













































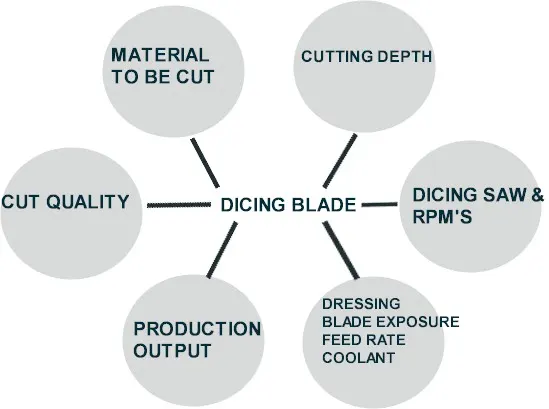
Select right Diamond Dicing Blade for your application

-
 Type of material to be cut
Type of material to be cut
-
Depth of required cuts
-
Cut quality needed
-
Equipment Used & its Speed/RPM’s Used
-
Production output required
|
DICING BLADE BOND TYPES |
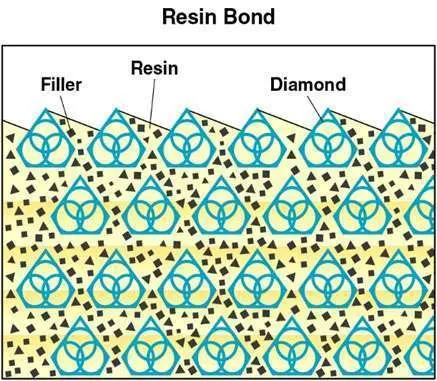
RESIN |
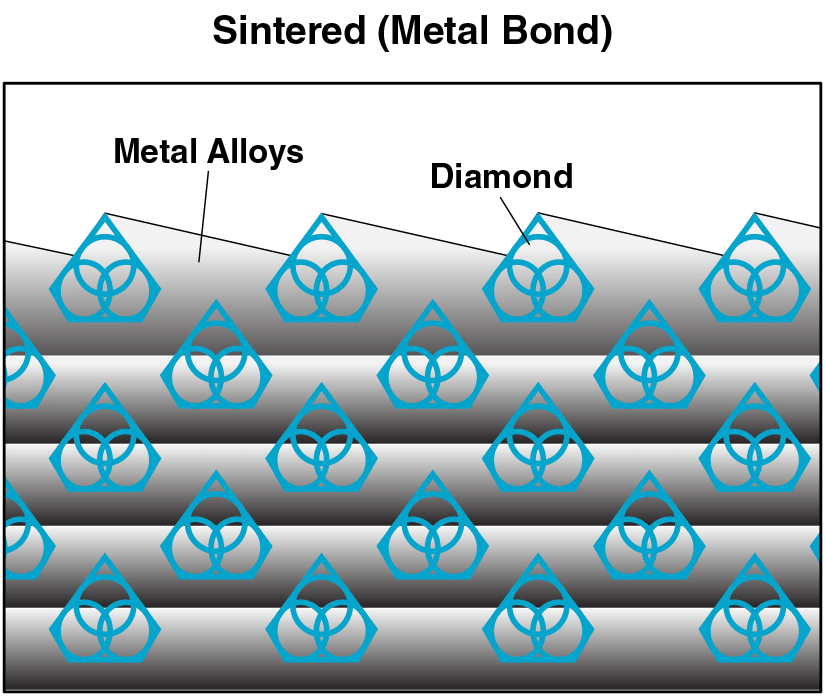
SINTERED (METAL BOND) |
HYBRID BONDTM |
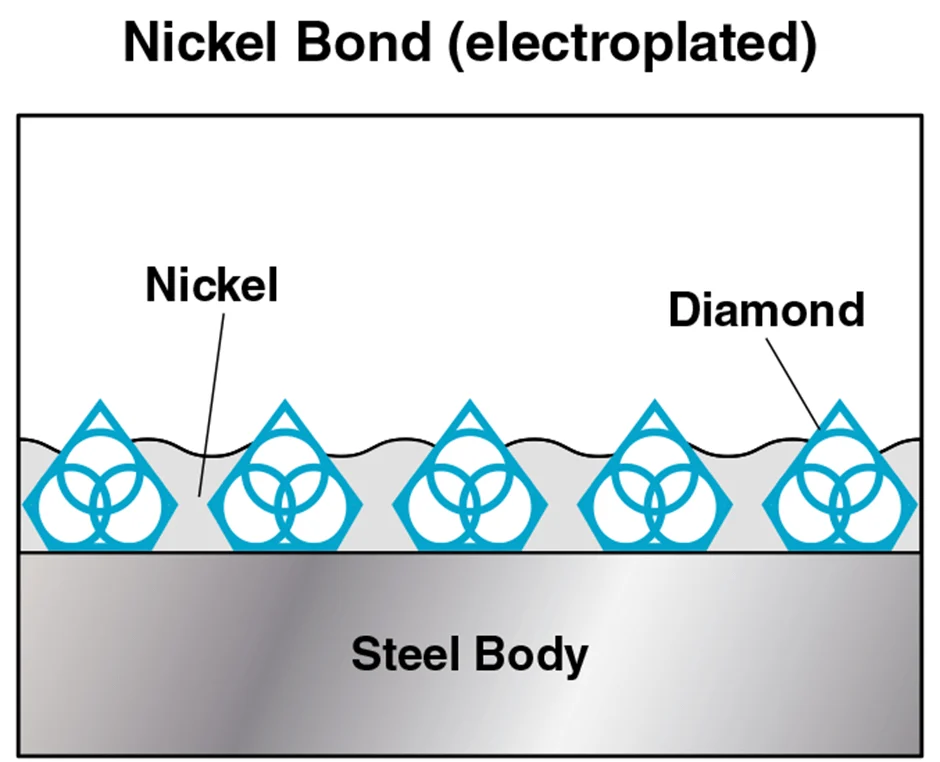
NICKEL BOND (HUBLESS) |
NICKEL BOND (HUBBED) |
|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
DICING BLADE APPLICATIONS |
|
|
|
|
|
|
Dicing Blade Characteristics |
Resin Bond dicing blade are typically more forgiving. self dressing, and freer cutting. Excellent choice for Ultra Hard & Brittle Materials. Recommended for applications where cut quality and surface finish is very important. |
Sintered (metal bond) Dicing blades have excellent form holding & corner characteristics, provide very long life, high level of consistency. Recommended for users requiring very straight cuts and larger blade |
You will find all the advantages of cutting speed and fine finish that you have come to expect in a resin bond, and long life, consistency, aggressiveness, durability, and excellent performance on you look for in a metal bond. |
Nickel Bond dicing blades are available with and without hubs. Capable of maintaining excellent form & sharpness. Widely used for cutting wafers and thin substrates. Nickel Bond dicing blades provide minimum level of chipping on wide variety materials. |
Nickel Bond Hubbed dicing blades are typically used for dicing silicon and III-V materials. Creates very thin kerfs, <50 microns. Providing excellent cut quality with low wear rate |
|
DICING BLADE BONDS |
|
|
|
|
|
|
Abrasive (Diamond/CBN) Sizes |
3 to 151 micron |
3 to 126 micron |
3 to 151 micron |
3 to 70 micron |
2 to 50 micron |
|
Abrasive (Diamond/CBN) Types |
Coated & Uncoated Synthetic Diamond or CBN |
Natural Diamond, Coated & |
Coated & Uncoated Synthetic Diamond or CBN |
Natural & Synthetic Diamond |
Natural & Synthetic Diamond |
|
Abrasive Concentration |
25 to 200 con |
25 to 200 con |
25 to 200 con |
100 to 250 con |
100 to 250 con |
|
Minimum Dicing Blade Thickness |
.003" (.076mm) |
.004" (0.101mm) |
.004" (0.101mm) |
0003" (0.0076mm) |
.0003" (0.0076mm) |







|
Material |
Nickel |
Metal Bond |
Resin Bond |
|---|---|---|---|
| This guide is designed to help you select the best diamond mesh size for your material / application |
|
|
|
|
Alumina |
53 microns |
||
|
Ferrite |
3-6 microns |
2-4 microns, 3-6 microns |
9 microns |
|
Glass |
45 microns |
||
|
Garnet |
35 microns |
||
|
Barium Titanate |
17 microns |
9 microns |
|
|
Kovar |
53 microns |
||
|
Quartz |
30 microns |
||
|
Silicon |
3-6 microns |
53 microns |
|
|
Germanium |
3-6 microns |
53 microns |
|
|
GaAs |
1-2 microns, 2-3 microns, 3-6 microns |
53 microns |
|
|
Sapphire |
53-63 microns, 45 microns |
||
|
Ruby |
53 microns |
||
|
Titanium Carbide |
17 and 30 microns |
10 microns, 17 microns |
53 microns |
|
Piezoelectric (PZT) |
3-6 microns, 4-8 microns, 10 microns |
||
|
Lead Telluride |
3-6 microns |
||
|
Alumina Nitride |
88 microns, 105 microns |
||
|
P.C. Boards |
30 microns, 50 microns |
30 microns, 50 microns |
|
|
FR4 |
30 microns, 50 microns |
30 microns, 50 microns |
|
|
Bithmuth Telluride |
17 microns, 30 microns |
45 microns |
|
|
Galum Phosphite |
3-6 microns |
9 microns |
|
|
Green Ceramic |
17 micron and 30 micron |



-
Alloy steels (45-68 RC)
-
Carbon tool steels (45-68 RC)
-
Die steel (45-68 RC)
-
High speed steel (45-68 RC)
-
Chilled cast iron
-
Ni Hard
-
Forged steel
-
Meehanite iron
-
Moly chrome steel rolls
-
Inconel 600
-
Rene
-
Incoloy
-
Monel
-
Stellite
-
Colmonoy
-
Waspoloy

-
Material Being Cut
-
Bond Type and Hardness
-
Diamond Mesh Size
-
Cutting Speeds
-
Coolants being used
-
Bond type
-
Diamond mesh size
-
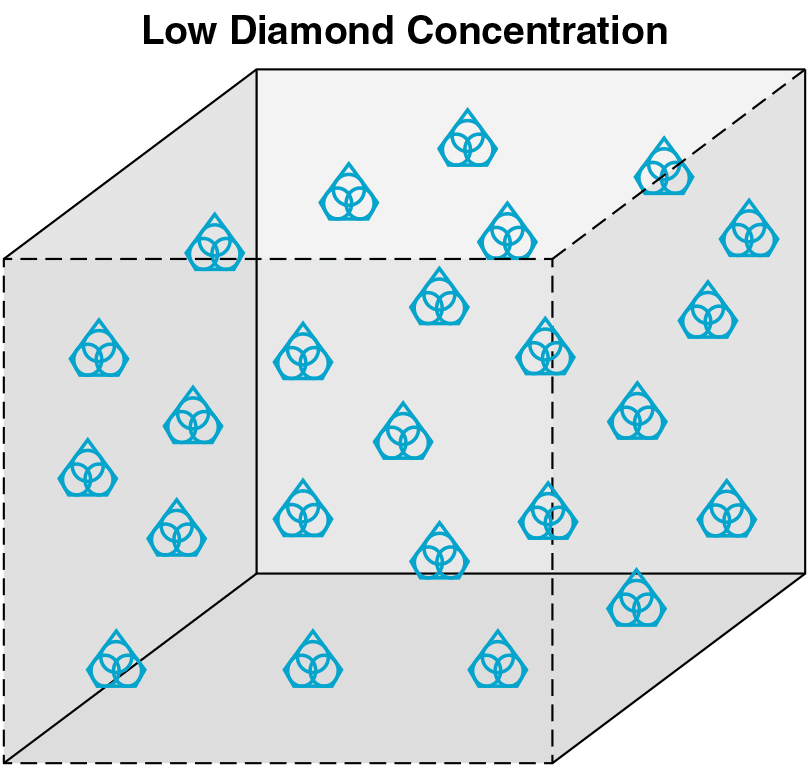
Diamond concentration
-
Bond hardness
-
Cutting speed/RPM’s
-
Material thickness, hardness and density

-
Cut quality
-
chipping
-
burrs
-
slivers
-
protrusions
-
race shorts
-
Blade life
-
SMART CUT HYBRID BOND or sintered (metal bond) series
-
Diamond size: 30 - 55 microns
-
Blade Thickness: .008” - .014”
-
Feed rate: 50-250 mm/sec
-
Spindle speed: 20-40 krpm depending on blade O.D.
-
Multi panel mounting on UV tape
-
Minimal dressing so as not to create a large radius on the blade edge

-
Chipping
-
Burrs
-
Lead smearing
-
Melting
-
SMART CUT HYBRID BOND or sintered (metal bond) series
-
Diamond grit size: 45 - 88 microns
-
Thickness: .008” - .020”
-
Feed rate: Half Etched substrates 30-75 mm/sec, Full Copper substrates 15-30 mm/sec
-
Spindle speed: 22-35 krpm depending on blade O.D.
-
Multi panel mounting on UV tape
-
Override process over one substrate to reach final feed rate

-
Copper burrs
-
End of blade life due to limited exposure
-
Throughput (maximize UPH)
-
 SMART CUT HYBRID BOND or Nickel Bond series
SMART CUT HYBRID BOND or Nickel Bond series
-
Diamond size: 10,13 & 17 microns
-
Thickness: .003” - .008”
-
Feed rate: 80-150 mm/sec
-
Spindle speed: 25-30 krpm
-
Multi panel mounting on UV tape


-
Top-side and back-side chipping
-
Cut perpendicularity
-
Kerf side surface finish
-
SMART CUT series Resin, HYBRID, & Sintered (metal bond) blades
-
Diamond size: 30 - 45 microns (resin) and 7 - 15 microns (sintered)
-
Thickness: .006" - .012”
-
Feed rate: 4 - 20 mm/sec
-
Spindle speed: 20 - 30 krpm (2") 10 - 15 krpm (4")
-
Dicing synthetic water soluble coolants may reduce chipping and improve surface finish
-
High Mechanical (internal) stress
-
burrs
-
large kerf width
-
lack of accuracy

-
Top-side and back-side chipping
-
Cracking
-
Wafer contamination due to ESD issues and poor cleaning
-
SMART CUT Nickel Bond or HYBRID series
-
Diamond size: 4 - 6 microns
-
Thickness: .0008” - .0016”
-
Feed rate: 25 - 75 mm/sec
-
Spindle speed: 30 - 50 krpm
-
Mounting: Blue or UV tape
-
Cooling type: DI water with and without additives
-
Carbon dioxide bubbler is optional

Select right Diamond Dicing Blade for your application

Dicing Blade Operations Recommendations

Optimizing Dicing Blade Performance

Trouble Shooting Dicing Problems

Application Recommendations

Dicing Blade Case Studies
Optimizing QFN Package Dicing Process Using SMART CUT® Dicing Blades

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

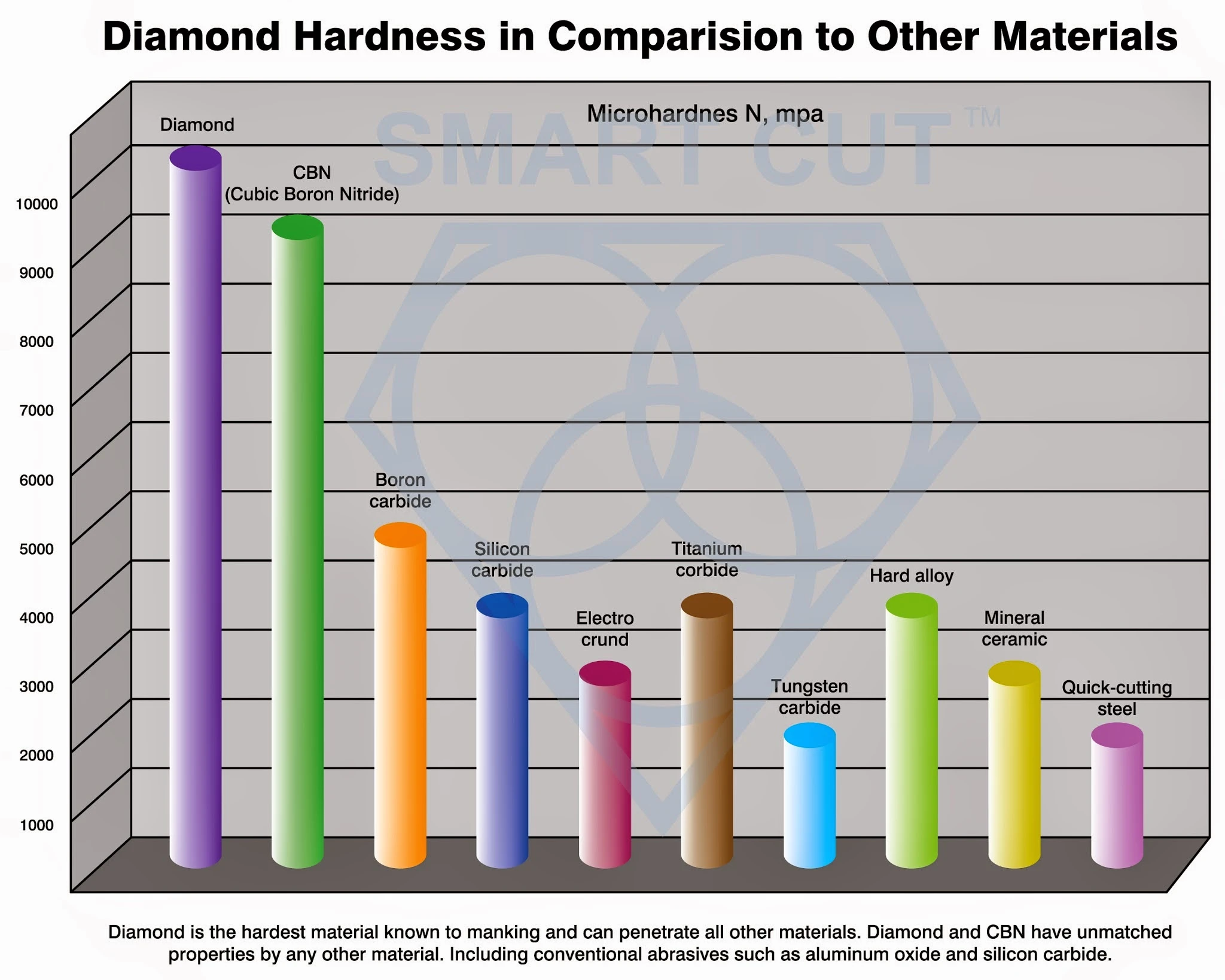
Why use diamond

What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Diamond Tool Coolants Why, How, When & Where to Use

Diamond vs CBN (cubic boron nitride) Tools

Get to Know the Diamond Tool Bond Types and Which to use for your application
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.














