How to Extend the Life and Performance of Your Diamond Grinding Wheels

Table of Contents
ToggleWhen your production line depends on precision grinding of carbide, ceramics, glass, or semiconductor materials, the condition of your diamond grinding wheel is not a maintenance afterthought — it is a core process variable. A wheel that has degraded in performance does not announce itself with a warning light. It shows up as dimensional drift, rising scrap rates, inconsistent surface finish, and rework cycles that consume time and margin.
At UKAM Industrial Superhard Tools, we manufacture precision diamond and CBN grinding wheels for engineers, labs, and production environments where tolerances are tight and process consistency is non-negotiable. This guide is written for that audience — production managers, process engineers, and tooling buyers who need to understand not just what to do, but why it matters at the engineering level.
If you are evaluating bond system options, diagnosing a performance problem, or building a preventive maintenance program for your grinding operation, this article gives you the engineering depth to make informed decisions. For application-specific guidance, visit our Knowledge Center or contact our engineering team directly.
Trusted by Tens of Thousands of Manufacturers, Laboratories Research Institutions Worldwide Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


Understanding Why Diamond Grinding Wheel Performance Degrades
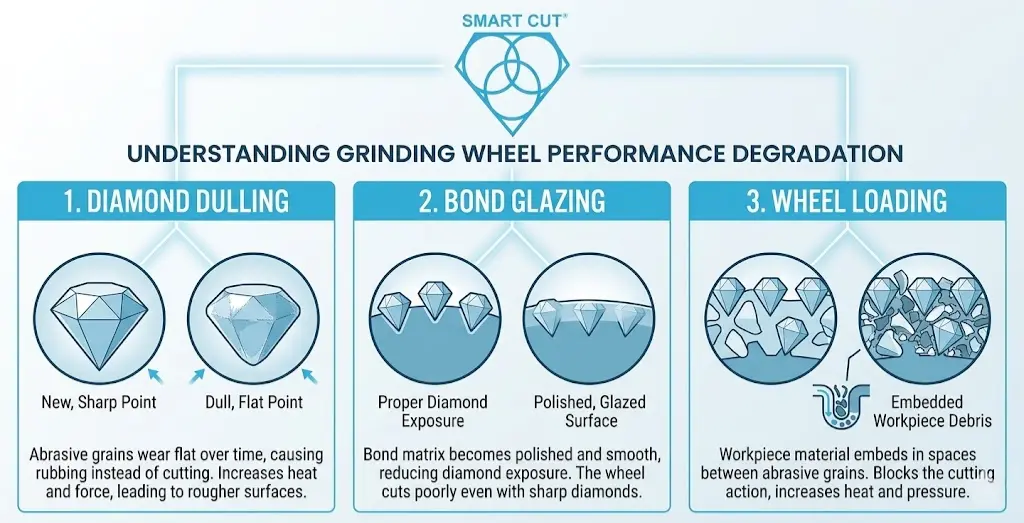
Diamond grinding wheels do not fail suddenly. Performance declines gradually, driven by three mechanisms that work simultaneously and often silently.
-
Mechanism 1: Diamond Dulling
Individual diamond abrasive grains wear flat at their cutting points over time. A dulled grain no longer shears material cleanly — it rubs and plows, generating heat, increasing grinding force, and producing a rougher surface than specified. This is unavoidable but controllable through correct bond selection and timely dressing. -
Mechanism 2: Bond Glazing
The bond matrix at the wheel face becomes polished and smooth as it wears, reducing the exposure of diamond above the bond surface. A glazed wheel cuts poorly even if the diamond grains themselves are still intact. Understanding bond type behavior is essential to managing this correctly — different bonds glaze at different rates and require different interventions. -
Mechanism 3: Wheel Loading
Workpiece material — metal chips, glass particles, ceramic fines — becomes embedded in the spaces between abrasive grains. A loaded wheel cannot cut; it transfers heat and pressure without removing material efficiently. Loading is most common in resin bond wheels grinding softer or gummier materials, and in any bond system operating with inadequate or contaminated coolant.
The Role of Bond System in Wheel Longevity
The bond system holding your diamond abrasive is an active engineering variable that determines how quickly diamond is exposed, how heat is managed, and how long the wheel holds its profile. Mismatching bond system to application is one of the most common and costly errors in diamond wheel specification. For a full comparison of all bond types, see our guide: Choosing the Correct Diamond Bond Type.
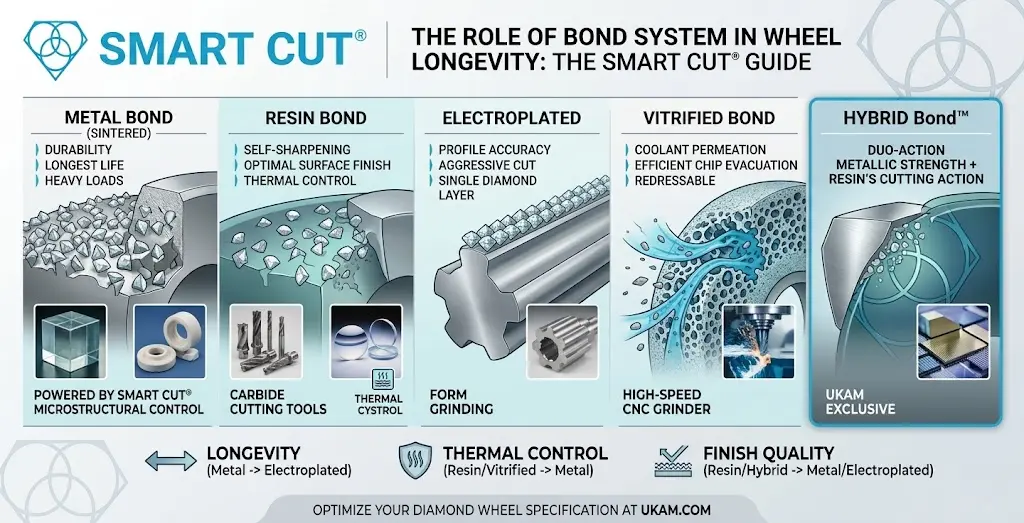
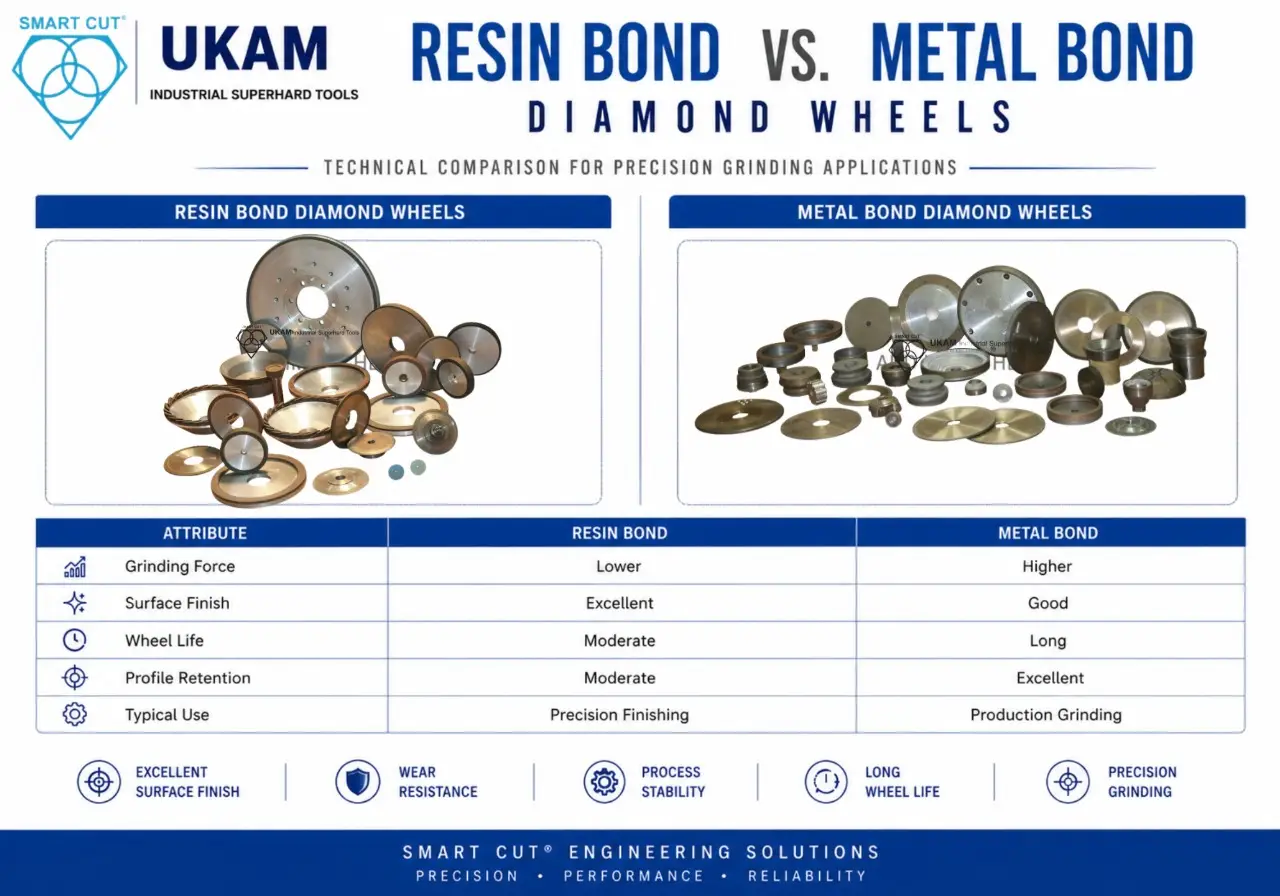
1. Metal Bond (Sintered) Diamond Grinding Wheels
Metal bond wheels offer the highest durability and longest wheel life of any bond system. The metallic matrix holds diamond securely under heavy grinding loads, making these wheels the standard choice for glass, advanced ceramics, stone, and abrasive composite materials. The trade-off is that metal bond wheels do not self-sharpen — they require periodic dressing to restore cutting performance.
UKAM’s metal bond diamond and CBN wheels are manufactured using our proprietary SMART CUT® technology, which controls diamond distribution and concentration at the microstructural level. The result is uniform cutting action across the entire wheel face and wheel life — not just in the early stages.
2. Resin Bond Diamond Wheels
Resin bond wheels use a polymer matrix that wears progressively, continuously exposing fresh diamond as the bond erodes. This self-sharpening action makes resin bond the preferred choice for carbide tool grinding, PCD/PCBN finishing, and optical surface preparation — applications where surface finish and thermal control are the primary objectives.
Resin bond wheels are more sensitive to coolant chemistry, concentration, and delivery than metal bond wheels. In poorly maintained coolant systems, resin bond performance degrades faster than the wheel itself warrants. Browse UKAM’s range of resin bond diamond wheels for precision finishing applications.
3. Electroplated Diamond Grinding Wheels
Electroplated wheels feature a single layer of diamond bonded to a precision steel core via nickel electrodeposition. Because the diamond layer is only one grain deep, these wheels cut aggressively from the first pass and hold profile with exceptional accuracy — critical for form grinding, ID grinding, and profiling applications where dimensional control is the primary requirement.
Electroplated wheels are not dressed. They are used until the single diamond layer is exhausted, then replaced or replated. Attempting to dress an electroplated wheel destroys it. See UKAM’s electroplated diamond grinding wheels for profile and form grinding applications.
4. Vitrified Bond Diamond and CBN Wheels
Vitrified bond wheels are produced using a glass-ceramic matrix fired at high temperature. The porous structure allows excellent coolant penetration and efficient chip evacuation — making vitrified bond the preferred system for high-speed CNC grinding environments where thermal management and long, uninterrupted production runs are required.
Vitrified wheels are redressable and hold profile well under sustained production loads. They are increasingly specified in precision bore grinding, cylindrical grinding, and high-throughput carbide processing cells. Explore UKAM’s vitrified bond diamond tools for production grinding environments.
5. HYBRID Bond™
UKAM’s proprietary HYBRID Bond™ system bridges metal and resin bond characteristics — delivering the durability of a metallic matrix with the self-sharpening behavior of resin. It is available exclusively from UKAM and is particularly effective for advanced ceramics, optical glass, and semiconductor applications where both wheel life and surface finish must be optimized simultaneously.
Coolant Management: The Most Overlooked Variable in Wheel Life
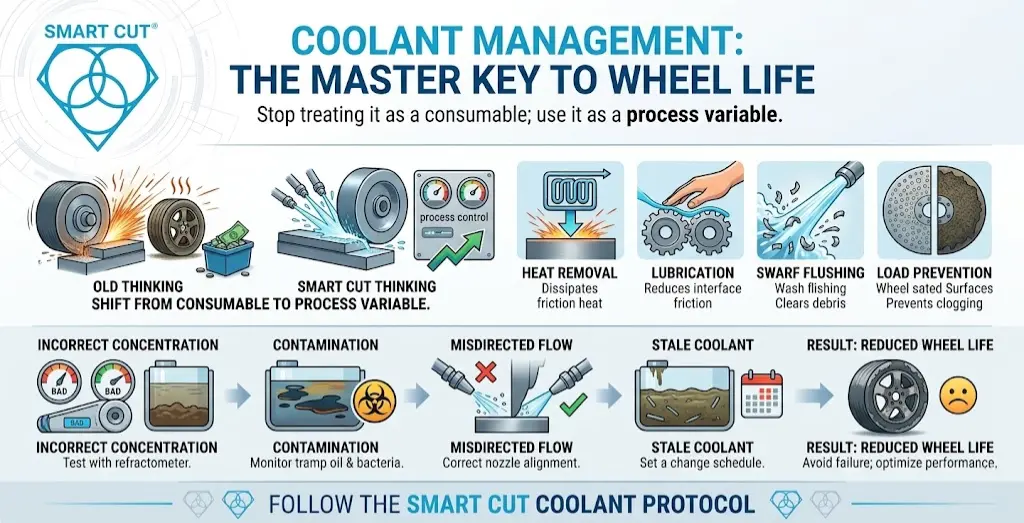
In most precision grinding environments, coolant is treated as a consumable rather than a process variable. This is a significant and measurable mistake.
Coolant performs four functions in diamond grinding: it removes heat from the grinding zone, lubricates the wheel-workpiece interface, flushes swarf and abrasive debris away from the cutting zone, and prevents workpiece material from loading the wheel face. When any of these functions is compromised, wheel performance and part quality degrade together.
The most common coolant-related failure modes in diamond grinding operations:
- Incorrect concentration — coolant that is too dilute provides insufficient lubrication. Coolant that is too concentrated can attack resin bond matrices and deposit residue that contributes to loading.
- Contaminated coolant — tramp oil from machine lubrication systems reduces coolant effectiveness and promotes bacterial growth, which changes coolant chemistry unpredictably. Monitor with a refractometer; test pH and bacterial contamination on a regular schedule.
- Misdirected coolant flow — coolant that does not reach the grinding zone provides no benefit regardless of its chemistry. The nozzle must direct coolant precisely to the wheel-workpiece contact zone.
- Stale coolant — coolant not replaced on schedule accumulates fine abrasive particles and metallic fines that act as a lapping compound against both the wheel and the workpiece. A coolant change schedule is a direct input to surface finish and wheel longevity.
Wheel Dressing: When, How, and How Often
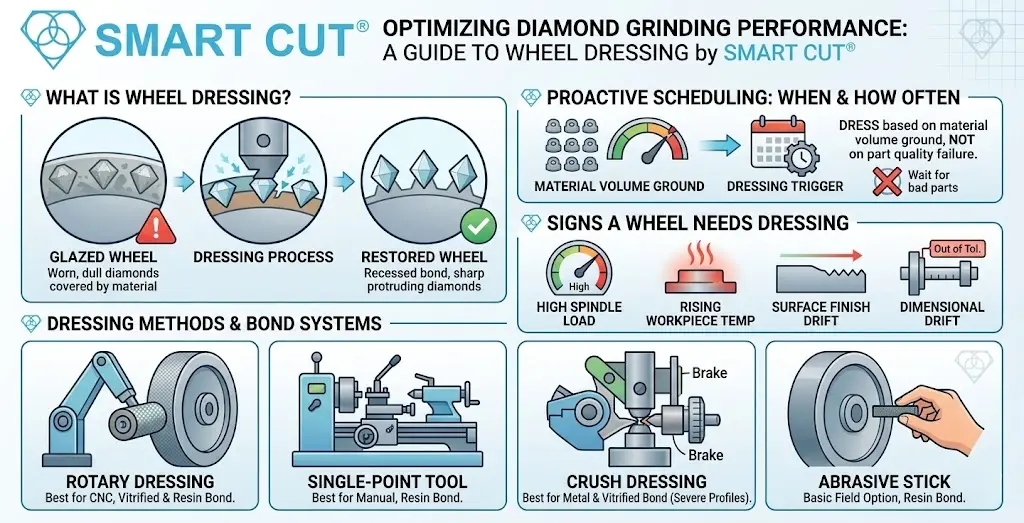
Dressing is the process of restoring a diamond grinding wheel’s cutting action by removing the bond surface to re-expose sharp diamond abrasive. It is also used to true a wheel — correcting any out-of-round condition or profile deviation that has developed during grinding.
Many production environments dress too infrequently, waiting until part quality has already deteriorated. The correct approach is proactive: dress on a defined schedule based on material volume ground, not on observed quality degradation.
Signs a Diamond Grinding Wheel Needs Dressing
- Increasing spindle load or grinding force during a standard pass
- Rising workpiece temperature or heat discoloration on the part surface
- Surface finish Ra values drifting above specification
- Dimensional drift — ground dimensions trending out of tolerance
- Increased vibration or chatter during the grinding pass
- Visible glazing or loading on the wheel face when inspected under light
Dressing Methods by Bond System
- Rotary dressing with a diamond dressing roll — standard for vitrified and resin bond wheels in CNC grinding cells. Provides consistent, repeatable wheel geometry compatible with automated dressing cycles.
- Single-point or multi-point diamond dressing tools — appropriate for manual and semi-automated machines. Effective for restoring a worn resin bond wheel face but requires operator skill to maintain consistent geometry.
- Brake-controlled crush dressing — used for metal bond and vitrified bond wheels requiring aggressive material removal from the wheel face, typically after significant profile deviation has developed.
- Silicon carbide dressing sticks — a low-cost field option for resin bond wheels when dedicated dressing equipment is unavailable. Slower and less consistent than rotary dressing but effective for restoring basic cutting action.
Machine Condition and Its Direct Impact on Wheel Life
A precision diamond grinding wheel cannot compensate for a machine that is mechanically compromised. Spindle runout, bearing wear, misalignment, and inadequate rigidity all impose forces on the wheel that accelerate wear, degrade surface finish, and in severe cases cause wheel damage or fracture.
Key Machine Variables That Affect Diamond Wheel Life
- Spindle runout — even small amounts create uneven loading on the wheel face. Some sections cut more aggressively than others, causing uneven wear, profile degradation, and surface finish inconsistency.
- Bearing condition — worn spindle bearings introduce vibration that registers directly in the ground surface as chatter marks. Bearing wear also allows axial movement that compromises depth-of-cut control.
- Machine alignment — a grinding machine that is not properly leveled or whose axes are not aligned to specification will introduce geometric errors into every part it produces.
- Fixturing rigidity — workpiece fixturing that allows movement under grinding load introduces chatter, dimensional inconsistency, and uneven wheel wear. In precision grinding of hard, brittle materials, even small fixture compliance can initiate subsurface cracking.
A machine inspection program — checking spindle runout, bearing condition, axis alignment, and fixturing integrity on a defined schedule — is a prerequisite for consistent diamond wheel performance and maximum wheel life.
Grit Size, Concentration, and Surface Finish: Getting the Specification Right
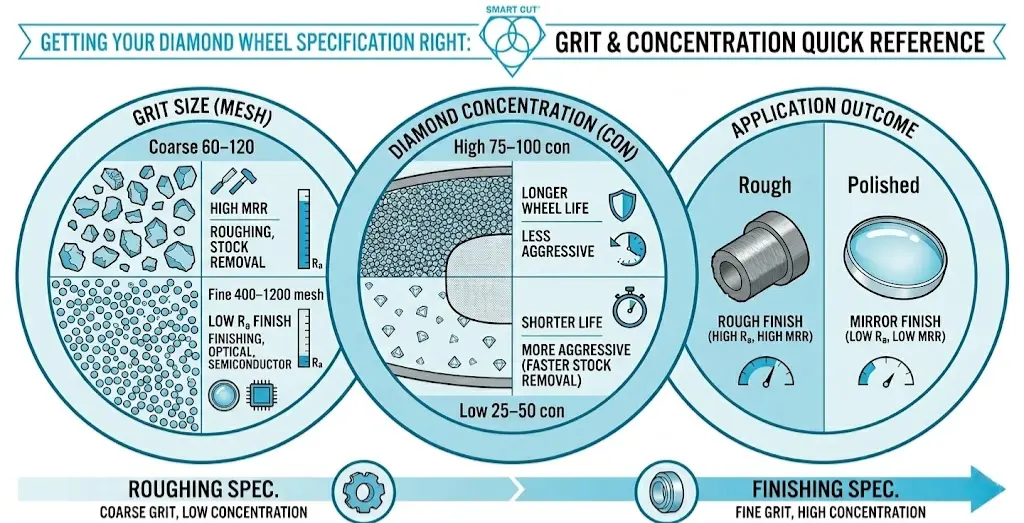
Two specification variables that engineers frequently underestimate are grit size and diamond concentration. Both have a direct, measurable impact on surface finish (Ra), material removal rate (MRR), and wheel longevity.
|
Parameter |
Coarse / High |
Fine / Low |
Effect on Wheel Life |
|---|---|---|---|
|
Grit Size |
60–120 mesh |
400–1200 mesh |
Coarser = faster wear, higher MRR |
|
Concentration |
75–100 con |
25–50 con |
Higher = longer life, less aggressive |
|
Best For |
Roughing, stock removal |
Finishing, optical, semiconductor |
Application-dependent |
Application-Specific Guidance: Matching Wheel to Material

Wheel specification is not transferable across applications. A wheel optimized for carbide tool grinding will perform poorly on optical glass, and vice versa. Below is guidance for the most common precision industrial applications. For full application detail, visit our Application & Industry Guide.
1. Diamond Grinding Wheels for Carbide
Tungsten carbide grinding requires a wheel that maintains profile, delivers fine surface finish, and resists the abrasive wear of one of the hardest industrial materials. Resin bond and vitrified bond diamond wheels in the 150–320 grit range are standard for carbide tool regrinding and blank processing. UKAM produces carbide grinding wheels for both OD and ID applications, with custom profiles for form grinding of complex geometries. See our full diamond & CBN wheel range for carbide applications.
2. Diamond Grinding Wheels for Glass and Optical Components
Glass grinding spans from architectural flat glass to precision optical elements for laser systems, photonics, and defense. Electroplated wheels are common for profiling and edging. Resin bond wheels are preferred for fine finishing of optical surfaces. UKAM’s glass and quartz grinding wheel program supports customers from prototype through high-volume production.
3. Diamond Abrasive Wheels for Advanced Ceramics and Semiconductors
Advanced ceramics and semiconductor materials require diamond wheels engineered for brittle material removal without inducing subsurface damage. UKAM’s proprietary SMART CUT® technology was developed specifically for these applications. Explore our diamond tools for advanced ceramics and semiconductor industry solutions.
4. Diamond Lapidary Wheels
Lapidary grinding and faceting demands consistent diamond exposure, smooth action, and predictable wear. UKAM’s diamond lapidary wheels are produced with the same bond and concentration precision as our industrial tooling. Visit our lapidary tools page for the full range.
5.Diamond Grinding Wheels for Concrete and Stone
Stone profiling and concrete surface grinding demands a wheel that handles aggressive material removal while maintaining edge definition. Metal bond diamond wheels are the industry standard for these applications. See our diamond tools for concrete and construction for specifications.
Custom Diamond Grinding Wheel Manufacturing: What to Expect from UKAM
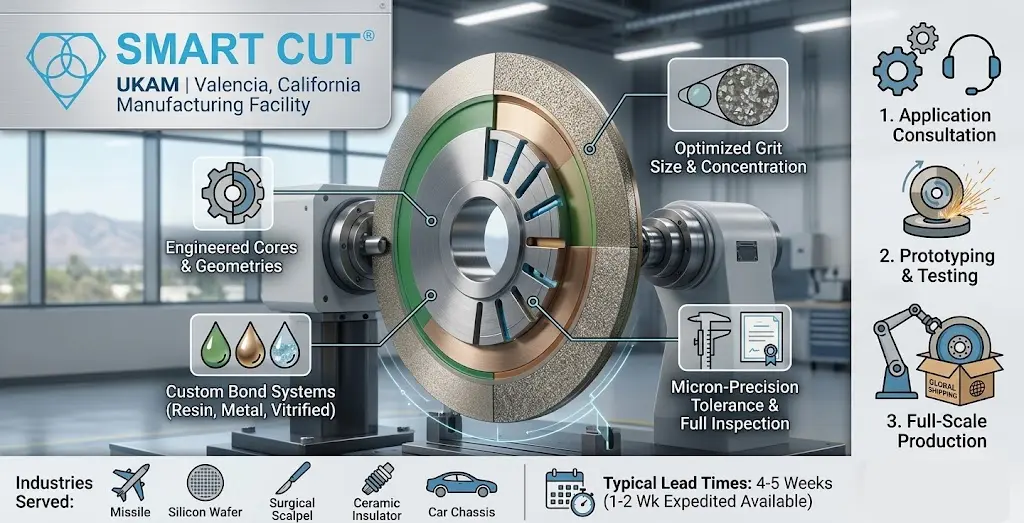
UKAM is a precision manufacturer, not a distributor. Every wheel we produce is manufactured to customer specification in our Valencia, California facility. Our custom diamond and CBN tool manufacturing capability encompasses the full range of bond systems, geometries, grit sizes, concentrations, and core materials required by engineers in demanding industries.
Our custom manufacturing process:
- Application engineering consultation to define the correct wheel specification for your material, machine, and process requirements
- Bond system selection based on workpiece hardness, surface finish targets, and thermal constraints
- Prototype wheel production and test grinding to validate performance before production commitment
- Full dimensional inspection and documentation including runout, balance grade, and concentricity
- Make-to-order and make-to-stock programs for production environments requiring consistent supply
- Typical lead times of 4–5 weeks; expedited 1–2 week lead times available on request
We serve customers in aerospace, defense, semiconductor, photonics, medical devices, advanced ceramics, automotive, and precision tool manufacturing. If your application involves grinding materials that push the limits of conventional abrasives, contact our engineering team for a consultation.
Frequently Asked Questions
- Metal bond (sintered) wheels hold diamond in a rigid metallic matrix — maximum durability, profile retention, and wheel life; ideal for glass, ceramics, stone, and abrasive materials
- Resin bond wheels use a polymer matrix that self-sharpens as it wears, continuously exposing fresh diamond — preferred for carbide, PCD/PCBN, and optical finishing where surface finish is the priority
- Diamond is correct for non-ferrous hard materials: tungsten carbide, advanced ceramics, glass, composites, sapphire, quartz, and natural stone
- CBN should be specified for hardened ferrous materials — tool steels, HSS, cast iron, and superalloys
- CBN should be specified for hardened ferrous materials — tool steels, HSS, cast iron, and superalloys
- SMART CUT® is UKAM’s proprietary sintering process that controls diamond particle distribution, orientation, and concentration at the microstructural level
- Standard metal bond manufacturing results in uneven diamond spacing — high-concentration zones wear faster, creating inconsistent cutting action
- Yes — UKAM manufactures electroplated diamond wheels to customer-specified profiles for ID grinding, OD form grinding, glass edging, and semiconductor dicing
- Electroplated wheels offer the tightest dimensional control of any diamond wheel construction — profile accuracy to ±0.001″ or better depending on geometry
- Aerospace and defense — grinding of carbide, ceramic, and composite components to tight tolerances
- Semiconductor fabrication — dicing, slicing, and surface grinding of wafers and substrates
- Photonics and optical manufacturing — precision finishing of lenses, prisms, and laser components
Need Engineering Support for Your Diamond Grinding Application?
UKAM’s application engineers work directly with your team to specify the correct wheel for your material, machine, and surface finish requirements. We do not offer generic recommendations — we engineer solutions.
Request a consultation or call 661-257-2288.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990
Custom manufacturing
RELATED ARTICLES