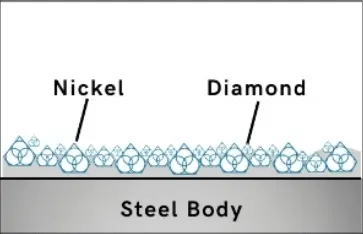
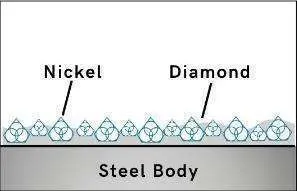
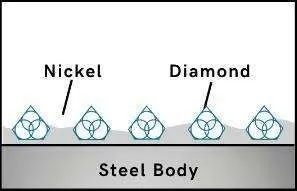
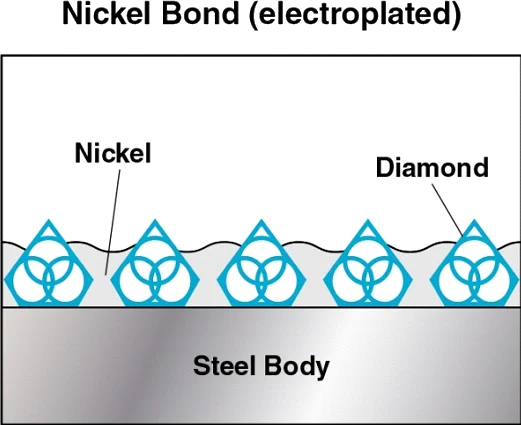
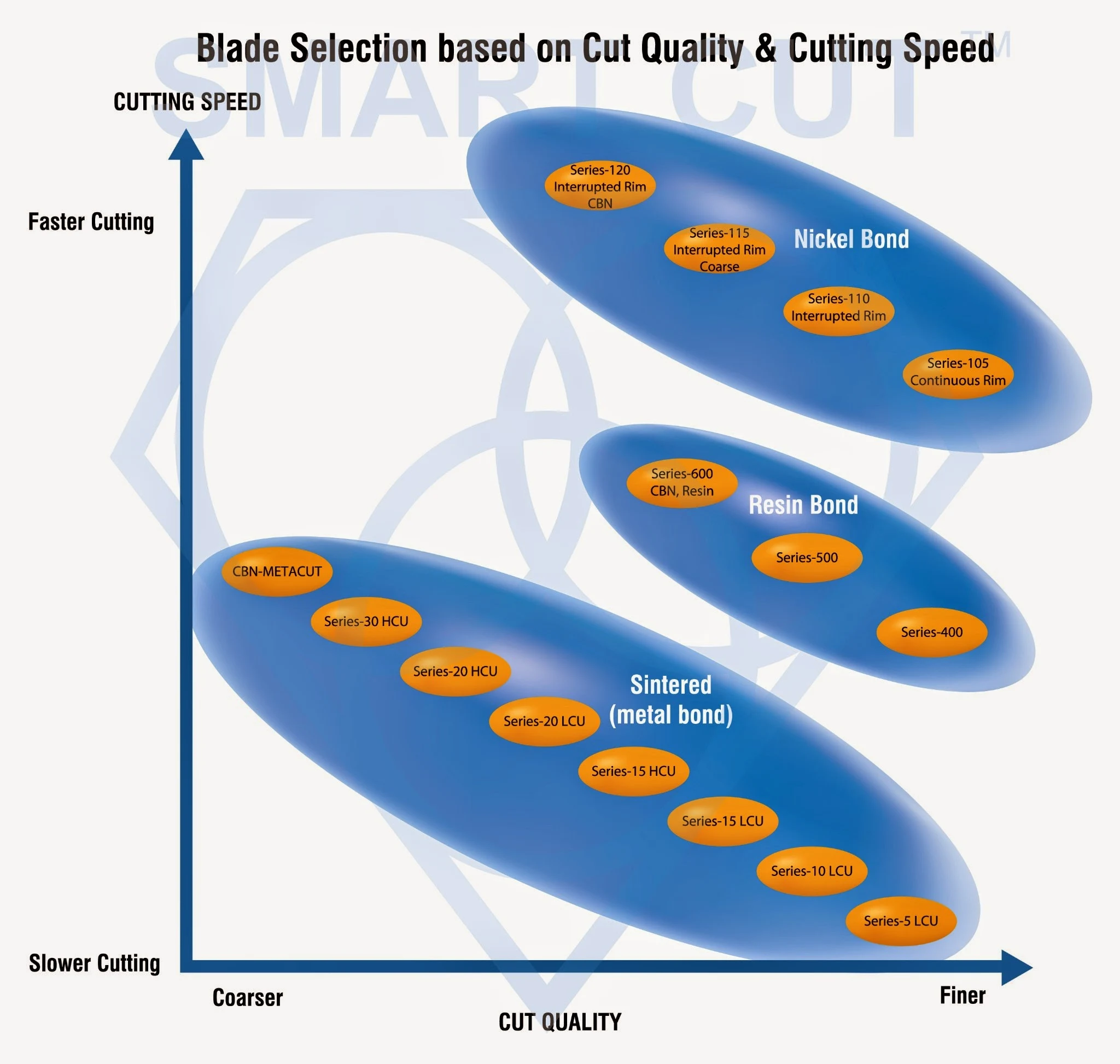
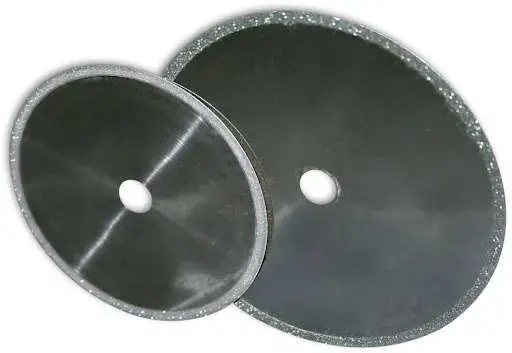
Recommended for cutting softer and more gummy materials, where sintered (metal bond) diamond wafering blades load up or glaze over frequently. Unlike sintered (meal bond) cutting blades where diamond is impregnated inside metal binder matrix based on bronze, copper, nickel and other alloys. Nickle bond blades have diamond exposed right on surface of the blade. Hence they are able to provide more faster and freer cutting action than their sintered (metal bond) counterparts.
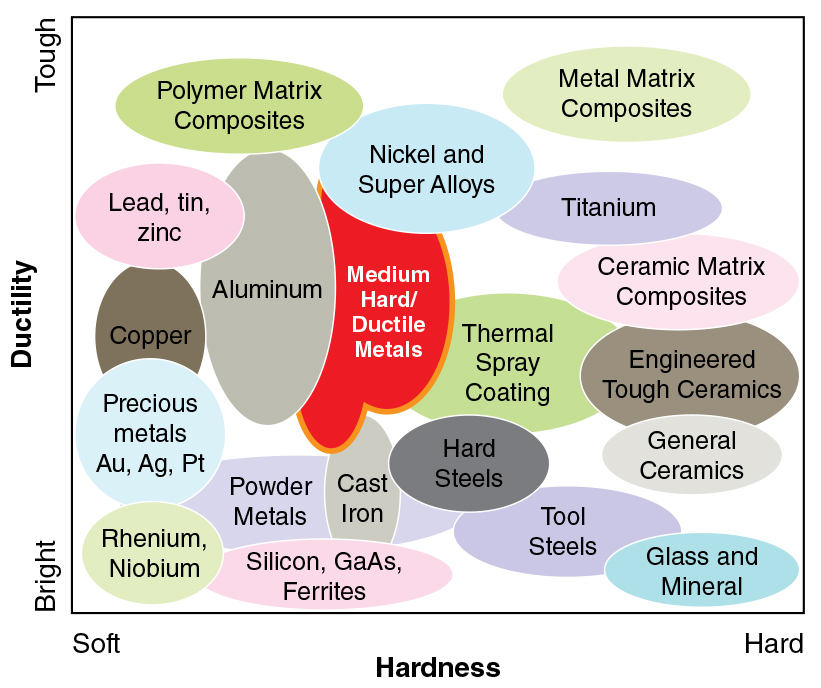
Nickel bond diamond wafering blades are particularly well suited for cutting thermosetting plastics, GRP, pre-sintered and pre-fired (green) materials, electro carbons, graphite, soft ferrites, farinaceous products, deep frozen fish, pones, pc boards, and etc.





























































 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")


 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")




















 x .010\" (0.25mm) x ½” (12.7mm) SMART CUT 105N Diamond, Nickel Bond Wafering Blades INTERRUPTED RIM")