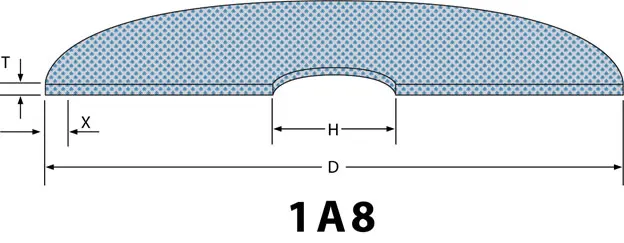
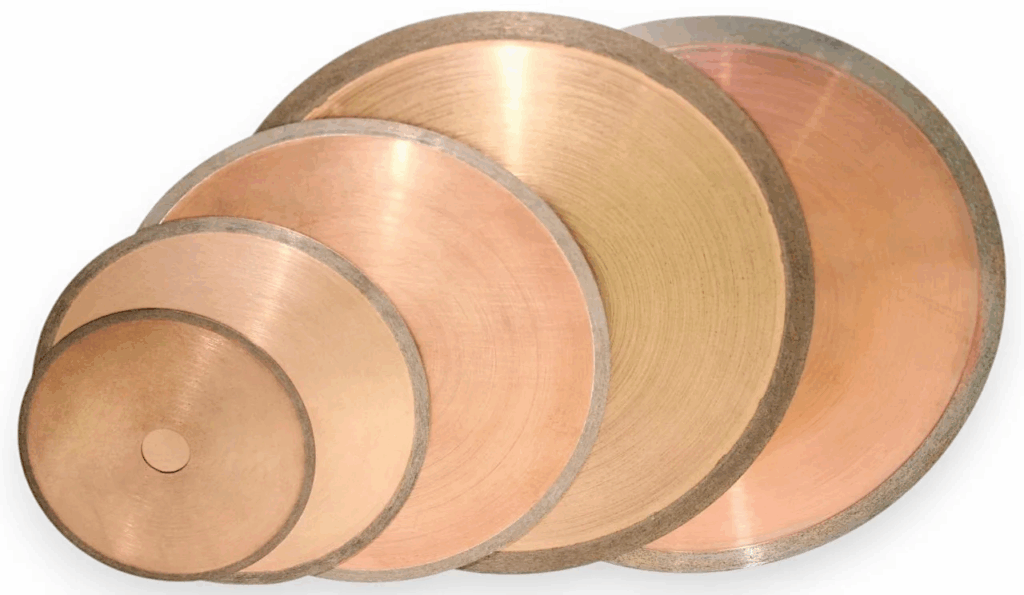
These types of blades may last as much as 3 to 4 standard blades with steel core put together. Since the entire blade is diamond and same thickness from OD to ID (with no thinner steel core to flex, warp, or loose its flatness). The fully sintered (metal bond) blades is more rigid. Providing minimum heat generation and stress to material being cut. This allows for thinner kerf thicknesses that would not be normally possible with wafering blades made with steel core, longer blade life, better cut quality and more rigidity. These are an excellent choice for sectioning large variety of ultra-hard and brittle materials, delicate samples, crystals, teeth, bones, composites, metals, and much more.

















































 (1)")


















 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")


 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")