














































Table of Contents
ToggleSelecting the right dicing blade for your application requires careful consideration of several key variables that influence both performance and cost. The type of material being cut, the depth of the required cuts, the level of cut quality, the equipment used and its operating speed, and the overall production output all play a direct role in determining the most suitable blade. These parameters affect blade bond or binder, blade thickness, and diamond grit size. Other factors such as blade dressing, exposure, feed rate, spindle speed, and coolant supply in the dicing zone must also be taken into account to achieve consistent and repeatable results.
When making a selection, it is important to remain objective and weigh all parameters equally. While many users focus primarily on blade life and cut quality, other considerations often have equal or greater impact on the overall efficiency of the process. Consistency of performance, unit cost, lead time, availability, and technical support should not be overlooked. Ignoring these can lead to higher long-term costs and production issues even if initial blade life appears sufficient.
Understanding the capabilities of your dicing machine is essential for aligning with your objectives. Knowing what your machine can and cannot do will help you set realistic goals and avoid operational issues. Advanced machines with higher precision may be necessary for cutting materials that require very tight tolerances.
Blade selection is critical and should align with your material and cutting objectives. The type of dicing blade chosen, such as resin bond or nickel bond, affects cut quality and operational efficiency. For applications requiring smooth, precise cuts with minimal chipping, a resin-bonded blade might be more suitable.

To align objectives with operational preparation, define specific goals by clearly outlining what you need to achieve, whether it is a high yield, minimal material wastage, or the finest precision cuts. Assess the material properties to understand the material’s characteristics and how they affect the dicing process. Evaluate machine specifications to ensure your dicing equipment can meet the operational demands set by your objectives. Select appropriate equipment, choosing blades and fixtures that align with both the material properties and the operational goals. Finally, set parameters based on your objectives, including the appropriate cutting parameters such as spindle speed, feed rate, and cooling methods.
Consistency is best measured through yield. Yield represents the measurable output of the blade, such as the number of wafers, packages, or linear meters cut before variations in quality appear. For example, if a blade is designed to last for 25,000 cuts but inconsistencies begin at 18,000 cuts, the deviation from expected yield introduces problems in both production and quality control. Operators may attempt to recover lost life by adjusting parameters, but this requires time and additional monitoring. The more inconsistent the blade becomes, the more attention the operator must devote to the process, taking away valuable time from monitoring other machines or operations.

Cost analysis must go beyond the initial purchase price. A true evaluation should consider the cost per linear millimeter cut. A blade priced at $18,000 that cuts 100,000 millimeters results in a cost of $0.00018 per millimeter, while another blade priced at $22,000 that cuts 150,000 millimeters has a lower actual cost of $0.00016 per millimeter. Although the second blade is more expensive upfront, it delivers greater total yield, reduces the frequency of blade changes, and lowers the labor associated with setup and downtime. The result is not only cost savings but also improved process stability.
A well-chosen dicing blade balances material compatibility, cut quality, yield, cost efficiency, and operational simplicity. Each application may place different weight on these parameters, but evaluating them together provides a clearer picture of which specification will offer the best overall value. By focusing on yield, consistency, and cost per cut rather than just initial price or expected life, you ensure that the blade supports both productivity and quality in your specific operation.
Key Variables in Dicing Blade Selection
Material to be cut
The material you plan to cut plays one of the most important roles in selecting the correct dicing blade. Every material has unique properties such as hardness, brittleness, abrasiveness, and thickness that directly influence blade selection. Choosing the wrong blade type can result in poor cut quality, short blade life, or even damage to the workpiece and equipment.
If you are dicing ultra-hard and brittle materials such as alumina or sapphire, a soft bond, thin-kerf dicing blade like a resin bond blade is typically recommended. A soft bond allows the diamond particles to break free more easily, exposing new sharp edges and enabling freer, faster cutting with reduced chipping. On the other hand, if you are cutting softer materials or very thin substrates and wafers, a nickel bond diamond dicing blade may be the better choice. Nickel bond blades provide stronger diamond retention, allowing for excellent precision and longer life when cutting materials that do not wear the bond as aggressively.
Material hardness is a primary factor in blade choice. Hard and brittle materials require a softer bond matrix so the blade remains sharp by constantly exposing new diamond edges. Softer or more abrasive materials require a harder bond matrix so the diamonds are held in place longer, extending blade life. Hard bond blades rely on very hard diamond particles to keep sharpness over long runs. Hardness itself is the resistance of a material to deformation and is measured on different scales such as Mohs, Vickers, and Knoop. Understanding where your material falls on these scales is critical in choosing the right bond type.
Material thickness also plays a crucial role. It determines the blade diameter, blade thickness, exposure ratio, bond type, diamond grit size, and concentration needed for efficient cutting. A thicker material may require a larger diameter blade with greater exposure, while thinner materials may demand smaller, ultra-thin blades with tighter tolerances.
Depth of cut must always be balanced with blade geometry. Using a blade that is too thin for a deep cut can cause blade deflection, excessive wear, and poor cut quality. For example, cutting a 0.050″ thick alumina substrate with a 0.0040″ thick blade is not recommended because the blade is too thin for such a depth. This mismatch leads to deflection and reduced accuracy. Selecting the proper exposure and blade thickness ensures stability during cutting and helps maintain consistent results.
In practice, matching the right blade to the material means evaluating bond type, blade geometry, grit size, concentration, and exposure together. For brittle, high-value materials such as sapphire, silicon carbide, and ceramics, the emphasis should be on minimizing chipping and subsurface damage. For softer substrates, the priority shifts to maximizing precision, yield, and blade life. The goal is always to achieve the cleanest cut, longest blade life, and lowest overall cost per cut by tailoring blade specifications to the exact characteristics of the material.
Material Structure and Grain Orientation
Material structure and grain orientation strongly influence how a diamond dicing blade performs. Materials with isotropic properties like glass cut evenly in all directions, but anisotropic materials such as sapphire, silicon carbide, or advanced ceramics behave differently depending on their crystal plane or grain alignment. A blade that works well on one orientation may produce excess chipping, deflection, or premature wear on another.

In single-crystal materials like sapphire or quartz, certain crystallographic planes are more prone to cracking, requiring careful selection of bond type, grit size, and cutting parameters. In polycrystalline ceramics, grain boundaries can weaken the structure and increase micro-cracking if the wrong blade is used. For composites, the challenge is even greater because fibers and matrices respond differently to the cutting force.
Choosing the right dicing blade means accounting for these structural differences. Finer grit blades with softer bonds are often better for materials with directional fracture tendencies, while harder bonds with coarser grits may be needed for abrasive, multi-grain structures. Properly matching the blade to material orientation helps control crack propagation, reduces edge chipping, and improves yield.
Material Value and Yield Requirements
Material value and yield requirements play a decisive role in selecting the right diamond dicing blade. When cutting high-value wafers or substrates such as semiconductors, sapphire optics, or piezoelectric crystals, the priority is usually maximizing yield and protecting the material rather than achieving the fastest cutting speed. Even minor edge chipping or subsurface damage can lead to rejected parts, lower yields, or downstream failures, which cost far more than the blade itself.
For these applications, it is often better to use a thinner kerf blade to minimize material loss, a higher grit size to produce smoother edges, and a softer bond matrix to maintain sharp cutting action. While this approach may reduce overall blade life, the trade-off is justified because it delivers higher quality cuts, reduced scrap rates, and greater process consistency.
In contrast, for lower-value or less delicate materials where yield is not as critical, a blade with longer life and higher throughput may be preferable, even if cut quality is not as refined. Balancing these requirements ensures that the blade specification aligns not only with the material but also with the economic priorities of the application.
Thermal Sensitivity of Materials
Thermal sensitivity of materials is an important consideration when selecting diamond dicing blades. Certain materials such as quartz, lithium niobate, and advanced composites are highly prone to thermal stress. Even small increases in cutting temperature can result in micro-cracks, warping, or dimensional instability, which directly reduce yield and part reliability.
When working with these materials, the blade specification must help manage heat. A softer bond blade is often preferred because it exposes new sharp diamond edges more frequently, reducing friction and heat buildup. Finer grit sizes can also lower cutting forces, which helps limit thermal stress. At the same time, adequate coolant supply and delivery to the dicing zone is critical to maintaining temperature control.
If the wrong bond type or inadequate coolant flow is used, excessive heat can accumulate at the cutting edge, damaging both the material and the blade. This not only shortens blade life but also increases the risk of inconsistent cuts and downstream processing issues. Selecting a blade with the proper bond hardness, grit size, and exposure for thermally sensitive materials ensures stable cutting, minimal thermal damage, and higher yields.
Abrasiveness of the Material
Abrasiveness of the material greatly influences the performance and life of diamond dicing blades. Materials such as graphite, fiberglass, and silicon carbide are highly abrasive and can rapidly wear down the bond matrix. If the blade bond is too soft, diamonds will release too quickly, leading to premature blade wear, inconsistent cutting, and higher replacement costs.
For these applications, a harder bond dicing blade is the better choice. Harder bonds provide stronger diamond retention, allowing the diamonds to remain in place longer and withstand the abrasive action of the material. This maintains sharpness over extended runs and ensures consistent cut quality. In addition, coarser diamond grits may be used in some cases to improve cutting efficiency and reduce the load on each individual particle.
Selecting the right bond hardness for abrasive materials ensures that the blade maintains stability and productivity over its full operating life. The correct blade not only withstands the material’s abrasive nature but also reduces downtime for blade changes, helping achieve lower cost per cut and more reliable production results.
Surface Finish and Edge Integrity Requirements
Surface finish and edge integrity requirements are often the deciding factor when selecting diamond dicing blades. In applications where ultra-smooth surfaces and precise edge quality are critical, such as in optical components, medical devices, and high-frequency electronics, the blade must deliver flawless results with minimal chipping or subsurface damage. Even small imperfections can lead to poor optical clarity, device failure, or signal loss, making surface finish just as important as yield.
For these situations, finer grit diamond blades with softer resin bonds are preferred. Finer grit produces smoother edges, while the softer bond constantly exposes new sharp diamond particles, reducing cutting forces and improving surface quality. Although these blades typically have shorter life and slower cutting speeds, the trade-off is worthwhile when the application demands superior finish and precision.
In contrast, when edge quality is less critical—such as with mechanical parts or low-cost substrates—coarser grit and harder bond blades may be used to maximize cutting speed and blade life. The key is balancing the requirements of the final product with the blade’s cutting characteristics. For high-value and precision-driven applications, the priority remains clear: consistent, defect-free surfaces and near-perfect edge integrity.
Coolant Interaction with the Material
Coolant interaction with the material is another important factor in selecting diamond dicing blades. Some materials, including certain ceramics, composites, and porous substrates, can react chemically with coolants or absorb them during cutting. This may alter cut quality, cause swelling, chemical attack, or contamination, and in some cases lead to long-term reliability issues in the finished part.
When dicing sensitive materials such as lithium niobate, specialty glasses, or porous ceramics, it is critical to match the blade and coolant to the material. A blade with the wrong bond type or grit size may generate excessive heat or require aggressive coolant flushing, both of which increase the risk of interaction. Using the proper water-soluble or low-residue dicing coolant ensures that chips are flushed efficiently without penetrating or damaging the material surface.

The choice of blade and coolant should always be considered together. A softer bond blade can reduce friction and lower the amount of heat generated, minimizing coolant reactivity. Meanwhile, a balanced coolant supply at the dicing zone helps maintain stable cutting temperatures, prevents loading of the blade, and avoids introducing stress into sensitive materials. By pairing the right dicing blade with the appropriate coolant type and delivery method, you reduce the risk of contamination, improve surface quality, and ensure higher process reliability and yield.
Kerf Width vs. Material Waste
Kerf width vs. material waste is a key factor when choosing diamond dicing blades, especially for applications involving ultra-thin wafers or high-value substrates. Every micron of kerf removed during cutting represents lost material, which becomes significant when processing expensive components such as semiconductors, sapphire optics, or specialty ceramics. In these cases, the goal is to minimize waste while still maintaining cut quality and process stability.
Using a blade with a thinner kerf reduces material loss and allows for a higher number of dies or usable parts per wafer. This directly improves yield and lowers overall production cost. However, thinner blades also require careful consideration of bond type, diamond concentration, and exposure length. If the blade is too thin for the material thickness or cut depth, it may deflect, wear prematurely, or produce inconsistent results.
For thicker or less expensive materials where yield is not as critical, a slightly wider kerf blade may be more practical. Wider blades offer greater rigidity and stability, which reduces the risk of deflection and helps maintain straight cuts at deeper depths. The trade-off is slightly more material loss, but this is often acceptable when overall throughput and blade life are the main priorities.
Balancing kerf width with material value, thickness, and required cut depth ensures the best results. For high-cost substrates, the priority is clear: use the thinnest stable kerf possible to maximize usable material. For general-purpose applications, stability and blade life may take precedence, allowing for a modest increase in kerf width to achieve faster cutting and lower operating costs.
Dicing Desired Outcome
When selecting the right dicing blade for your application, the starting point should always be the desired outcome. Every process requirement translates into blade characteristics that directly influence cut quality, kerf width, surface finish, edge chipping, and cost per part.
If the priority is cut quality, you will need a blade that matches the material type and thickness with the proper bond, grit size, and concentration. Finer grit blades generally deliver smoother and more controlled cuts, while optimized bond hardness ensures consistent performance throughout the blade life. For precision semiconductor and MEMS applications, this is the defining factor.
When focusing on kerf width, the choice comes down to blade thickness. A thinner kerf preserves more material, increases die yield, and minimizes waste, which is critical for high-value wafers and optical substrates. Thinner kerfs, however, require careful control of spindle setup and flange support to maintain stability and prevent blade deflection.
Surface finish is controlled by the interaction of grit size, bond type, and feed rate. Finer grit sizes and resin bond blades often deliver smoother finishes with less subsurface damage, which is essential for optical glass, sapphire, and advanced ceramics. In contrast, coarser grits and harder bonds cut faster but can leave more pronounced marks on the surface.
Edge chipping is one of the most common quality challenges in dicing. To minimize it, blades must be selected with the right grit size, bond structure, and exposure. Softer bonds with finer grits reduce stress at the cut edge, resulting in cleaner separation with minimal fractures. Correct spindle speeds, feed rates, and coolant also play a major role. Applications that require tight edge integrity, such as thin silicon wafers, benefit most from blades designed specifically to reduce chipping.

Finally, cost per part ties all these factors together. A blade with a lower purchase price but poor life or inconsistent results will drive up total cost due to rework, material loss, and downtime. On the other hand, a blade optimized for the application may cost more initially but deliver longer life, higher yield, and less scrap, reducing the effective cost per part. Productivity must be considered alongside quality, since the balance between throughput and blade longevity is often what determines the most economical choice.
In practice, selecting a dicing blade requires defining which outcome is most critical to your process. Whether your priority is maximum yield, flawless edge integrity, or cost efficiency, the correct combination of blade bond, grit size, thickness, and exposure will determine the results.
Dicing Process
The dicing process is a precision cutting method used across a wide range of industries, from semiconductors and electronics to optics, ceramics, composites, and advanced materials. At its core, dicing involves the use of diamond dicing blades to separate, shape, or size materials with high accuracy and minimal damage. Depending on the application, the process can be performed as either full cut singulation or scribing, each offering distinct advantages.

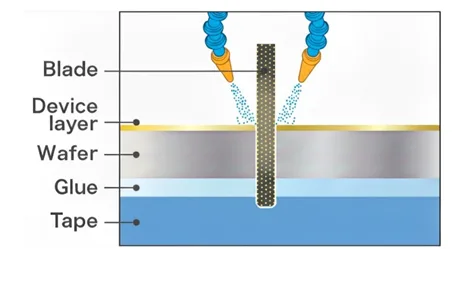
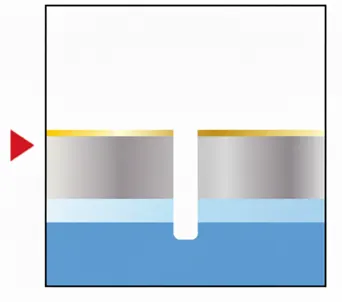
In the semiconductor industry, dicing is most commonly used for singulation, where wafers are cut into individual dies or packages. Here, the diamond blade cuts completely through the wafer until it reaches the mounting medium, such as dicing tape. This ensures clean separation of components while maintaining precise dimensions. Accuracy is critical at this stage, as even the smallest deviation can affect device performance, yield, and downstream assembly.
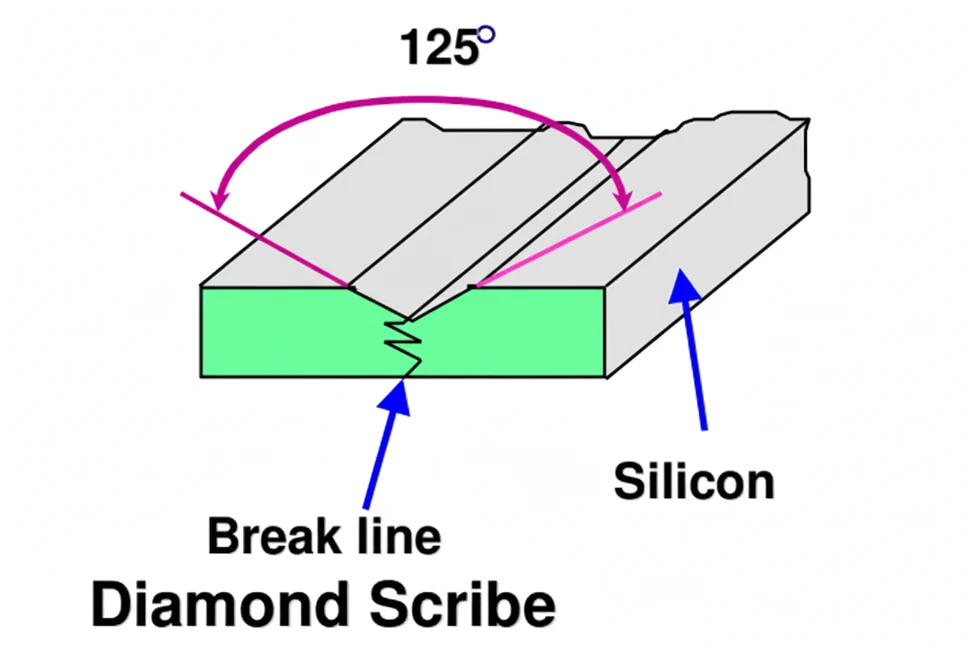
Scribing is another form of dicing where the blade only cuts partially into the material, creating a controlled line of weakness. The final separation is achieved by applying mechanical force to break the material along the scribed line. While singulation provides complete and immediate separation, scribing offers several unique benefits. It allows for higher cutting speeds, significantly reduces blade wear, and extends blade life by two to four times compared to full cut operations. Scribing is particularly effective for hard and brittle materials such as sapphire, ceramics, quartz, and specialty glasses, where controlled fracture is easier to achieve than full-depth cutting.
The choice between singulation and scribing depends on several factors, including material type, thickness, required edge quality, and production throughput. Singulation ensures nearly perfect edges and is often necessary for critical applications like semiconductors or optics where dimensional accuracy is paramount. Scribing, on the other hand, is favored where speed, reduced tool wear, and cost efficiency are more important, especially when the material naturally fractures cleanly along the scribed path.
Modern dicing processes often combine optimized blade selection, precise spindle speed, feed rate, and coolant delivery to achieve the desired balance between cut quality and productivity. Whether cutting completely through a wafer or partially scribing ceramics, the dicing process provides the flexibility and control needed to process a wide variety of materials with high yield and consistent results.
Wafer Dicing Methods and Applications
Each method has unique advantages for separating wafers and substrates while balancing cut quality, blade life, and throughput.
Full Cut
Partial Cut
Dual Cut
Step Cut

Bevel Cut
Chopper Cut
Chopper Traverse
Comparison table of dicing methods
Method | Description | Applications | Advantages | Considerations |
|---|---|---|---|---|
Full Cut | Cuts completely through the wafer into the dicing tape, fully separating each die. | Wafer singulation in semiconductors, electronics packaging, optics, ceramics. | Simple setup, compatible with all dicing saws, reliable separation, versatile, faster throughput. | Higher blade wear, potential chipping if parameters are incorrect, kerf width affects yield, requires proper tape adhesion. |
Partial Cut | Cuts to a controlled depth without reaching the tape, leaving part of the wafer intact. | Advanced packaging, MEMS, brittle or thin wafers, expensive substrates. | Reduces stress, minimizes chipping, protects tape, extends blade life. | Requires precise depth control, calibration, and coolant optimization; inconsistent depth reduces yield. |
Half Cut | Cuts only halfway into the wafer to create grooves. Often used as part of the DBG process. | Wafer thinning and die separation, groove formation for comb or needle shapes. | Enables combined grinding and separation, supports advanced packaging processes. | Limited to certain applications; requires precise depth alignment. |
Dual Cut | Two-stage cutting: initial groove or bulk removal followed by a finishing cut. | Thick, hard, or delicate wafers; sapphire, SiC, alumina, composites. | Reduces cutting stress, minimizes chipping, allows different blades for each stage, improves die strength. | Slower than full cut, requires alignment precision, misalignment risks poor quality. |
Step Cut | Multi-pass cutting with increasing depths until full separation. | Thick wafers, hard ceramics, silicon carbide, sapphire, composites. | Higher precision, reduced chipping, tighter dimensional control, lower breakage risk. | Slower throughput, requires careful sequencing of depth, feed, and spindle speed. |
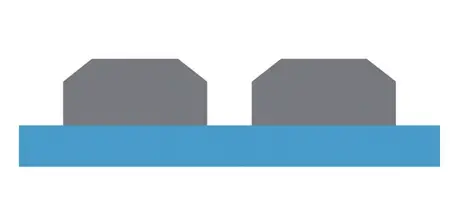
Bevel Cut | Cuts wafer at an angle to create beveled edges instead of vertical walls. | Power semiconductors, RF devices, components requiring wire bonding or encapsulation. | Stronger die edges, reduced cracks, improved packaging compatibility. | Requires special bevel blades, slower process, faster blade wear, complex setup. |
Chopper Cut | Segmented cuts in specific areas rather than full wafer lines. | Package singulation, MEMS, irregular layouts, partial wafer separation. | Reduces cutting time, lowers blade wear, minimizes stress, efficient for selective cuts. | Requires precise programming, higher risk of misalignment, needs specialized chopper blades. |
Chopper Traverse | Repeated short plunges along a cut path instead of continuous cutting. | Thick, hard, or fragile wafers; advanced ceramics, sapphire, quartz. | Reduces stress and heat, improves die strength, better edge quality, controls blade wear. | Slower than continuous cuts, requires precise programming of depth and step length, higher setup complexity. |
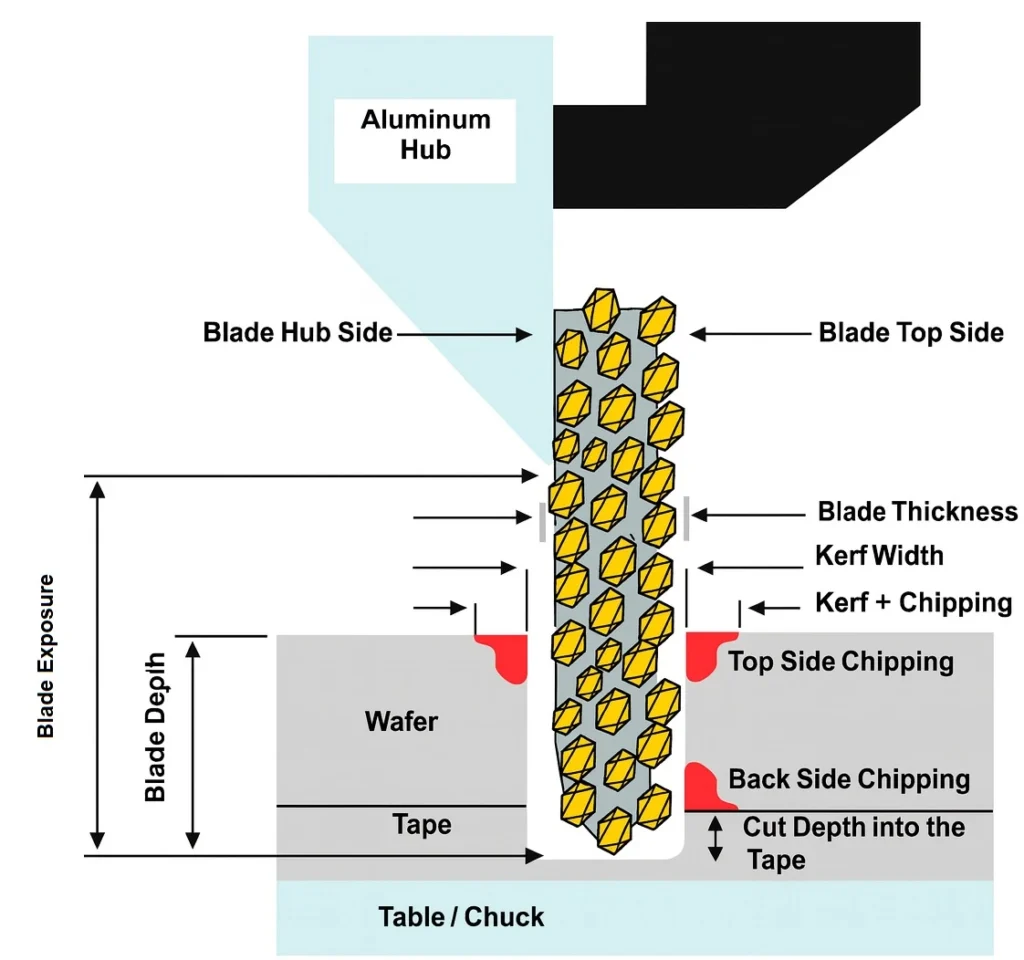
What is Dicing Blade
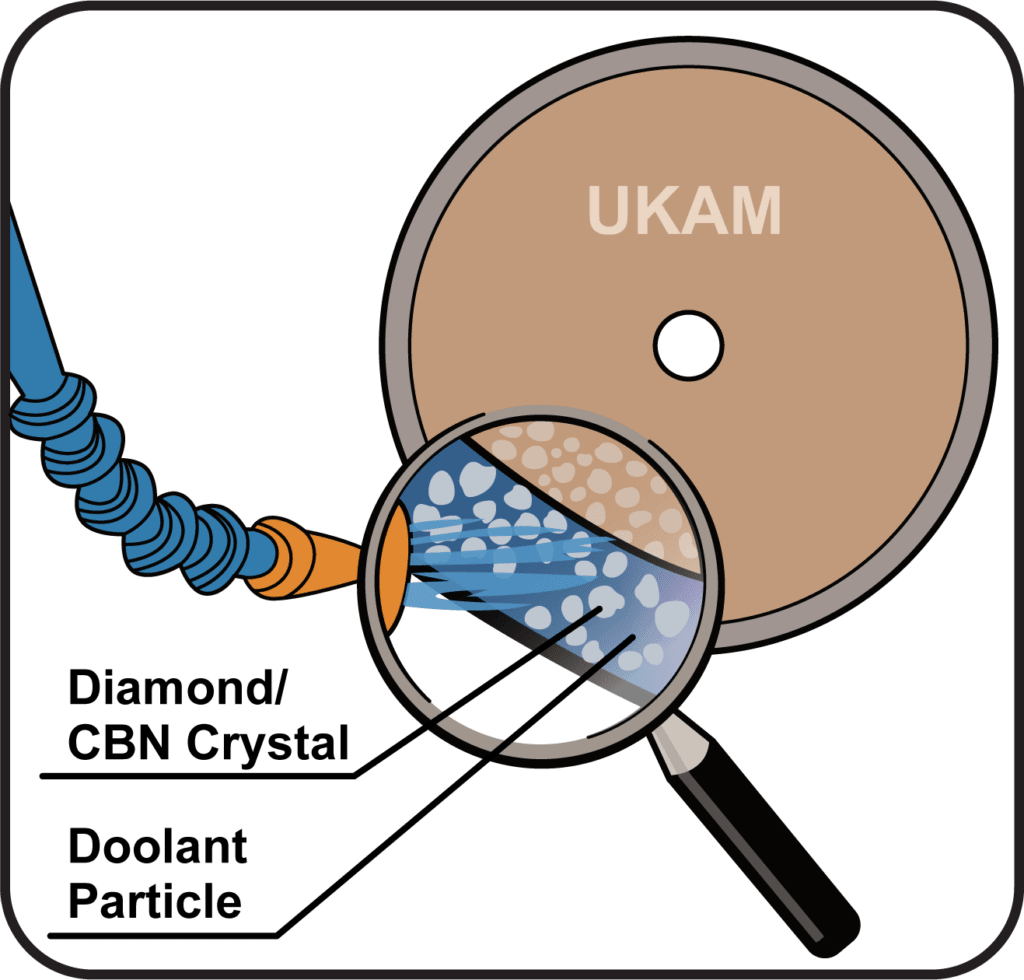
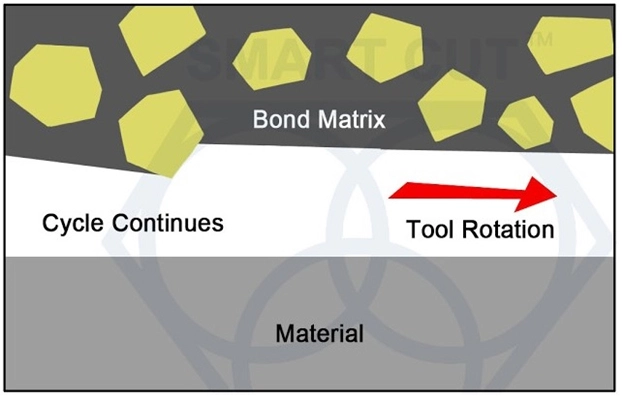
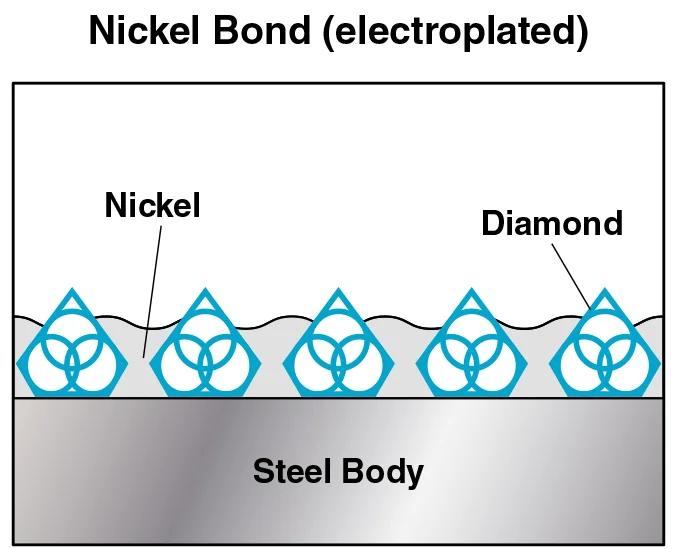
A diamond dicing blade is a precision tool with exposed diamond particles that act as small cutting edges. These particles are held in place by a bond matrix, which may be resin bond, sintered metal bond, or nickel bond in electroplated blades. The concentration of diamonds in the bond determines how many cutting edges are available, while the bond type controls how well those particles are held and released during cutting.
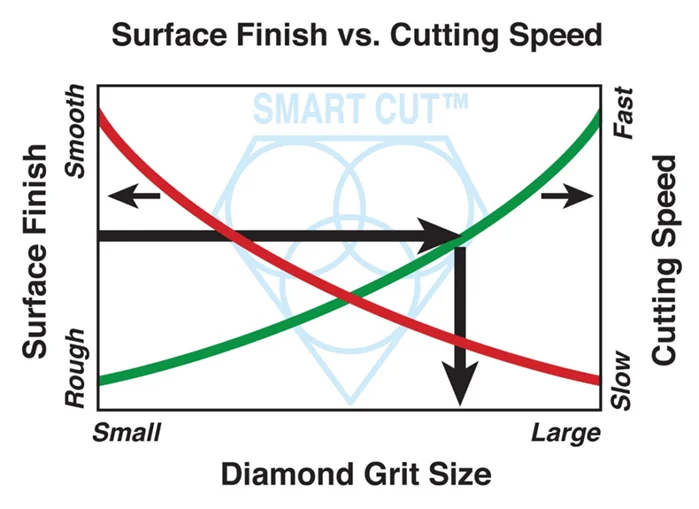
The diamond grit size directly influences the cut quality. Finer grits produce smoother surfaces with less chipping, while larger grits cut faster but leave a rougher finish. The blade thickness, which includes both the diamond particles and the bond, sets the kerf width or width of the cut. Thinner blades reduce material waste, which is important for high-value or delicate substrates.
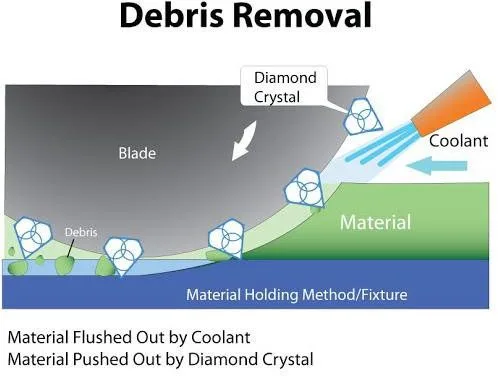
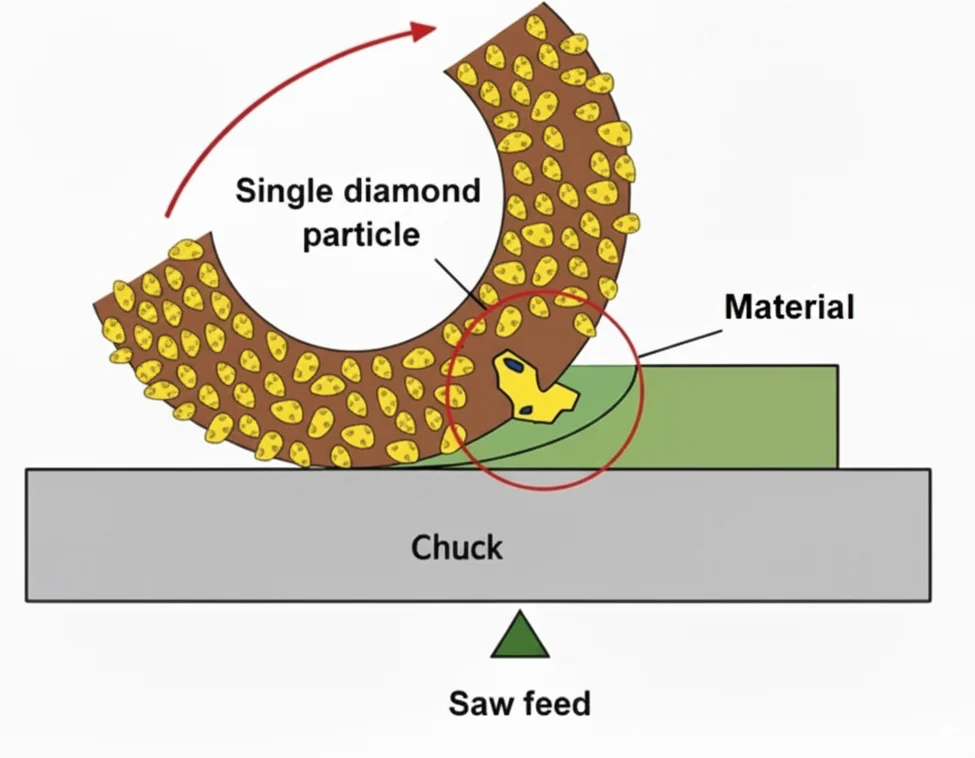
During operation, each diamond particle removes material on a microscopic level. As particles wear down, fracture, or shatter, new sharp points are exposed, allowing the blade to continue cutting. The bond system is critical in this process, because it must retain diamonds long enough to cut efficiently while also releasing them at the right time to expose fresh edges.
The final performance of the blade depends not only on its construction but also on operating conditions such as feed rate, spindle speed, depth of cut, and coolant. Matching the correct blade specifications with these parameters ensures cleaner cuts, longer blade life, and consistent results. Ultimately, blade success relies on the bond’s ability to balance diamond retention with timely release, keeping sharp cutting edges available throughout the process.
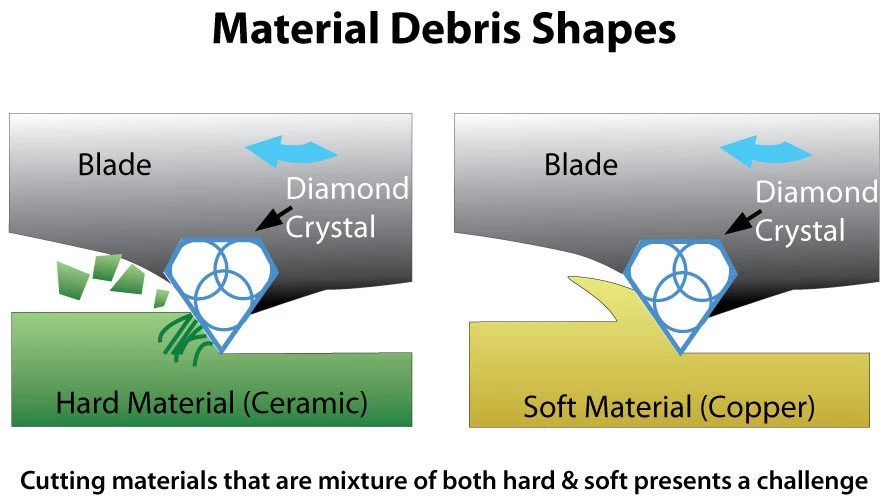
Why Use Diamond

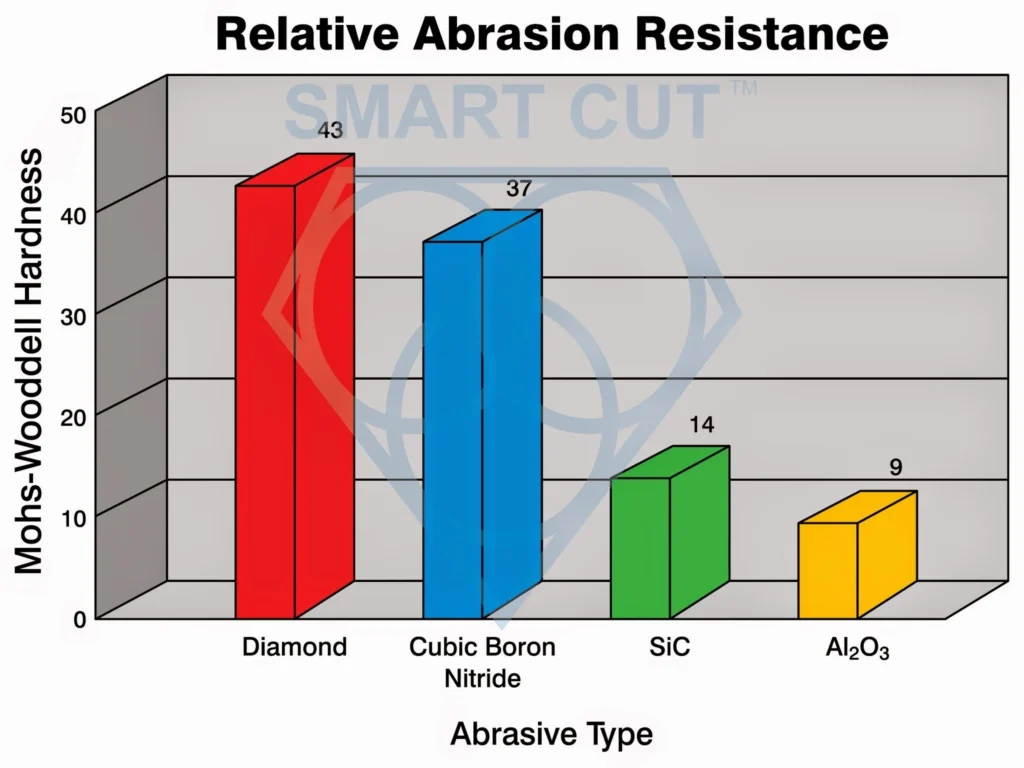
Diamond is the hardest material known to mankind, making it the most effective abrasive for precision cutting applications. When incorporated into dicing blades, diamond particles grind material at the micro and even nano level, enabling unmatched accuracy and control. Because of its extreme hardness, diamond can machine materials with hardness values of 40 Rockwell C and higher, including many advanced ceramics, composites, crystals, and superhard metals that conventional abrasives, carbide, or high-speed steel cannot cut effectively.
Diamond blades cut faster, generate smoother surface finishes, and provide more consistent results across a wide range of applications. This means improved yield, lower cost per part, and reduced downtime due to tool changes. Diamond’s hardness, natural strength, and wear resistance remain far superior to all conventional abrasives, ensuring a longer tool life and better process reliability.
CBN (Cubic Boron Nitride) is the second hardest material after diamond and offers unique benefits in specific applications. Unlike diamond, CBN does not chemically react with iron-based alloys at high temperatures, which makes it ideal for cutting hardened steels, superalloys, and ferrous materials. CBN blades deliver excellent dimensional accuracy, longer tool life, and stable performance in environments where diamond is not suitable.
Together, diamond and CBN cover the full spectrum of hard-to-machine materials, making them the preferred choice for industries such as electronics, aerospace, optics, and advanced materials research where precision and reliability are critical.
Dicing Blade Types: Hubbed vs Hubbless
Dicing blades are available in two main types: hubbed and hubless. A hubbed diamond dicing blade is permanently mounted on a precision aluminum hub and comes ready to use. Once the blade reaches the end of its life, the entire assembly is disposed of. These blades are typically chosen for applications that demand minimal vibration and high stability, such as cutting silicon and germanium wafers. Because the hub adds stiffness, hubbed blades produce a straighter kerf, cleaner cuts, and less chipping, while also requiring minimal dressing. They are easier for operators to handle and install, making them ideal for high-volume production where consistency is critical.
Hubless diamond dicing blades, by contrast, are mounted on reusable flange assemblies. The same flanges can be used repeatedly with different blades. These blades are widely applied in situations where cooling efficiency is critical, since advanced flange designs allow coolant to reach the blade directly, improving both cut quality and blade life. Hubless blades also provide flexibility, giving operators the ability to experiment with different flange configurations to fine-tune performance for specific materials. However, they require more careful handling. Foreign particles, slurry buildup, and improper cleaning of the inner and outer flanges can significantly affect cut quality. For this reason, maintaining flange cleanliness is essential to ensure consistent results.
Hubbed blades are valued for their ease of use, superior rigidity, and reduced vibration, which translate into higher precision and less chipping. They come pre-dressed and require very little setup time, making them especially efficient for delicate materials and operations where downtime must be minimized. Hubless blades, on the other hand, are advantageous because they are cost-effective in the long term, allow reuse of flanges, and can be paired with high-cooling flange systems for demanding applications. This makes them well-suited for advanced wafer cutting and other processes where extended blade life and thermal control are important.
comparison table between Hubbed and Hubless Diamond Dicing Blades
Feature | Hubbed Diamond Dicing Blades | Hubless Diamond Dicing Blades |
|---|---|---|
Mounting | Permanently mounted on a precision aluminum hub, disposed of after use | Mounted on reusable flange assemblies, flanges can be reused with new blades |
Ease of Handling | Easier to handle and install, minimal setup time | Requires careful mounting and alignment on flanges |
Blade Stiffness | Very stiff due to aluminum hub, reducing vibration | Less rigid, stiffness depends on flange assembly |
Cut Quality | Produces straighter kerf, cleaner cuts, and less chipping | Good quality but more sensitive to setup and cleanliness |
Vibration Control | Minimal vibration, excellent stability | More prone to vibration if flanges are not clean or aligned |
Dressing | Pre-dressed, requires very little or no dressing | Requires more careful dressing depending on application |
Cooling Efficiency | Limited coolant flow to the blade | High-cooling flange options allow direct coolant flow for better thermal control |
Sensitivity to Contamination | Less sensitive to slurry or foreign particles | More sensitive, requires thorough cleaning of inner and outer flanges |
Flexibility | Fixed configuration, no flange changes possible | Allows use of different flange types to optimize performance |
Applications | Best for silicon and germanium wafers, delicate materials, and high-precision work | Preferred when cooling is critical (advanced wafer cutting, ceramics, composites) |
Cost Effectiveness | Higher cost per blade since hub cannot be reused | More cost-effective long term due to reusable flanges |
Fully Impregnated Dicing Blades vs Steel Core
When selecting dicing blades, one of the important distinctions to understand is between blades fully impregnated with diamond and blades that use a steel core with a diamond section bonded to the outside rim. Both designs have advantages depending on your material, equipment, and production requirements.
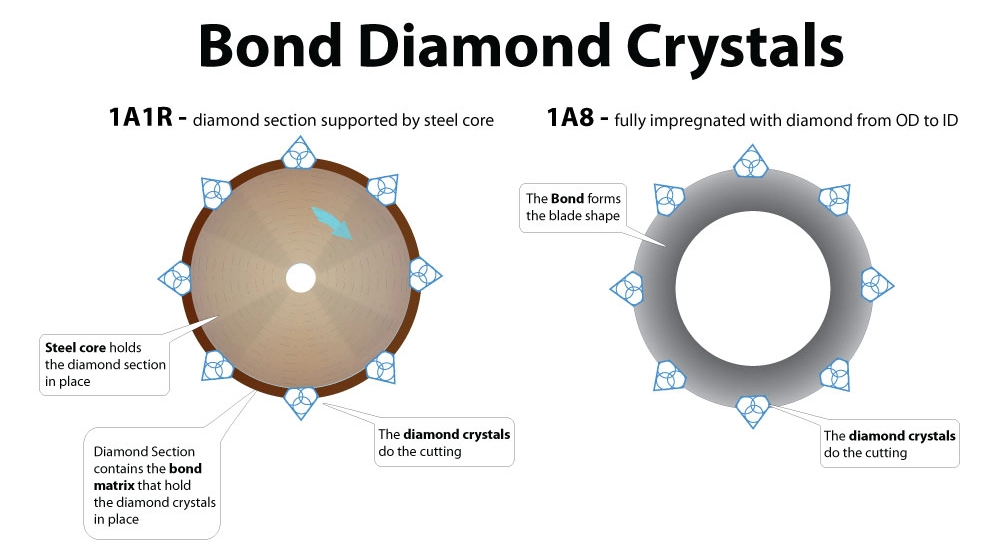
Fully impregnated diamond blades are manufactured so that the cutting edge is entirely composed of diamond and bonding material. There is no steel core under the diamond section. This construction allows the blade to be extremely thin and precise, making it ideal for applications where minimum kerf, reduced material loss, and maximum yield are critical. Because the entire blade thickness is diamond, wear is more uniform, and the blade can maintain consistent performance over its usable life. These blades are commonly chosen for semiconductors, MEMS, and very thin or fragile substrates where precision outweighs durability. The trade-off is that they tend to be less rigid and can wear faster, especially in tougher materials.
Steel core dicing blades are built with a metal core that provides structural support, while the diamond section is bonded around the edge. The steel core increases blade stability, reduces vibration, and improves resistance to side deflection. This makes them more durable and suitable for thicker wafers, ceramics, sapphire, and harder materials where cutting forces are higher. Steel core blades typically offer longer blade life and higher feed rate capability. However, because the core limits how thin the diamond section can be, these blades often have wider kerfs compared to fully impregnated blades, which means more material loss.
The choice between the two comes down to process requirements. If your application demands the thinnest kerf and highest possible precision, fully impregnated blades are the better option. If you require greater stability, longer life, and the ability to cut harder or thicker materials at higher throughput, a steel core blade is the more reliable choice. Many production environments use both types depending on whether the priority is yield and precision or durability and productivity.
Feature | Fully Impregnated Diamond Dicing Blades | Steel Core Dicing Blades |
|---|---|---|
Construction | Entire blade thickness is diamond and bond material | Steel or alloy core with diamond rim bonded to the outside edge |
Kerf Width | Ultra-thin kerfs possible for maximum yield and minimal material loss | Thicker kerfs due to steel support, more material waste |
Precision | Highest precision and dimensional accuracy, best for semiconductors and MEMS | Good precision, but limited by core thickness and rigidity |
Stability | Less rigid, can deflect under high loads | Very stable due to steel core, reduced vibration and run-out |
Blade Life | Shorter life, wears faster in harder materials | Longer blade life, can handle tougher and thicker substrates |
Material Suitability | Thin wafers, MEMS, delicate substrates, optical materials | Thicker wafers, ceramics, sapphire, alumina, harder materials |
Feed Rates | Requires lower feed rates for stability | Can handle higher feed rates without compromising quality |
Cost per Part | Can reduce cost when maximum yield is critical (due to minimal kerf loss) | Reduces cost when throughput and durability are more important |
Dicing Blade Bond Types:
Dicing Blade Bond Table of Comparison
DICING BLADE BOND TYPES | RESIN | SINTERED (METAL BOND) | HYBRID BONDTM | NICKEL BOND (HUBLESS) | NICKEL BOND (HUBBED) |
|---|---|---|---|---|---|
|
|
|
|
| |
DICING BLADE APPLICATIONS |
|
|
|
|
|
Dicing Blade Characteristics | Resin Bond dicing blade are typically more forgiving. self dressing, and freer cutting. Excellent choice for Ultra Hard & Brittle Materials. Recommended for applications where cut quality and surface finish is very important. | Sintered (metal bond) Dicing blades have excellent form holding & corner characteristics, provide very long life, high level of consistency. Recommended for users requiring very straight cuts and larger blade | You will find all the advantages of cutting speed and fine finish that you have come to expect in a resin bond, and long life, consistency, aggressiveness, durability, and excellent performance on you look for in a metal bond. | Nickel Bond dicing blades are available with and without hubs. Capable of maintaining excellent form & sharpness. Widely used for cutting wafers and thin substrates. Nickel Bond dicing blades provide minimum level of chipping on wide variety materials. | Nickel Bond Hubbed dicing blades are typically used for dicing silicon and III-V materials. Creates very thin kerfs, <50 microns. Providing excellent cut quality with low wear rate |
DICING BLADE BONDS |
|
|
|
|
|
Abrasive (Diamond/CBN) Sizes | 3 to 151 micron | 3 to 126 micron | 3 to 151 micron | 3 to 70 micron | 2 to 50 micron |
Abrasive (Diamond/CBN) Types | Coated & Uncoated Synthetic Diamond or CBN | Natural Diamond, Coated & | Coated & Uncoated Synthetic Diamond or CBN | Natural & Synthetic Diamond | Natural & Synthetic Diamond |
Abrasive Concentration | 25 to 200 con | 25 to 200 con | 25 to 200 con | 100 to 250 con | 100 to 250 con |
Minimum Dicing Blade Thickness | .003" (.076mm) | .004" (0.101mm) | .004" (0.101mm) | 0003" (0.0076mm) | .0003" (0.0076mm) |






NEW GENERATION AND TECHNOLOGY
SINTERED (METAL BOND)
SMART CUT® Series (SCM)
Diamond & CBN Dicing Blades
The Metal Bond Hubless Blade formulation features a specially developed sintered metal bond matrix that securely holds and retains diamond grains, enhancing blade durability and cutting efficiency. Unlike standard formulations, these blades have lower wear resistance, helping to reduce defects such as slanted-kerf and edge chipping, ensuring high-quality, straight cuts. Their high rigidity is equal to or surpasses that of electroformed blades, preventing wavy cutting and improving processing speed, stability, and cutting consistency. This makes them particularly well-suited for applications requiring long blade exposure and ultra-precise results.
Manufactured through high-pressure sintering, these blades are composed of multiple layers of high-quality diamond particles embedded within a metal matrix consisting of iron, cobalt, nickel, bronze, copper, tungsten, and other metal alloys.
This structure ensures excellent wear resistance and cutting efficiency, making them ideal for cutting hard, brittle, and high-precision materials such as BGA, soft alumina, TiC, LTCC, ferrite, silicon wafers, glass, piezoelectric ceramics, quartz, optical materials, and semiconductor components. The controlled sintering process optimizes the balance between cutting speed, blade longevity, and wear resistance, ensuring a consistent cutting performance throughout the blade’s lifecycle.
With their high rigidity and minimal blade wear, SMART CUT® SCM Sintered (Metal Bond) Dicing Blades ensure stable, highly precise cutting with minimal material deformation and contamination. They are designed to withstand high cutting loads while maintaining edge integrity, making them an excellent choice for applications where accuracy, durability, and efficiency are critical. The self-sharpening mechanism of these blades allows for continuous diamond exposure, preventing glazing and reducing the need for frequent blade replacements.
SMART CUT® SCM dicing blades offer a wide selection of blade thicknesses, ranging from 80 µm to 1500 µm, accommodating both ultra-thin and heavy-duty cutting requirements. Additionally, they provide customizable diamond grit sizes from 2 µm to 70 µm, ensuring the optimal balance between cutting speed, material removal rate, and surface finish quality. These blades are also available with serrated edges and various edge shapes, enhancing their ability to cut specific materials with greater efficiency and precision.
By integrating advanced rigidity, self-sharpening properties, and optimized bond formulations, SMART CUT® SCM Sintered (Metal Bond) Dicing Blades deliver exceptional performance across industries including electronics, semiconductor manufacturing, ceramics, and optics. Their prolonged lifespan, superior rigidity, and optimized diamond concentration make them the preferred choice for precision cutting applications where minimizing blade change frequency, improving cut quality, and enhancing overall process efficiency are essential.
Compare to any other Sintered (Metal Bond) Dicing Blade
Application:
- Soft Alumina
- TiC
- LTCC
- Ferrite
- CSP
- Optical
- Sapphire
- Semiconductors (QFN, BGA, LGA, LED, and Diode)
- Optical Glass (Filter, Blue Glass, Beveled Glass)
- Quartz, Crystal, and Gems
- Magnetic Material
- Carbide
- Tool Steels
About Sintered (Metal Bond)
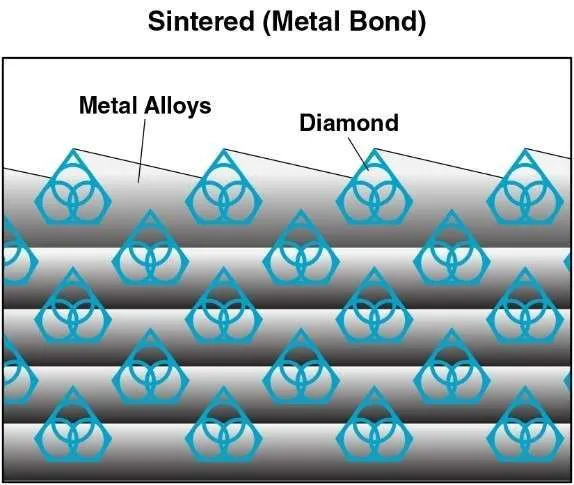

Sintered (metal bonded) dicing blades are recommended for cutting wide variety of materials from 45 to 75 on Rockwell Scale (5 to 9.5 on mohs scale of hardness). It is more wear resistant and holds diamond well in place, usually producing the highest yield/cutting ratio.
As a general rule of thumb, Metal Bond (sintered) diamond dicing blades longer than other diamond bond blades such as resin bond and electroplated (nickel bond) blades.
They wear evenly, and are known for their long life & consistency. Metal bond matrix does not protrude diamonds very high and hence usually requires lower cutting speeds than electroplated (nickel bond) and resin bond blades. In many dicing applications sintered (metal bond) dicing blades are used in applications which are not super hard or super brittle and with minimum tendency to produce chips or cracks.

NEW GENERATION AND TECHNOLOGY
HYBRID BOND
SMART CUT® Series (SCH)
Diamond & CBN Dicing Blades
SMART CUT® HYBRID (RESIN) SCH series New Generation & Technology Dicing Blade is the highest performance dicing blade available today.
Unlike conventional resin bond blades, which tend to wear down quickly and require frequent dressing, the SMART CUT® SCH Series is designed for extended life, lasting three to four times longer than traditional resin bond dicing blades. The hybrid bond structure provides exceptional wear resistance, maintaining its form, shape, and cutting precision throughout its lifespan. These blades excel in high-load and high-feed-rate applications while retaining their integrity and performance under demanding conditions.
The Best of Both Worlds: Longevity Precision
SMART CUT® SCH dicing blades provide the durability of metal bond blades without sacrificing the cutting quality of resin bond blades. This innovative hybrid bond formulation minimizes chipping, delivers best cut quality, and maintains tight tolerances, making it the perfect choice for applications requiring both long blade life and high cut quality.
These blades are engineered to be more universal, and are capable of handling higher loads and feed rates without degradation. The advanced diamond orientation and bond structure ensure that each diamond works at maximum efficiency, reducing unnecessary wear and optimizing cutting performance.
Unmatched Performance Features
With its self-sharpening open bond structure, the SCH Series prevents glazing, ensuring the bond renews itself naturally, minimizing dressing requirements while maintaining peak cutting efficiency. The blades feature maximum coolant absorption, allowing better heat dissipation and improved coolant retention, which prevents overheating and enhances cut quality.
The aggressive cutting action allows the SCH Series to cut faster than standard resin bond blades, yet still provides a clean, smooth finish with minimal material deformation. The superior structural integrity of the blade ensures that it maintains consistent roundness, cutting speed, and accuracy, resulting in repeatable, high-quality cuts throughout its life.
SCH Series significantly reduces blade wear, ensuring extended operation before replacement. Its robust design minimizes chipping and prevents material damage, maximizing process consistency and precision. Unlike conventional resin bond dicing blades, SMART CUT® SCH blades require minimal dressing, helping to maintain consistent cutting speed and performance while reducing downtime and operating costs.
By combining the longevity of sintered (metal bond) blades with the superior cut quality of resin bond blades, SMART CUT® SCH Series Hybrid Bond Dicing Blades set a new standard in dicing performance. These blades provide unmatched durability, efficiency, and cost savings—ensuring maximum return on investment for manufacturers seeking the best balance between blade life and cut quality.
Application
Features
- Excellent form & corner holding characteristics
- Best tolerances in the industry
- Superior Cut Quality
- Unmatched Consistency
- Self Sharpening Open Bond
- Requires Minimal Dressing
- Maximum cutting performance
- No glazing
- Faster cutting action
- Improved surface finish quality
- Better coolant retention
- No Material Deformation
- Lasts 3 to 4 times longer than conventional resin bond blades

RESIN BOND
SMART CUT® Series (SC®) RESIN BOND DIAMOND & CBN DICING BLADES
Maintain excellent form & sharpness. Providing lower wear rate, longer life, and minimum level of chipping on wide variety materials.
SMART CUT® RESIN SCR Dicing Blades are engineered to significantly outperform conventional resin bond blades in both durability and performance. Unlike standard resin blades that quickly dull and lose shape, SMART CUT® blades maintain their roundness, sharpness, and structural integrity throughout their life. They handle higher loads and feed rates, making them suitable for both low- and high-power dicing saws. Their heavy-duty construction and open bond design reduce the need for frequent dressing, minimize blade wreckage, and allow for superior coolant absorption—keeping the blade cool and stable during operation.
These blades cut faster and more aggressively while still delivering the smooth surface finish expected from a resin bond. They also resist glazing and maintain consistent cutting speed with minimal chipping. SMART CUT® RESIN SCR Blades use advanced phenolic resin formulations, higher grade tightly graded diamonds, and proprietary molding techniques—overcoming the limitations of conventional resin bonds and enabling use in a wider range of applications. With their self-renewing bond structure and longer life, they offer cleaner cuts, reduced downtime, and lower overall cost per cut—truly setting a new standard for what resin bond dicing blades can achieve.
Features:
- Highly Customizable
- Improved Precision
- Versatility in Applications
- Resistant to Wear
- Low Vibration
- High Strength and Rigidity
- Extended Blade Life
- Minimal Deflection
- Ideal for Deep or Aggressive Cutting
- Available in Various Grit Formulas
Advantages
- Maximum cutting performance
- No glazing
- Faster cutting action
- Improved surface finish quality
- Better coolant retention
- No Material Deformation
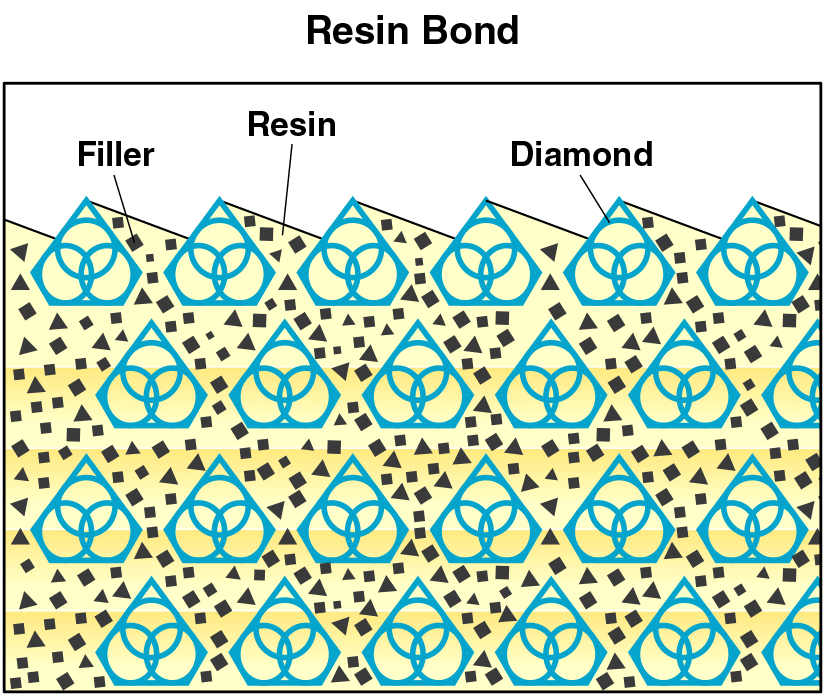
About Resin Bond

NEW GENERATION AND TECHNOLOGY
NICKEL BOND HUBLESS
SMART CUT® Series (SCN) DIAMOND & CBN DICING BLADES
SMART CUT® Nickel Bond Hubless Dicing Blades are designed to provide exceptional precision, longevity, and consistency for cutting a wide range of materials. Engineered with a high diamond concentration and advanced Nickel bond matrix, these blades deliver efficient cutting performance with minimal heat generation. Their ability to maintain excellent form retention and diamond exposure makes them ideal for applications requiring high accuracy, such as wafer dicing, thin substrate cutting, and microelectronics fabrication.
The Nickel binder used in these blades is specifically developed to offer a hard bond for soft materials, ensuring longer blade life and reduced wear rates. This unique combination of bond structure and abrasive composition allows for faster cutting while minimizing chipping, making it an optimal choice for materials such as printed circuit boards (PCB), silicon, and ball grid array (BGA) components. By maintaining sharp diamond exposure throughout the cutting process, these blades enhance material removal efficiency while ensuring a stable and controlled cut.
SMART CUT® Nickel Bond Hubless Blades are available in a variety of configurations to meet diverse application needs. Blade thickness ranges from 50 µm (2 mil) to 300 µm (12 mil), allowing for precise customization based on material requirements. The diamond grit size varies from 3 µm to 50 µm, providing versatility across different levels of cutting precision. Custom serration designs and various edge shapes are also available, further enhancing cutting performance for specialized applications.
These blades are engineered for superior cutting results, offering maximum performance and reliability. With excellent form and corner-holding characteristics, they maintain the industry’s best tolerances. Their advanced design minimizes chipping, ensuring a cleaner and smoother finish while significantly reducing blade wear. By extending blade life and optimizing cutting speed, these blades enhance process efficiency, reduce material loss, and lower overall operational costs. Their non-glazing properties enable a faster cutting action while improving surface finish quality, making them a preferred choice for high-precision applications. Additionally, superior coolant retention improves thermal management, preventing material deformation and ensuring a stable cutting process.
- Superior Wear Resistance (Hard Bond)
- Ultra Thin Kerf (thinnest blades available (down to .0008”)
- Excellent rigidity for higher exposure
- Exceptionally long blade life
- Maintains good edge geometry
- Excellent on applications requiring high accuracy



About Nickel (Plated) Bond
Features
- Excellent form & corner holding characteristics
- Best tolerances in the industry
- Superior Cut Quality
- Unmatched Consistency
- Universal Application
- Requires Minimal Dressing
Benefits
- Increases Blade Life
- Reduce Chipping
- Reduce Blade Wear
- Increase Process Consistency
- Maintain Consistent Cutting Speed
- Minimum Loss of Material
- Reduce Cost
Advantages
- Maximum cutting performance
- No glazing
- Faster cutting action
- Improved surface finish quality
- Better coolant retention
- No Material Deformation
- Faster Cutting Speed

Each blade consists of a precisely manufactured hub, designed for optimum cooling efficiency, and carries an electrodeposited nickel alloy layer embedded with diamond grains. The etched aluminum support is removed during manufacturing, leaving a free-standing nickel-diamond matrix that determines cut depth based on the exposed diamond rim.
UKAM Industrial Superhard Tools’ proprietary manufacturing process ensures precise control over diamond grit size, concentration, and nickel bond hardness, optimizing these variables to produce hubbed dicing blades that offer unmatched cut quality, superior blade life, and high throughput efficiency. These blades are highly versatile and perform exceptionally well in a wide range of applications, including silicon wafer dicing, brittle III-V compound materials such as gallium arsenide and indium phosphide, PZT ceramics, tantalates, aluminas, and silica-filled plastics for chip-scale package singulation.
SMART CUT® Nickel Bond Hubbed Dicing Blades feature a robust structure that enhances durability and provides superior cut quality with minimal chipping. They create ultra-thin kerfs, often less than 50 microns, enabling precision cutting while maintaining tight kerf width control. Their improved diamond exposure reduces the need for frequent dressing, allowing for more efficient and consistent cutting performance. These blades are designed to handle high exposure-to-width ratios and support advanced dicing techniques such as bevel and step cutting. A wide range of grit sizes and bond types is available to accommodate different application requirements.
This results in excellent cut quality with a low wear rate, reducing waste and improving productivity. The combination of an ultra-thin diamond blade and a precision aluminum hub provides stable cutting results while improving overall operation efficiency. These blades are particularly well suited for dicing silicon and III-V semiconductor materials.
Features:
- Ultra-thin precision cutting for semiconductor applications
- Nickel electroplated bond with larger diamond grit for longer blade life
- Customizable options
- Optimized hub design for superior cooling efficiency
- Free-standing nickel-diamond matrix for precise cut depth control
- Excellent cut quality with minimal chipping
- Ultra-thin kerfs (<50 microns) for high-precision dicing
- Improved diamond exposure reduces the need for frequent dressing
- Handles high exposure-to-width ratios for stable cutting
- Supports advanced dicing techniques like bevel and step cutting
- Available in various grit sizes and bond types for different applications
- Ideal for silicon, III-V compounds, PZT ceramics, and more
- Ultra-thin kerfs (<50 microns) for high-precision dicing
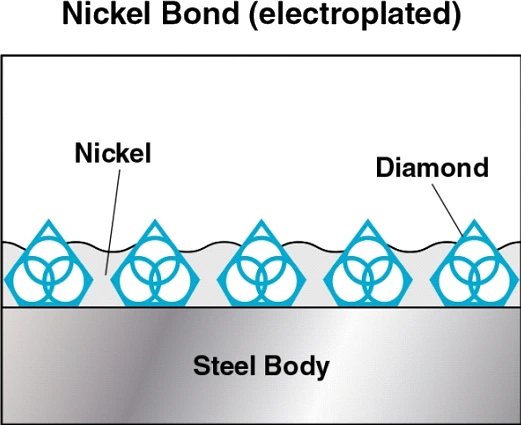
About Nickel Bond (Electroplated) Tools

NEW GENERATION AND TECHNOLOGY
Tungsten Carbide Dicing Blades
SMART CUT® Series
Tungsten Carbide Slitting / Dicing Blades
What are Tungsten Carbide Slicing & Dicing Blades
Tungsten carbide dicing or slitting blades bear some resemblance to diamond cutting blades in terms of their outer diameter (OD), thickness (TH), and inner diameter (ID). However, a significant distinction lies in their cutting mechanism. Unlike diamond blades that use embedded diamonds to grind through materials, tungsten carbide blades are equipped with teeth that slice through the workpiece. This fundamental difference in design affects both their applications and operational parameters.
Design and Operation
These blades are particularly suited for slow-speed cutting machines, typically operating at rotational speeds below 1,000 RPM. The design of tungsten carbide blades incorporates finely crafted teeth, which are essential for the precise cutting of delicate materials. When operated at high speeds, as is common with standard dicing saws designed for diamond blades, the teeth on tungsten carbide blades can suffer immediate damage due to excessive wear and thermal stress.
Application:

Dicing Blade Outside Diameter

When selecting a dicing blade for your application, diameter is one of the most critical factors to evaluate. For dicing saws, blade diameters usually range between 2″ and 5″. The diameter you choose will determine the maximum cutting depth, spindle speed range, and overall stability of the cutting process.
This illustration explains the effect of blade diameter on cutting performance in diamond dicing operations. A larger diameter blade (Db) engages a longer cutting length (Lb) compared to a smaller diameter blade (Ds) with a shorter cutting length (Ls). The increased cutting length means that more diamonds are in contact with the material at any given time, which distributes the load more evenly across the cutting edge. This results in longer blade life and helps to reduce chipping on the workpiece. By contrast, smaller diameter blades concentrate cutting forces over a shorter contact area, leading to faster wear and higher risk of edge damage. Selecting the correct blade diameter based on material thickness, required cut depth, and cut quality is essential for optimizing blade performance and ensuring consistent, high-quality results.
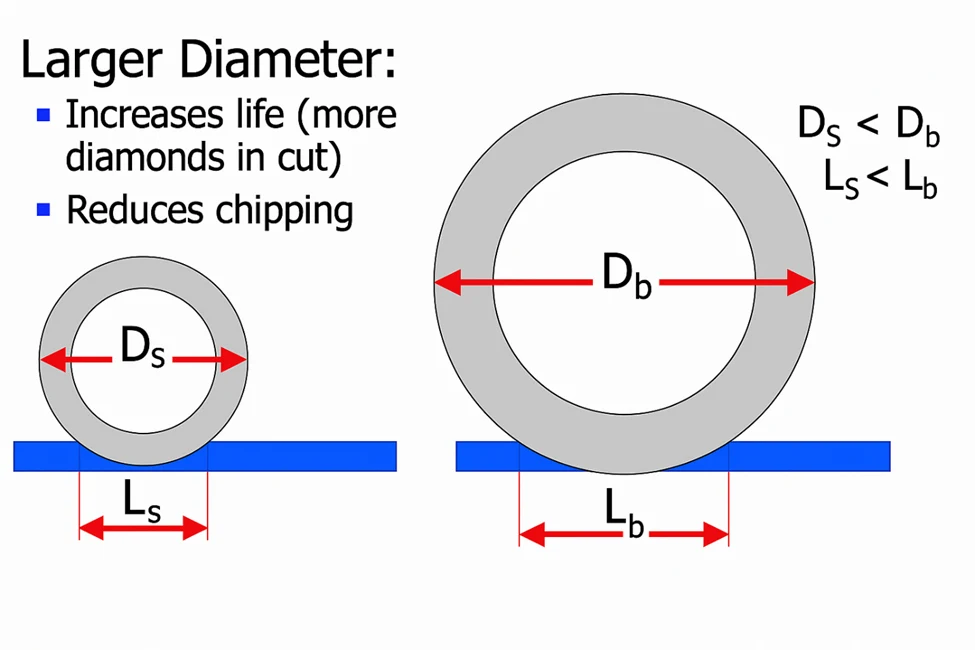
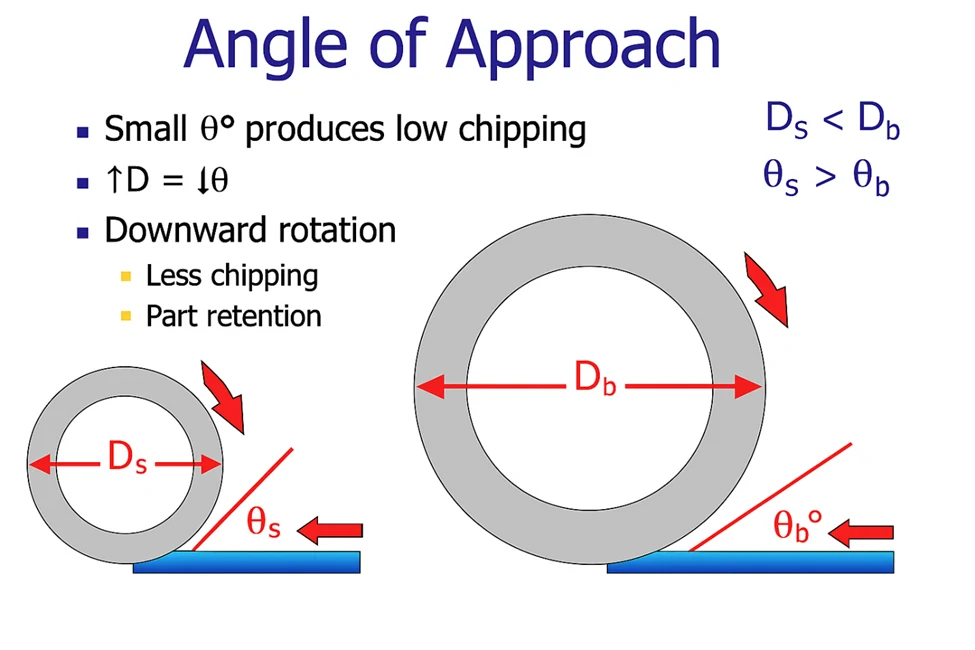
The diagram shows how the angle of approach (θ) changes depending on blade size. With a smaller diameter blade (Ds), the angle of approach (θs) is larger, while with a larger diameter blade (Db), the angle of approach (θb) is smaller. A smaller angle results in less chipping and better part retention, which is why larger diameter blades tend to produce smoother cuts.
The key point here is that increasing blade diameter reduces the approach angle, leading to improved cut quality and reduced chipping, provided spindle torque and speed are properly adjusted.
The diameter of a diamond dicing blade has a major influence on cutting performance and process parameters. A larger diameter blade improves cut straightness because more of the blade is engaged in the cut, which also allows for higher feed rates since more diamonds are actively cutting at the same time. The larger radius reduces the required spindle speed to maintain the same surface speed, but it also demands higher spindle torque to drive the blade effectively. With more crystals engaged in the cut, material removal is more efficient, though the larger lever arm can increase stress on the spindle and mounting system. In addition, larger blades have more contact area in the cut, which can increase heat generation and blade rubbing if not properly managed with coolant and optimized parameters. Selecting the correct diameter requires balancing these factors to achieve the desired combination of cut quality, productivity, and blade life.
Smaller blades (2″ or 3″) are best suited for ultra-thin wafers and delicate substrates. They allow higher spindle speeds, finer kerfs, and reduced material loss, which makes them ideal for applications in semiconductors, MEMS, and microelectronics where precision is critical. Larger blades (4″ or 5″) are more appropriate for thicker wafers, ceramics, glass, and optical materials where deeper sectioning is required. These blades run at lower RPMs, provide greater cutting depth, and can handle higher feed rates, although they typically result in a wider kerf and more material loss.


Another important aspect is equipment compatibility. Every dicing saw is designed to handle a specific range of blade diameters. Operating outside this range can create excessive run-out, vibration, or spindle damage. Stability decreases as blade diameter increases, so proper flange support is essential. A good rule is that the flange should cover at least one-third of the blade diameter to ensure balance and minimize side deflection.
In practice, selecting the correct blade diameter comes down to balancing depth of cut, kerf width, throughput, and cut quality. If your priority is minimizing material waste and achieving fine tolerances, smaller diameters are the better option. If your goal is higher productivity and the ability to cut thicker substrates, larger diameters will be required. Always match the blade size to both your material requirements and the technical specifications of your dicing saw.
Dicing Blade Kerf Thickness
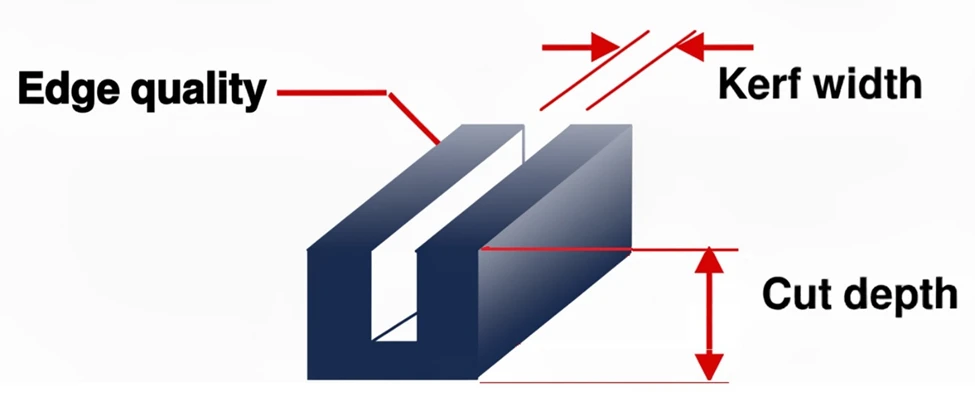
When selecting a dicing blade for your application, kerf thickness is one of the most important parameters to consider. The kerf is the width of the cut made by the blade, and it directly affects material loss, surface quality, cutting speed, and blade stability. Choosing the correct kerf thickness allows you to achieve the best balance between precision, productivity, and cost efficiency.
Ultra-thin kerf blades are designed for applications where material value is high and waste must be minimized, such as in semiconductor wafers, MEMS devices, and optical substrates. These blades produce narrow cuts, which preserve more of the material and allow for higher die yields. They also generate less heat and stress, reducing the risk of cracking or chipping in brittle materials. However, thinner blades are more fragile, require precise spindle alignment, and may have a shorter blade life if pushed beyond their limits.
Thicker kerf blades provide greater structural stability and are better suited for tougher, thicker, or harder materials such as ceramics, sapphire, or alumina. They can withstand higher feed rates and cutting forces, making them ideal when throughput and blade life are priorities. The trade-off is increased material loss and a wider cut, which may not be acceptable in high-value substrates or applications requiring extremely fine tolerances.
The correct kerf thickness also depends on your equipment capabilities. Not all dicing saws are designed to handle ultra-thin blades, and improper setup can lead to blade breakage or run-out. Flange support and alignment play a key role in ensuring performance, particularly for thin-kerf blades. A well-supported blade will reduce vibration and help maintain consistent kerf width throughout the cutting process.
In practice, the right choice comes down to balancing cut precision, blade strength, and material conservation. If your goal is to maximize yield and minimize waste, a thinner kerf blade is the better option. If you need longer blade life, higher feed rates, and greater durability, a thicker kerf blade is more appropriate. Always match the kerf thickness to your material type, substrate value, and equipment specifications to achieve the most consistent and cost-effective results.
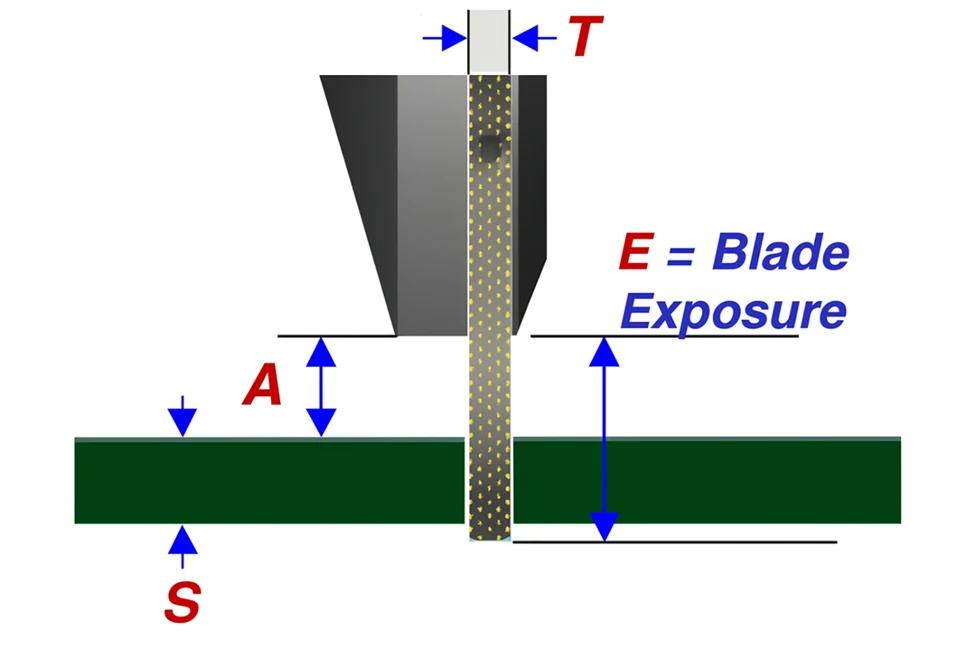
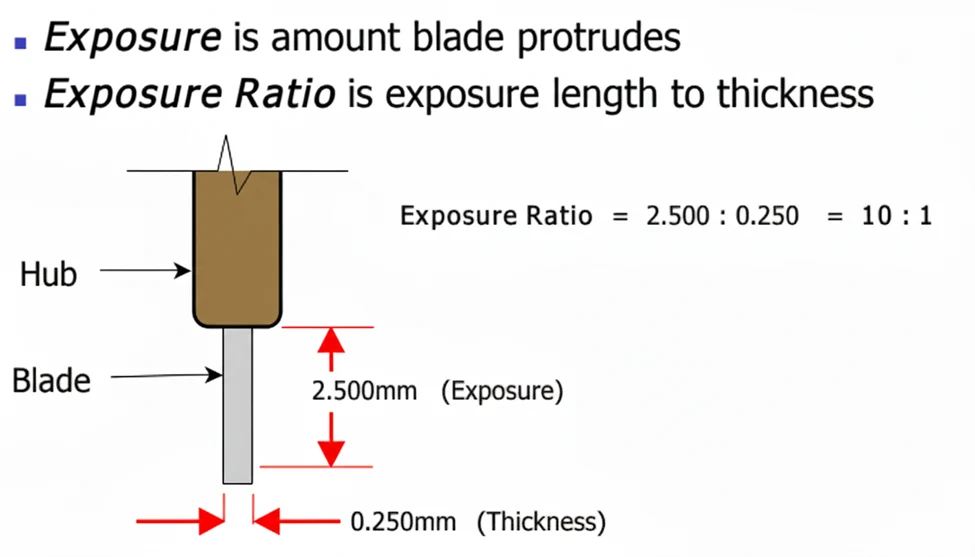
Dicing Blade Exposure
When selecting the right dicing blade for your application, blade exposure is one of the most critical parameters to control. Blade exposure is the portion of the blade’s diamond section that extends beyond the flange and is actively engaged in cutting. It directly affects stability, cutting depth, surface finish, and blade life. Choosing the correct exposure is essential to achieve consistent results without premature blade failure.
Shorter blade exposure provides the greatest stability. With less unsupported blade length, the risk of deflection, vibration, and run-out is reduced. This improves cutting accuracy, edge quality, and dimensional control, making shorter exposures best for thin wafers, delicate substrates, and applications where precision is the top priority. The trade-off is that cutting depth is limited because the flanges restrict how far the blade can penetrate the material.
Longer blade exposure allows for deeper cuts and is required when processing thicker wafers, ceramics, or glass substrates. However, the longer the blade extends beyond the flanges, the more it is prone to flexing and instability. This can lead to wider kerf variation, increased chipping, and reduced blade life if not properly managed. To maintain performance, exposure must be carefully balanced with blade thickness, diameter, and flange design.
The minimum exposure required for any job is calculated with the formula ME = A + S + T/2, where A = 0.300 mm (12 mil), S = substrate thickness, and T = blade thickness. This ensures the blade penetrates fully through the substrate with a margin of safety. Exposure must also stay within the safe maximum for the blade’s bond type. Nickel bond dicing blades can extend up to 30 × T, sintered metal bond blades can extend up to 20 × T, and resin bond blades can extend up to 10 × T. These limits reflect the structural strength of each bond and define how far the blade can safely extend beyond the flanges.
Bond Type | Maximum Recommended Exposure | Explanation |
|---|---|---|
Nickel Bond | 30 × Blade Thickness (T) | Electroplated bond with strong diamond retention. Can safely extend further beyond flanges compared to other bonds. |
Sintered (Metal Bond) | 20 × Blade Thickness (T) | Diamond is distributed throughout the metal matrix. Provides good rigidity but requires a shorter exposure limit than nickel to prevent deflection. |
Resin Bond | 10 × Blade Thickness (T) | Weakest structural support of the three. Exposure must be kept short to maintain accuracy and minimize chipping. |
The correct exposure is always the lower value between the calculated minimum requirement and the maximum allowed by the bond type. If the required exposure exceeds the bond limit, adjustments are necessary, such as switching to a stronger bond, using step cutting, or increasing blade diameter. In every case, exposure should be kept as short as possible while still meeting the depth requirement. Thin-kerf blades demand shorter exposure to remain stable, while larger diameters may require longer exposure but must always be supported by the proper flange size. Whenever exposure increases, cutting parameters such as feed rate and coolant delivery should be adjusted to control chipping and vibration. Exposure must be re-evaluated whenever blade thickness, bond type, flange size, or mounting conditions change.
To calculate maximum exposure, the following formula is applied:
M E = A + S + T/2
Where:
- A = Minimum allowance of 0.300 mm (12 mil)
- T = Blade thickness
- S = Substrate thickness
This calculation ensures that the blade has enough depth to fully penetrate the substrate while accounting for the necessary safety margin. By combining bond-specific exposure guidelines with the formula above, you can determine the correct blade exposure for your application, ensuring balance between blade rigidity, cutting quality, and tool life.
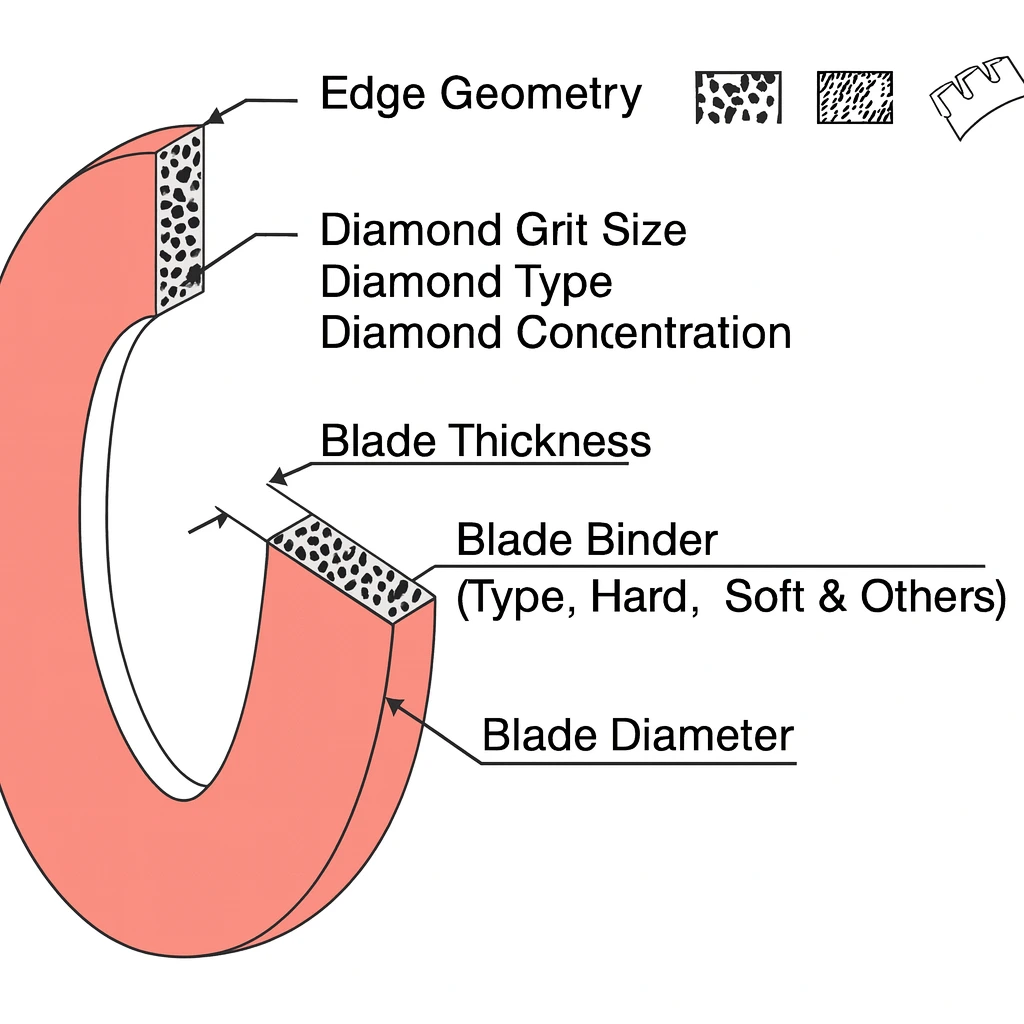
Dicing Blade Edge Design
For diamond dicing blades, the edge design is just as critical as diameter, kerf, or exposure. The edge angle determines how thin or stable the cut will be. A sharper angle allows the thinnest kerf, which is important in semiconductor and MEMS applications where maximizing die yield is critical. However, sharper edges are less stable and wear faster. A wider angle gives the blade more structural support, increases stability, and extends blade life, though at the cost of slightly wider kerf and more material loss.
Edge geometry controls how the blade interacts with the material. A straight edge is standard and provides consistent kerf for most silicon, glass, and ceramic dicing applications. A tapered edge reduces friction and heat generation, making it better for ultra-thin wafers or delicate substrates where thermal stress can cause microcracks. A beveled edge improves strength and coolant flow into the cut, which helps when working with harder materials or when heat management is important.
The edge radius affects how aggressively the blade cuts and how long it lasts. A sharp radius cuts clean and allows the narrowest kerf but increases the risk of chipping and faster wear. A small rounded radius improves edge durability, reduces stress at the blade tip, and minimizes large chipping in brittle materials like quartz, sapphire, or alumina, though the kerf will be slightly wider.
For thin silicon wafers and semiconductors, a sharp angle with minimal radius is preferred for precision. For brittle ceramics and optical glass, a slightly tapered or beveled edge with a small radius provides a better balance of quality and durability. For sapphire, alumina, and very hard substrates, a wider edge angle combined with a small radius gives more support and reduces blade failure.
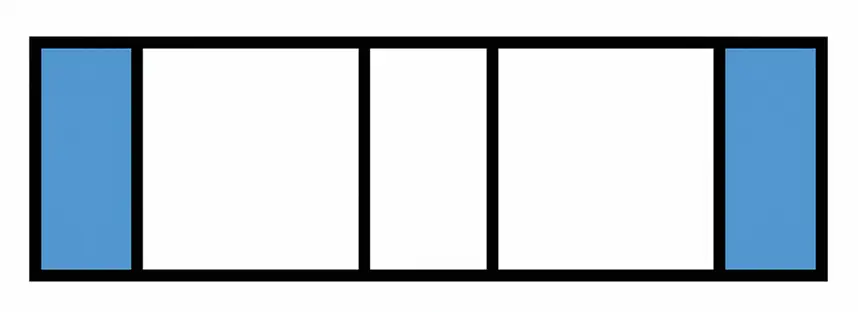
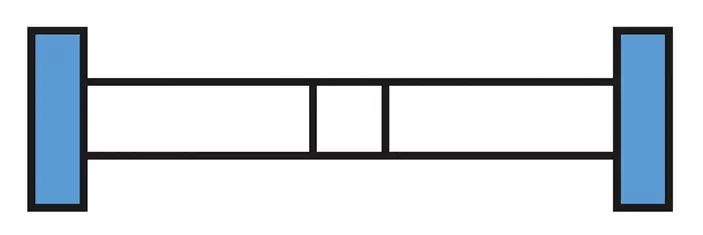
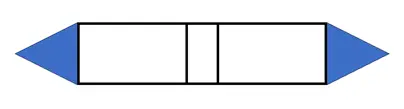
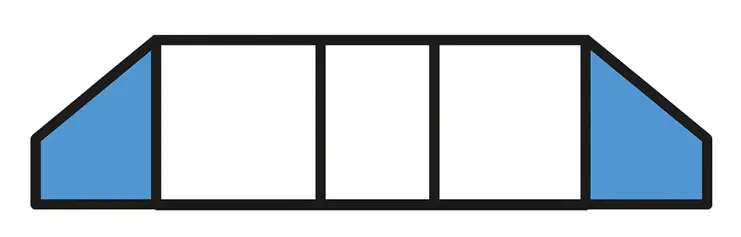
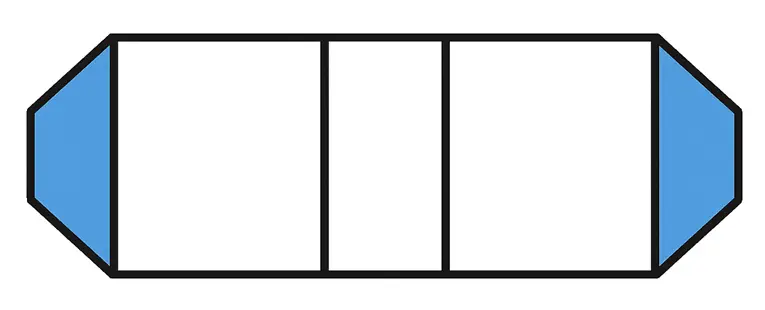
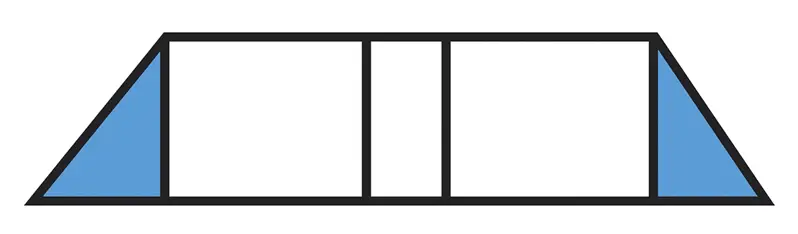
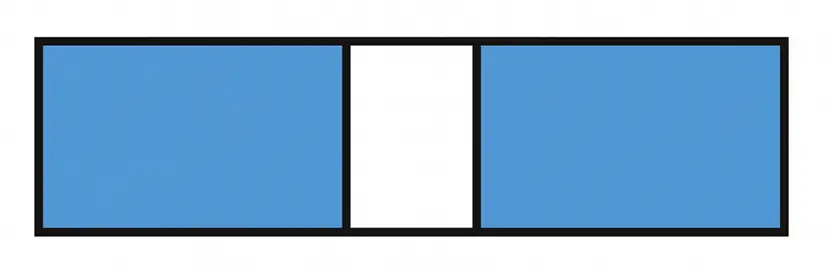
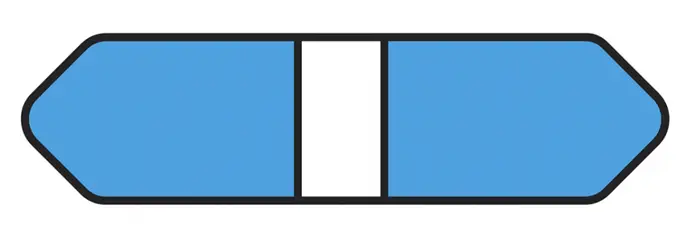
The most common is the flat profile (1A8), where the thickness is uniform from the outside diameter to the inside diameter, providing stable performance across a wide range of materials. A tapered profile (1E8) reduces friction and cutting resistance by narrowing toward the edge, improving penetration and minimizing chipping in hard, brittle materials. The reinforced straight-edge profile (1M8) offers parallel sidewalls and greater rigidity, making it effective for deep cuts and applications demanding dimensional accuracy. A rounded profile (1N8) distributes cutting forces more evenly, reducing vibration and edge breakage while enhancing cut stability and blade life, which benefits fragile or stress-sensitive materials. The V-shaped profile (1V8) concentrates cutting force at a sharp point, enabling narrow kerfs and high-precision cuts with minimal material loss, particularly for fine-feature cutting, slotting, and trenching. Choosing the correct blade profile depends on the Material thickness, and required precision, with the right selection leading to improved performance, reduced chipping, and longer blade life.
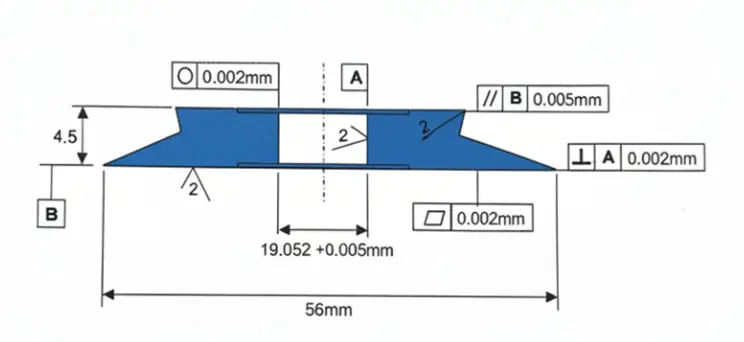
1A1 Dicing Blade
The 1A1 diamond blade is manufactured with no relief, meaning the diamond section and the steel core are the same thickness throughout. This uniform design provides maximum stability, rigidity, and precision during cutting. It is widely used in gang saw applications and for processing hard and brittle materials such as glass, optics, and composites, where high load capacity and deep cutting ability are required.
The maximum cut depth is limited by the height of the diamond section, which defines how far the blade can penetrate into the material. The kerf thickness is equal to the core thickness, ensuring consistent cut width and structural integrity. Typical kerf thickness ranges from 0.3 mm (0.012 inch) to 3.2 mm (0.125 inch), while diamond depths are available from 1.58 mm (1/16 inch) up to 14 mm (9/16 inch), providing flexibility to match specific cutting requirements.
1A1R Dicing Blade
The 1A1R Diamond Cut-Off Blade with relief has a steel core where the core thickness is thinner than the diamond rim. The cutting section is reinforced, giving it the ability to handle thicker and harder materials that require added support. With a flat, continuous rim and no slots, the blade delivers stable performance while maintaining strength during demanding cuts.
This design makes it well-suited for cutting larger cross-sections and high-strength materials where thinner, fully impregnated blades would not provide sufficient rigidity. The 1A1R is commonly used in applications involving glass, ceramics, quartz, composites, and similar materials when greater depth of cut and core support are required to achieve precision while minimizing chipping.
1E1 Dicing Blade
The 1E1 diamond dicing blade has a rectangular core with tapered edges on both sides, and this unique geometry is designed to improve rigidity while enabling ultra-thin cuts. The angled edges reduce friction at the point of contact, helping the blade enter and exit the wafer more smoothly, which minimizes chipping and thermal damage. This makes the 1E1 especially effective for semiconductor applications where fragile materials like silicon, GaAs, sapphire, and SiC must be diced into small dies with very narrow kerfs, ensuring clean separation, consistent performance, and higher yields from expensive wafers.
1M1 Dicing Blade
The 1M1 diamond dicing blade is designed with a straight rectangular edge profile that differs from the tapered geometry of other blade types. This edge shape provides maximum stability and support to the diamond section, making it suitable for precise and consistent cutting where blade rigidity is critical.
The flat sides allow uniform contact with the wafer and maintain a stable kerf width throughout the cut, reducing run-out and ensuring high dimensional accuracy. In semiconductor applications, the 1M1 design is especially effective when processing silicon, GaAs, sapphire, and ceramic wafers where maintaining tight tolerances and consistent cut quality are more important than minimizing friction at the entry and exit points.
1N1 Dicing Blade
The 1N1 diamond dicing blade is designed with a narrow rim and reinforced core, giving it a distinctive geometry compared to other blade types. This structure provides extra rigidity in the blade body while maintaining an exposed cutting edge that can reach deeper into the wafer. The design allows for stable cutting at higher feed rates and helps reduce side deflection, making it effective in semiconductor applications where consistent kerf width and dimensional accuracy are critical. The reinforced edge support minimizes vibration and improves control during the cut, resulting in cleaner separation of dies on materials such as silicon, sapphire, GaAs, and ceramics, especially when working with wafers that require deeper cuts or greater stability throughout the dicing process.
1V1 Dicing Blade
The 1V1 diamond dicing blade is characterized by its V-shaped edge geometry, which creates a sharper cutting point compared to flat or tapered profiles. This design provides excellent penetration into hard and brittle materials while maintaining stability in the cut. The V-shaped edge reduces contact area, which helps to minimize cutting resistance and heat generation, resulting in cleaner entry and exit with less chipping
In semiconductor applications, the 1V1 geometry is often used when narrow kerf widths and high precision cuts are required on wafers made from silicon, sapphire, GaAs, SiC, and ceramics, especially in cases where delicate structures or fine features must be separated with minimal material loss and superior edge quality.
1A8 Dicing Blade
The 1A8 diamond dicing blade is fully impregnated with diamond from the outside diameter to the inside diameter, making it uniform in thickness all the way through. Its edge geometry is completely flat and continuous, without a metal core or hub to support the rim. Because the entire blade body is the same thickness, the cutting edge remains stable and consistent throughout the blade’s life. This design provides uniform wear, predictable kerf width, and reliable performance, regardless of the bond type used. The simple, flat edge geometry makes the 1A8 highly versatile and the most widely used blade shape in dicing applications, suitable for silicon wafers, sapphire, GaAs, SiC, and many other semiconductor materials where consistent quality and long blade life are required.
1E8 Dicing Blade
The 1E8 diamond dicing blade is a fully impregnated blade, similar to the 1A8, but with a distinct tapered edge geometry. Instead of being flat from OD to ID, the 1E8 has angled sides that converge toward the cutting edge, forming a wedge-like profile. This design reduces the contact area between the blade and the wafer, which helps to lower cutting resistance, improve heat dissipation, and minimize edge chipping during high-precision dicing.
The tapered edge also enhances penetration into hard and brittle materials, making it especially effective for cutting silicon, sapphire, GaAs, SiC, ceramics, and other substrates where clean entry and exit are critical. Because the entire blade body is diamond-impregnated, the 1E8 maintains consistent kerf width and performance throughout its life, while the tapered geometry provides an advantage in applications requiring finer cut quality and reduced mechanical stress compared to flat-sided blades.
1M8 Dicing Blade
The 1M8 diamond dicing blade is a fully impregnated blade like the 1A8, but its geometry has a straight rectangular edge profile rather than a tapered or angled edge. The diamond section runs from the outside diameter through to the inside diameter with the same thickness across the entire blade body. This creates a uniform, flat edge that provides maximum stability and rigidity during cutting. Because the entire blade is diamond-impregnated, the 1M8 offers consistent kerf width, predictable wear, and reliable cutting performance throughout its life. Its edge geometry is particularly suited for applications where dimensional accuracy and a stable cut path are critical, making it widely used for semiconductor wafers of silicon, GaAs, sapphire, and ceramics, where clean separation and precise tolerances are required.
1N8 blade – presents a continuous, smooth rim fully impregnated with diamond. It delivers excellent performance in delicate applications such as slicing semiconductor materials or intricate electronic components, where maintaining cut quality and component integrity is essential.

1V8 Dicing Blade
1V8 blade – fully impregnated with diamond and features a v-shaped edge designed for specialized tasks. This blade is particularly useful for making precise v-grooves or detailed angled cuts in the manufacturing of fine ceramics or optical components, where precision is of utmost importance.
1N8 Dicing Blade
The 1N8 diamond dicing blade is a fully impregnated blade with a rounded edge geometry. Its curved sidewalls give the blade extra strength and rigidity, reducing the risk of edge breakage and helping to stabilize the cut path. This design lowers vibration, distributes cutting forces evenly, and results in cleaner cuts with less chipping. With diamond extending from OD to ID, the blade maintains a consistent kerf width and wear rate. The 1N8 is widely used for silicon, GaAs, SiC, sapphire, and ceramics, especially where deep cuts and long blade life are required.
Dicing Blade RPM’s
Dicing blades perform best when operated within the correct range of spindle speeds. Spindle RPM must always be considered when selecting the proper dicing blade specification for any application. Several variables interact with spindle speed to determine cut quality and blade life, including spindle diameter, blade outside diameter, blade thickness, bond type (resin, nickel, or metal), and the material being cut.

Most precision dicing saws offer spindle speeds between 10,000 and 40,000 RPM. For commonly used blade sizes such as 2″, 3″, and 4″ diameters, the ideal speed depends on the hardness of the material and the depth of the cut. Running too fast increases the likelihood of diamond fracture, while running too slow increases the chance of diamond pull-out. An optimum surface speed must be selected to balance these risks.
Blade life tends to increase at slower spindle speeds, but this comes with trade-offs. Slower speeds reduce throughput, which can raise overall production costs due to increased labor, utilities, machine depreciation, and overhead. For this reason, the correct choice often requires balancing blade longevity with cutting rate and cost per part.
The relationship between spindle speed and cut quality is complex. At higher RPM, the surface speed of the blade increases, meaning each diamond particle removes a smaller amount of material per impact. This can reduce cutting resistance and improve surface finish quality, but it also concentrates impact forces on a smaller volume. As a result, diamond particles are more likely to fracture or shatter, shortening blade life. Conversely, at very low speeds, each diamond is forced to remove larger amounts of material per impact. This raises cutting resistance, increasing the risk of diamond pull-out from the bond and premature blade failure.
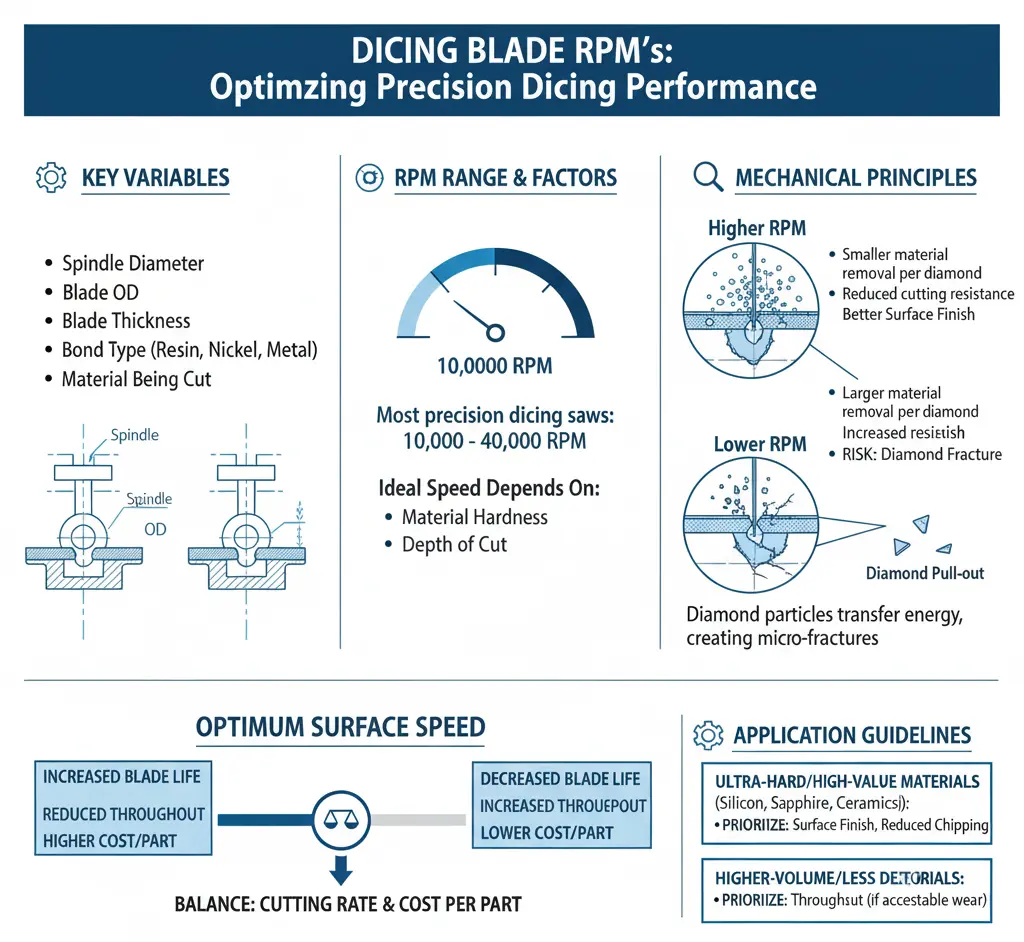
The dicing process works because diamond particles have higher impact strength than the materials being cut. Each diamond transfers mechanical energy from the spindle into localized micro- or nano-level fractures in the substrate. The efficiency of this process depends on matching spindle speed, feed rate, and blade specification to the specific material.
Finding the correct balance is critical. If speed is too low, blade life may improve but productivity drops. If speed is too high, throughput increases but blade life suffers. In practice, operators must optimize for both cut quality and cost efficiency, choosing a spindle speed that delivers the desired surface finish while maintaining acceptable blade wear.
For applications involving ultra-hard, brittle, or high-value materials such as silicon, sapphire, or ceramics, it is often better to prioritize consistent surface finish and reduced chipping over maximum blade life. For higher-volume or less delicate materials, spindle speed can be increased to achieve faster throughput, provided the risk of premature blade wear is acceptable.
Dicing Blade Speed Guidelines
Blade Type / Diameter | Condition / Application | Recommended Cutting Speed (KRPM) |
|---|---|---|
2" OD Nickel Bond | Cutting silicon substrates | 30 – 35 KRPM (Max: 40 KRPM) |
4" OD Nickel Bond | General use | Up to 30 KRPM |
4" OD Resin Bond | Thickness ≤ 0.015" | Max: 16 KRPM |
TIC, land definition | Nickel Bond | 12 – 14 KRPM |
TIC, cutting through | Nickel Bond | 12 – 15 KRPM |
Silicon | Nickel Bond | 18 – 20 KRPM |
Hard Alumina | Resin Bond | ~14 KRPM |
Green Ceramic (wet) | Nickel Bond | 12 – 16 KRPM |
Green Ceramic (dry) | Nickel Bond & Carbide Blades | 10 KRPM (Nickel), up to 16 KRPM (Carbide) |
Sapphire (S.O.S) | Resin Bond | 12 – 14 KRPM |
Quartz | Resin Bond | 12 – 14 KRPM |
Ferrites | Nickel Bond & Resin Bond | 14 – 18 KRPM (Nickel), 10 – 14 KRPM (Resin) |
Glass | Resin Bond | 12 – 14 KRPM |
- RPM depends on blade thickness because thicker blades create more stress at high speeds.
- Running at maximum RPM continuously is not recommended. Optimal performance is usually achieved slightly below the maximum limit.
- Material hardness and brittleness should be considered. Harder materials may require slower RPM to minimize chipping.
- Blade exposure length and coolant flow also influence safe speed selection. Longer exposures and poor coolant delivery require lower spindle speeds.
- Balancing speed and productivity is essential. Lower speeds may extend blade life but reduce throughput, while higher speeds increase throughput but shorten blade life.
Diamond / Abrasive Selection
Diamond is the hardest known material and remains the abrasive of choice for machining hard and brittle materials. It is widely applied in cutting optics, semiconductor packages, advanced ceramics, composites, and both ferrous and non-ferrous metals with hardness values of 40 Rockwell C and above. The exceptional hardness, wear resistance, and cutting ability of diamond make it uniquely effective where conventional abrasives cannot perform.
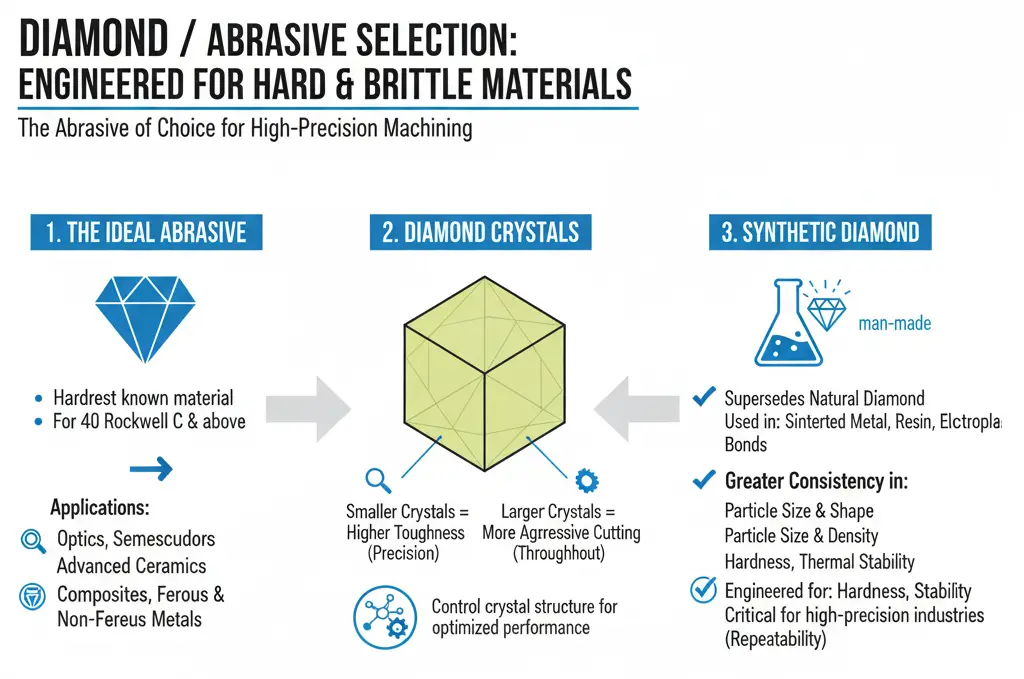
Diamond Crystals can be grown synthetically in a variety of qualities, shapes, and sizes. The most common form is the cubo-octahedral crystal, with smooth faces and a natural color ranging from light yellow to yellow-green. Toughness and performance vary depending on the diamond grade and crystal size. In general, smaller crystals provide higher toughness, while larger crystals offer more aggressive cutting. The ability to control crystal structure and properties allows manufacturers to optimize blade performance for specific applications.
Synthetic (Man-Made) Diamond has almost completely replaced natural diamond in the production of modern dicing blades. It is used in sintered metal bonds, resin bonds, and electroplated nickel bonds. Synthetic diamond provides far greater consistency in particle size, shape, hardness, and density, ensuring more predictable performance and tighter process control. The ability to engineer synthetic diamond for specific hardness, toughness, and thermal stability allows it to be precisely matched to the material and cutting requirements. This consistency is critical in high-precision industries such as semiconductors and optics, where repeatability is essential.
Cubic Boron Nitride (CBN) is the second hardest known abrasive, after diamond. While diamond is chemically reactive with iron at elevated temperatures, CBN is not. For this reason, CBN is preferred for machining ferrous materials, hardened steels, superalloys, and other high-metallic content substrates where diamond cannot be used. CBN offers excellent thermal stability, long tool life, and consistent surface quality in these applications.
Selection Considerations:
When choosing between diamond and CBN abrasives, the following factors should be evaluated:
- Material type – brittle, crystalline, and non-ferrous materials are best cut with diamond; ferrous alloys and steels require CBN.
- Desired surface finish – finer grit diamond produces smoother surfaces, while coarser grits or CBN may be selected for faster material removal.
- Bond system – resin, metal, and electroplated bonds each interact differently with abrasive type and size.
- Cutting parameters – feed rate, spindle speed, and depth of cut influence abrasive selection and performance.
Diamond and CBN together provide a complete solution for precision machining of advanced materials, ensuring that virtually any hard or brittle substrate can be processed with optimal efficiency and accuracy.
CBN dicing blades are recommended for:
- Alloy steels (45–68 RC)
- Carbon tool steels (45–68 RC)
- Die steels and high-speed steels (45–68 RC)
- Chilled cast iron, Meehanite iron, Ni-Hard, forged steel
- Moly chrome steel rolls
- Nickel-based superalloys such as Inconel 600, Rene, Incoloy, Monel, Waspaloy
- Cobalt-based superalloys such as Stellite and Colmonoy

In dicing applications, diamond and CBN together provide complete coverage. Diamond excels in cutting brittle, non-ferrous, and crystalline materials with unmatched precision, while CBN enables the machining of ferrous alloys and superalloys that diamond cannot process. By selecting the right abrasive, bond type, and blade geometry, operators can achieve optimal cut quality, blade life, and cost efficiency for their specific materials.
Diamond Crystal Type & Specifications
The ability of a diamond particle to withstand an impact load is known as its impact strength. This property is critical in dicing operations, where each diamond particle repeatedly strikes the material on a micro and nano scale. Impact strength is influenced not only by the intrinsic hardness of diamond but also by crystal shape, size, inclusions, and the uniformity of these properties across the particle distribution. A well-formed crystal with fewer inclusions typically resists breakage better and maintains sharp edges longer.
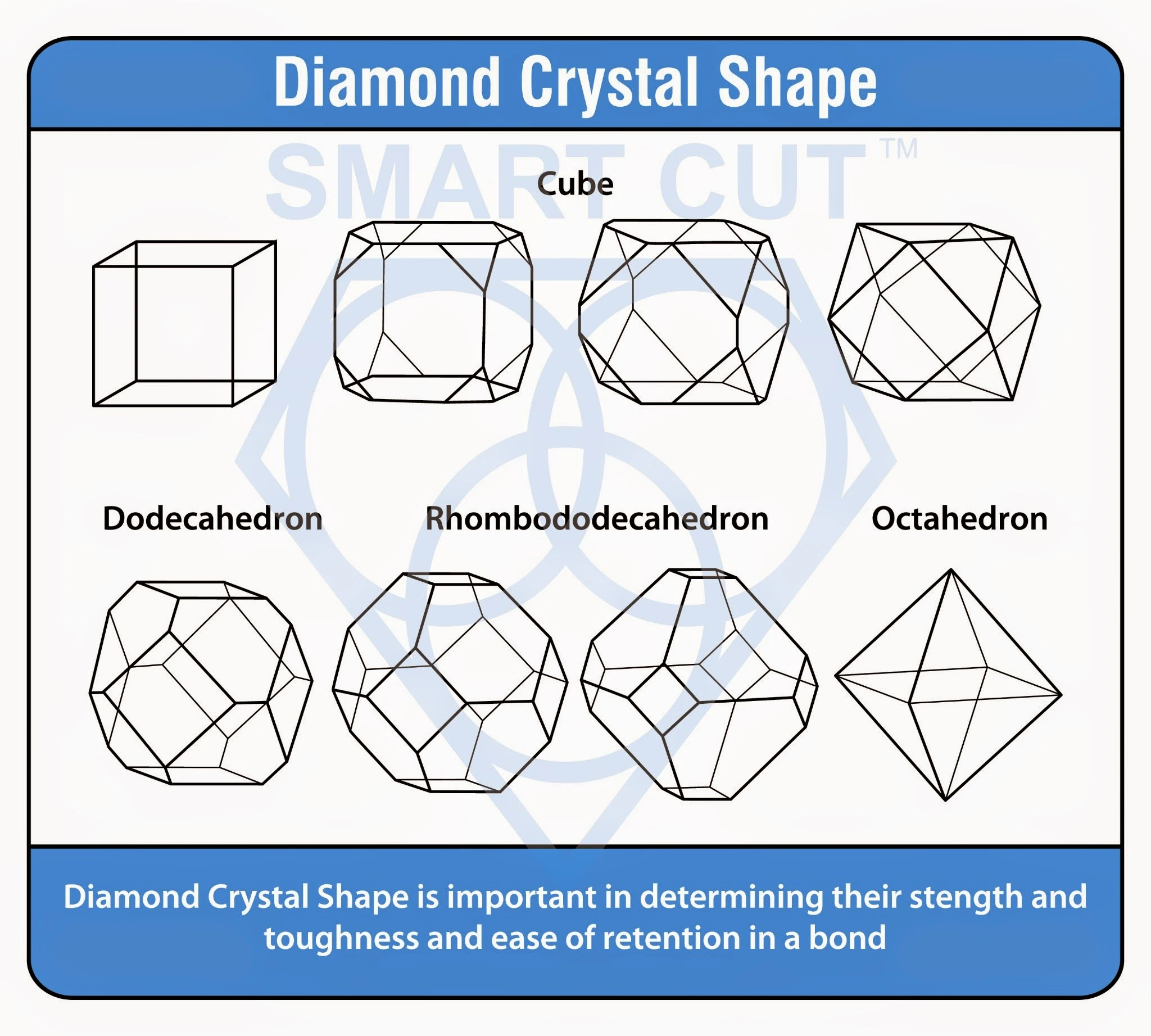
Impact strength is commonly measured as the Toughness Index (TI). This value provides manufacturers with a way to evaluate how well a given diamond grade will survive repeated impacts during the cutting process. In addition to mechanical stress, diamond crystals are also exposed to high temperatures during both the blade manufacturing process and actual cutting. To evaluate this, the Thermal Toughness Index (TTI) is used. TTI measures the ability of a diamond crystal to withstand thermal cycling—the repeated heating of the diamond to elevated temperatures followed by cooling back to room temperature. A high TTI indicates that the diamond maintains its toughness even after being subjected to these extreme conditions, making it more reliable in demanding applications.
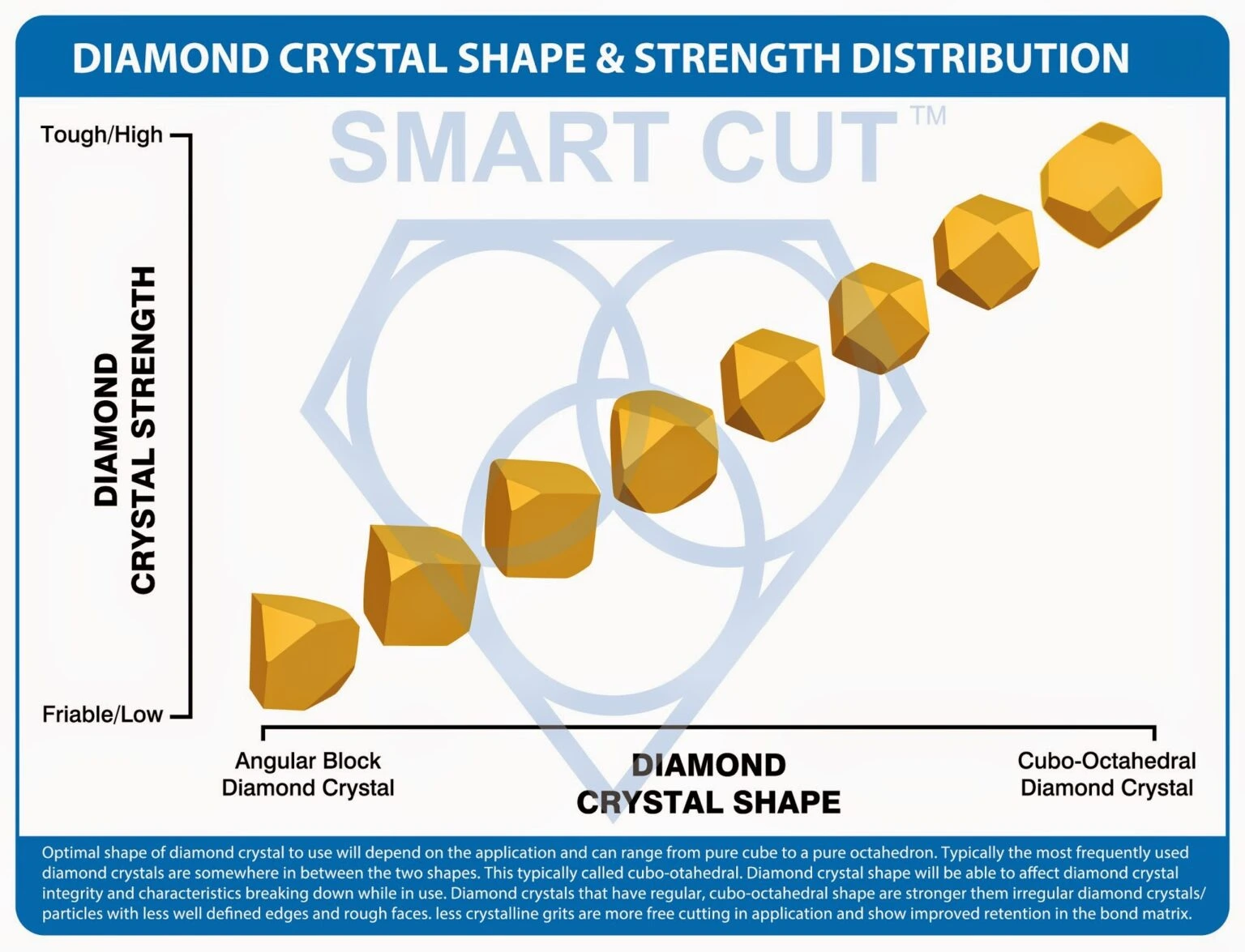
When designing a dicing blade, the tool manufacturer must carefully select the correct diamond grade. This decision is based on a combination of previous field experience, operator feedback, blade design, bond properties, material hardness, and machine power. The balance between diamond grade, concentration, bond retention, and cost determines how well a blade performs in terms of cut quality, blade life, and cost-effectiveness.
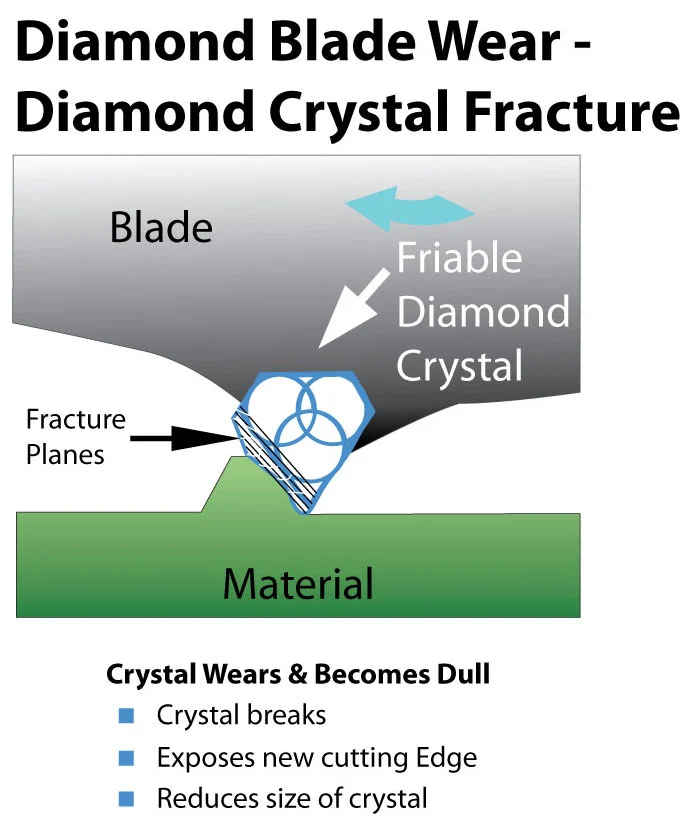
For example, softer bonds require tougher diamond crystals that resist fracturing, while harder bonds may benefit from sharper, more friable diamonds that constantly expose new cutting edges. Similarly, high-power machines can handle sharper and more aggressive diamond grades, while lower-powered equipment may require a tougher, more durable diamond to prevent excessive wear.
Selecting the right diamond is therefore a balance between mechanical toughness, thermal stability, cutting aggressiveness, and cost efficiency. By matching the diamond’s TI and TTI to the application, manufacturers can design blades that maintain sharpness, resist premature failure, and deliver consistent results across a wide range of materials.

Diamond Crystal Exposure
Crystal exposure is one of the variables you must evaluate when selecting the right dicing blade for your application, because it determines both how the blade cuts and how long it lasts.
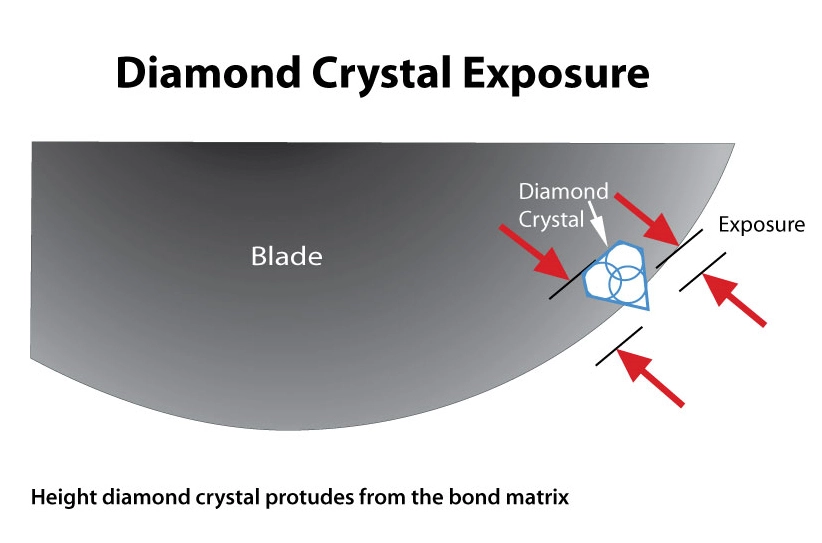
If the exposure is too low, the diamonds are buried in the bond, meaning you will struggle with slow cutting, more heat generation, and shorter blade life. This makes it unsuitable for applications requiring high throughput or clean surfaces, because you will waste time and consume blades quickly.
If the exposure is too high, the diamonds cut aggressively at first, but they lose support and break out early. This causes inconsistent results, higher chipping, and premature blade replacement. It is risky for delicate substrates such as semiconductor wafers, optical glass, or ceramics, where precision is more valuable than speed.
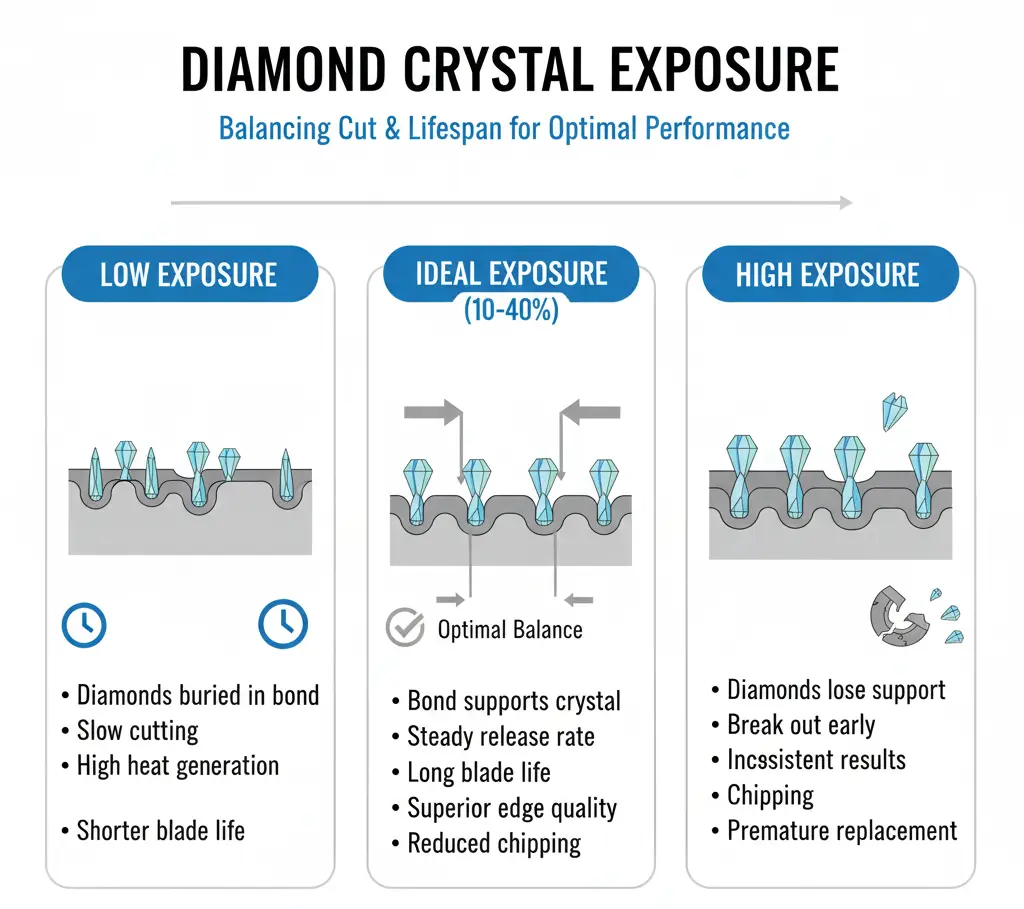
The ideal exposure range of 10% to 40% of crystal size provides the balance needed for most applications. Within this range, the bond supports the crystal long enough to use its full potential while still releasing fresh diamonds at a steady rate. This balance allows you to match blade performance to your goals, whether they are long blade life, superior edge quality, reduced chipping, or lower cost per part.
When you select a dicing blade, understanding crystal exposure helps you determine whether a given bond and grit size will deliver the right combination of life, cut quality, and efficiency for your specific material and production requirements.
Bond Hardness in Diamond Dicing Blades
Bond hardness refers to the ability of the bond matrix to hold and retain diamond particles during cutting. In dicing blades, this factor is critical to achieving the right balance between cutting speed, surface finish, and blade life.
As the hardness of the bond increases, its diamond retention improves, allowing particles to stay embedded in the matrix longer. This generally results in longer blade life, but the trade-off is slower cutting speeds and a higher need for dressing to expose new diamonds. Conversely, a bond that is too soft releases diamond particles too quickly, which shortens blade life and increases wear costs.
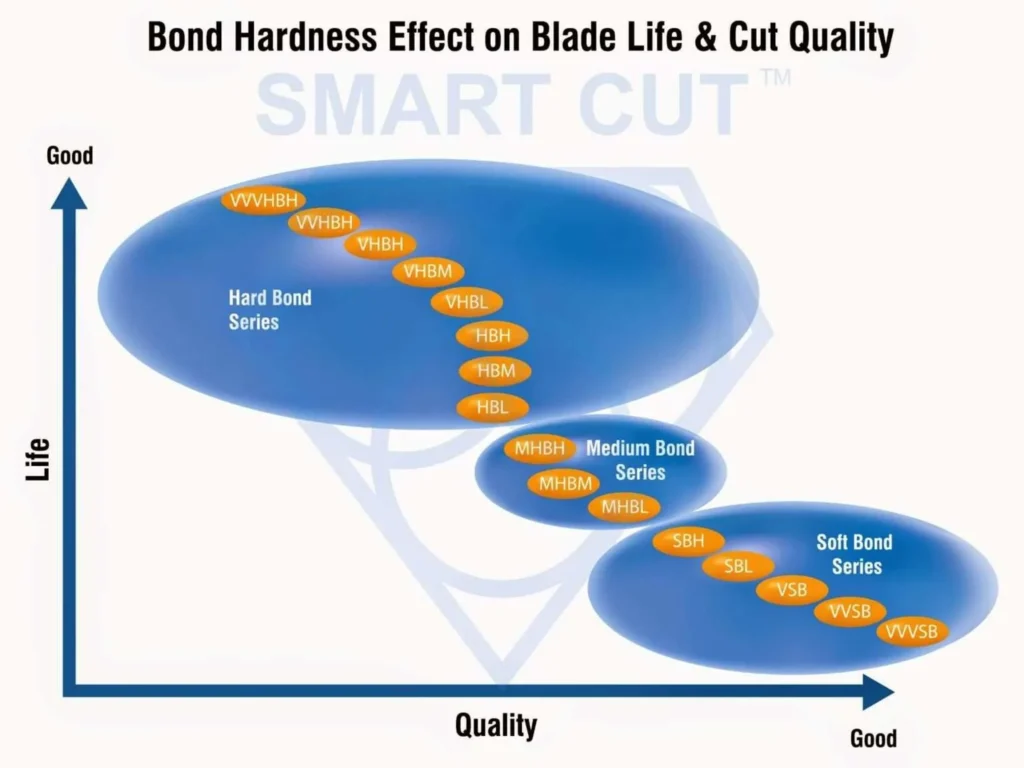
Bond hardness is typically classified as Soft, Medium, or Hard, with dozens of variations available within these ranges. Using the optimum bond hardness for the specific application is essential to a successful dicing operation.
If the bond is too soft for the material being cut, diamonds are released prematurely, causing fast wear, blade loading, and premature failure. If the bond is too hard, diamonds remain in the matrix beyond their useful life, leading to slow cutting speeds, overheating in the cutting zone, and glazing of the blade’s diamond section. In extreme cases, this can result in burning or cracking of the workpiece.
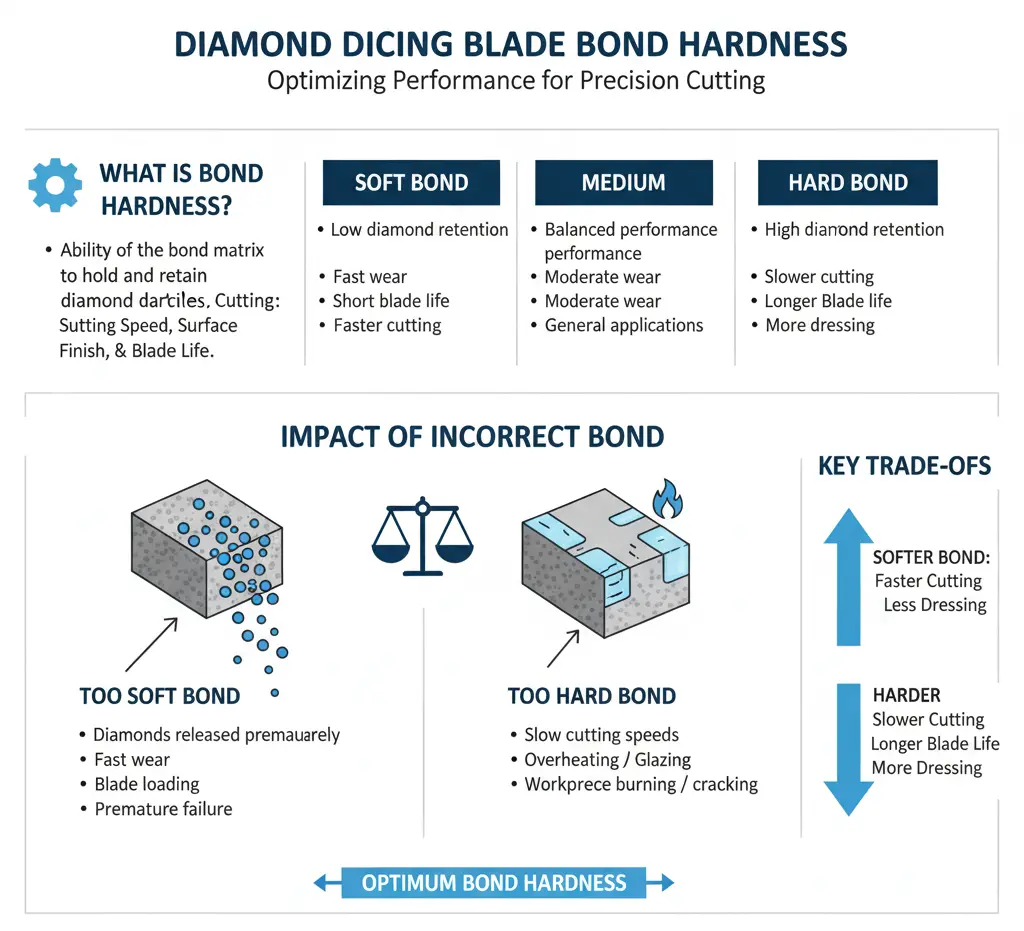
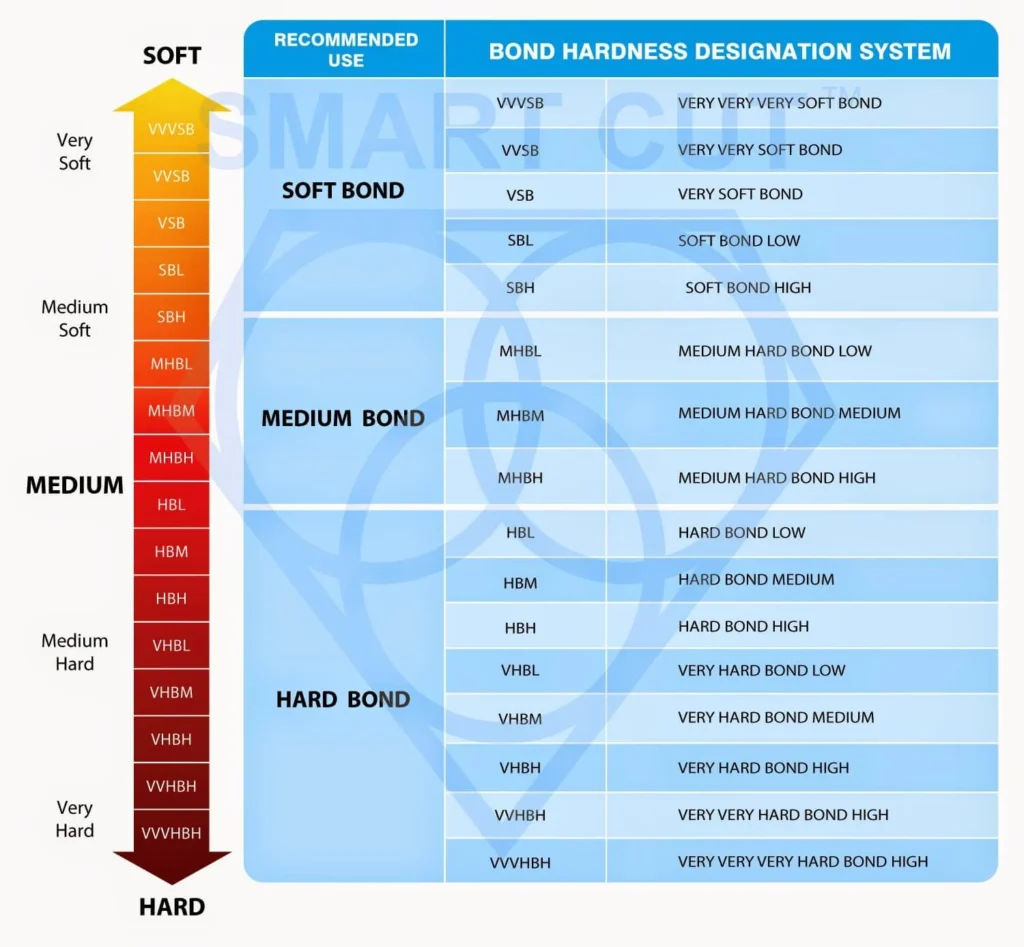
Soft Bond Blades (VVVSB to SBH)
Soft bonds release diamond particles more easily. This exposes new cutting edges quickly, making them ideal for hard and dense materials such as sapphire, ceramics, and silicon carbide. If the bond is too soft for the material, the blade will wear out quickly.
The main benefit of soft bonds is that they reduce cutting stress and heat, allowing faster cutting with lower risk of chipping or thermal damage. The trade-off is shorter blade life, since the bond wears faster. If the bond is too soft, blades wear prematurely and the kerf can become wider, wasting material. If it is not soft enough, the blade can glaze and lose cutting ability.
For best performance, match bond softness to material hardness. Harder materials need softer bonds to stay sharp. Spindle speed should be moderate to high, feed rates slower, and clean water coolant is strongly recommended to keep the blade cool and extend its life. Dry cutting is not advised, as it accelerates wear.
Medium Bond Blades (MHBL to MHBH)
Medium bonds provide a balance between diamond retention and exposure. They are best suited for general-purpose cutting where both blade life and cut quality are important.
Unlike soft bonds, which wear quickly to stay sharp, or hard bonds, which emphasize retention, medium bonds strike a middle ground. They allow diamonds to remain in the bond long enough to achieve good service life, while still releasing them at a rate that maintains sharpness. This makes them highly reliable for general-purpose cutting applications.
These blades are commonly used on silicon wafers, quartz, optical glass, and lithium niobate, where consistent cut quality and reasonable cost per part are required. Medium bonds help achieve smooth surfaces and low chipping, while also offering extended use compared to very soft grades. If the bond is too soft for the application, blade life decreases and production costs rise. If the bond is too hard, the blade can glaze, leading to higher cutting forces and reduced quality.
For best results, medium bond blades should be paired with stable spindle speeds, moderate feed rates, and clean water coolant. They are often the most versatile choice when material hardness is not extreme, or when production requires both accuracy and efficiency. In many cases, they are the default starting point for process development before moving toward softer or harder bonds depending on performance needs.
Hard Bond Blades (HBL to VVVHBH)
Hard bond blades are designed to hold diamonds in place much longer before releasing them. This characteristic makes them the preferred choice for softer, more abrasive materials such as aluminum, copper, and certain composites. In these materials, a softer bond would wear down too quickly, resulting in frequent blade changes and higher costs. By using a hard bond, the blade maintains its structure under abrasive conditions, ensuring greater stability and longer tool life.
Because hard bonds do not release diamonds as quickly, they provide less aggressive cutting compared to soft or medium bonds. This is acceptable in softer materials where sharpness is not lost as rapidly. The main benefit is the extended blade life and consistent performance across longer runs. However, if a hard bond is used on a very hard material, the blade may glaze, as worn diamonds are not released fast enough to expose new cutting edges. This leads to higher cutting forces, slower speeds, and potential quality issues.
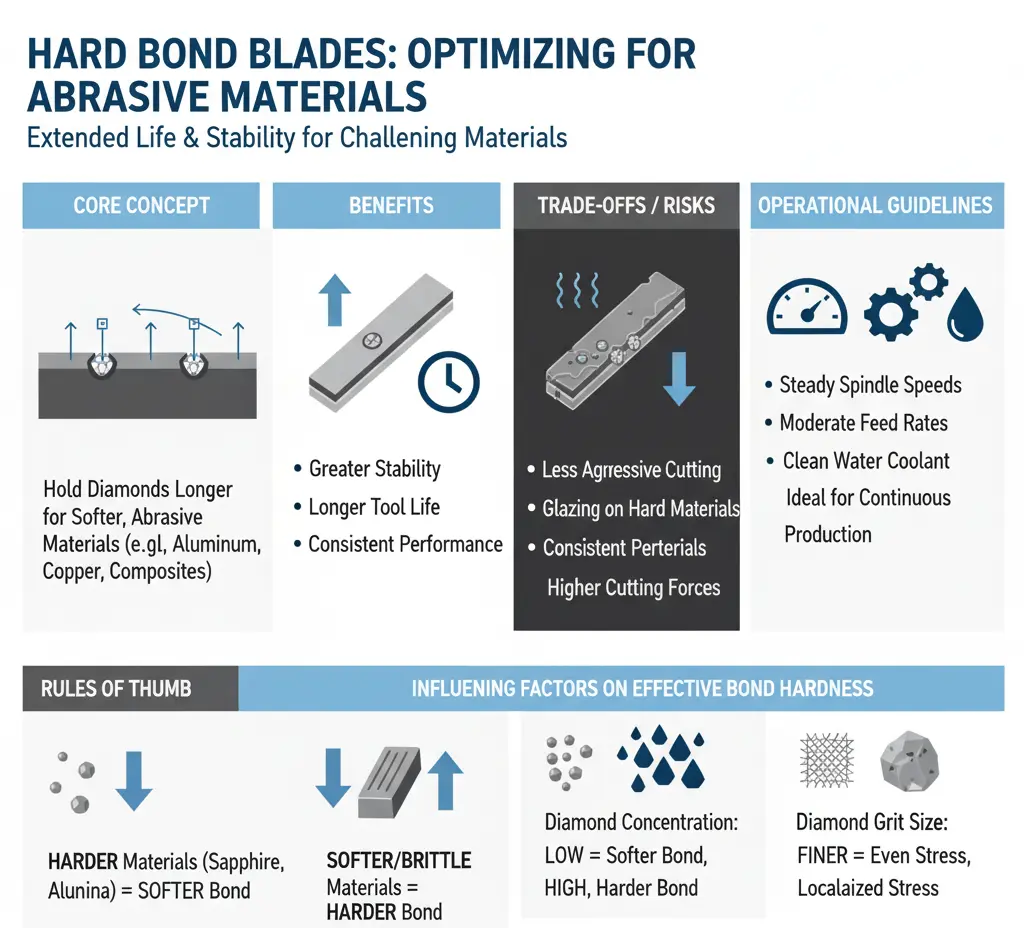
To achieve the best results, hard bond blades should be matched with steady spindle speeds, moderate feed rates, and clean water coolant to reduce heat and improve debris removal. They are most effective in production environments where softer or abrasive materials are processed continuously and where reducing blade replacement frequency is a priority.
As a rule of thumb:
- Harder materials such as sapphire, alumina, and advanced ceramics generally require a softer bond so that worn diamonds are released and new sharp edges are constantly exposed.
- Softer or more brittle materials benefit from a harder bond, which provides stability and helps avoid excessive diamond loss.
Diamond concentration also influences the effective hardness of the bond. A low concentration of diamonds creates a softer and more brittle bond structure, while a high concentration makes the bond effectively harder, as more crystals are embedded and supported by the matrix. Similarly, diamond grit size plays a role: finer grit sizes distribute stress more evenly, while coarser grits place more localized stress on the bond, affecting its performance.
The correct bond hardness selection depends on a combination of:
- Material properties (hardness, brittleness, and thermal sensitivity)
- Blade geometry (thickness, grit size, and concentration)
- Machine parameters (spindle power, RPM, and feed rate)
- Desired cut quality (surface finish, kerf width, and chipping level)
In practice, the best performing dicing blades are those where bond hardness is matched to the material and process conditions. A carefully chosen bond will maximize blade life, minimize chipping, and maintain consistent performance, ensuring cost-effective and reliable cutting.
Diamond Grit Size (Mesh Size)
In diamond dicing blades, grit size or mesh size is one of the most important parameters influencing cut performance. Mesh size refers to the number of sieve meshes per inch, meaning that higher mesh numbers correspond to finer diamond particles, while lower mesh numbers indicate coarser particles.

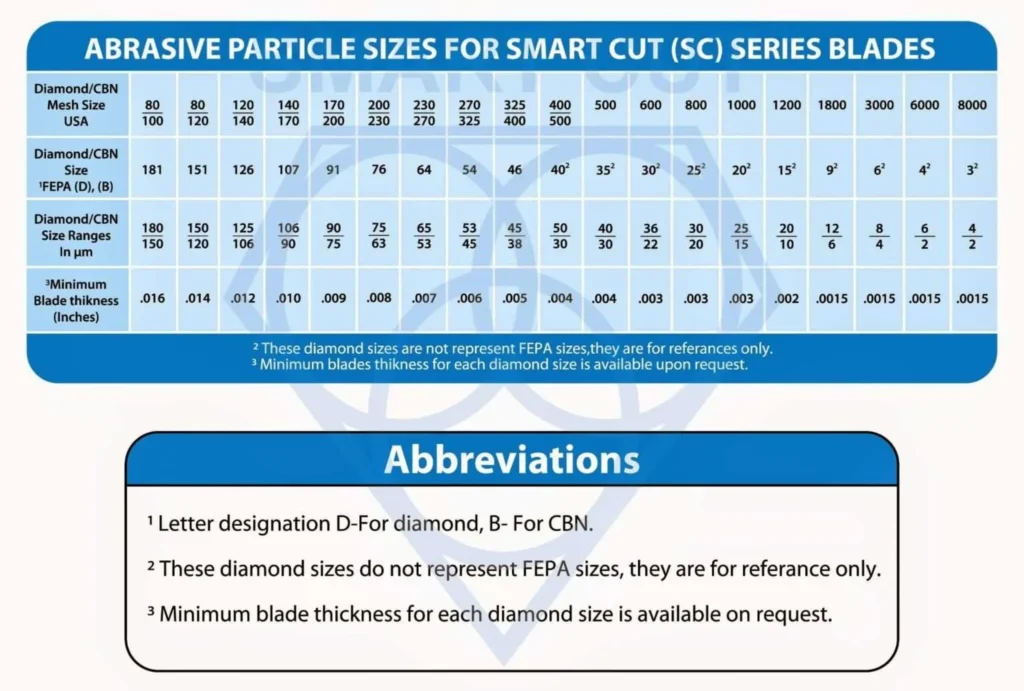
The choice of grit size has a direct impact on cutting speed, surface finish, edge chipping, and subsurface damage. Fine mesh diamonds, in the range of 15–20 microns, create a smooth surface finish with minimal edge chipping and are typically used for fragile and brittle materials such as lithium niobate, yttrium orthovanadate, gallium arsenide, sapphire, and optical glass. Coarse mesh diamonds, in the range of 70–120 microns, provide faster cutting and more aggressive material removal, which is suitable for silicon carbide, zirconia, alumina, and other advanced ceramics or metallic composites where surface finish is less critical.
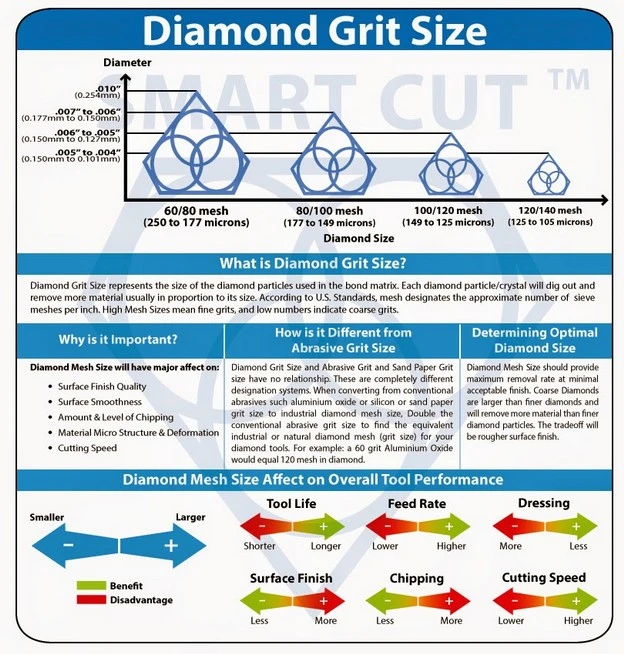
The number of crystals per carat also changes with grit size. A 30/40 mesh diamond has about 660 crystals per carat, while a 40/50 mesh diamond contains about 1,700 crystals per carat. More crystals per carat mean more active cutting points, distributing the cutting load across more particles and improving stability. Manufacturers may select finer grit in low-concentration blades to increase the number of cutting edges, extending blade life and lowering spindle power requirements.
Blade thickness and grit size must be matched carefully. A common rule is to use the largest grit size compatible with the blade thickness and then reduce grit size until the desired surface finish is achieved. If particles are too large for a thin kerf blade, the bond matrix may weaken, leading to premature failure. If the grit is too fine, cutting efficiency is reduced and heat generation increases.
In practice, finer grit blades cut slower but produce smoother finishes with less chipping, while coarser grit blades cut faster but introduce more subsurface damage and rougher kerfs. The correct grit size for a dicing blade depends on the material properties, bond system, blade thickness, and cutting parameters. Matching these variables ensures the best balance between cutting speed, blade life, and cut quality.
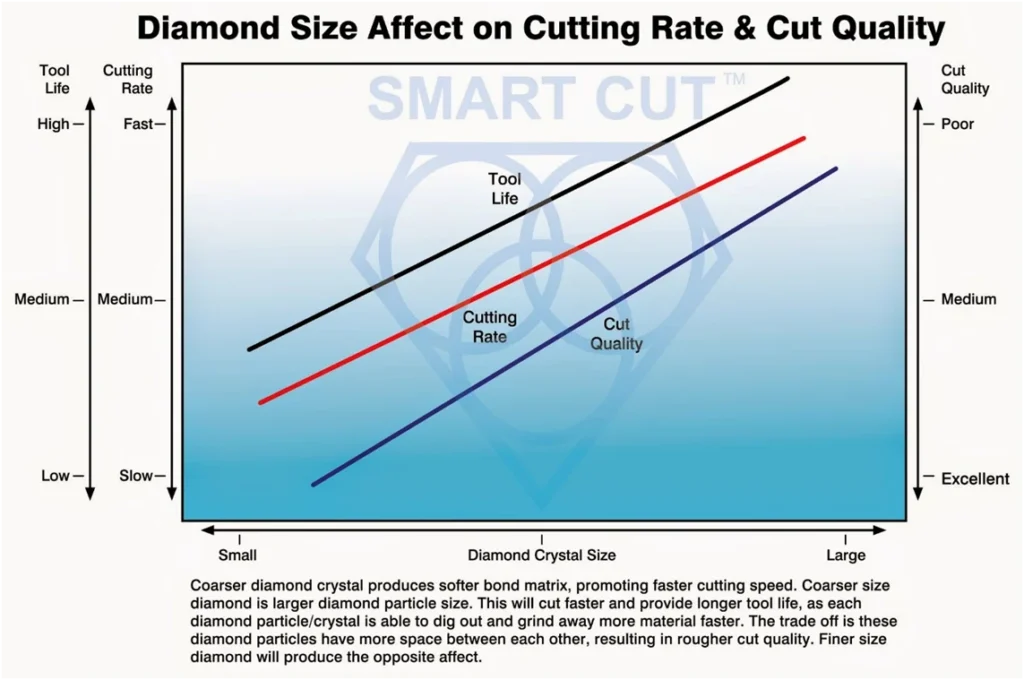
Diamond Concentration in Dicing Blades
Diamond concentration, often referred to as CON, is the proportion and distribution of diamond abrasive particles within the blade’s diamond section. In dicing blades, concentration has a major influence on cutting speed, blade life, surface finish, and overall cost of operation.
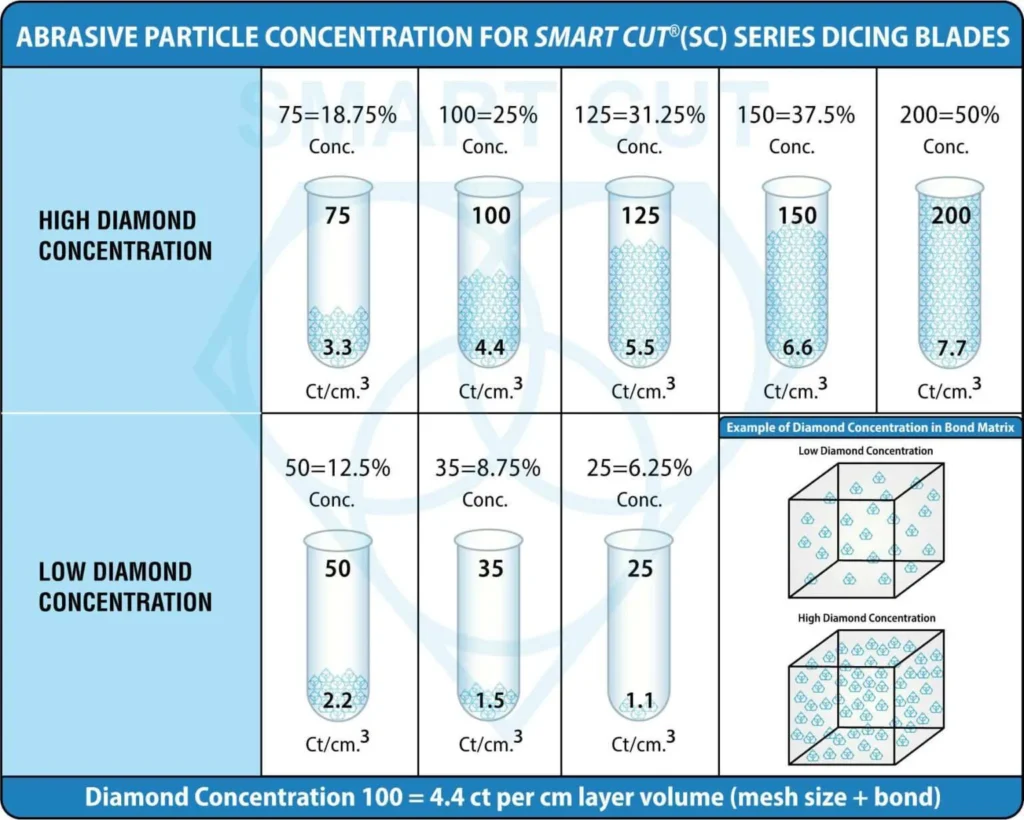
Concentration is measured by the volume of diamond present in the blade segment. By definition, a concentration of 100 equals 4.4 carats of diamond per cubic centimeter of bond layer (including mesh size and bond). This equates to 25% by volume of the diamond layer, based on a diamond density of 3.52 g/cm³ and 1 carat = 0.2 grams. Standard diamond concentrations in precision dicing blades typically range from 8 to 135, or approximately 0.5 ct/cm³ to 6 ct/cm³, depending on the application.
Selecting the optimum concentration for a dicing blade is critical. Higher concentrations increase blade life and improve dimensional accuracy because more diamond particles are engaged in the cut at once. However, higher concentrations also require greater spindle power and may slow down material removal if the bond is not properly matched. Lower concentrations allow faster cutting with reduced power requirements, but blade life will be shorter since fewer cutting points are available.


The ideal concentration depends on several interrelated factors, including the material being cut, bond type and hardness, diamond grit size, spindle speed, feed rate, and coolant conditions. For example, hard and dense materials such as sapphire, alumina, and zirconia often require higher diamond concentrations to maintain consistent cutting action and reduce chipping. Softer, brittle, or more delicate substrates, on the other hand, may benefit from lower concentrations, which reduce heat buildup and cutting forces.
If the concentration is too low for the application, the blade will wear prematurely, lose shape, and require frequent replacement. If the concentration is too high, the blade may glaze, overheat, or stall due to excessive cutting resistance. In both cases, cut quality, blade life, and cost efficiency are compromised.
In practice, the correct diamond concentration balances blade life and cutting speed for the specific material and operating parameters. A properly selected concentration ensures maximum yield, minimal kerf loss, and consistent performance throughout the blade’s life cycle.
Diamond concentration is usually determined by the slowest cutting speed that is acceptable for the application. Optimum results are achieved when concentration is balanced with other parameters such as bond type and hardness, diamond grit size, spindle speed, coolant, and the characteristics of the material being diced. For example, a bond that is too soft combined with a high concentration may release diamonds prematurely, while a bond that is too hard with high concentration may trap worn-out crystals, causing glazing, burning, or excessive heat generation.
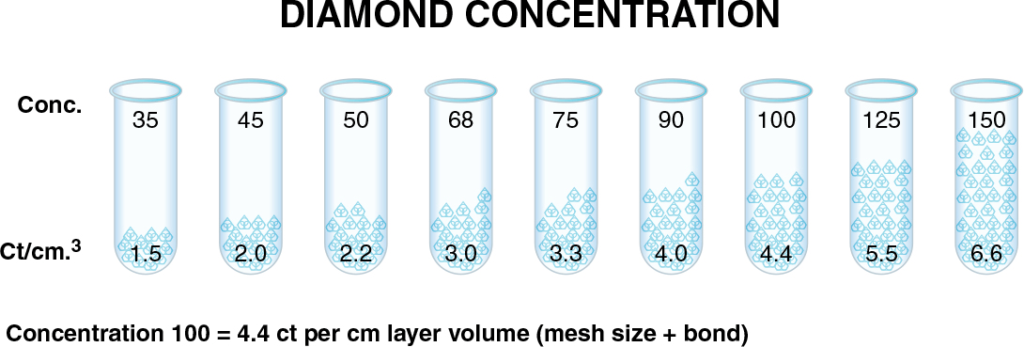
In dicing blades, the right concentration ensures both efficiency and reliability. Too high a concentration may extend blade life but reduce throughput, while too low a concentration may produce excellent cut quality but result in frequent blade replacement. The manufacturer’s task is to combine diamond grade, concentration, and bond type in a way that provides maximum performance at an acceptable cost for the operator.
Slotted Diamond Dicing Blades
Slotted dicing blades are designed with interruptions in the cutting rim that provide several process advantages. The slots improve coolant circulation and chip clearance, allowing a more efficient washing action of the kerf. This reduces the abrasive effect of recirculating slurry, which otherwise remains confined near the cutting edge. An even greater benefit is the reduction of heat at the cutting zone. By carrying more coolant directly to the blade, material interface, slots prevent excessive temperature buildup, which can otherwise shorten blade life, soften the bond, or cause thermal damage to sensitive substrates. Number of slots slot depth and width can be customized depending on application and desired end result.

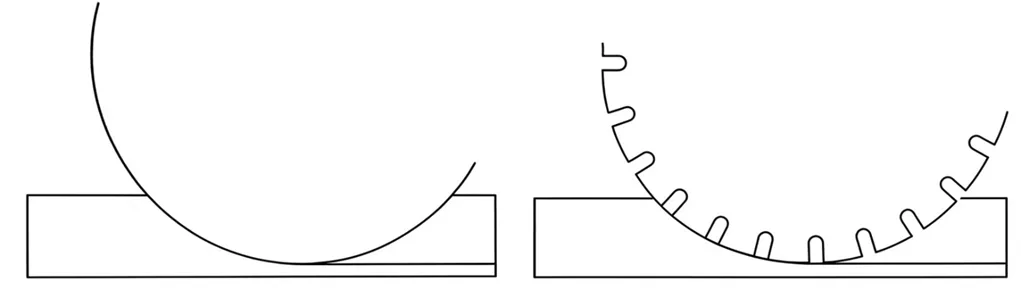
Slots also break the continuous contact between blade and material. This intermittent cutting action provides additional relief for both the blade and the material, improving coolant penetration and reducing the risk of blade loading. The advantages of this design become more significant as blade diameter and cutting depth increase, where heat buildup and chip evacuation are more challenging compared to small-diameter blades.
Nickel bond slotted or serrated dicing blades are widely available as standard products. However, slotted designs can also be applied to resin bond and sintered (metal bond) dicing blades, depending on application requirements.
Slotted or serrated blades offer specific benefits. Because there is less continuous contact between the blade edge and the material, they produce less loading and smoother cutting under demanding conditions. The interrupted rim also allows better coolant delivery and faster heat dissipation, which directly improves blade life and reduces material damage.
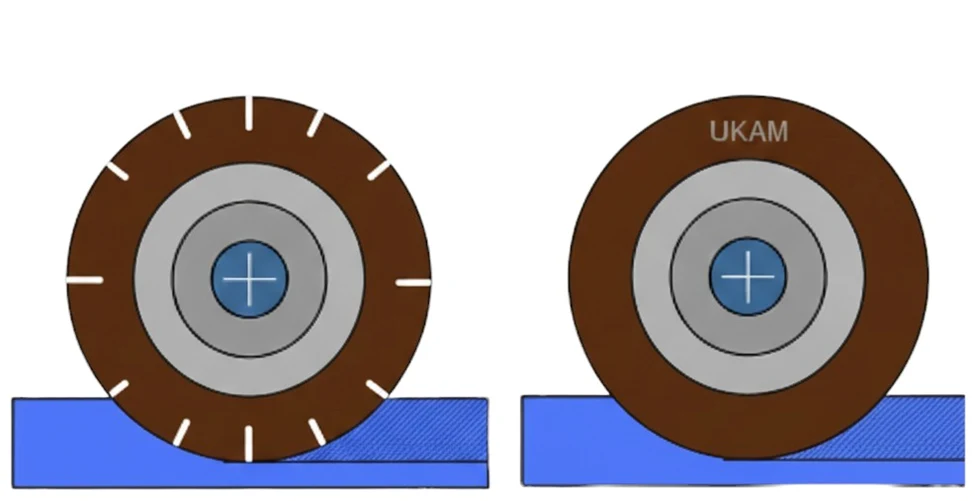
There are, however, trade-offs to consider. The kerf width of slotted blades is less accurate than that of continuous rim blades, making them less suitable for applications where tight dimensional tolerances are critical. In addition, the presence of slots may introduce slight vibration during cutting, which can affect edge quality in some brittle materials. For this reason, operators must weigh the benefits of cooling and debris removal against the need for dimensional accuracy and surface integrity.
Continuous Rim vs. Slotted Dicing Blades
Feature | Continuous Rim Dicing Blades | Slotted Dicing Blades |
|---|---|---|
Blade Edge Design | Solid, uninterrupted cutting rim | Interrupted rim with slots or serrations |
Coolant Flow & Chip Clearance | Limited coolant penetration, slower debris removal | Improved coolant circulation and faster chip clearance |
Heat Dissipation | Higher risk of heat buildup, especially in deep cuts | Superior cooling at the cutting zone, reduced thermal damage |
Cutting Contact | Continuous contact between blade and material | Intermittent contact reduces cutting resistance |
Kerf Accuracy | More accurate kerf width and tighter dimensional control | Kerf width less precise, may show slight variation |
Cut Quality | Smoother edges with less vibration | May introduce slight vibration; not always ideal for delicate edges |
Blade Loading | Higher risk of slurry buildup and blade glazing | Reduced loading due to better debris evacuation |
Applications | Best for thin wafers, precise cuts, and tight tolerance applications | Best for thicker substrates, deep cuts, or heat-sensitive materials |
Bond Options | Available in resin, metal, and nickel bond | Standard in nickel bond; also available in resin and metal bond designs |
Overall Advantage | Maximum precision and kerf accuracy | Maximum cooling efficiency and reduced thermal damage |
Dicing Blade Tolerances
Dicing blades are precision tools, and their performance depends heavily on the tolerances held on key dimensions such as outside diameter (OD), inside diameter (ID), and thickness. Small variations in these parameters can significantly affect cut quality, blade life, and machine compatibility.
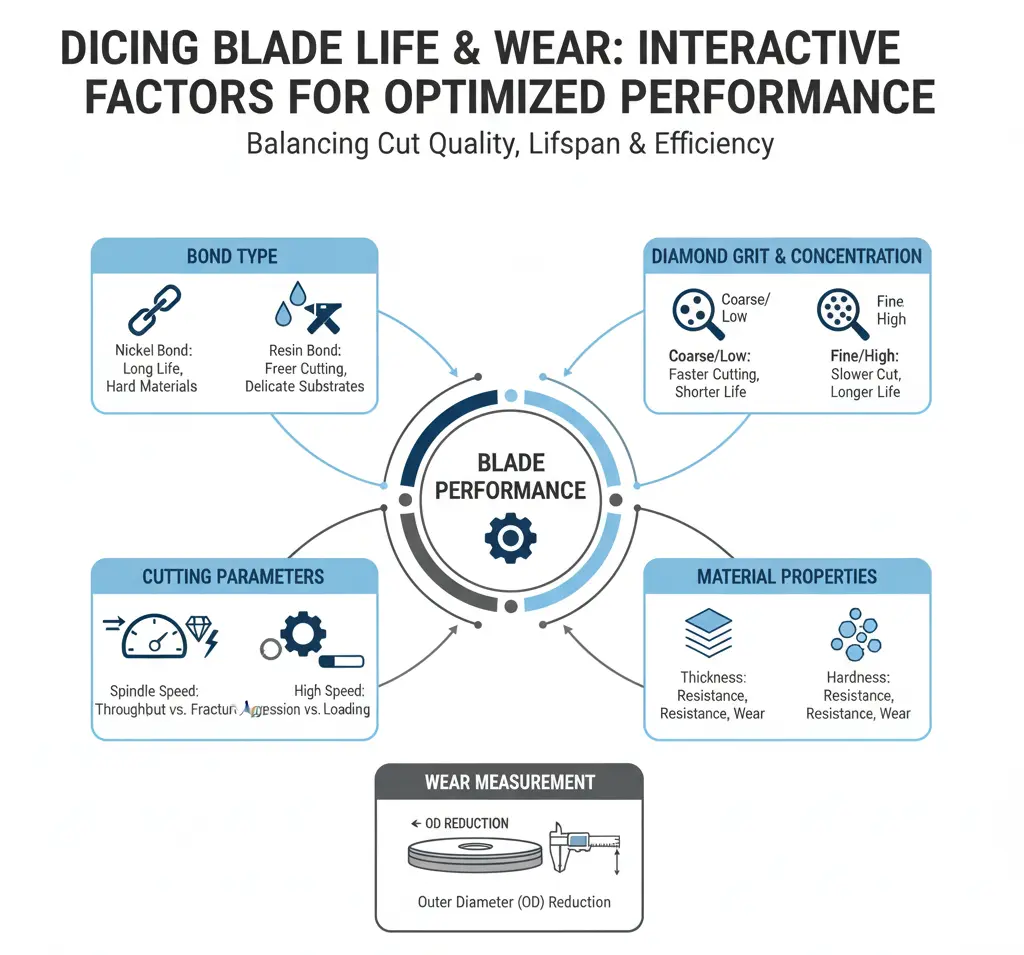
Outside Diameter (OD): The OD directly determines cutting depth and compatibility with the spindle’s speed range. A deviation from the specified tolerance can lead to incorrect cutting depth, higher runout, and unstable performance. Maintaining tight OD tolerances ensures consistent depth of cut across production batches and reduces stress on the spindle. Typical tolerance on dicing blade OD is ±0.002”
Inside Diameter (ID): The ID tolerance is critical for proper blade mounting and alignment on the spindle arbor or flange. If the ID is too loose, the blade may not seat securely, leading to vibration, eccentricity, and uneven wear. If too tight, mounting becomes difficult and risks damaging both the blade and spindle. Precision in the ID ensures the blade runs true, which is essential for maintaining kerf width and reducing chipping.
Thickness (Kerf Width): Thickness tolerance directly impacts the kerf size and surface finish of the material. Even small deviations can result in wider or narrower cuts than intended, affecting material yield and accuracy. Variations in thickness can also alter the cutting forces, leading to premature wear or blade breakage. For ultra-thin dicing blades, controlling thickness to within microns is essential to achieving high level of accuracy. Standard tolerances on kerf thickness is ±5 µm to ±15 µm
Other Factors: Side runout, flatness, and edge geometry tolerances are also important. Excessive runout increases chipping and reduces blade life. Flatness ensures uniform contact with the workpiece, and proper edge radius or angle reduces stress at the cut interface. Run out tolerances ≤0.001” (≤25 µm)
Holding strict tolerances on OD, ID, thickness, and related geometries ensures that dicing blades perform reliably, produce consistent kerf widths, and deliver longer blade life. This precision is especially important in semiconductor, optics, and advanced ceramics applications where dimensional accuracy is critical.
Dicing Blade Life & Wear
The life of a diamond dicing blade depends on a wide range of factors, and no single variable can determine performance on its own. Important influences include bond type, diamond grit (mesh size), diamond concentration, bond hardness, spindle speed/RPM, and the thickness, hardness, and density of the material being cut. These variables interact, meaning that the same blade can perform very differently depending on cutting conditions.
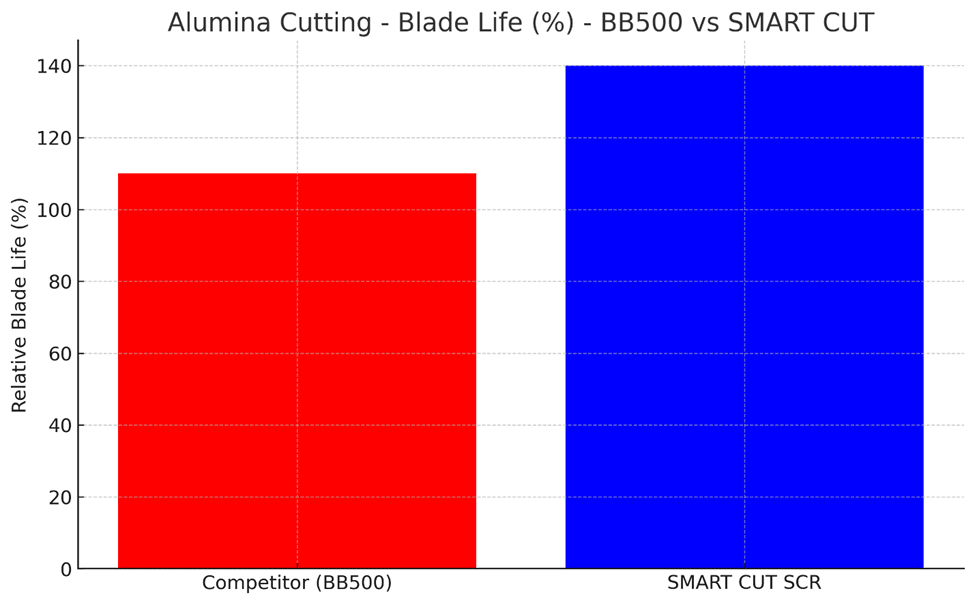
Bond type is a major factor. Nickel bond blades generally offer long life with strong retention of diamond particles, making them suitable for hard, brittle materials and thin kerfs. Resin bond blades wear more quickly, but they provide freer cutting and better surface finishes on delicate substrates such as glass or semiconductor wafers. Metal bond blades sit between these extremes, providing durability and versatility for medium-to-hard materials.
Diamond grit size also matters. Coarse grit blades cut faster but wear more quickly, while finer grit blades cut slower but maintain a sharper edge longer. Diamond concentration and bond hardness determine how firmly diamonds are held. High concentration and harder bonds extend life, but at the expense of cutting speed and self-sharpening ability. Lower concentrations and softer bonds cut faster but shorten blade life.
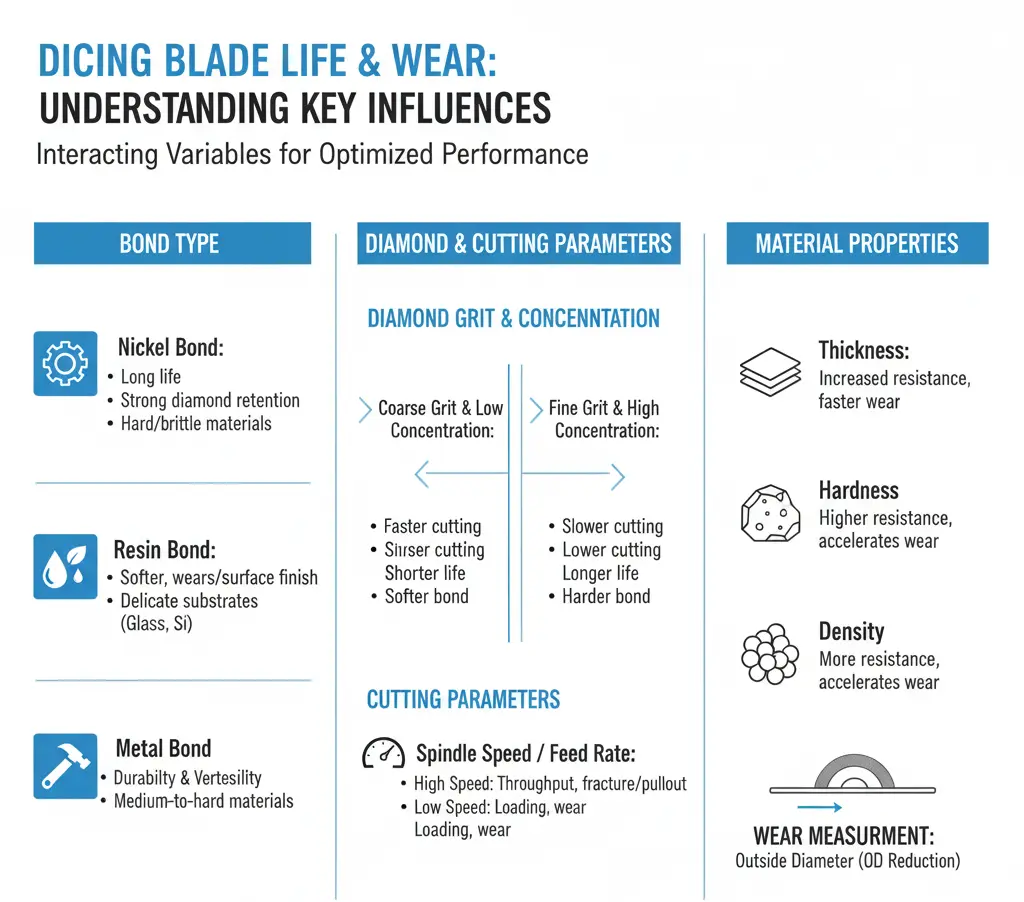
Cutting parameters such as spindle speed and feed rate directly influence wear. High speeds can improve throughput but may fracture or pull out diamonds prematurely, while very slow speeds can reduce productivity and still cause wear from loading. Material properties also play a large role. Thicker, denser, or harder materials increase cutting resistance, accelerating blade wear compared to thinner or softer substrates.
In dicing, blade wear is usually measured as reduction in the outside diameter (OD) of the blade over time. Exact life prediction is not possible, but approximate wear rates can be observed under controlled conditions. For example, nickel bond dicing blades typically show 6 to 8 microns of wear per 100 meters of cutting in pure silicon scribing and 25 to 30 microns per 100 meters when cutting silicon with adhesion layers and tape. Resin bond blades tend to wear faster, often in the range of 70 to 100 microns per 10 meters in glass and 250 to 400 microns per 10 millimeters in 99.6% alumina (Al₂O₃).
This illustration shows the relationship between cutting rate, blade cost, labor/overhead cost, and total cost in diamond dicing operations. It highlights how finding the right balance directly impacts dicing blade cost per unit and overall production efficiency.
At low cutting rates, labor and overhead dominate costs. The machine spends more time per cut, and operator time adds significantly to the cost per square meter. Even though the blade may last longer at slower speeds, the total cost is high because productivity is low.
As the cutting rate increases, labor and overhead costs decrease sharply since more material is processed in less time. However, at higher rates, blade cost begins to rise because blades wear faster. This is seen in the upward slope of the blade cost curve.
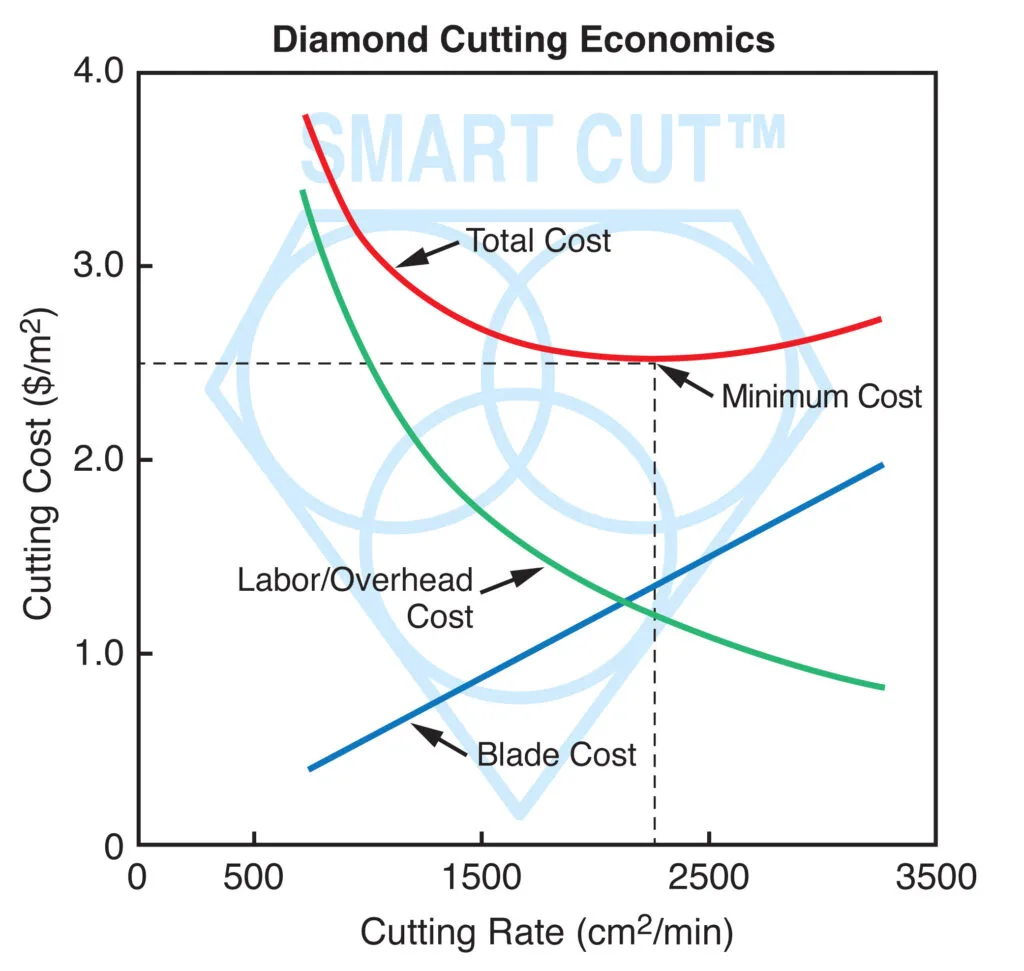
The total cost curve combines both effects. At first, the total cost falls rapidly as efficiency improves. Eventually, it reaches a minimum cost point where labor savings and blade wear are optimally balanced. Beyond this point, pushing the blade harder increases wear faster than it reduces labor costs, causing the total cost to rise again.
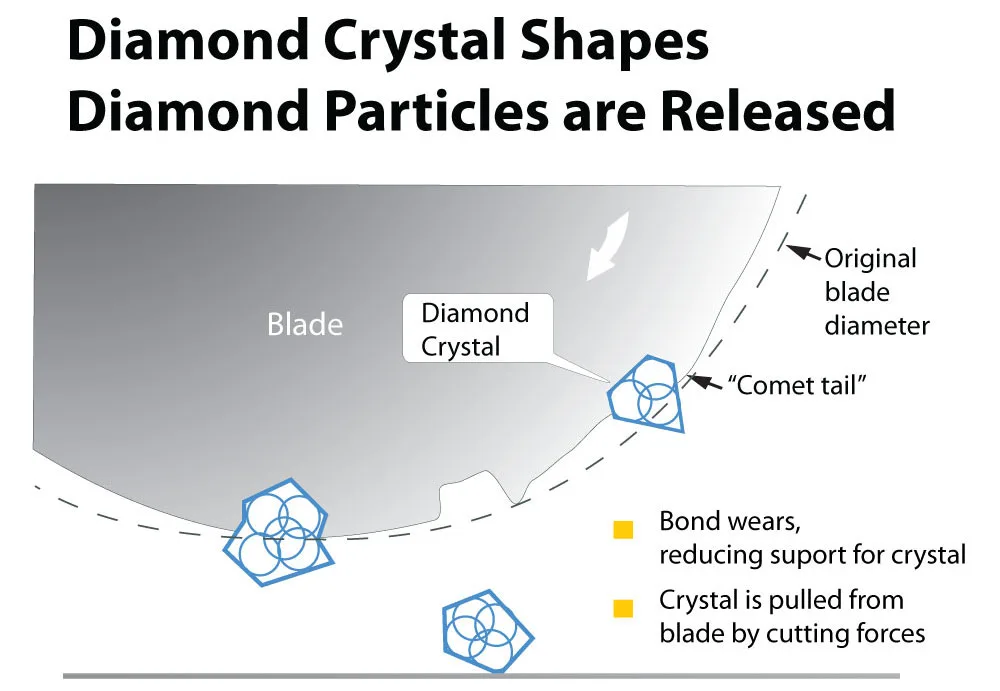
For dicing operations, this means that blade life must be managed together with cutting speed and throughput goals. Running too slow wastes labor and machine time, while running too fast shortens blade life and raises consumable expenses. The most economical approach is to identify the cutting rate that minimizes total cost, not just the one that maximizes blade life or cutting speed alone.
Another important factor is self-sharpening. Dicing blades maintain performance by gradually exposing new sharp diamond edges as worn particles are fractured or released. A blade that wears too slowly may glaze because dull diamonds remain trapped in the bond, while a blade that wears too quickly may lose diamonds prematurely, reducing life. The best-performing blades strike a balance where wear is sufficient to expose fresh edges but controlled enough to maintain stability and long life.
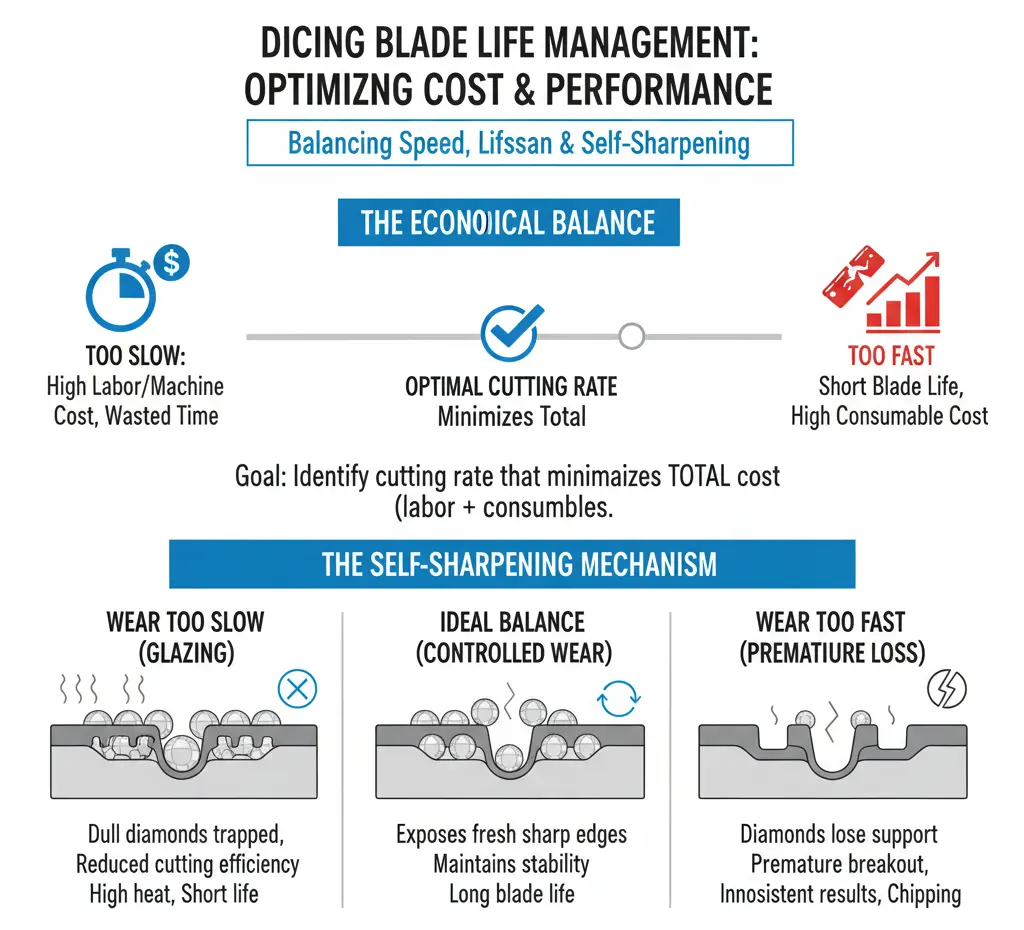
Understanding Blade Life as a Key Cost Factor in Dicing
The total cost per processed unit in dicing depends on several key factors, with blade life being one of the most important. The usable life of a dicing blade determines how many units can be processed before replacement, directly affecting cost per unit. A blade that lasts longer reduces consumable costs, while a blade that wears quickly increases both material and labor costs due to more frequent changes.
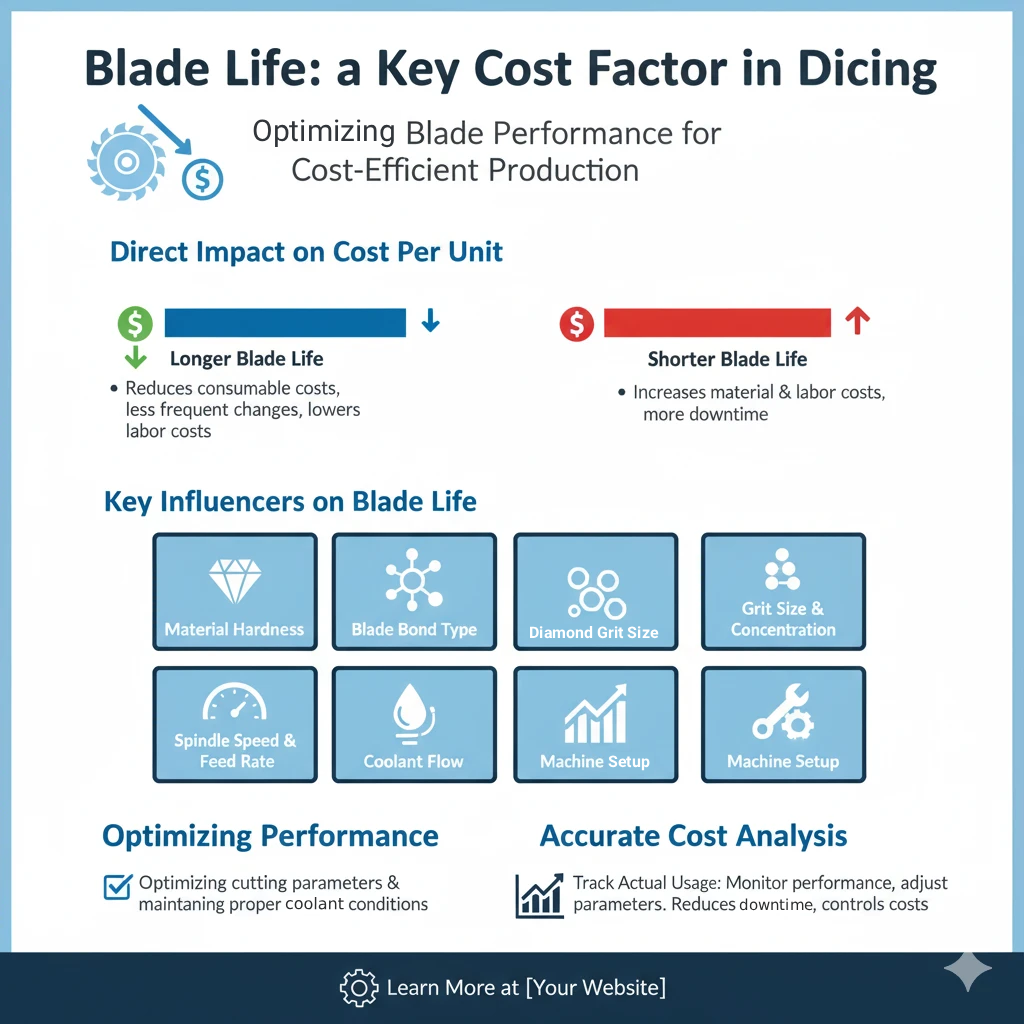
Blade life is influenced by material hardness, blade bond type, grit size, concentration, spindle speed, feed rate, coolant flow, and machine setup. Softer bonds wear faster but cut harder materials more efficiently, while harder bonds extend life on softer or abrasive materials. Optimizing cutting parameters and maintaining proper coolant conditions are critical to extending blade service life and achieving consistent cut quality.
Accurate cost-per-unit analysis requires tracking actual blade usage in production, not just relying on estimates. Differences in operator practices, machine condition, and environmental factors can all affect how long a blade performs effectively. Monitoring performance and adjusting parameters accordingly helps extend blade life, reduce downtime, and control overall dicing costs.
Monitoring Dicing Blade Wear
This chart compares the wear performance of three diamond dicing blades. Blade A (125 µm grit) wears the fastest, offering aggressive cutting but shorter life. Blade B (125 µm grit, higher diamond concentration) provides better durability, lasting longer than Blade A while maintaining consistent performance. Blade C (200 µm grit) delivers the best results, with the lowest wear rate and the longest blade life. For applications requiring maximum stability and reduced replacement frequency, Blade C is the most cost-effective choice.
Monitoring dicing blade wear is critical to extending blade life and maintaining consistent performance. Regular checks help prevent unexpected failures, minimize downtime, and ensure blades are replaced only when necessary.
One of the earliest signs of wear is a drop in cutting efficiency. If the blade takes longer to cut or produces less precise results, it may be wearing down. Increased vibration or unusual noise during operation can also indicate that the blade edge is no longer stable. A decline in surface finish quality on the material, such as roughness or chipping, often points to blade deterioration. In many cases, worn blades also generate more heat, which can be observed on both the blade and the material
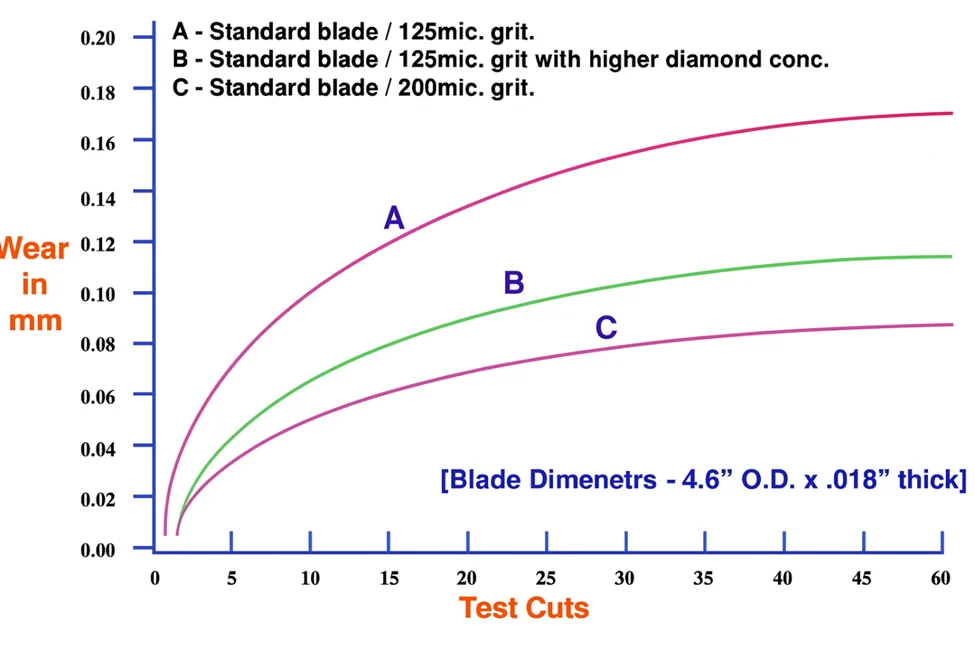
Routine inspection is essential. A visual check may reveal cracks, chipping, or uneven wear along the rim. Cleaning the blade to remove debris or resin buildup also prevents false signs of wear and restores performance. Maintaining proper coolant flow and lubrication helps reduce heat and friction, extending blade life. Tracking cutting parameters such as spindle speed, feed rate, and coolant levels provides early clues when the blade begins to wear faster than expected.
In addition to manual checks, advanced methods can be used for more accurate monitoring. Acoustic sensors can detect sound changes as diamonds wear, infrared monitoring can identify abnormal heat patterns, and vibration sensors can highlight uneven blade performance. Periodic microscopic examination can reveal micro-fractures or edge rounding not visible to the naked eye.

ARE YOU USING RIGHT DICING BLADES
FOR YOUR APPLICATION?
LET US
HELP YOU
HAVING ISSUES WITH
YOUR CURRENT DICING BLADES?
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.