











































CBN (Cubic Boron Nitride) Grinding Wheels – Everything you wanted to know









-
 Alloy steels (45-68 RC)
Alloy steels (45-68 RC)
-
Carbon tool steels (45-68 RC)
-
Die steel (45-68 RC)
-
High speed steel (45-68 RC)
-
Chilled cast iron
-
Ni Hard
-
Forged steel
-
Meehanite iron
-
Moly chrome steel rolls
-
Inconel 600
-
Rene
-
Incoloy
-
Monel
-
Stellite
-
Colmonoy
-
Waspoloy
-
Tool Steels
-
Alloy Steels
-
Hardening Steels
-
Stainless Steels
-
Bearing Steels
-
Heat-Resistant Alloys
-
Super Heat-Resistant Alloys
-
Sintered Metals
-
Ferrous Metals (Ferrous and other)
-
Copper Alloys
-
Hard Ferrous (steel) parts over 45 Rockwell C
-
Iron
-
Cobalt Alloys
-
Nickel Superalloys
-
Lead Alloys
-
Flat Surfaces: CBN wheels are used in surface grinding operations to produce perfectly flat surfaces on workpieces. This is crucial in industries where flatness and parallelism are critical, such as in the production of machine components and precision tools.
-
Cylindrical Surfaces: In cylindrical grinding, CBN wheels are employed to grind the external or internal surfaces of cylindrical workpieces. This includes applications like the finishing of shafts, bearings, and other rotational parts where roundness and concentricity are essential.
-
Formed Surfaces: For grinding complex shapes and profiles, CBN wheels can be custom-engineered to match the specific contours of the workpiece. This capability is particularly valuable in the aerospace, automotive, and tool-making industries, where intricate shapes and tight tolerances are required.
-
Efficient Stock Removal: The high cutting efficiency of CBN wheels allows for rapid material removal, reducing cycle times and increasing productivity. This is particularly beneficial in applications involving high-volume production or large workpieces.
-
Minimizing Tool Wear: Due to their durability, CBN wheels exhibit lower wear rates compared to conventional abrasive wheels. This reduces the frequency of wheel changes and maintenance, leading to cost savings and improved operational efficiency.
-
Grinding Tough Materials: CBN wheels can effectively grind materials that are challenging for traditional abrasives, such as nickel-based superalloys and hardened tool steels. This makes them indispensable in industries like aerospace, where components are often made from these tough materials.
-
Consistent Surface Quality: The hardness and resilience of CBN ensure that the abrasive grains remain sharp and effective throughout the grinding process. This consistency results in uniform surface finishes, which are critical for components that require precise fits and smooth interfaces.
-
Reduced Thermal Damage: CBN wheels generate less heat during grinding compared to conventional abrasives, reducing the risk of thermal damage to the workpiece. This is particularly important in applications where maintaining the metallurgical properties of the material is crucial.
-
Enhanced Performance: The ability of CBN wheels to maintain their form and cutting efficiency over extended use leads to improved performance in grinding operations. This results in higher-quality end products with minimal surface defects.


-
Ideal for general grinding operations with a balance between toughness and hardness.
-
Designed for applications requiring greater durability and resistance to breakage.
-
Suited for grinding operations needing high toughness and resistance to wear.
-
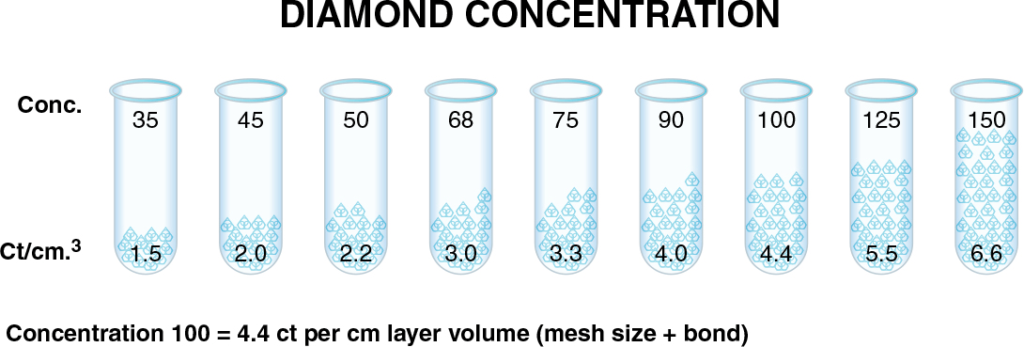
Increased Tool Life: More superabrasive content leads to longer-lasting wheels.
-
Less Force Per Abrasive Particle: Higher concentration spreads the grinding force across more particles.
-
Improved Surface Finish: More abrasive particles result in smoother grinding.


-
Decreased Tool Life: Fewer abrasive particles lead to shorter-lasting wheels.
-
More Force Per Abrasive Particle: Lower concentration focuses more force on each particle, causing them to wear out faster.

-
Versatility: Can be effectively used in a wide range of applications.
-
Variety: Available in many shapes and sizes.
-
Mechanical Bonding: Offers a fair degree of mechanical bonding.
-
Abrasion Resistance: Provides reasonable abrasion resistance.
-
Compatibility: Can be designed for both wet and dry grinding.
-
Free-Cutting: Known for good free-cutting qualities, allowing for faster material removal.

-
The proper amount of powdered vitreous material, known as frit, is mixed with the desired type, weight, and grain size of CBN abrasive.
-
This mixture is carefully placed into a mold cavity surrounding a wheel core made of ceramic material, capable of withstanding temperatures as high as 1,832°F (1,000°C).
-
The newly formed "green wheel" is carefully removed from the mold and placed in a furnace with precisely controlled temperature and atmosphere conditions.
-
During the furnacing cycle, a chemical reaction occurs that causes the bonding material to form a hard, vitreous bond, securing the CBN abrasive to the wheel core.
-
Large vitrified wheels may consist of smaller individual radial segments, carefully fitted and cemented to the periphery of the wheel core.
-
Free-Cutting: They cut smoothly, reducing the risk of wheel glazing.
-
Good Surface Finishes: These wheels deliver consistent, high-quality finishes.
-
Wear Resistance: The bond's durability helps extend wheel life.
-
Retain Straightness and Form: Vitreous-bonded wheels maintain their shape well during grinding.
-
Porosity Control: The open structure helps with chip clearance and coolant flow, preventing wheel loading.
-
Abrasion Resistance: They offer strong resistance to wear.
-
Form-Holding Capabilities: Vitreous-bonded wheels maintain their shape well.
-
Long Life: Their durability contributes to extended wheel life.
-
Easier to True and Dress: Compared to other systems, they're generally simpler to maintain.
-
Versatility in Surface Finishes: They can generate a wide range of finishes.
-
High Concentrations: Concentrations of 150 to 200 produce the best surface finishes.
-
Least Resistance to Damage: Vitreous-bonded wheels are less prone to damage from mishandling or setup issues.

-
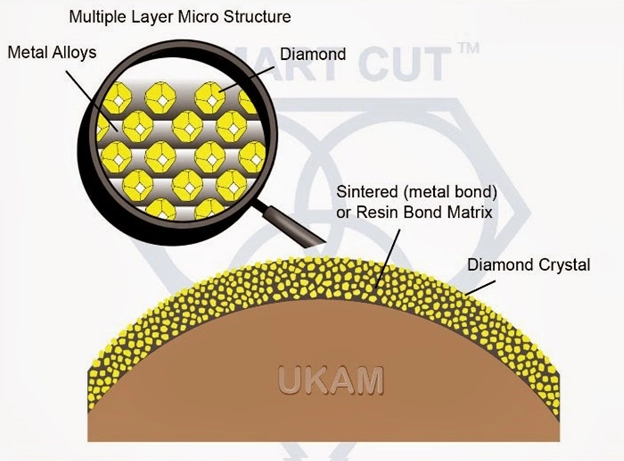
A measured amount of powdered metals, typically bronze or a derivative, is mixed with the appropriate type, weight, and size of CBN abrasive.
-
This mixture is carefully placed into a mold cavity surrounding the high-temperature wheel core.
-
The entire assembly is placed in a precise temperature- and atmosphere-controlled furnace. During the cycle, the powdered metal partially melts and fuses to form a high-strength bond, securing the CBN abrasive.
-
Tough Bond: Metal is a tough bonding material, offering high abrasion and heat resistance.
-
Excellent for Interrupted Grinding: They perform well in operations with inconsistent grinding patterns.
-
Long Tool Life: These wheels last longer due to their robust structure.
-
Higher Power Requirement: They typically need more power to operate.
-
Excellent Form-Holding Capabilities: Metal-bonded wheels maintain their shape during use.



-
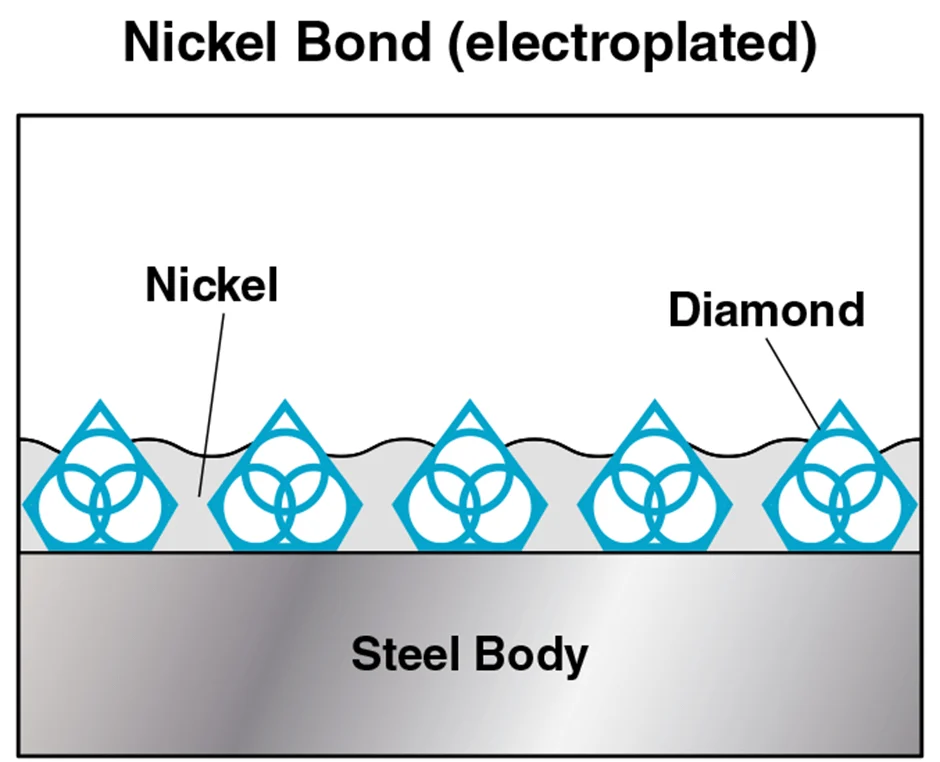
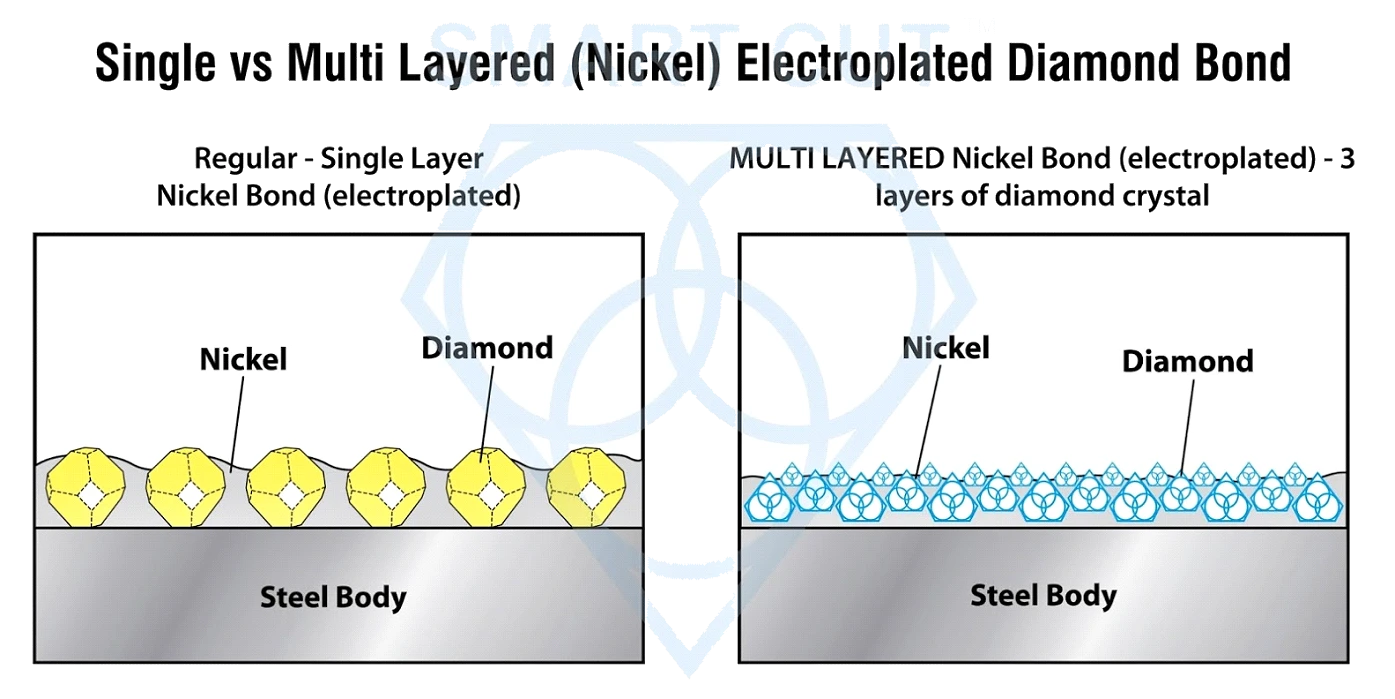
Main Boding Agent : Nickel, Nickel Cobalt, Nickel Magnesium, Nickel Cobalt Magnesium
-
Dressability: Good
-
Hardness : Very Hard
-
Required RPM's: Medium/Hight
-
Shape of Diamond & CBN Used: Semi blocky Crystal
-
Form Holding: Good / Excellent
-
Lifespan: Low / Medium
-
Cutting Action: Good / Excellent
-
Can be Used Dry: Yes (depending on tool type, diamond size and type)
-
Cost: Low/Medium
-
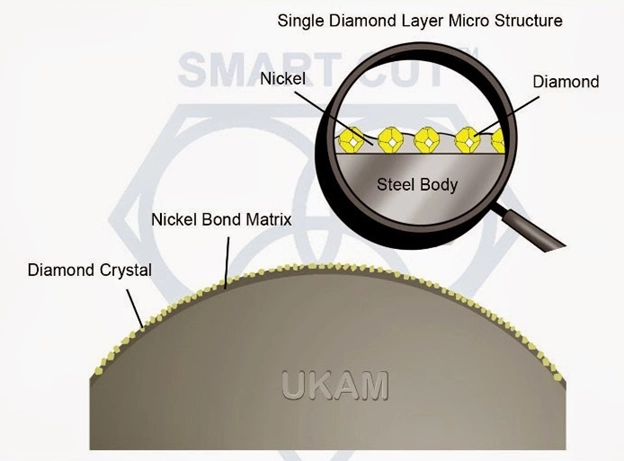
Lowest-Cost Tool Form: Electroplated wheels are generally more affordable.
-
Complex Forms Easily Manufactured: They can be shaped into a variety of forms and contours.
-
Good Form-Holding Capability: Despite their single-layer structure, they retain their shape well during grinding.
-
Maximum Abrasive Particle Exposure: These wheels offer the highest level of abrasive particle exposure.
-
Highest Stock-Removal Capability: They excel in stock removal, making them ideal for heavy-duty grinding tasks.
-
Limited Finish Capabilities and Shorter Wheel Life: However, they may have limitations in achieving fine finishes and typically have a shorter lifespan.










































-
United States Standard (ANSI): American manufacturers follow the ANSI marking system, which assigns a symbol to each key characteristic of a superabrasive grinding wheel. This system facilitates detailed identification and future orders.
-
European Standard (FEPA): European manufacturers adhere to the FEPA marking system. Similar to ANSI, it provides clear identification of superabrasive grinding wheels.


-
High Concentration Benefits: Increased concentrations typically lead to higher material removal rates, extended wheel lifespan, and enhanced surface finishes.
-
Grinding Power: Higher concentrations require more grinding power because of increased abrasive contact with the workpiece.
-
Vitrified-Bond Wheel Advantage: Vitrified-bond wheels can handle higher abrasive concentrations better than resin bonds due to their stronger grip on abrasive grains.
-
Application Considerations: In applications like ID grinding with small-diameter wheels, high abrasive concentrations result in prolonged wheel life and superior surface finishes.

-
Coarse CBN Grain: Enhances material removal capabilities while reducing wheel wear rate.
-
Surface Finish: Coarser CBN grains typically result in rougher surface finishes. Microcrystalline CBN abrasives, such as Borazon 550, 560, and 570, offer smoother finishes compared to monocrystalline CBN abrasives.
-
Replacement Considerations: When substituting an aluminum oxide wheel with a CBN wheel, the abrasive grit size can be reduced by up to three sizes without sacrificing the metal removal rate. This allows for the combination of fine surface finishes with high productivity. For instance, a 46-grit aluminum oxide wheel can be replaced with a 100-grit CBN wheel.
-
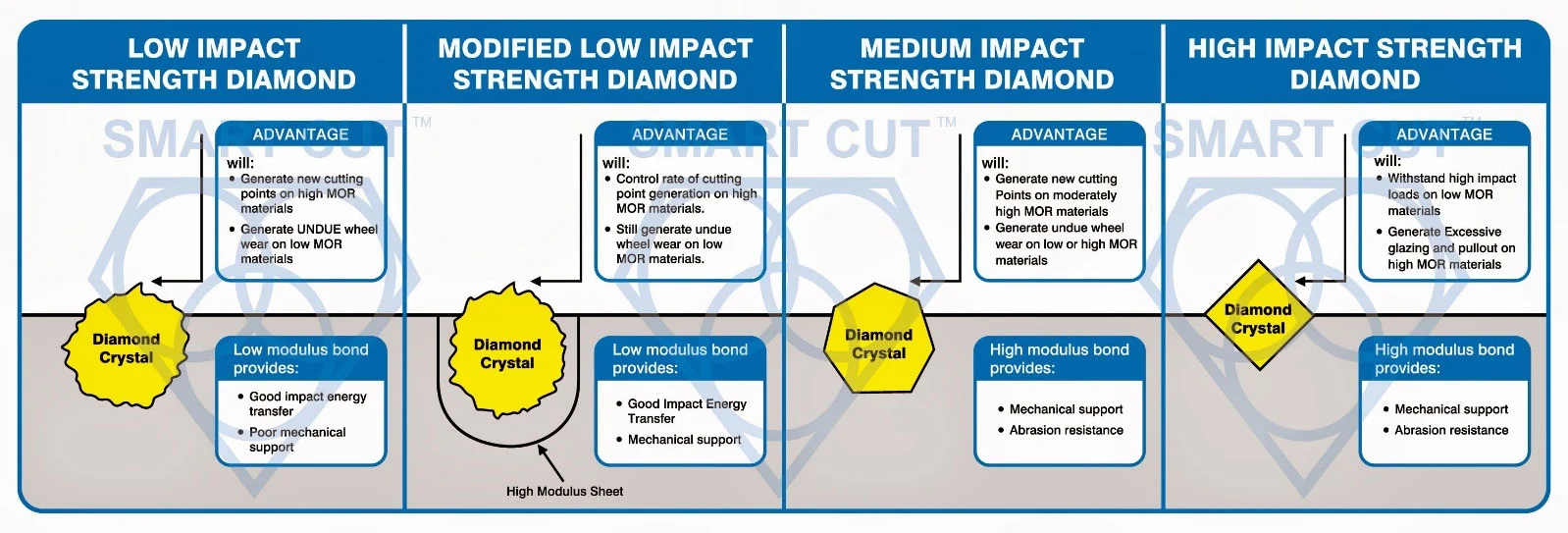
Self-Sharpening Characteristics: Although CBN crystals are highly wear-resistant, their sharp edges may dull over time if the abrasive, bond system, and grinding conditions are not appropriately matched.
-
Controlled Fracturing: Ideally, the crystal should fracture in a controlled manner to expose fresh and sharp cutting edges, ensuring consistent grinding performance.
-
Crystal Too Tough: If the crystal is overly tough for the application, it may resist fracturing. This can lead to the formation of a polished wear flat on the crystal, rendering it ineffective in cutting efficiently.
-
Crystal Not Tough Enough: Conversely, if the crystal lacks toughness for the application, it may fracture prematurely. This results in wasted abrasive, shortened wheel life, and a rougher surface finish.
-
Medium-Toughness Crystals Recommended: For most grinding jobs, medium-toughness crystals are suitable.
-
Higher-Toughness Crystals: Recommended for operations with higher grinding forces.
-
Microcrystalline CBN Types: Recommended for exceptionally severe grinding conditions.

-
Straight Wheels: These are the most common type, used for cylindrical, surface, and internal grinding operations. They are versatile and can handle a wide range of applications.
-
Formed Wheels: Designed with a specific profile or shape to match the contour of the workpiece. These wheels are used for precision grinding operations where maintaining the shape of the workpiece is critical.
-
Ring Wheels: These are used for large-scale grinding operations and are often employed in the manufacturing of large components where a substantial grinding surface is needed.
-
Disk Wheels: Flat, circular wheels used for surface grinding. They are ideal for achieving a smooth, flat finish on the workpiece.
-
Microcrystalline CBN Types: Recommended for exceptionally severe grinding conditions.
-
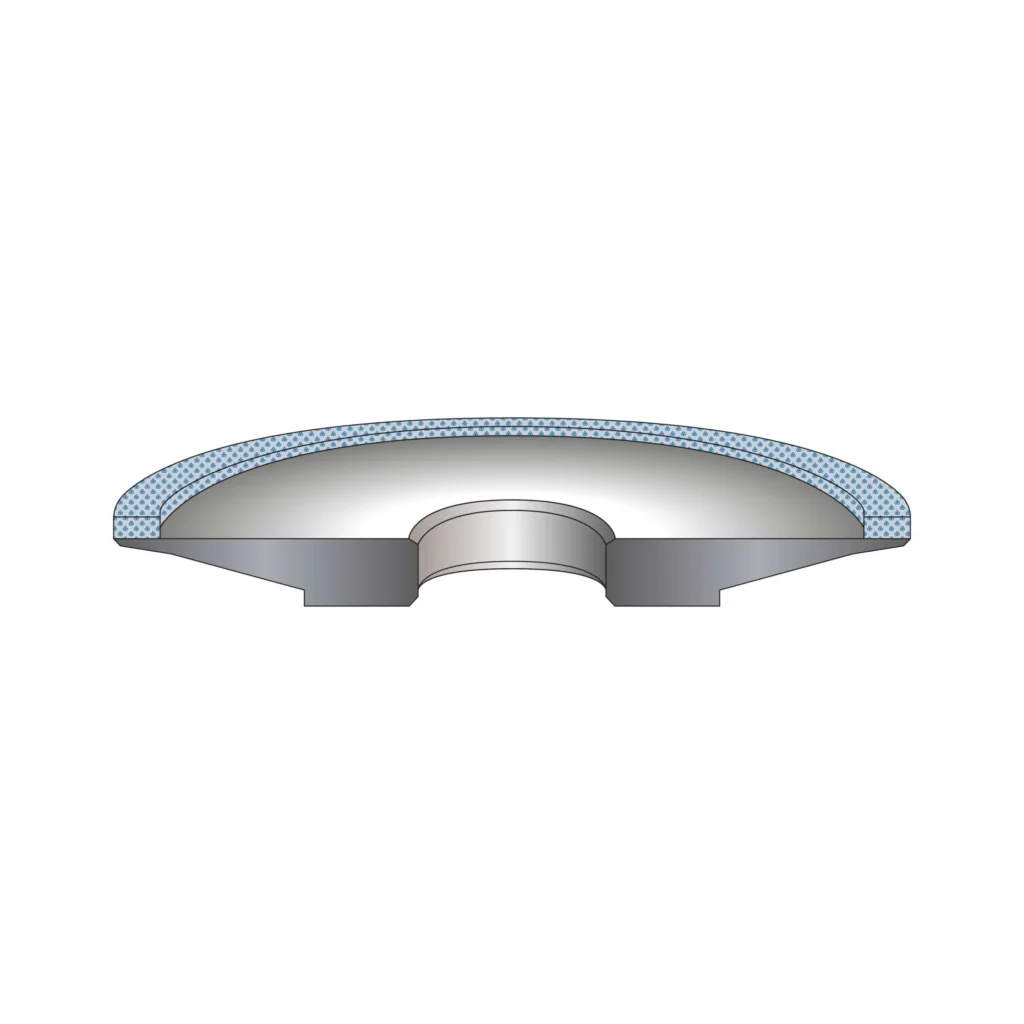
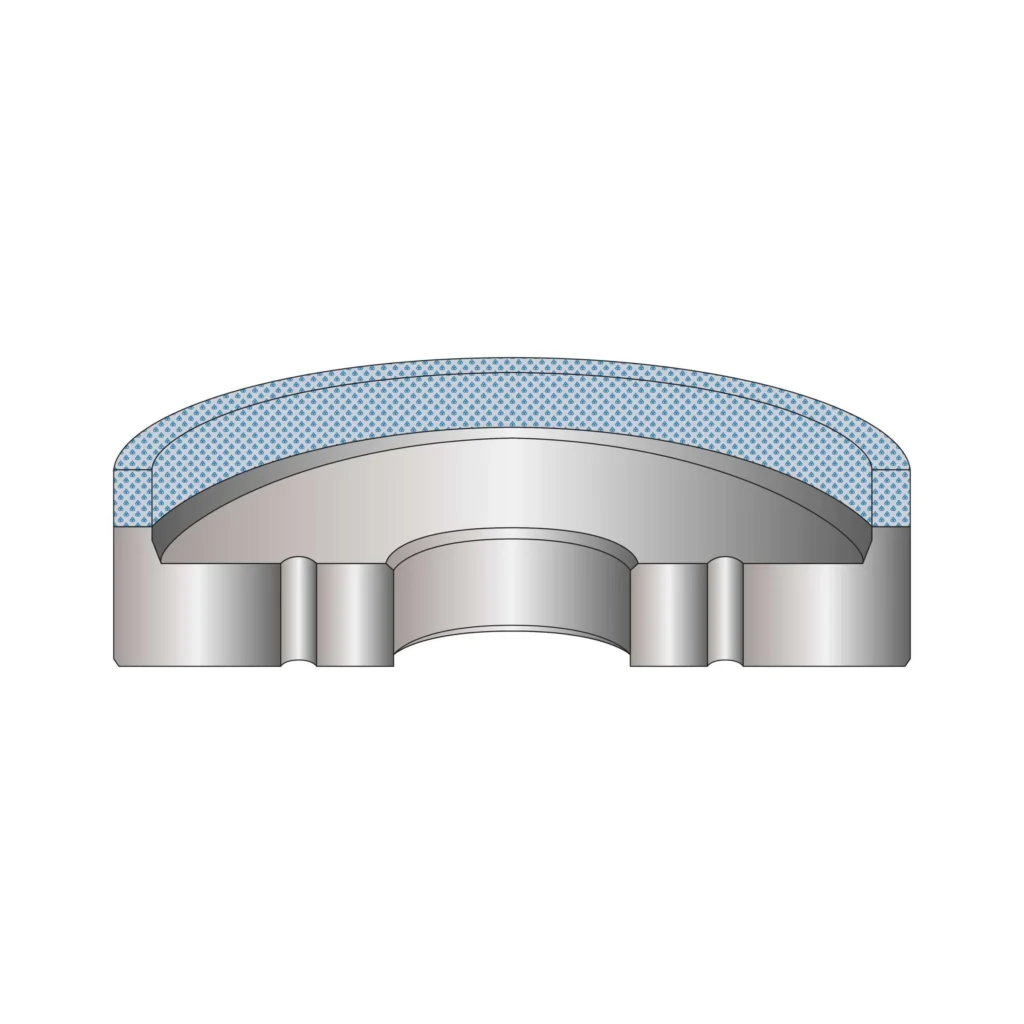
Flaring Cup Wheels: These have a flared cup shape and are commonly used for grinding larger surfaces and for applications requiring a larger contact area.
-
Mounted Wheels: Smaller wheels mounted on a spindle or mandrel, used for precision grinding in hard-to-reach areas or for detailed work.
-
Mandrels and Hones: These are used for internal grinding and honing operations, providing precision and control for finishing internal surfaces.
-
Diameter and Width: When replacing an aluminum oxide wheel with a CBN wheel, maintain the same diameter but consider reducing the width by 25 to 50 percent, depending on the application. This adjustment can help optimize the grinding process.
-
Avoid Undersize Wheels: Using undersize wheels can lead to faster wear and increased cost per ground piece. If you need to make size adjustments, it is preferable to reduce the width rather than the diameter to maintain effective performance.

-
Choose Coarse Abrasive: For longer wheel life, opt for wheels with coarse (large mesh size) CBN abrasive. Coarse abrasives are more durable and suitable for high material removal rates.
-
Fine Abrasive: Fine abrasive produces better surface finishes with lower downfeed rates. This is ideal for applications requiring high precision and smooth surface quality.



Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.

Diamond Tool Coolants Why, How, When & Where to Use

Diamond & CBN Wheel Troubleshooting Guide

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

Diamond vs CBN (cubic boron nitride) Tools
What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type
Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.