































Diamond Drills Guide
02
Jun
-
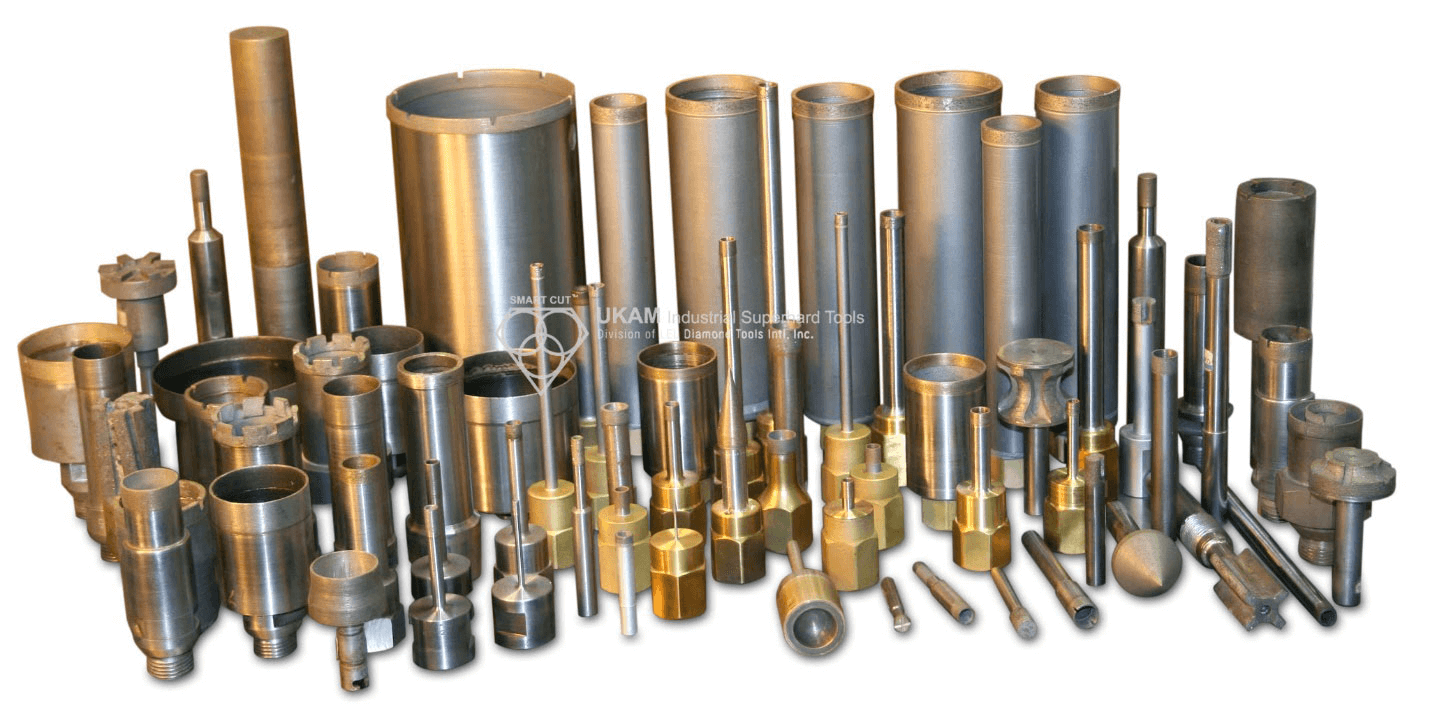
 diamond hollow core drills unmounted (tube only)
diamond hollow core drills unmounted (tube only)
-
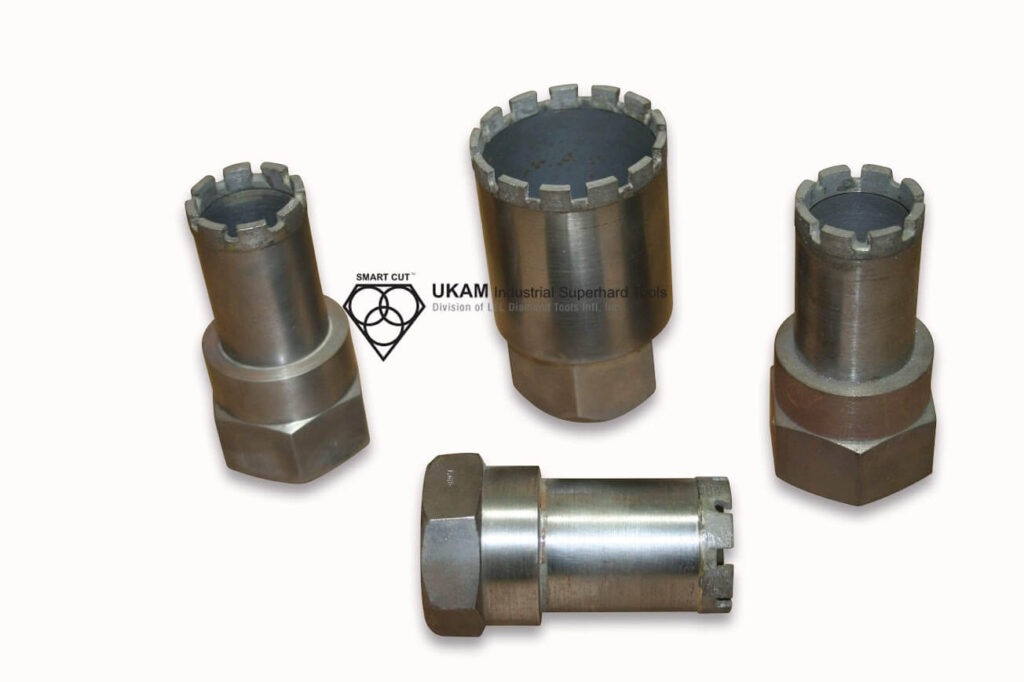
diamond hollow core drills mounted (with female or male thread or straight shank per client spec)
-
ID Core drills
-
non core formation
-
bottoming drills
-
diamond dual core drills.
-
disintegrating drills
-
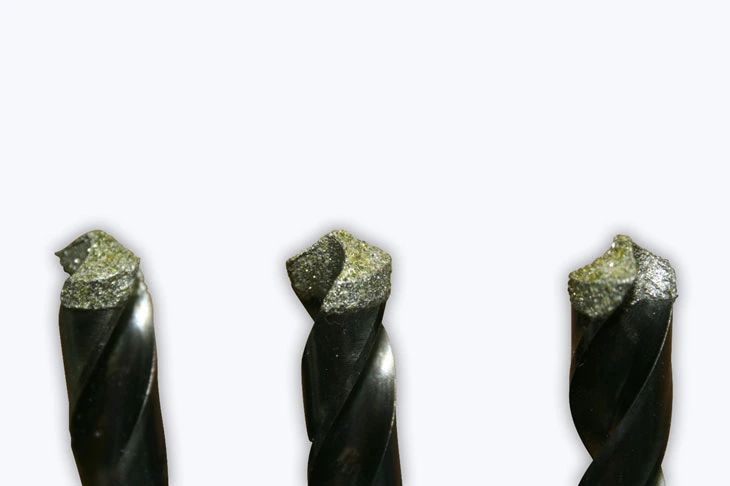
diamond micro drills
-
Large Diamond Drills
-
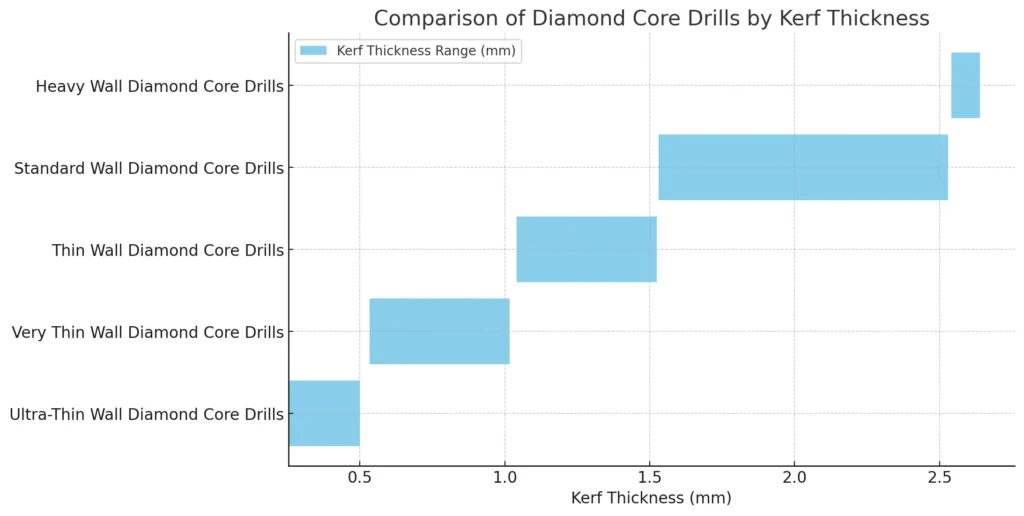
ultra thin wall diamond core drills
-
thin wall diamond core drills
-
standard wall diamond core drills
-
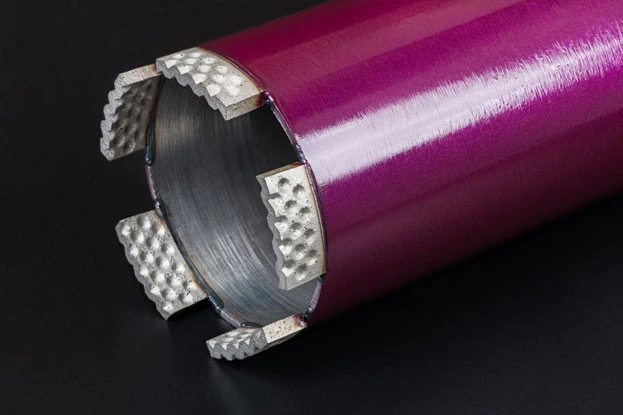
heavy wall diamond core drills
-
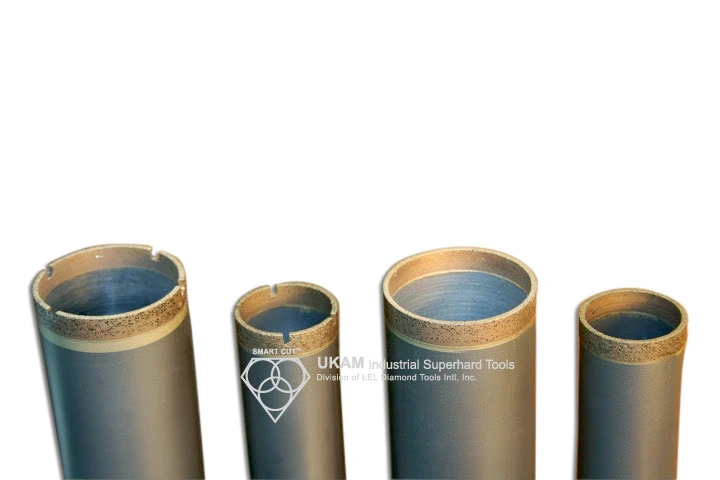
Continuous Rim (Crown) Diamond Core drills
-
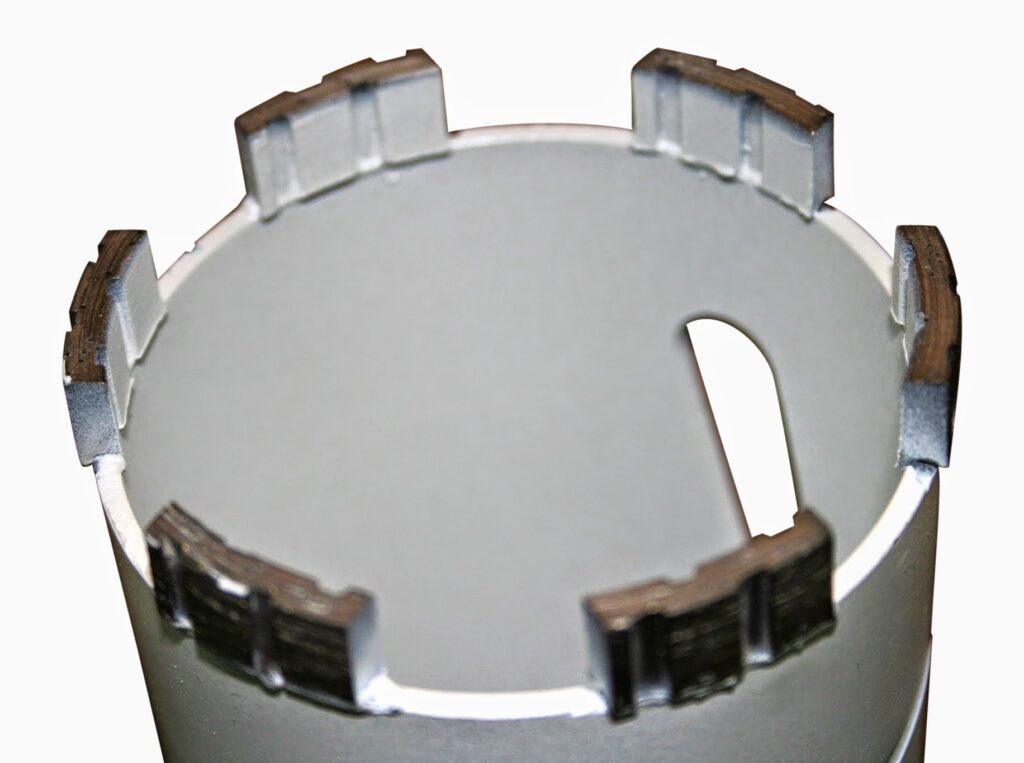
Slotted diamond core drills
-
segmented diamond core drills
-
diamond core drills for ultra sonic drilling machines
-
diamond core drills for ultra sonic drilling machines
-
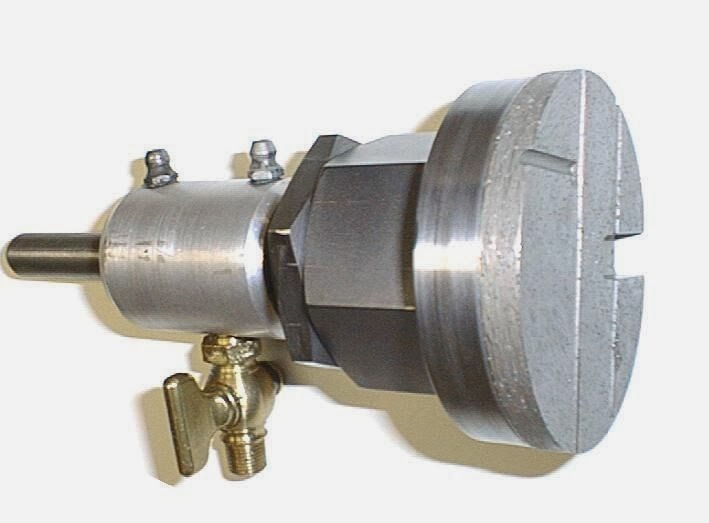
concrete & construction diamond core bits
-
Diamond hole saws





























-
Recommended Operating Speed: 7,000-10,000 RPM
-
Maximum Operating Speed: 30,000 RPM
-
Ceramic, tile, and related materials
-
Advanced ceramics
-
Glass and quartz
-
Optical materials
-
Composites
-
Natural and synthetic stones
-
Semi-precious and precious stones
-
Many other materials

-
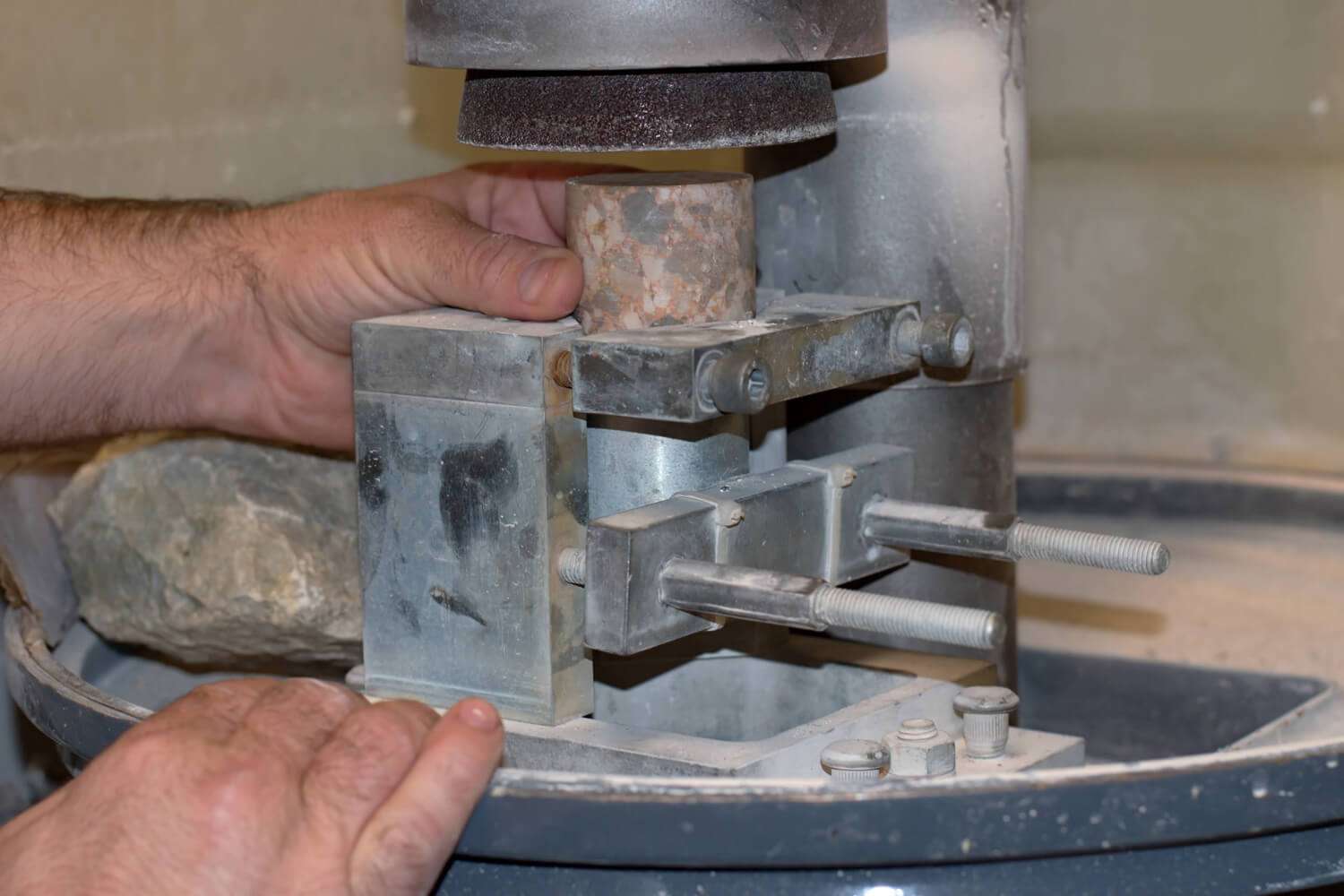
Geological Sampling: Extracting core samples from rocks for analysis.
-
Materials Engineering: Obtaining cores from composites and metals for testing.
-
Glass and Ceramics: Drilling through delicate materials for arts, crafts, and industrial applications.
-
Biomedical: Extracting bone samples in medical research.
-
Diameter: Tailoring the drill diameter to the specificity of the project.
-
Drill Depth: Adjusting the length of the drill to suit the depth requirements of the material being penetrated.
-
Wall Thickness: Modifying the wall thickness for additional stability or flexibility as required.
-
Diamond Grit Size: Choosing a grit size that matches the hardness and abrasiveness of the material to optimize drilling efficiency and prolong the life of the drill.
-
Gemstones: Carefully enlarging holes in precious and semi-precious stones for jewelry making.
-
Glass and Ceramics: Crafting and modifying art pieces or industrial components.
-
Composite Materials: Adjusting or creating component fittings in high-tech applications.













-
Efficient Material Removal: Allows for quick removal of material without core retention.
-
Enhanced Precision: Ideal for creating flat-bottom holes and precise endpoints.
-
Versatile Applications: Suitable for various industries including electronics and engineering.
-
Reduced Waste: Minimizes material wastage, crucial when working with valuable substrates.
-
Adaptable to Various Materials: Effective on a wide range of materials from metals to ceramics.




























-
Less loss of material
-
Minimum material deformation
-
Less heat generation
-
Faster drilling speed
-
Less chipping
-
Better surface finish quality
-
High Diamond Concentration
-
Smooth Surface Finish Quality
-
Fast Drilling & Consistent Performance
-
Superior Quality & Consistency
-
Preserves True Material Micro Structure
-
Long Life in Industry









-
Long Lifespan: Designed to endure over extended periods of use.
-
High Durability: Robust construction withstands rigorous conditions.
-
Tolerance to Operator Errors: Forgiving of mistakes during use.
-
Compatibility with Handheld Drilling Equipment: Suitable for use with portable drill setups.



-
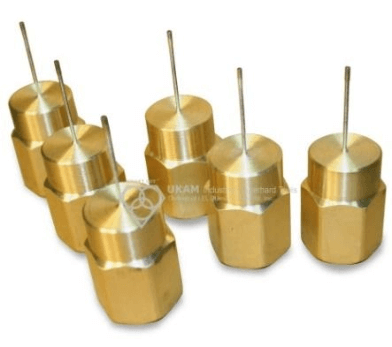
The shank diameter varies widely, with standard sizes typically including 3mm, 6mm, 8mm, 10mm, and 12mm, but extending from as small as 1mm to over 25mm to fit various collets and chucks.
-
The shank length usually ranges from 30mm to 60mm, depending on the drill's size and intended use, with longer shanks useful for deeper drilling or when extra clearance is needed.
-
For diamond core drills intended for wet drilling, which helps to reduce heat and extend tool life, the shank might include a hole to allow for water or coolant passage. This hole generally measures between 1mm and 3mm in diameter, tailored to the drill size and the necessary coolant flow for effective cooling.

-
Accuracy: The pilot ensures the drilling starts exactly at the predetermined mark, enhancing the overall precision of the drilling process.
-
Reduced Risk: It significantly lowers the likelihood of drill misalignment or deviation from the target point, which can be critical in high-precision tasks.
-
Better Finish: The pilot helps achieve a cleaner and more controlled entry into the material, leading to smoother hole walls and a more refined finish.















-
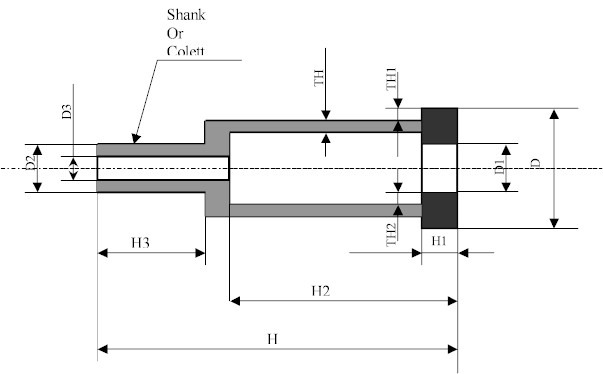
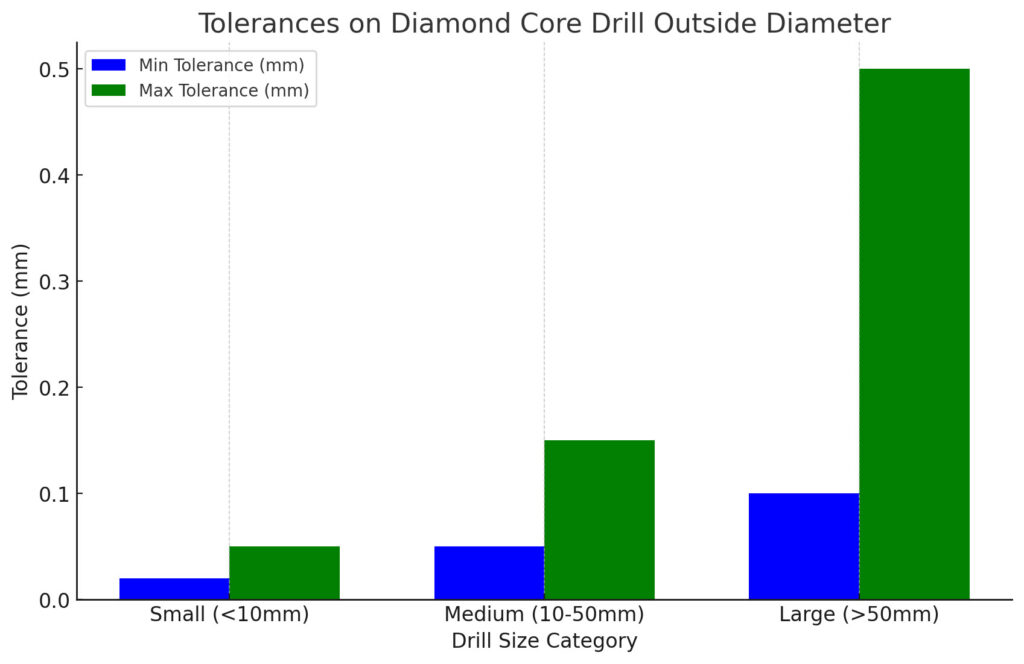
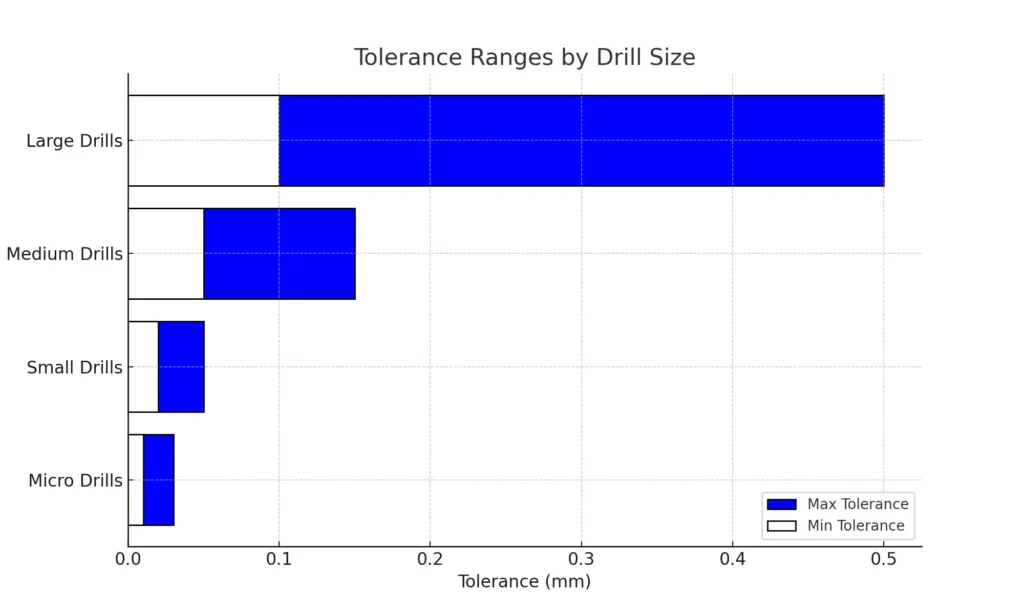
D (Outside Diameter):The outermost diameter of the drill bit. Tolerance for this dimension ensures the bit fits properly in the drill chuck or holder.
-
D1 (Inside Diameter):The diameter of the inner cavity or bore of the drill bit. Ensures proper passage for the drilled material.
-
D2 (Shank Diameter or Thread Diameter): The diameter of the shank or threaded portion of the bit. Ensures a secure fit in the chuck or collet.
-
D3 (Shank Inside Diameter): If the shank is hollow, this is the inside diameter.
-
H (Total Drill Length):The overall length of the diamond drill from end to end.
-
H1 (Diamond Depth): The height of the diamond section, the tool will continue to operate until the diamond section is completely wornout
-
H2 (Drilling Depth): The maximum depth the diamond drill can reach during operation.
-
H3 (Shank Length): The length of the shank that fits into the drill chuck or holder.
-
TH (Drill Tube Wall Thickness): The thickness of the drill tube wall, ensuring structural integrity.
-
TH1 (Outside Diameter Diamond Section Relief): The thickness of the material around the diamond section.
-
TH2 (Inside Diameter Diamond Section Relief): The thickness of the inner wall around the diamond section.
-
D (Outside Diameter): Tolerance could be +0.00050 inches to .050”/ -0.000 inches.
-
D1 (Inside Diameter): Tolerance typically around ±0.005 to .050” inches to ensure a precise fit.
-
D2 (Shank Diameter): Tolerance of +0.001 inches / -0.000 inches for a secure fit.
-
H (Total Length): Tolerance might be ±0.005 inches to ensure consistency in length.
-
TH (Wall Thickness): Tolerance could be ±0.005” inches to maintain structural integrity.
-
Concentricity Tolerance - Concentricity ensures the alignment of the diamond drill's outer and inner diameters with the central axis. Proper concentricity minimizes vibration and wear during high-speed rotation, enhancing the precision of drilling.
-
Surface Finish Tolerance - The surface finish of both the cutting edge and the shank must meet specified roughness levels to ensure smooth operation, efficient cutting, and secure holding in the chuck. Surface finish is measured in terms of average roughness (Ra).
-
Chamfer Tolerance - Chamfer dimensions on the cutting edges or shank ensure proper entry and seating in the workpiece or chuck. Precise chamfer tolerances help in reducing chipping and improving the tool's lifespan.
-
Roundness Tolerance - Roundness ensures that the cross-sectional shape of the drill is perfectly circular. This is critical for minimizing eccentric rotation and maintaining balance during operation.
-
Thread Tolerance - If the shank includes threads, the thread pitch, depth, and angle must meet precise tolerances to ensure secure and stable attachment to the drilling equipment.
-
Clearance Tolerances - Clearances, especially at the tip and along the cutting edges, must be maintained to ensure smooth chip evacuation and reduce heat buildup during drilling.
-
Runout refers to the deviation of the drill's rotational surface from a perfect circle, which includes both axial and radial runout. Maintaining tight runout tolerances is crucial for ensuring the precision and stability of the drill during high-speed operations.
-
Perpendicularity Tolerances ensures that the axis of the drill is perpendicular to its base or mounting surface. This is critical for accurate drilling and preventing skewed holes.
-
Cylindricity Tolerance measures how closely the shape of the cylindrical part of the drill (such as the shank) approaches a true cylinder. This ensures consistent performance and fit within the machine chuck.
-
Profile Tolerance controls the variation in the profile of the drill, particularly the cutting edge geometry. This ensures that the cutting edges are uniform and effective in material removal.
-
Total Indicated Runout TIR combines both axial and radial runout into a single measurement. It ensures that the drill rotates smoothly without significant deviation, critical for high-speed operations.






-
TH1 (Outside Diameter Relief): Typically ranges from 0.001 to 0.005 inches (0.025 to 0.125 mm). This slight reduction ensures that the diamond cutting edges make optimal contact with the material without excessive friction on the drill's body.
-
TH2 (Inside Diameter Relief): Generally ranges from 0.002 to 0.010 inches (0.05 to 0.25 mm). A greater relief on the inside diameter allows for more effective swarf clearance, reducing the risk of clogging and maintaining a smoother drilling process.
-
Material Hardness: Harder materials often require greater relief to reduce friction and heat.
-
Core Drill Diameter: Smaller diameter drills tend to have less relief compared to larger diameters
-
Application & Cutting Speed: High-speed drilling may need more relief to prevent binding and ensure efficient swarf removal.


02
Jun
Select right Diamond Drill for your application
Learn important diamond drill methodology. understand diamond drill specifications and their differences Selecting the right Diamond Drills/Bits for your application is key to obtaining desired diamond drilling results. Using the Right Diamond Drill will...

02
Jun
How to Properly Use Precision Diamond Drills
Step by step guide on how to properly use and care for your diamond drills. Selecting the right diamond drill/diamond drill bit parameters, often involves a trial and error process. Many which can be avoided...
02
Jun
Diamond Drills Guide
Diamond are used across large variety of industries and applications. This guide explores the wide range of diamond drill types, including hollow core drills designed for removing a cylindrical core, non-core formation drills that grind...

02
Jun
Diamond Tools Guide – Selecting Right Drills & Tools for your application
These tools are used for many different industries grinding and shaping material into different forms, expanding exiting inside diameters, grinding, finishing and polishing existing material. Grinding different angles and radius, creating cavities of various forms,...

02
Jun
Optimizing your Diamond Drilling Operation
There are numerous factors that influence the performance of diamond drills. Understanding these factors helps users select the appropriate diamond drill specifications for their specific applications, optimizing drilling operations to achieve maximum efficiency....

02
Jun
Micro Drilling Guide
Share this Article with Friend or Colleague
In order for you to get the most out of your diamond micro drill or carbide / high speed steel micro drill, we strongly urge you to read...

02
Jun
Selecting Right Drilling Equipment for your Application. What you features & functionality you should look for?
Share this Article with Friend or Colleague
There are hundreds or even thousands of different drilling equipment options. Selecting the right equipment for a specific application involves carefully considering several variables and attributes of the...

03
May
Diamond Core Drill & Drill Trouble Shooting Guide
Learn the most common problems most people have in using diamond drills. How to resolve them and avoid them in first place
https://ukam.com/wp-content/uploads/2024/07/diamond-drill-troublehsooting-guide.mp4
Troubleshooting Drilling Problems
Having issues with your diamond drilling operation? This Illustrated Guide...

09
Sep
Understanding & Calculating Return on Investment for Diamond Core Drills & Other Tools
The term "ROI" (Return On Investment) is widely used across industries, often interpreted differently depending on the context. However, few truly understand what ROI represents and its specific implications, particularly in the context of diamond...

09
Sep
Understanding Tradeoffs – Searching for Perfect Diamond Drill & Tool
Choosing the right diamond drill or tool can significantly impact efficiency, cost, and quality. However, this is not a simple and clear-cut process. Selecting the optimal drill or tool involves navigating a complex landscape of...

09
Oct
Why Use Diamond Drills?
Diamond, known as the hardest material on Earth, enables diamond drills and tools to grind away material at a micro (nano) scale. This extreme hardness allows diamond tools to effectively work on materials with a...














