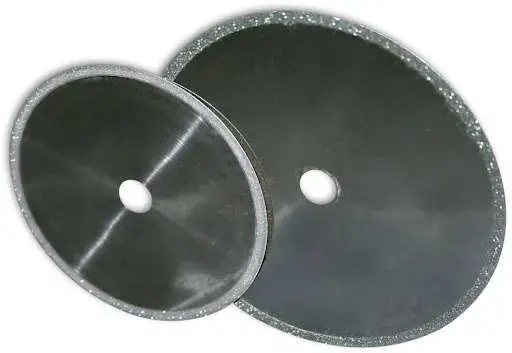
Product Type: Ultra Thin Abrasive Cut off Blades
Usage Compatibility: Suitable for all low and high-speed wafering saws and sectioning saws, including those from Buehler, Struers, and Leco.
Design Features
- Ultra Thin for minimal material loss
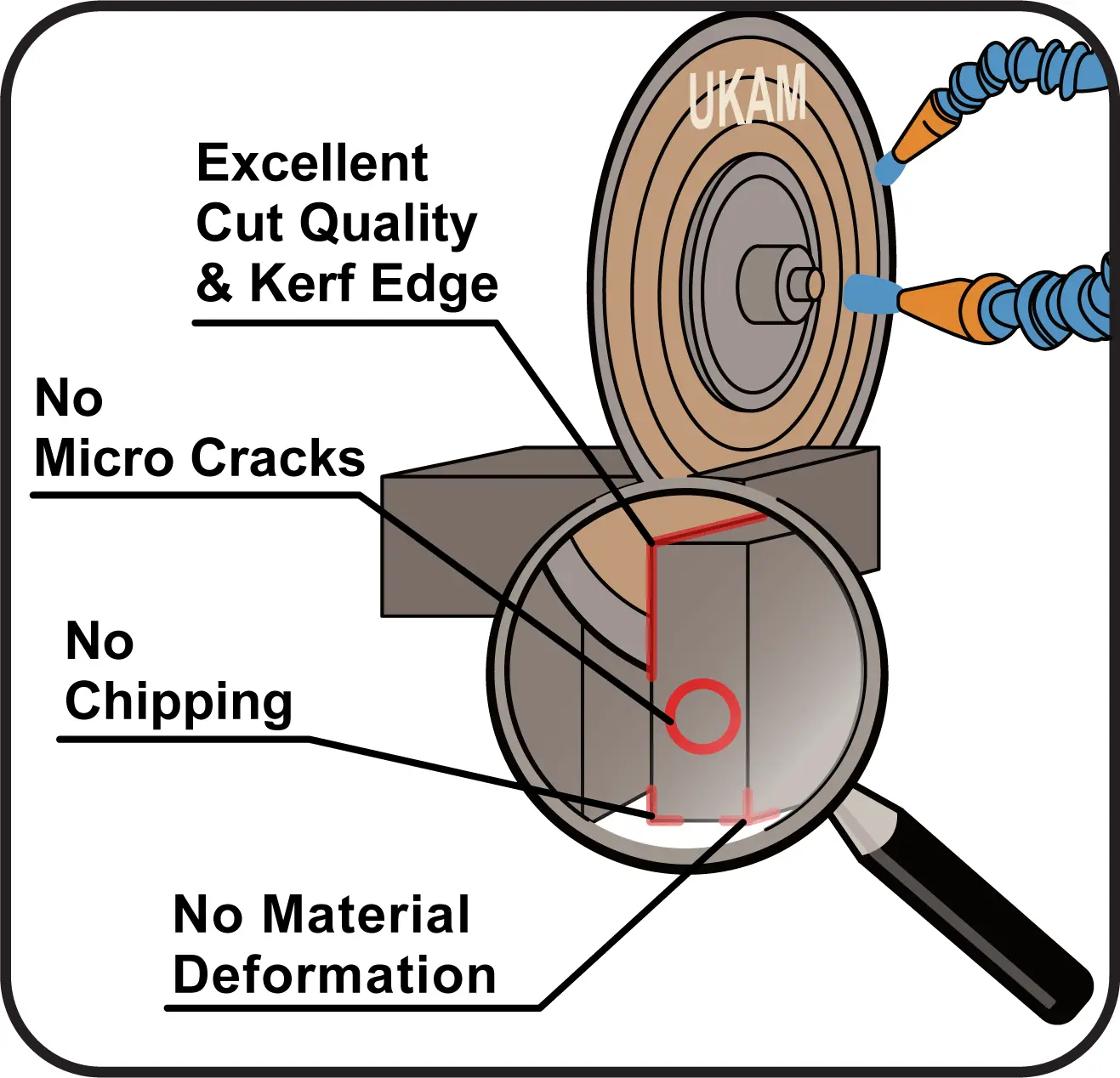
- Engineered for no burning and minimal surface deformation
- Formulated for cool cutting action to minimize structural damage
- Minimum kerf loss to save material and cost, particularly with expensive samples
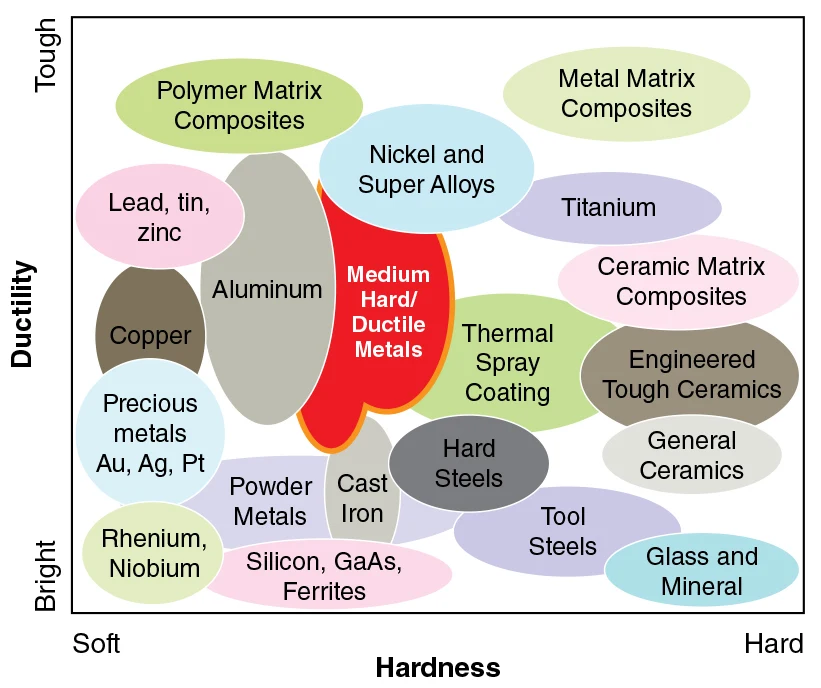
Material Specificity
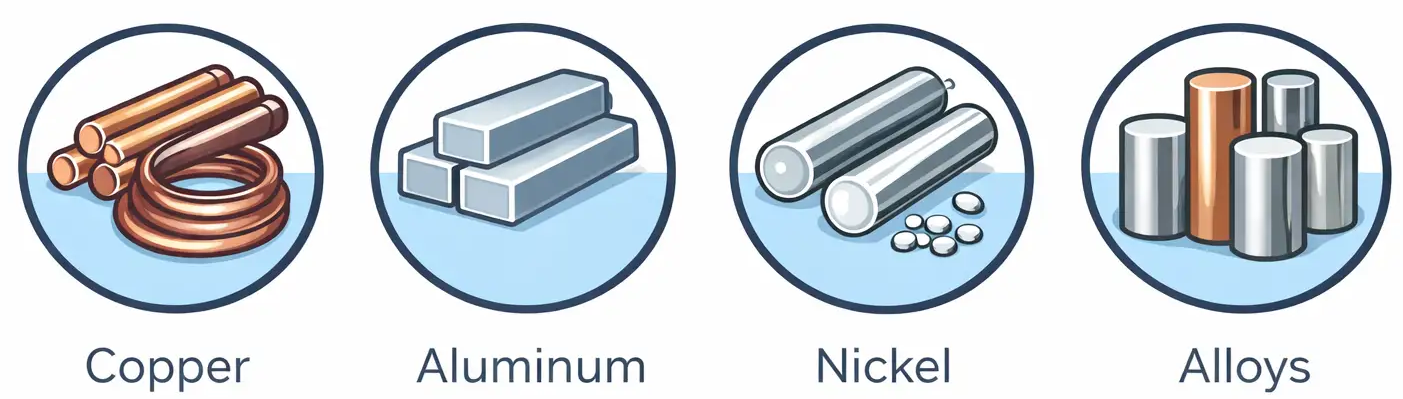
- Silicon Carbide (SiC) blades for non-ferrous/non-metallic materials (e.g., copper, aluminum, nickel alloys)
- Aluminum Oxide (Al2O3)blades for ferrous materials (e.g., carbon steel, cast iron, spring steel)
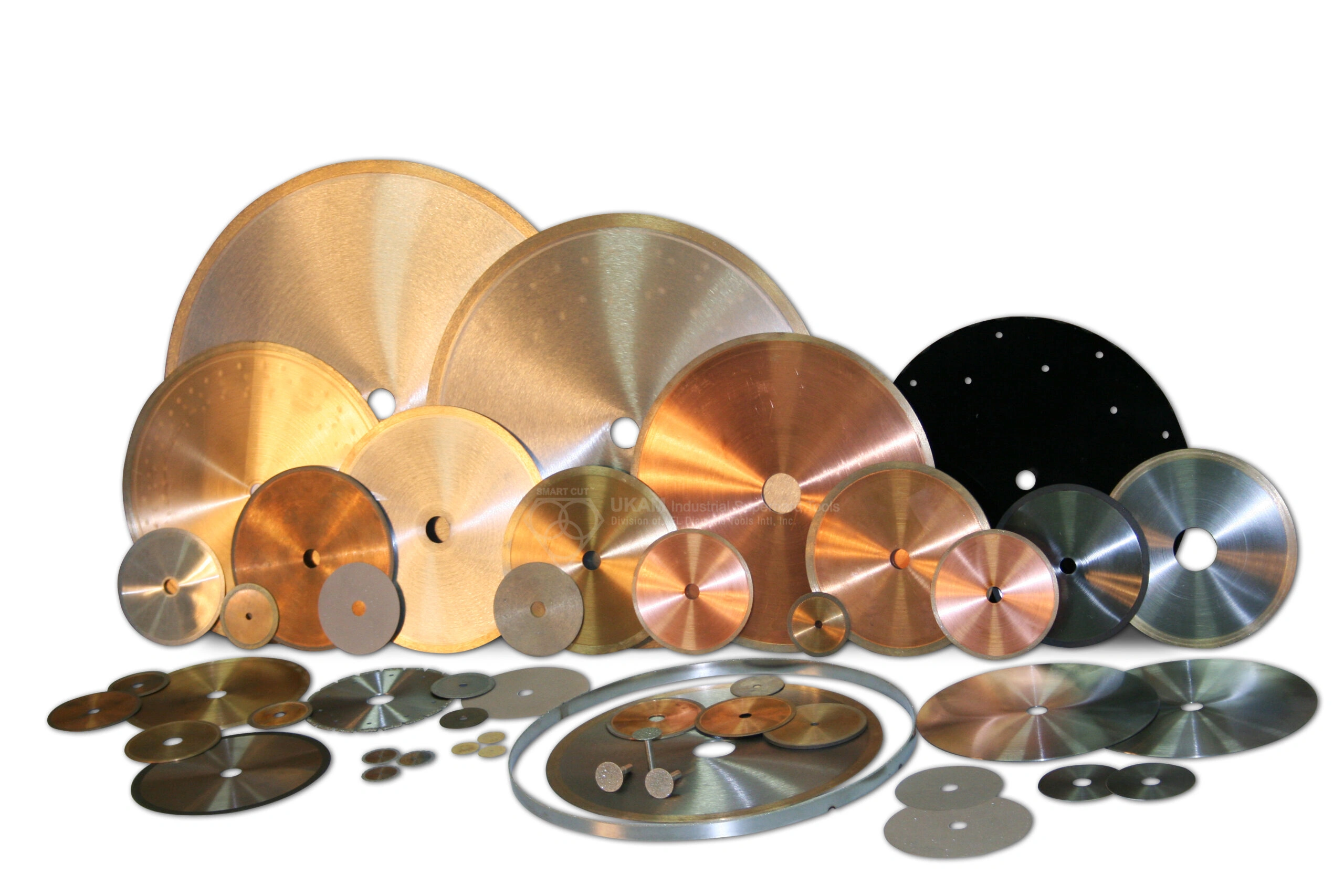
Dimensions
- Thickness range0.012” (0.3 mm) to 0.035” (0.8mm)
- Diameter range4” (100mm) to 8” (200mm)
- Standard arbor size½” (12.7mm)
Available Sizes and Grit
- Sizes from 4” to 8” diameter
- Medium grit specification
Packaging
- Sold in packages of 10 pieces
Equipment: Compatible with a variety of sectioning saws from brands like Buehler, Struers, Leco, etc.
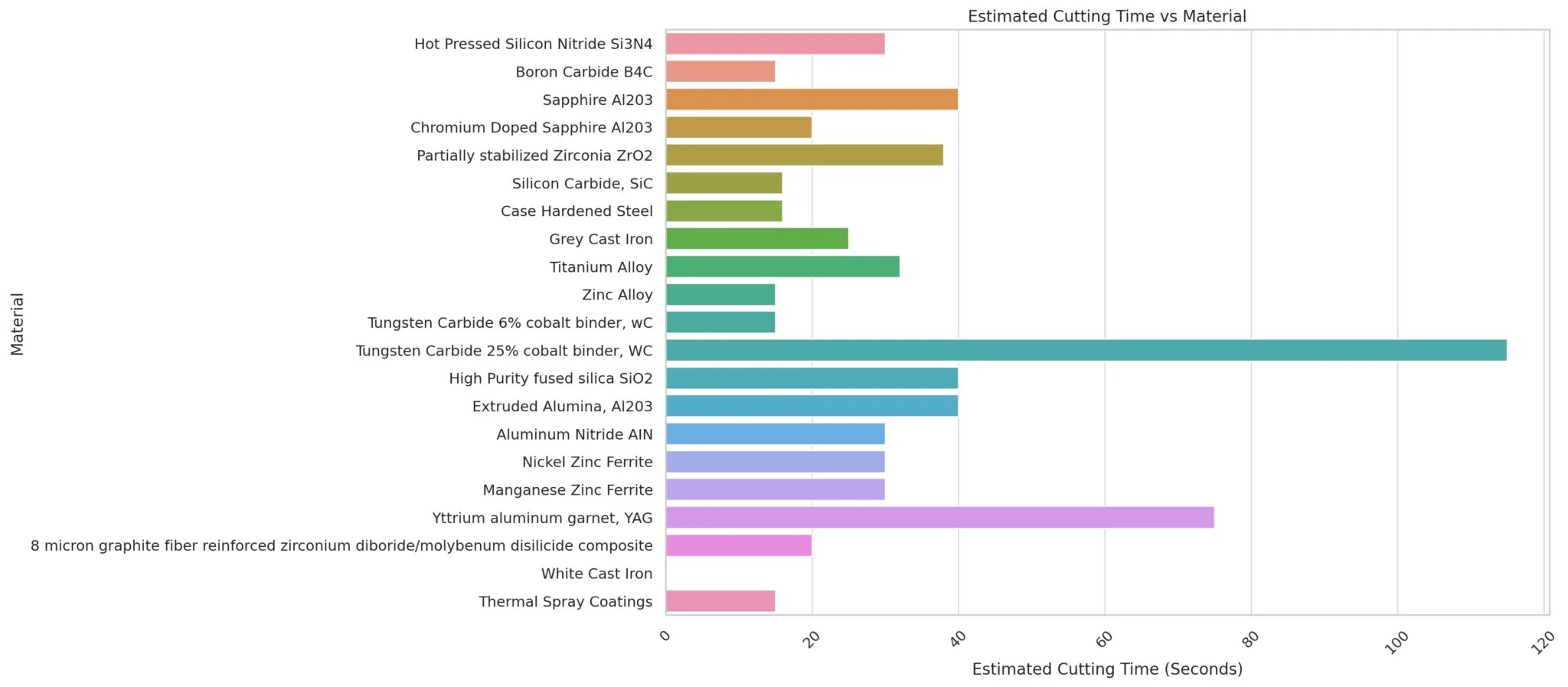
Materials: Effective on non-ferrous metals, ferrous metals, and assorted non-metallic substrates.




















































")



























 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")