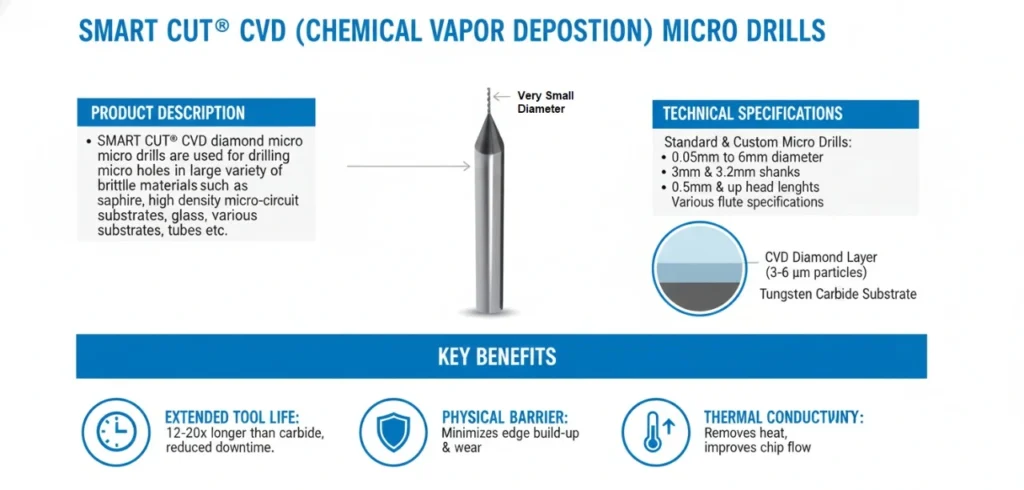
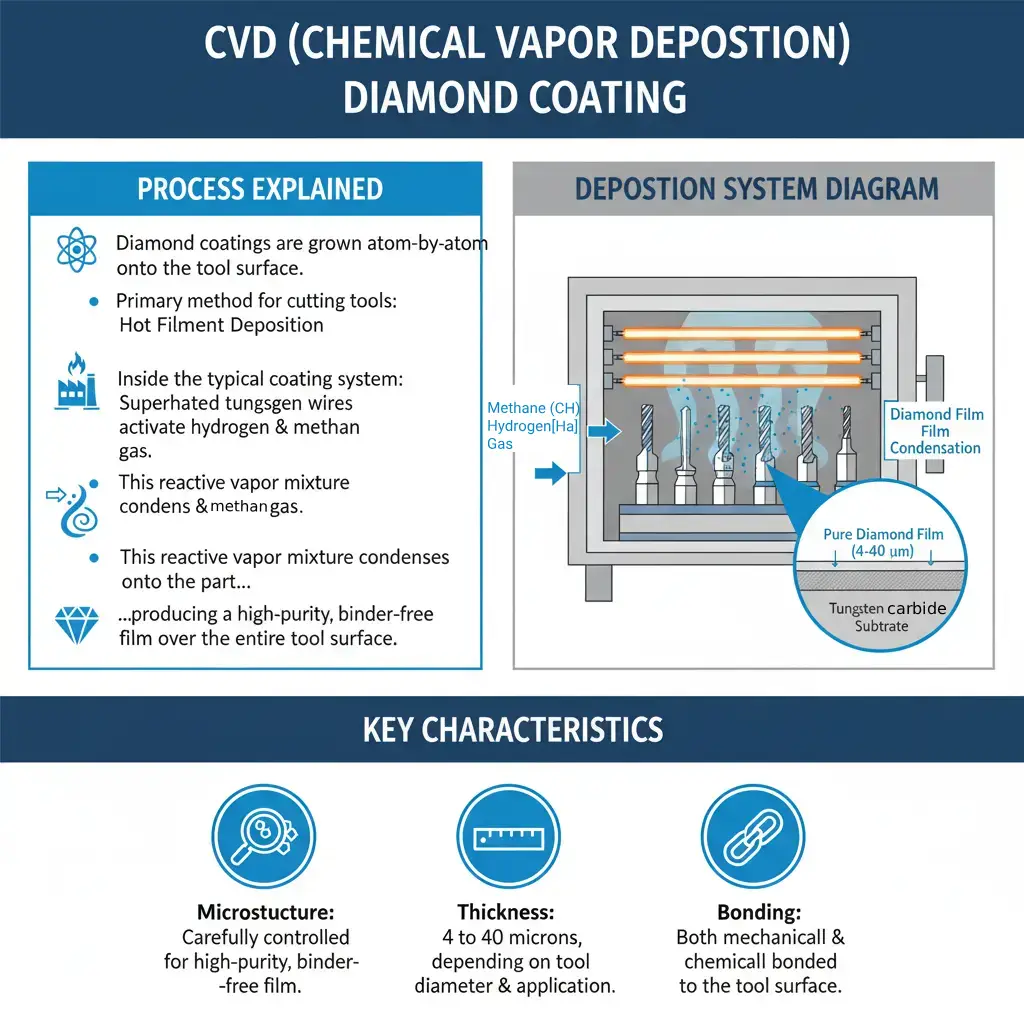
The CVD diamond coating provides exceptional resistance to wear, heat, and edge chipping. Acting as a physical barrier against friction and abrasion, it significantly reduces cutting edge wear and extends tool life 12 to 20 times longer than standard carbide micro drills. The high thermal conductivity of the diamond coating transfers heat away from the cutting edge, preventing overheating and micro-fracturing of both the tool and the work material. This efficient heat dissipation also improves chip evacuation and lubrication, resulting in cleaner holes, smoother surfaces, and higher cutting consistency.
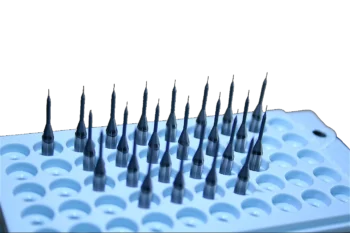
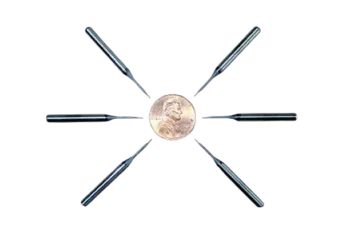
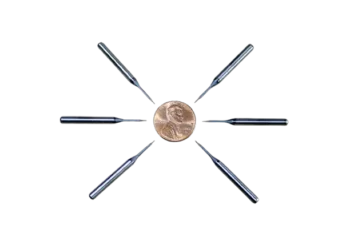
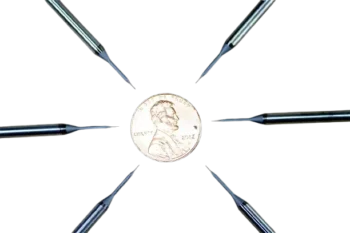
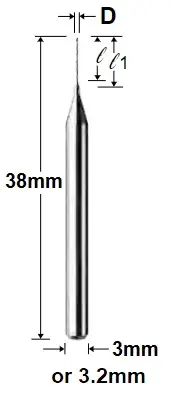
SMART CUT® CVD Diamond Micro Drills are available in a wide range of diameters from 0.05 mm to 6 mm (0.0015″ to 0.240″), with shank diameters of 3 mm and 3.175 mm (1/8″). Head lengths start at 0.5 mm (.020″) and can be produced longer upon request. Multiple flute geometries are available to optimize chip removal, cutting stability, and feed control for different applications.
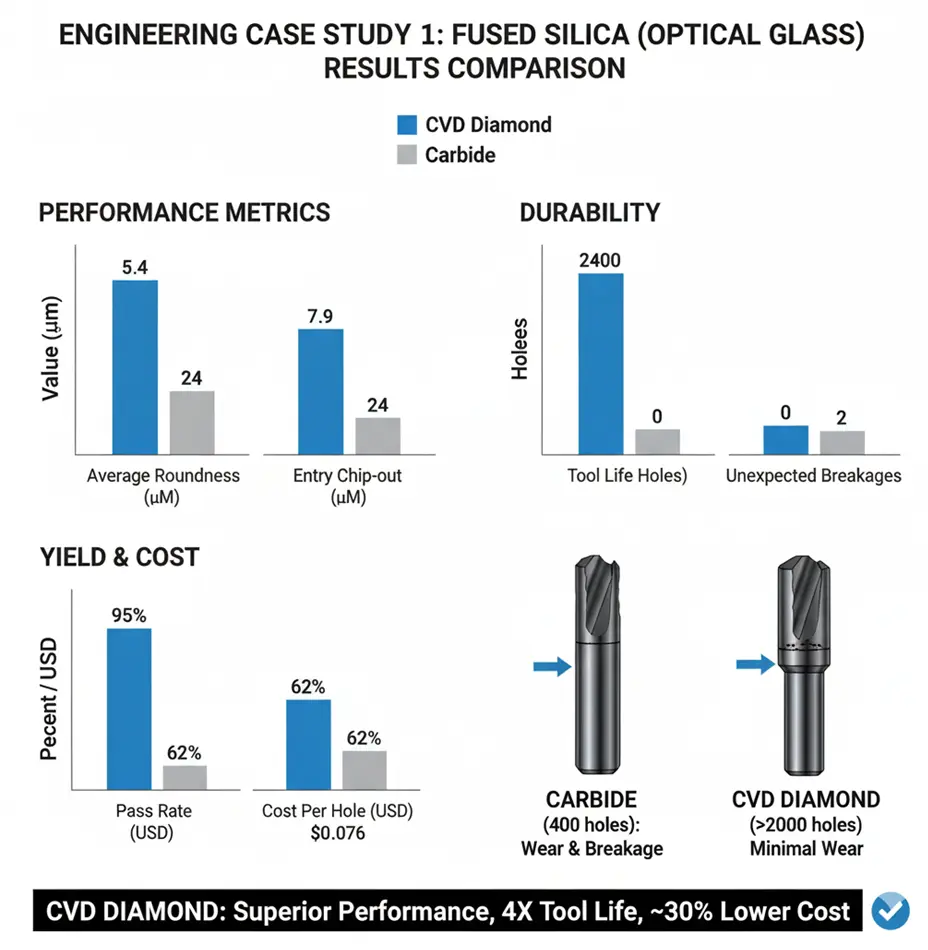
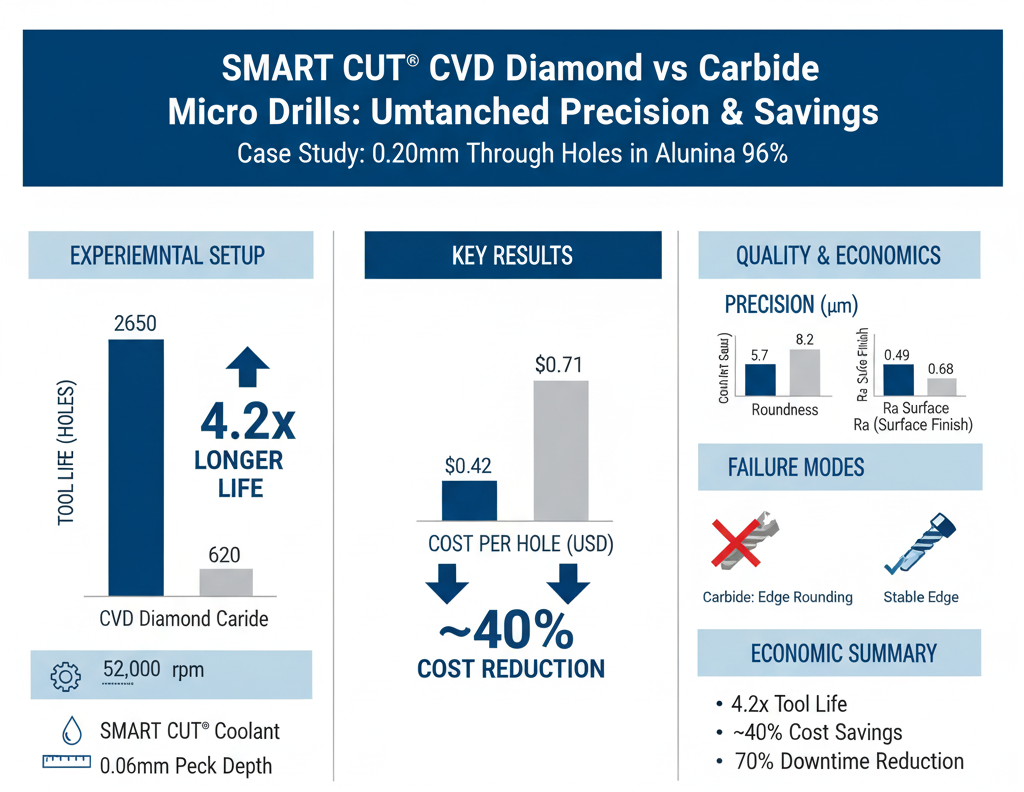
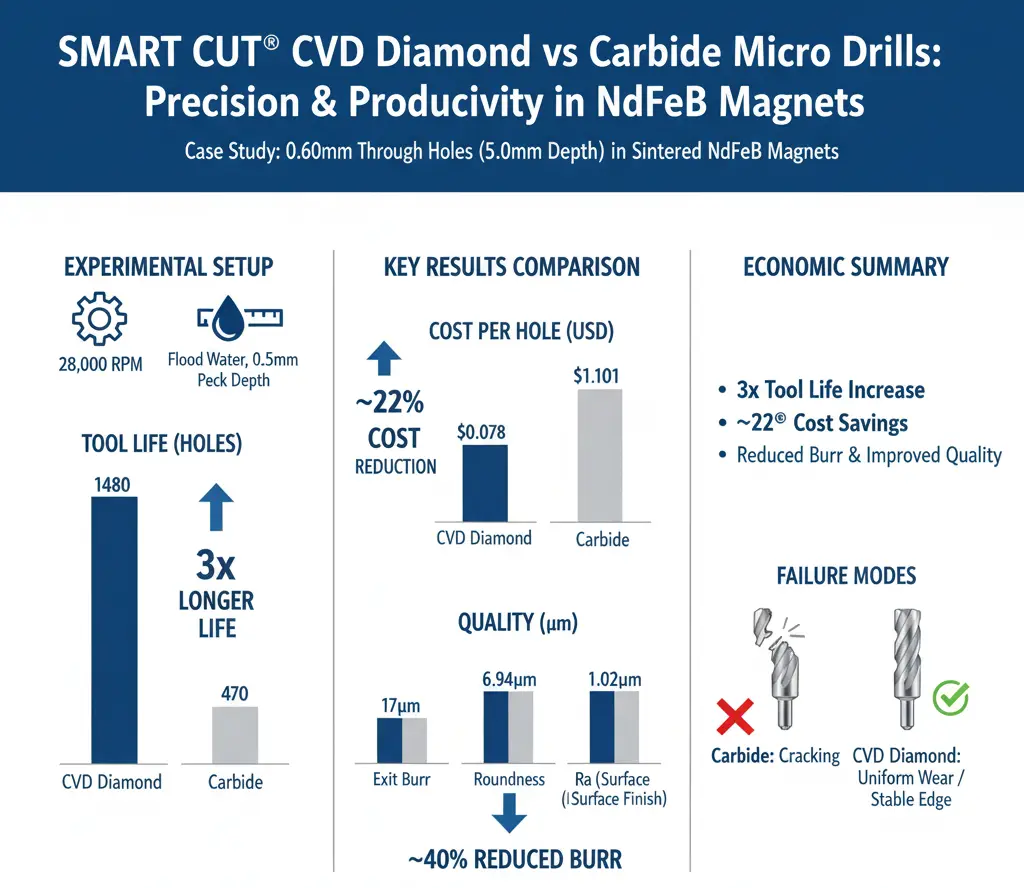
These drills are ideal for drilling through ultra-hard and brittle materials such as sapphire wafers, alumina, zirconia, silicon carbide, fused silica, and other advanced ceramics used in microelectronics, optics, and precision engineering. They are also suitable for producing through-holes, vias, and alignment holes in glass, composites, and coated substrates.
CVD diamond micro drills minimize downtime, reduce the frequency of tool changes, and lower the total cost per hole by maintaining a sharp cutting edge and consistent cutting performance throughout the tool’s life. Their ability to produce high-quality micro holes with tight dimensional control and excellent surface finish makes them essential for high-precision production and R&D applications.
Custom-engineered configurations are available upon request, including modifications in flute design, coating thickness, diamond particle size, and substrate composition to match specific materials, feed conditions, and cutting environments. Through the combination of uniform CVD diamond coating, precision-ground carbide substrate, and advanced tool manufacturing, SMART CUT® CVD Diamond Micro Drills deliver superior durability, precision, and productivity for the most demanding material processing applications.
Diameter Range: 0.1mm to 3.0mm
Head Length: 0.5mm to 10mm
Body Material: Carbide
Overall Length: 1.50″
Edge Geometry: Two Flute – Four Facet Point
Diameter tolerance: +0/-0.0002″
Grit Sizes of Particles Used: 0.5 to 25 microns
Recommended RPM’s: 35,000+ to 3,000 (based on diameter of the drill and material being drilled)
Shank Diameters: 1/8″ (3.2mm) and 3mm
Recommend Coolants: water soluble coolants, oils, in some cases air or dry drilling can be done















































 (2)")
")
")

")