











































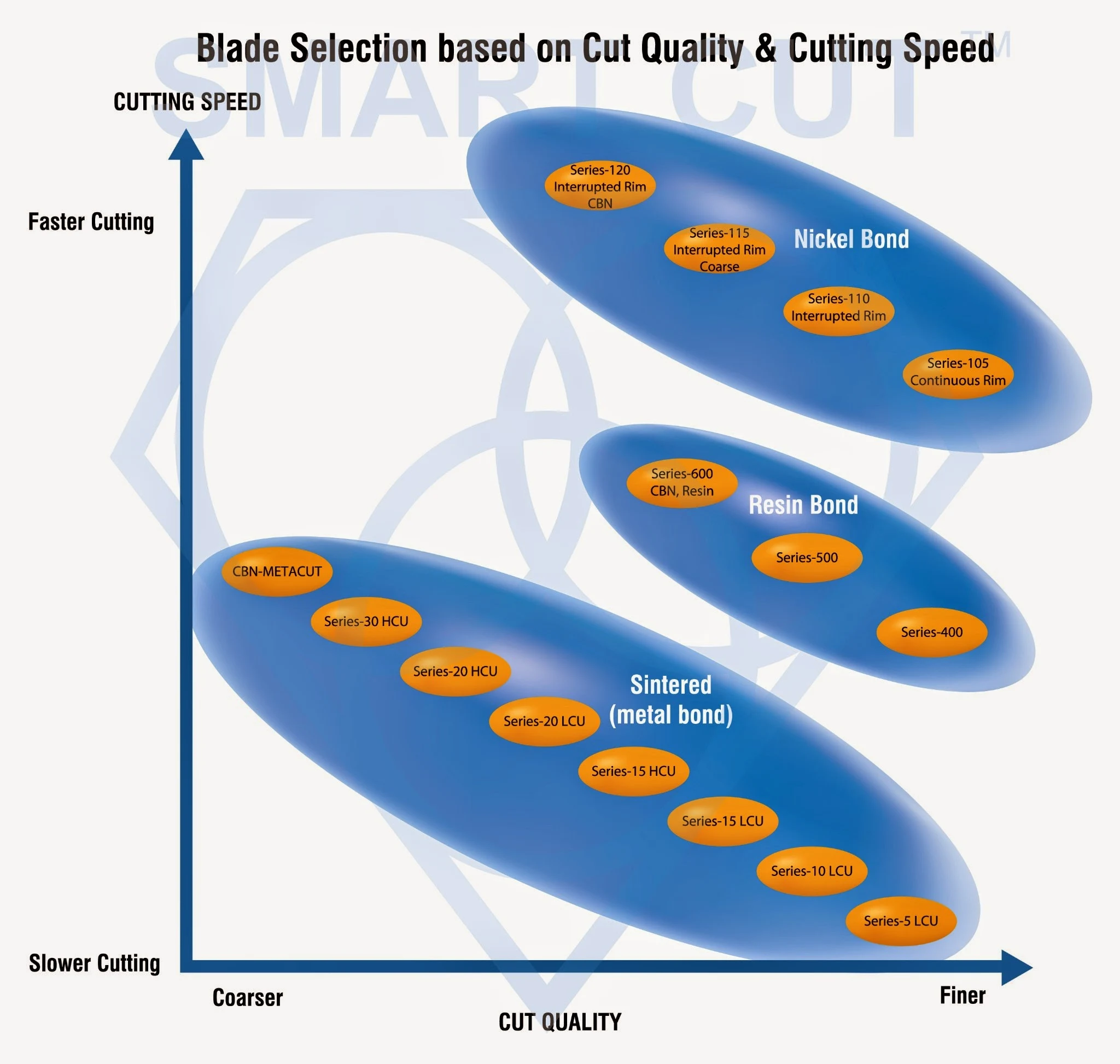
Selecting Right Wafering Blade for your application







-
 Plastic
Plastic
-
Very soft metals
-
Non-ferrous soft metals
-
Very ductile metals
-
(Ti) Soft ferrous metals
-
Medium soft ferrous metals
-
Medium soft ferrous metals
-
Medium hard ferrous metals Hard ferrous metals
-
Very hard ferrous metals
-
Extremely hard ferrous metals
-
Sintered carbides
-
Hard ceramics
-
Minerals and ceramics




-
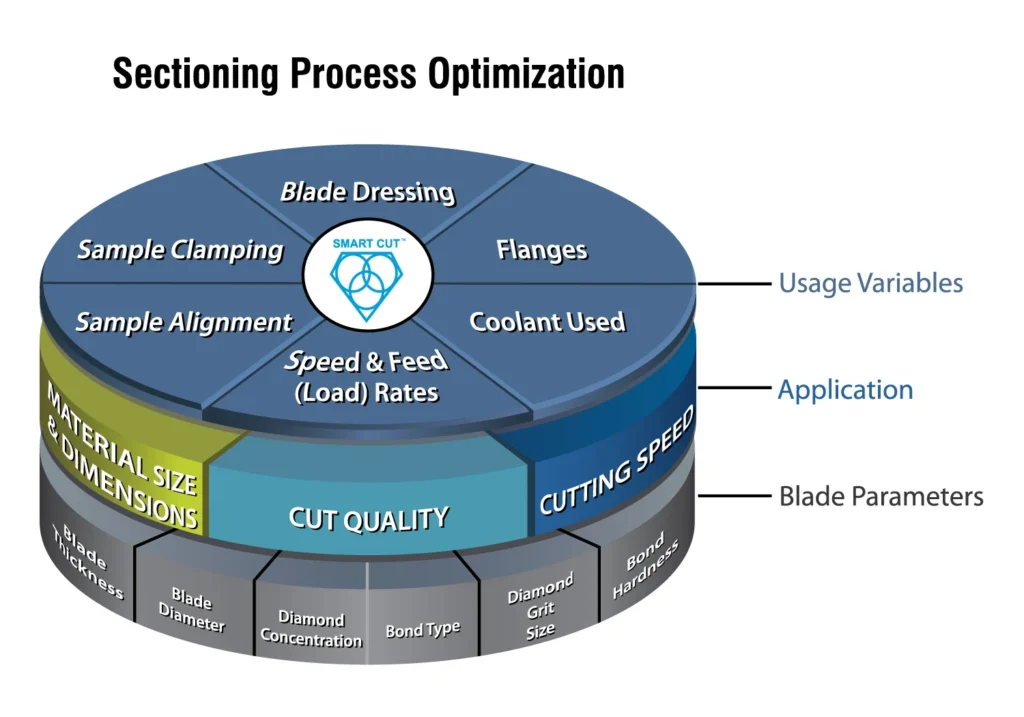
Material Being Cut
-
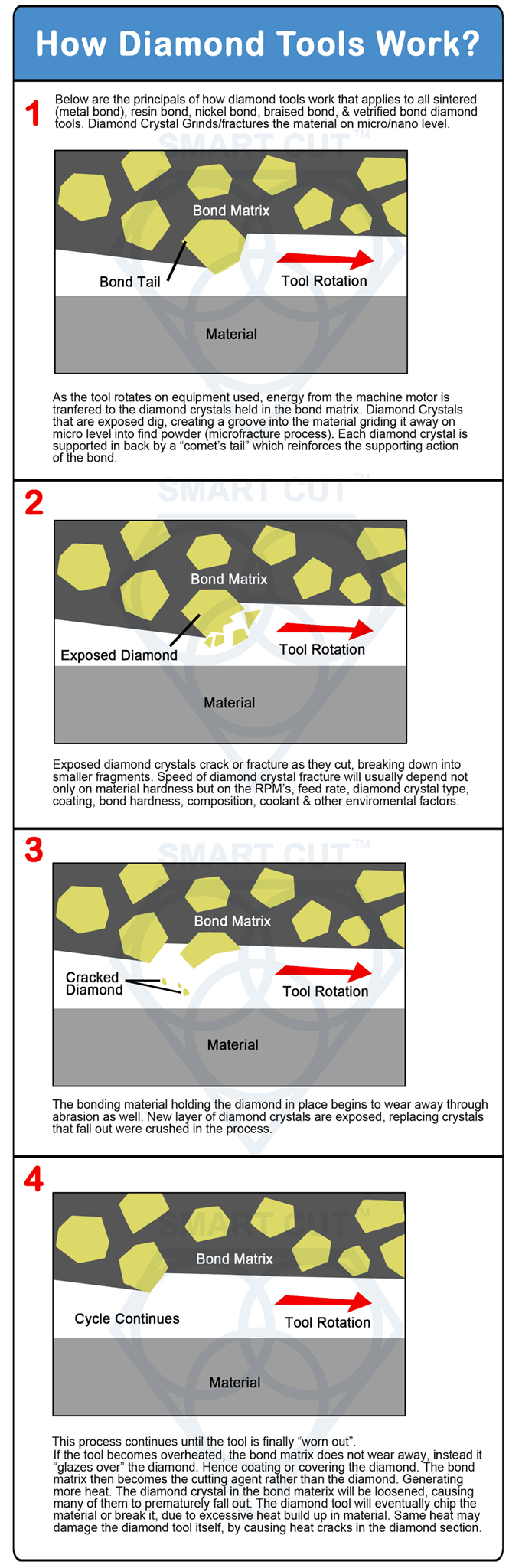
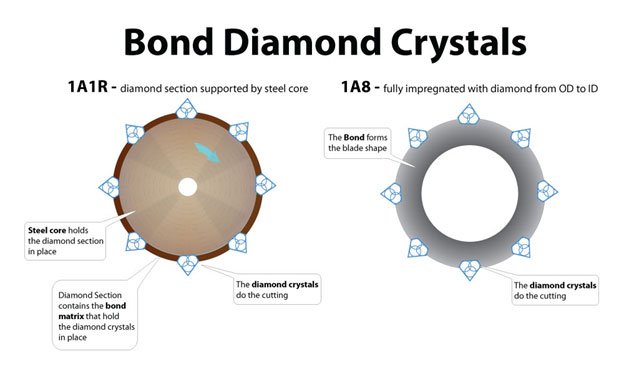
Bond Type and Hardness
-
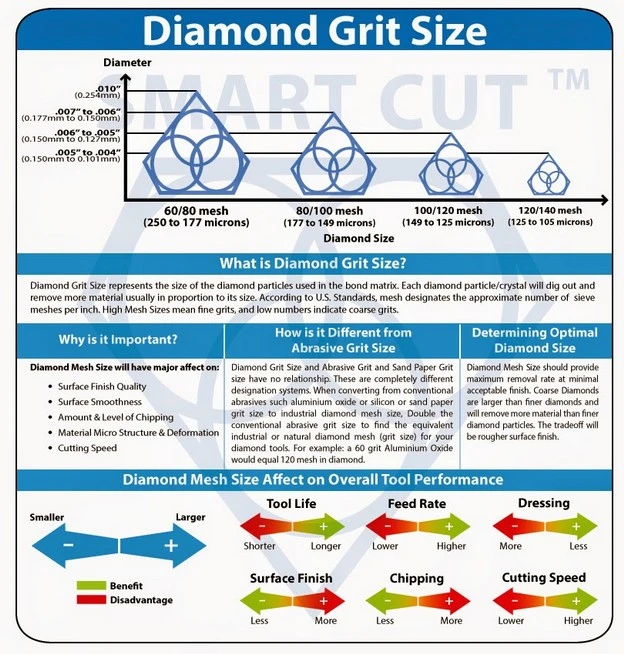
Diamond Mesh Size
-
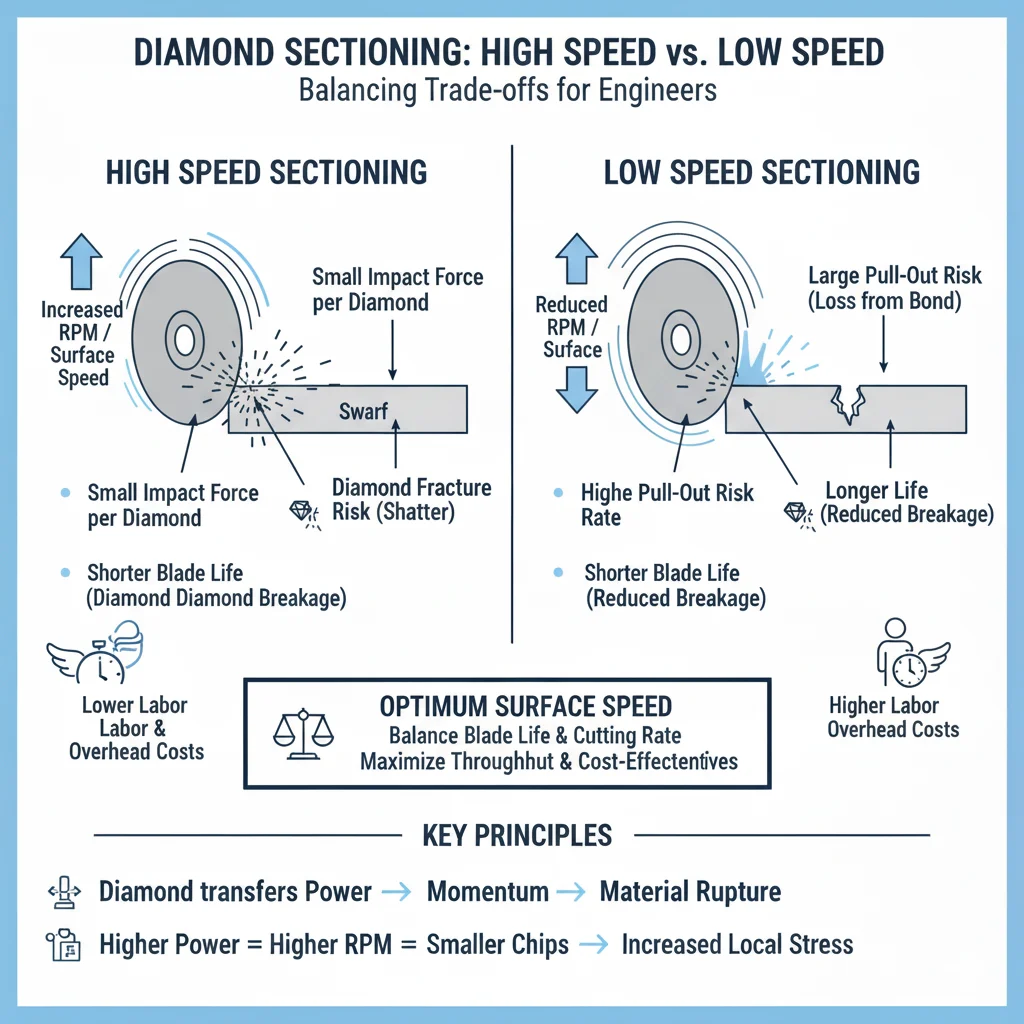
Cutting Speeds
-
Coolants being used





-
More Consistent cutting speeds
-
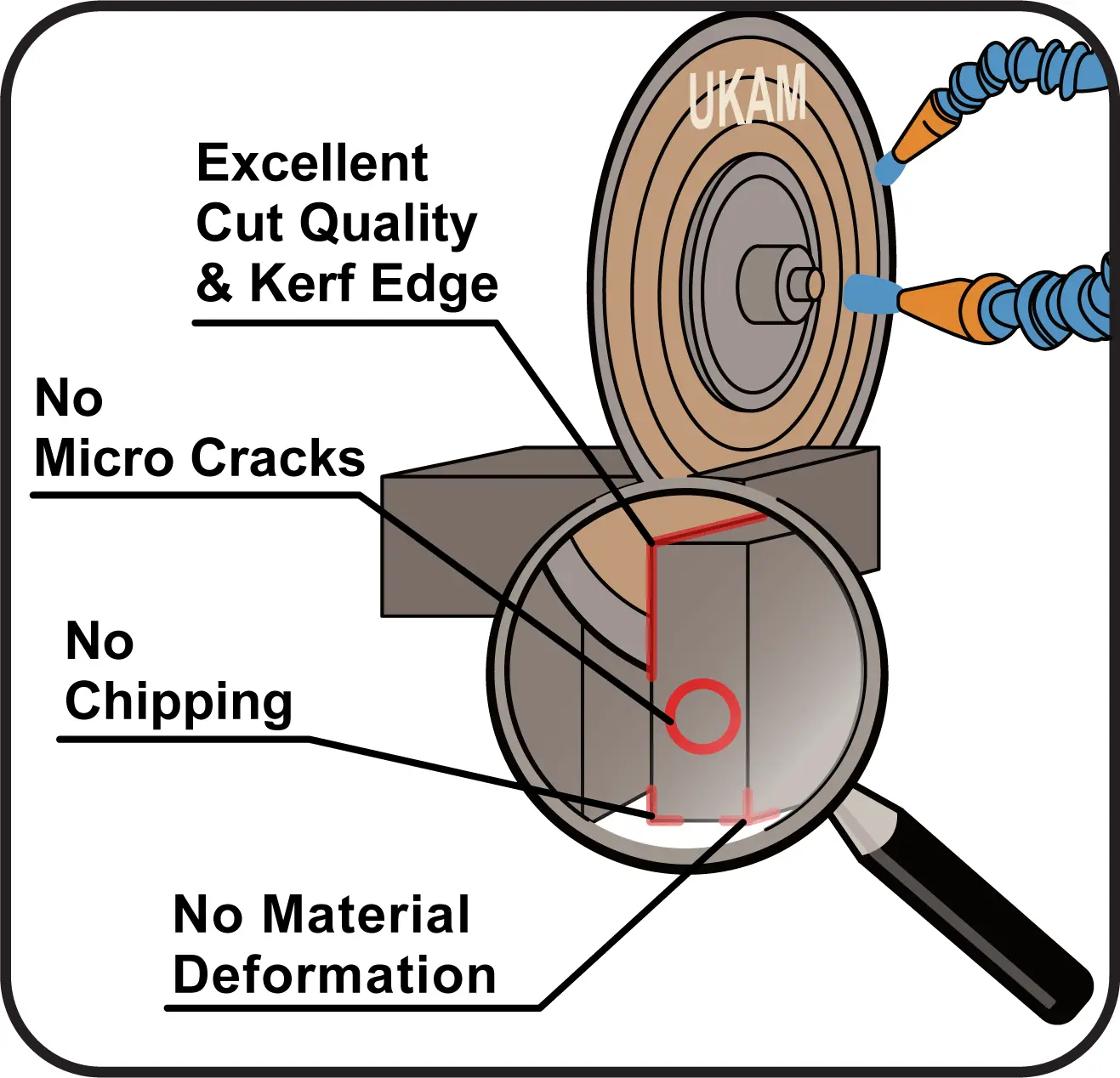
Minimal Chipping
-
Faster Cutting Action
-
Minimal Blade Dressing / Diamond Rexposure
-
Easier to Use / Less maintenance required
-
No Contamination






-
Cross application capabilities
-
Superior Long Life
-
More Consistency in Performance
-
More Durability
-
Less Material Deformation
-
No Contamination
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.

Wafering Blade Usage Recommendations

Wafering Blade Case Studies
Diamond & CBN Wafering Blade Performance Metrics

Understanding & Comparing Diamond & CBN Wafering Blades
Diamond & CBN Wafering Blade Guide
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.