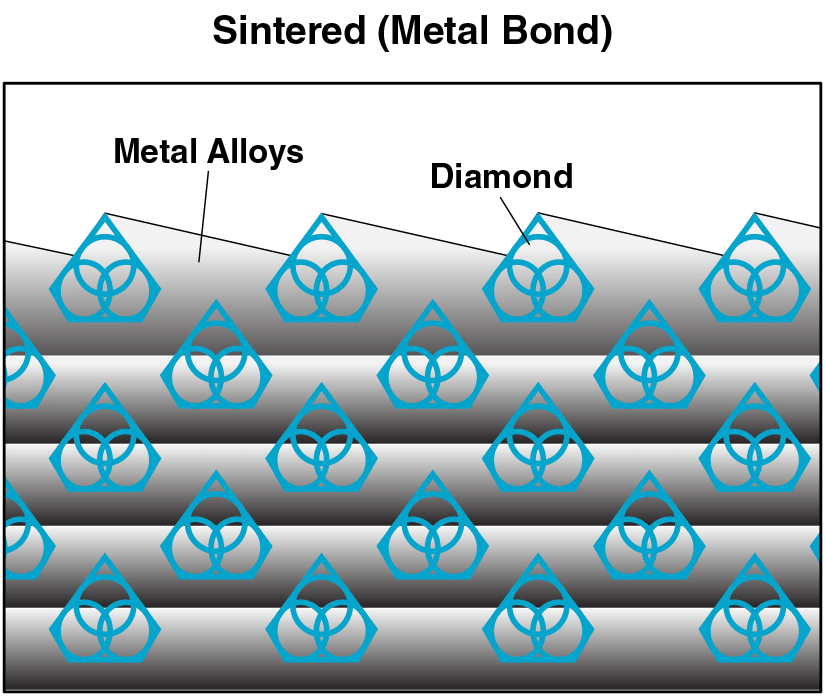
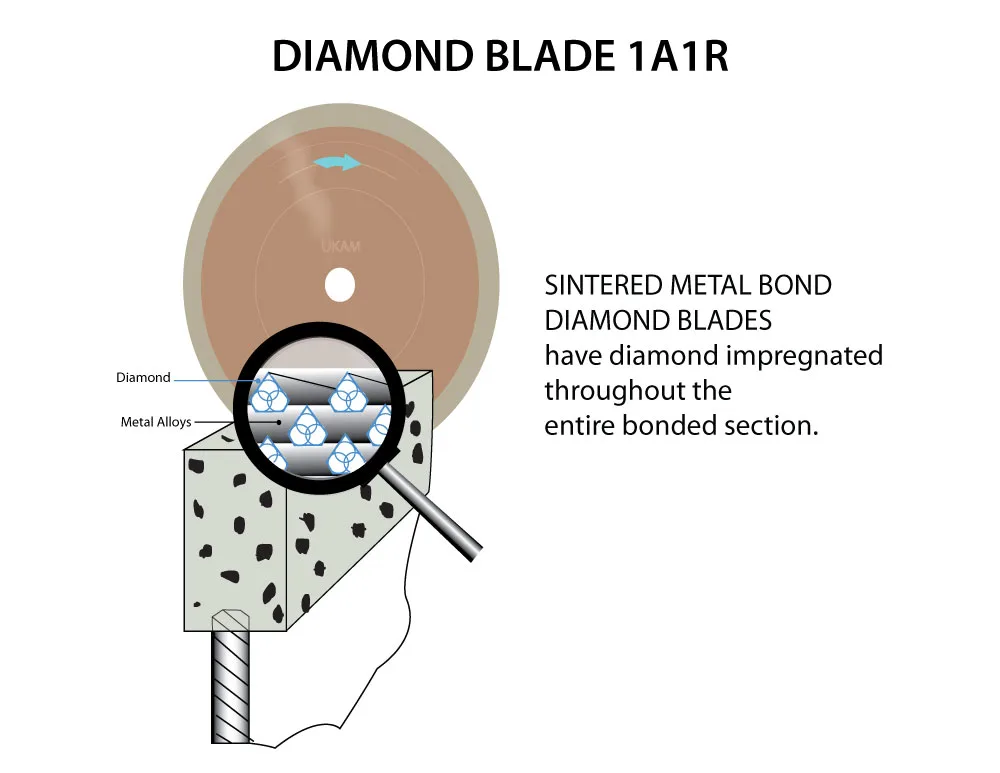
Durability and Longevity: Metal bonds are composed of various metals or alloys, which can include bronze, brass, or even steel and nickel. This composition gives the metal-bonded diamond blades a robust structure, allowing them to maintain their integrity under harsh cutting conditions and over prolonged use.
-
Excellent Retention: Metal bonds typically have excellent diamond retention, which reduces the rate at which diamonds are lost from the blade. This characteristic is particularly beneficial when cutting very hard materials, where premature diamond loss can significantly affect performance.
-
Cutting Ability: These blades are well-suited for cutting hard, dense materials such as stone, concrete, and hardened metals. Their strength allows them to endure the stresses involved in cutting these tough materials without excessive wear.
-
Heat Generation: Metal bonds tend to generate more heat during cutting compared to other bond types. This can be a disadvantage when working with heat-sensitive materials as it might lead to thermal damage or structural changes in the material being cut.
-
Surface Finish: While metal-bonded blades are highly durable, they may not always provide the smoothest finish, potentially leaving marks or rough surfaces that might require additional finishing processes.
-
Extended Use Scenarios: Metal bonded blades are particularly well-suited for continuous, heavy-duty applications where blade longevity and durability are paramount. They are often the choice for large-scale construction projects, mining operations, and in the processing of natural stones.
-
Customizable Metal Bonds: Advances in metallurgical technologies allow for the customization of metal bonds according to specific performance requirements. Manufacturers can alter the metal matrix to balance between wear resistance and diamond exposure, tailoring blades for optimal performance in targeted applications.
-
Improved Heat Management: Techniques such as improved cooling systems and blade geometry optimizations are being developed to mitigate the heat generation issues commonly associated with metal bonds. These innovations enhance the blade's performance, especially in heat-sensitive cutting environments.
-
Softer and More Brittle Materials: Softer materials such as calcareous stones or certain ceramics often benefit from a harder bond. The increased retention of diamonds ensures that the blade can maintain its cutting effectiveness over a longer period, which is crucial when handling materials that might otherwise cause rapid bond erosion.
-
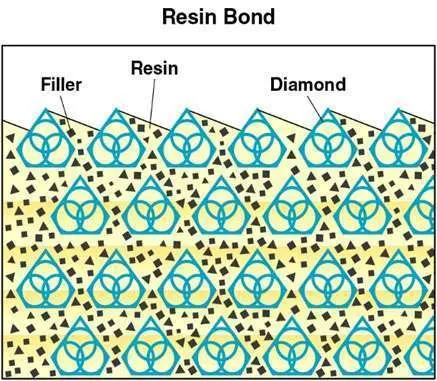
Reduced Heat Production: Resin bonds typically generate less heat during cutting, making them ideal for materials that are sensitive to high temperatures. This feature helps preserve the material’s integrity and maintains its properties post-cutting.
-
Smooth Surface Finish: Resin-bonded blades are known for providing excellent surface finishes. This makes them suitable for applications where a smooth, clean cut is crucial, such as in the cutting of semiconductors, gemstones, or fine ceramics.
-
Versatility: They are particularly effective for cutting hard, delicate, or brittle materials. The softer nature of the resin bond allows for a smoother cutting action, minimizing the risk of chipping or cracking the material.
-
Wear Rate: Resin bonds tend to wear down faster than metal bonds, especially when used on very hard or abrasive materials. This higher wear rate can lead to increased costs and downtime due to more frequent blade replacements.
-
Structural Integrity: Under heavy load or in aggressive cutting environments, resin-bonded blades might not maintain their structural integrity as effectively as metal-bonded blades, leading to potential blade deformation or breakage.
-
Material Hardness and Abrasiveness: For harder and more abrasive materials, metal bonds are generally preferred due to their durability and longevity. For materials that are hard but brittle or delicate, resin bonds are often more suitable due to their ability to cut cleanly without inducing stress fractures.
-
Finish Requirements: If the priority is achieving a high-quality finish with minimal post-processing, resin-bonded blades are the better choice.
-
Heat Sensitivity: For materials sensitive to heat, such as thermoplastics or certain metals that might temper under heat, using a resin-bonded blade is advisable.
-
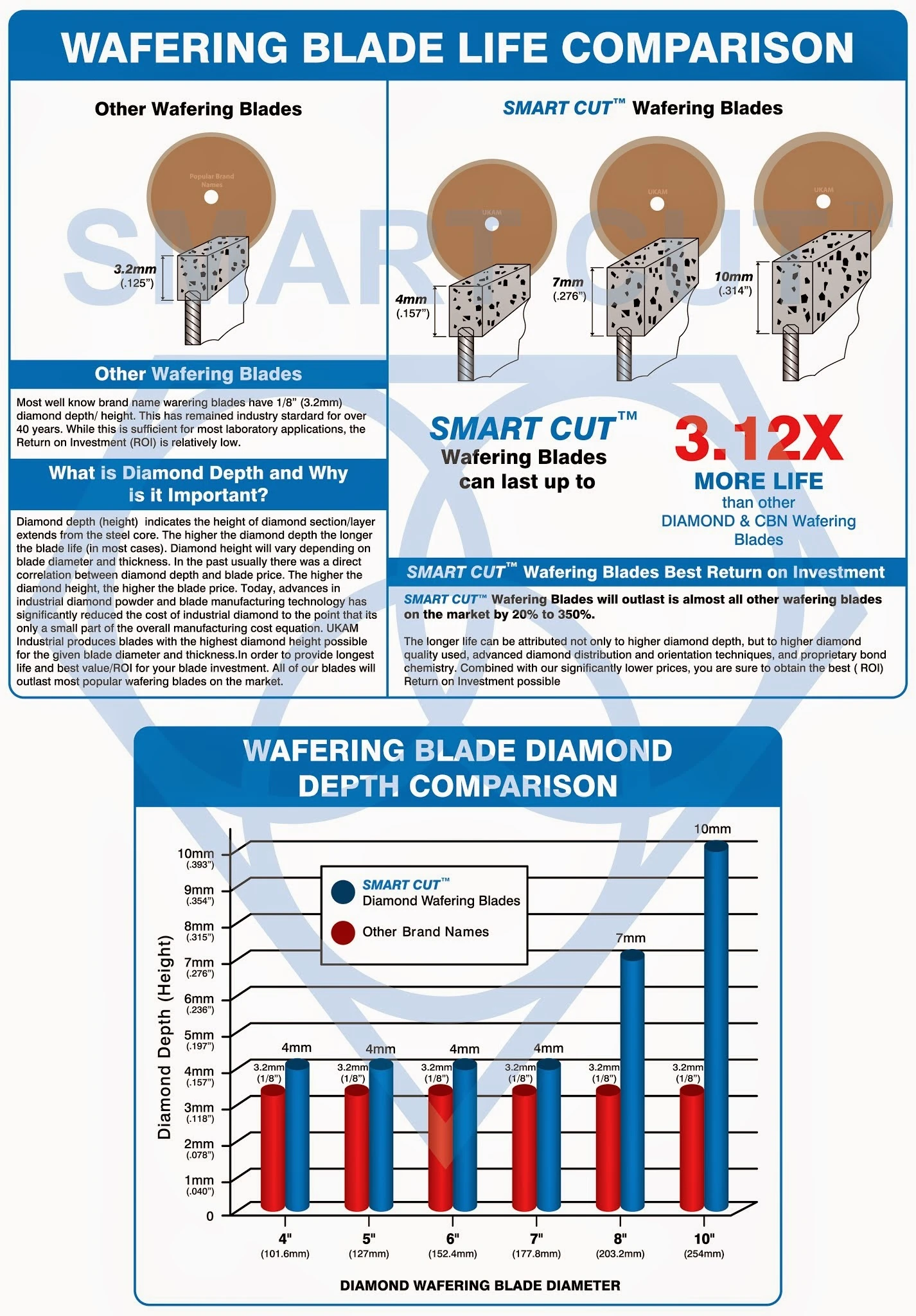
For blade diameters of 4", 5", 6", 7", and 8", SMART CUT™ and other brands offer a diamond depth of 3.2mm.
-
At a 10" blade diameter, SMART CUT™ provides a remarkable 10mm diamond depth, in contrast to other brands that typically offer only 7mm.

-
Optimized Load and Speed: Hard materials like ceramics and minerals necessitate higher loads and speeds during cutting. This is because such materials require a greater force for the diamonds in the blade to penetrate and section the specimen effectively. Adjusting the feed rate to match the specimen’s hardness ensures that the blade cuts efficiently without causing undue stress on the equipment or excessive wear on the blade.
-
Consistency in Cutting: Higher loads and speeds must be applied consistently to ensure uniform cuts. Any fluctuation can affect the quality of the sections and potentially damage the material being cut.
-
Gentler Approach: Brittle materials, such as silicon substrates used in electronics, require a gentler approach with lower loads and speeds. This careful handling is essential to prevent cracking or chipping, which can ruin the integrity of the specimen and potentially invalidate any subsequent analysis or processing.
-
Precision Over Speed: When cutting brittle specimens, the emphasis is on precision rather than speed. The feed rate is carefully controlled to ensure that each cut is as accurate as possible, even if this means a slower overall cutting process.
-
Speeds/RPMs:The rotational speed of the blade, measured in RPMs (revolutions per minute), directly influences the effectiveness of the cutting action. Higher speeds can sometimes compensate for a lower feed rate, and vice versa.
-
Specimen Geometry: The shape and size of the specimen can dictate how it interacts with the blade. Irregular shapes might require slower feed rates to allow for a smooth cutting action without binding or causing errors in the cut.
-
Clamping Stability: The method by which the specimen is clamped or held in place during cutting plays a significant role in determining the viable load. A securely clamped specimen can typically withstand a higher feed rate, whereas a specimen that is not well-secured may require a more cautious approach.
-
Cutting Environment: The presence of coolants, the type of holding fixtures, and even the ambient temperature of the cutting environment can impact the feed rate, necessitating adjustments to achieve optimal cutting conditions.
-
Load Calibration: For hard materials, the feed rate is calibrated to apply enough load to penetrate the specimen without overburdening the blade. The load must be sufficient to enable the diamond edges to engage the material effectively, promoting efficient cutting without causing thermal or mechanical overload.
-
Speed Synchronization: The synchronization of blade speed with feed rate is key. A higher RPM may allow for a proportionally higher feed rate, enabling the blade to cut through hard materials smoothly and reduce sectioning time.
-
Minimized Mechanical Stress: Lower feed rates are essential to minimize mechanical stress when cutting brittle materials. The application of load must be carefully controlled to prevent the propagation of microcracks which could compromise the integrity of the specimen.
-
Gradual Engagement: A gradual increase in feed rate might be employed at the onset of the cutting process to prevent shock loading, followed by a steady feed once the blade has established a cutting groove.
-
Optimized Dynamics: The relationship between blade speed (RPMs) and feed rate (grams) is dynamic and integral to the cutting process. Operators must find an optimal interplay between these two factors to ensure the smoothest cut with the least amount of material deformation or blade wear.
-
Complex Shapes: For specimens with complex geometries, feed rates may need to be varied during the cutting process. Areas with increased cross-sectional density might require slower rates, whereas thinner sections can be cut more quickly.
-
Secure and Stable: Efficient clamping mechanisms are crucial for consistent feed rates. A specimen that is securely fixed in place can endure a more aggressive feed rate, which can significantly reduce cutting times.
-
Adaptive Clamping Systems: Adaptive clamping systems that can accommodate varying specimen shapes and sizes enable operators to maintain consistent feed rates across a range of cutting scenarios, ensuring the stability of the specimen throughout the cutting process.
-
Feedback Loops: Modern sectioning saws come equipped with sensors and feedback systems that can adjust feed rates in real-time based on the resistance encountered during cutting, thereby optimizing the process for speed and quality.
-
Programmable Settings: Automated systems allow for the programming of specific feed rate profiles tailored to the specimen material and desired outcome, streamlining the cutting process and enhancing repeatability.

-
Elevated Speeds for Hard Materials: For hard and dense materials like Silicon Carbide, high RPMs are necessary. The increased speed allows the wafering blade to maintain a consistent cutting action, helping to overcome the material's resistance.
-
Optimized Blade Performance: At higher RPMs, the centrifugal force helps to stabilize the blade, reducing vibrations and enabling a smoother cut. The enhanced momentum at these speeds also assists in clearing the cut material (swarf) from the cutting path, preventing clogging and maintaining a consistent cutting rate.
-
Reduced Speeds for Brittleness: Brittle materials such as silicon wafers and gallium arsenide require a more delicate approach, achieved by operating at lower RPMs. This approach minimizes the risk of inducing microcracks or causing fractures that could compromise the structural integrity of the material.
-
Controlled Cutting Process: Low RPMs allow for greater control and precision, ensuring that the inherent brittleness of the material is accommodated, and damage during the sectioning process is minimized.
-
RPM Range and Applications: Low-speed saws, with RPM capabilities ranging from 0 to 600, are ideal for materials that are susceptible to damage from high-speed operations. They allow for fine control of the cutting process and are particularly useful for precision applications in research and development settings where sample integrity is crucial.
-
Customized Cutting Conditions: By limiting the speed, low-speed saws can offer more controlled cutting conditions, which can be essential when dealing with layered materials or composites that might react differently at various depths of the cut.
-
Extended RPM Spectrum: High-speed saws expand the RPM range up to 6,000, providing a broad spectrum of cutting conditions to match a wider variety of materials. This flexibility is key in industrial applications where different materials require rapid throughput without sacrificing cut quality.
-
Versatility and Efficiency: The ability to operate at high speeds offers efficiency and versatility, making high-speed saws suitable for bulk material processing, quick sectioning for quality control, or when preparing samples for further analysis.

-
Material Assessment: A thorough assessment of the material’s properties is necessary to determine the appropriate blade speed. Factors such as material hardness, thermal sensitivity, and expected finish must all be considered.
-
Wafering Blade Specification Alignment: Blade specifications, including diamond grit size and bond hardness, should be aligned with the chosen RPM range to maximize cutting performance and blade life.
-
Safety Considerations: When operating at higher speeds, safety becomes a paramount concern. Proper safety mechanisms and operator training must be in place to handle the increased risk associated with high-speed cutting.
-
Mounting and Alignment: The inside diameter allows the wafering blade to be securely mounted onto the cutting machine's spindle or shaft. This ensures proper alignment and stability during operation, reducing vibration and potential blade wobble.
-
Blade Compatibility: The size of the inside diameter determines which cutting machines the wafering blade can be used with. It must match the spindle size of the machine to ensure a secure fit and reliable performance.
-
Rotation and Cutting Speed: A proper fit between the blades inside diameter and the cutting machine's spindle is crucial for maintaining accurate rotation and cutting speed. An ill-fitting wafering blade can lead to slippage, uneven cuts, or safety hazards.
-
1/2 inch (12.7 mm): A common size for smaller cutting machines used in laboratories or metallographic applications.
-
1 inch (25.4 mm): Often used in larger industrial cutting machines.
-
1.25” (31.75mm) – used for high speed and larger sectioning/laboratory & industrial saws
-
32mm – used for high speed and larger sectioning/laboratory & industrial saws
-
Other Sizes: Depending on the manufacturer and specific cutting machine requirements, other inside diameters may be available, such as 5/8 inch (15.875 mm) or 3/4 inch (19.05 mm).
-
Cutting Machine Compatibility: The inside diameter must match the cutting machine's spindle size for a secure and stable fit. Using the wrong size can lead to improper mounting and potential safety risks.
-
Blade Stability and Performance: A proper fit ensures blade stability, reducing vibration and ensuring consistent cutting performance. An incorrect inside diameter can cause wobbling, leading to uneven cuts or blade damage.
-
Application Requirements: The inside diameter size should also align with the specific requirements of the cutting application. For example, smaller inside diameters are typically used in precision applications, while larger diameters may be required for industrial tasks.
-
Check Machine Specifications: Refer to the cutting machine's specifications to determine the appropriate inside diameter size.
-
Use Appropriate Adapters: If necessary, use adapters to fit the blade's inside diameter to the machine's spindle. However, ensure that these adapters are designed for the specific application to maintain stability.
-
Secure Mounting: Properly mount the blade onto the cutting machine's spindle, ensuring a tight and secure fit. Double-check for any wobbling or instability before operation.

-
Nickel Coating: Nickel provides a hard, corrosion-resistant surface. It is often applied to steel cores to enhance durability and protect against rust, particularly in industrial settings where the blade may encounter corrosive chemicals or moisture.
-
Bronze/Copper Coating – there are multiple advantages of using this type of coating bronze/Copper coatings on the core of diamond wafering blades can improve the bonding of diamond particles. This enhanced bonding ensures a stable structure, reducing the risk of the abrasive detaching from the core during cutting operations. The anti-corrosion property of copper-based coatings minimizes rust and oxidation, ensuring consistent performance over time. Copper is an excellent conductor of heat, allowing blades with copper coatings to dissipate heat more effectively during cutting. This is beneficial in sample preparation, where excessive heat can damage the material being cut. Copper-based coatings can also contribute to the wear resistance of the blade. While the primary wear-resistant component is the diamond abrasive, copper coatings provide additional resilience against abrasive environments.
-
Increased Durability: Anti-corrosion and wear-resistant coatings protect the steel core from environmental factors, extending the blade's lifespan.
-
Enhanced Performance: Surface treatments that improve bonding and reduce friction contribute to more consistent cutting performance and smoother cuts.
-
Reduced Maintenance: A steel core with effective surface treatment requires less maintenance, as it is less prone to rust and wear.
-
Improved Safety: By preventing delamination and ensuring a strong bond between the core and the diamond section, these treatments enhance the blade's safety during operation.
-
Structural Integrity: A hard core maintains its shape during cutting, preventing warping or bending under pressure. This integrity is crucial for achieving precise cuts and reducing blade wobble.
-
Resistance to Wear: Harder steel cores are more resistant to wear and abrasion, which contributes to the blade's longevity. This resistance is particularly important in high-stress cutting applications, where the core is subjected to significant friction.
-
Stable Diamond Bonding: A hard core provides a stable surface for bonding with the diamond section. This stability reduces the risk of delamination or diamond particle loss, ensuring consistent cutting performance.
-
Core Thickness and Design: Thicker cores generally require more hardness to maintain structural integrity. Design elements such as reinforcement points or patterns can also impact hardness requirements.
-
Resistance to Breakage: A strong core can handle the forces generated during cutting without fracturing or breaking. This resistance is essential for operator safety and blade reliability.
-
Flexibility and Toughness: While strength is critical, some degree of flexibility in the core allows it to absorb shocks and vibrations during cutting. This balance between strength and flexibility reduces the risk of blade breakage and contributes to smoother cutting action.
-
Support for Diamond Section: A strong core provides the necessary support for the diamond section, ensuring that it remains securely attached during cutting. This support helps maintain a consistent cutting edge and reduces the risk of blade failure.
-
Material Composition: The choice of steel alloy plays a significant role in determining hardness and strength. High-carbon steel and stainless steel are commonly used for their durability and resistance to wear.
-
Heat Treatment: Heat treatment processes, such as tempering and annealing, can enhance the core's hardness and strength. These processes involve controlled heating and cooling to achieve the desired properties.
-
Core Design and Manufacturing: The design of the steel core, including its thickness and reinforcement points, can impact its strength. A well-engineered core with uniform thickness provides greater stability and resistance to deformation.
-
Between 40 HRC and 60 HRC: This range provides a balance between hardness and flexibility. A core within this range is hard enough to resist wear and deformation, yet flexible enough to absorb shocks and vibrations during cutting.
-
Preventing Magnetic Interference: In certain metallographic analyses, such as electron microscopy or other techniques involving magnetic fields, a non-magnetic blade is essential to avoid interference. Magnetic materials can distort the results, leading to inaccurate readings.
-
Protecting Sensitive Instruments: When preparing samples for analysis using instruments sensitive to magnetic fields, such as scanning electron microscopes (SEM) or magnetic resonance imaging (MRI), a non-magnetic blade helps prevent damage to the equipment. This protection ensures that the samples can be analyzed without compromising the instruments' functionality.
-
Maintaining Sample Integrity: Some geological and metallographic samples contain minerals or metals with magnetic properties. Using a non-magnetic bronze-core blade ensures that these properties remain unaltered during cutting, preserving the sample's natural characteristics for accurate analysis.
-
Consistent Cutting Performance: A stable and strong core ensures that the blade remains rigid during cutting, leading to precise and consistent cuts.
-
Extended Blade Lifespan: Resistance to wear and breakage contributes to the blade's longevity, reducing the need for frequent replacements.
-
Enhanced Safety: A strong core reduces the risk of blade breakage, ensuring a safer cutting experience for the operator and the surrounding environment.

Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.

Selecting Right Wafering Blade for your application

Wafering Blade Usage Recommendations

Wafering Blade Case Studies
Diamond & CBN Wafering Blade Performance Metrics

Understanding & Comparing Diamond & CBN Wafering Blades
Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.