Troubleshooting Diamond Sawing Problems
Having issues with your diamond cutting operation? This Illustrated Guide can help. Learn the most common problems most people have in using diamond cutting blades. How to resolve them and avoid them in…




")
")


















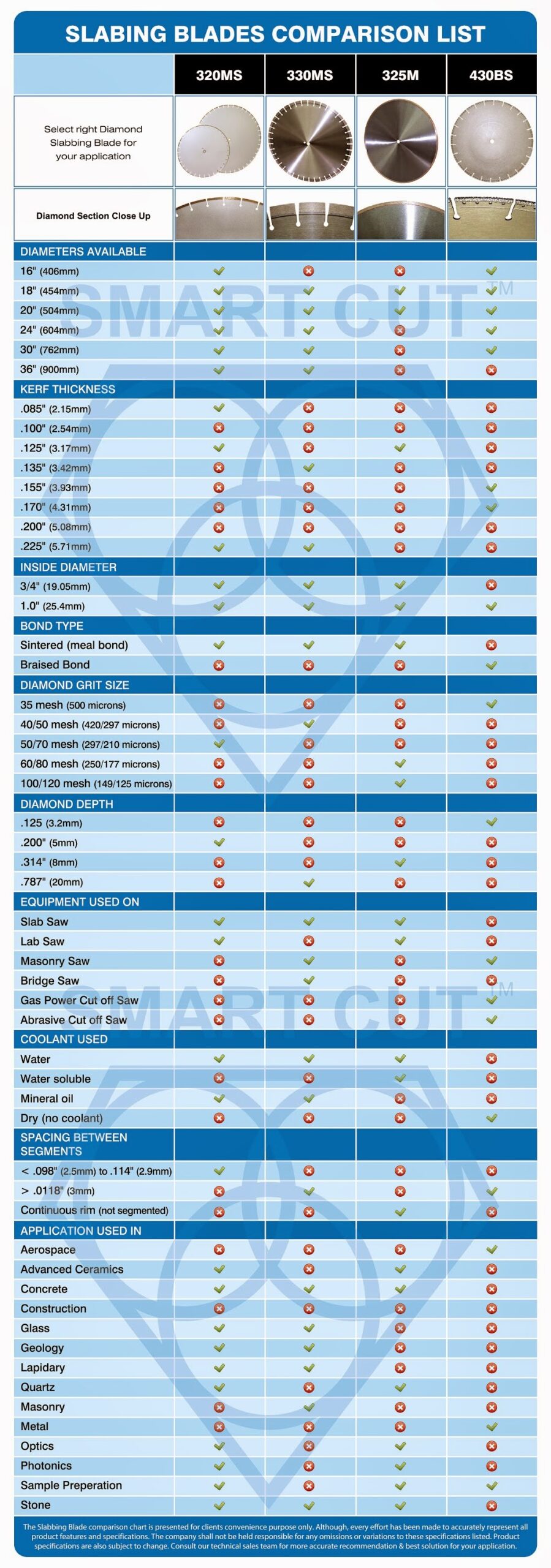
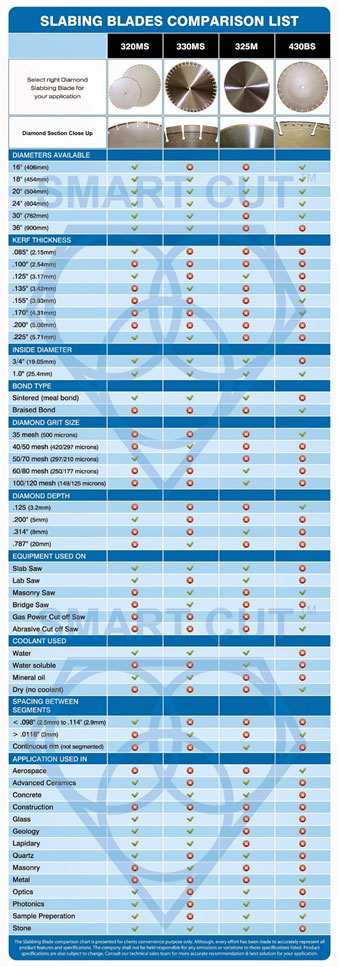
SMART CUT® water soluble coolent or mineral oil is recommended, however water with a rust inhibitor can be used. SMART CUT® 320MS Blades offer excellent Cost of Ownership & Best Return on Investment.
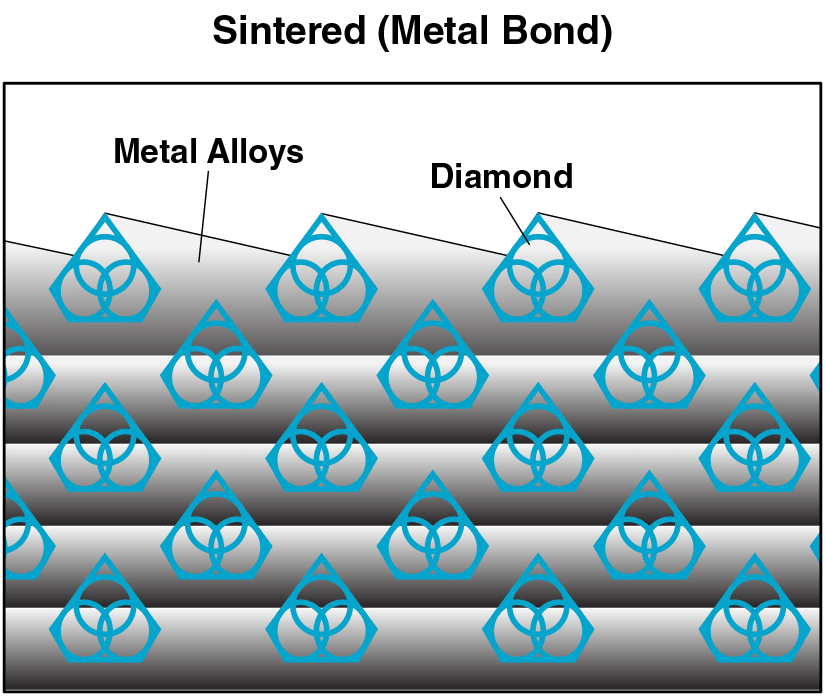
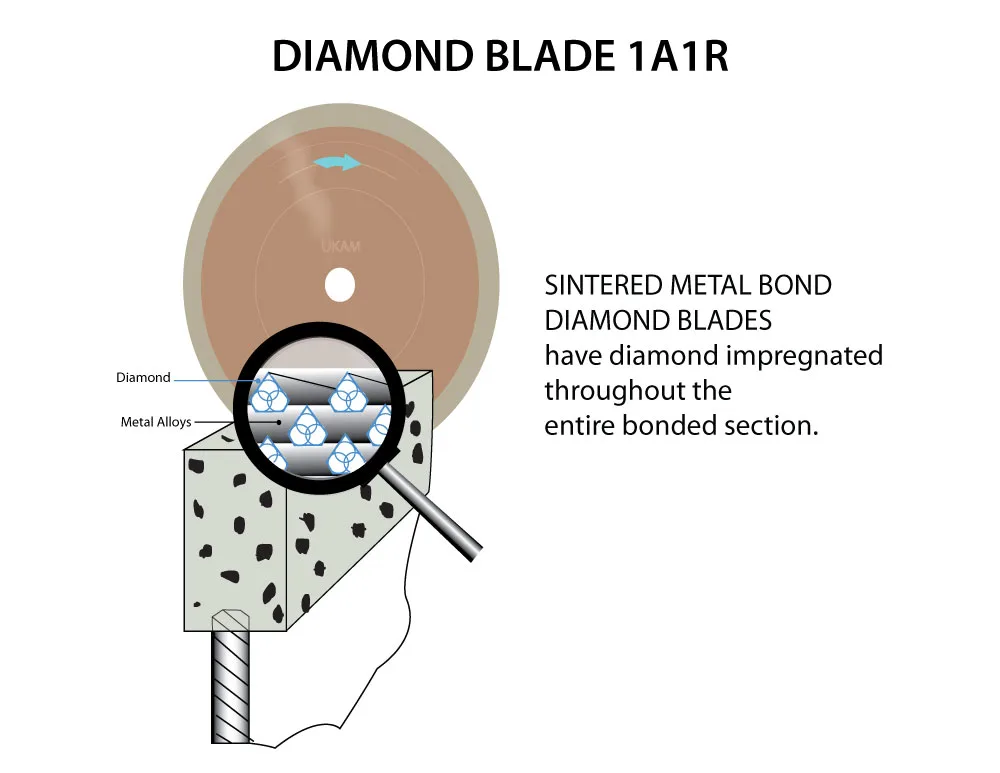
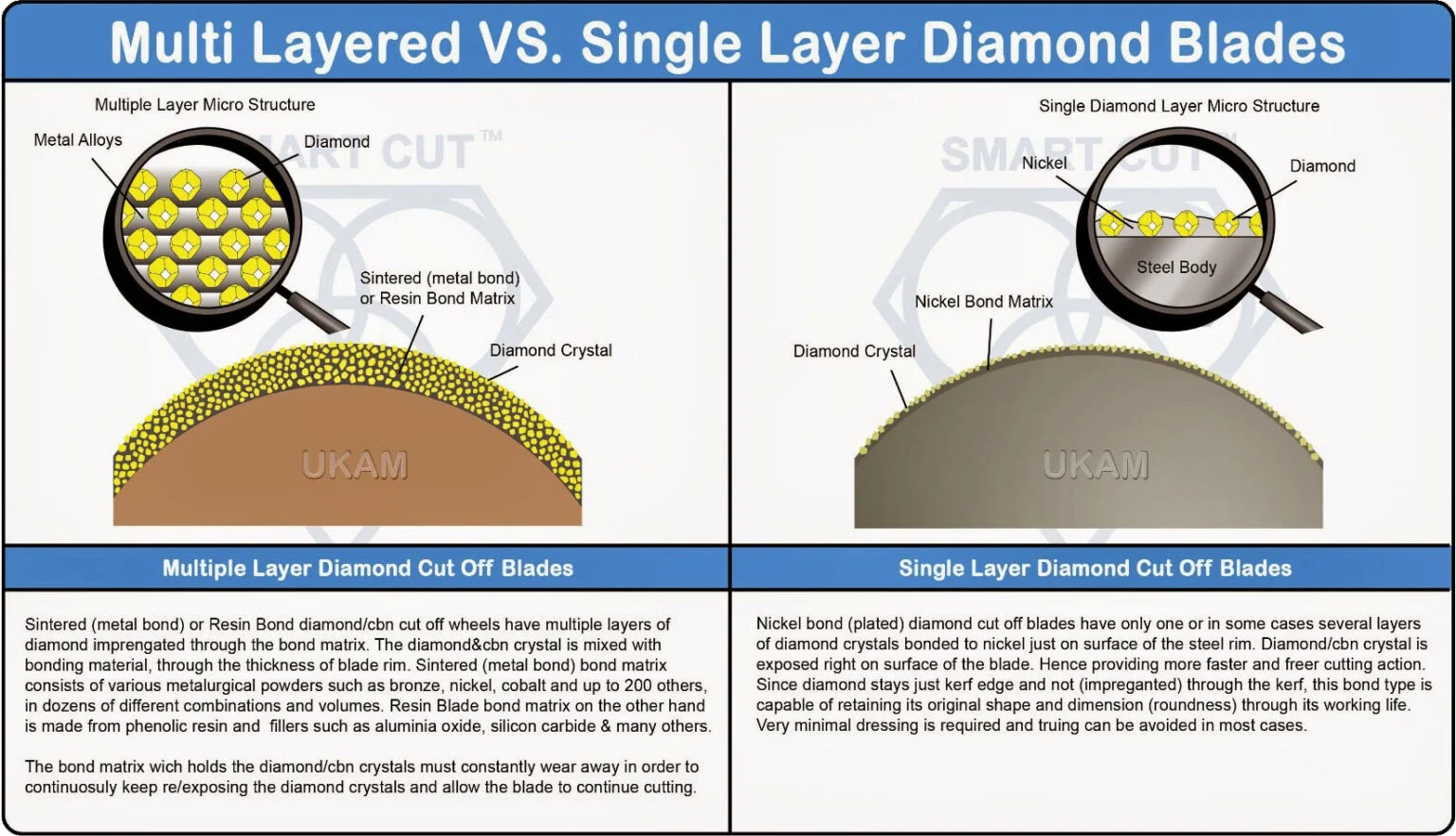
Bond Type: Sintered (Metal bond)
Edge Type: Segmented (Narrow Spacing Between Segments)
Application: Lapidary, Glass, Natural Stone, Advanced Ceramics, Composites
Diamond Grit Size: Coarse
Diamond Concentration: Low
Bond Hardness: Medium Soft
Diamond Type: Synthetic
Diamond depth: 5mm
Blade Outside Diameters: 16″ (406.4mm) to 36″ (900mm)
Kerf Thickness: .085″ (2.16mm) to .200″ (5.08mm)
Inside Diameter: 1″ (25.4mm) or 3/4″ standard (other arbor sizes can be made same day)
Recommended Coolant: Water Soluble coolant such as SMART CUT or mineral oil
Saws Used On:
+ Slab Saws
+ Large Cut off Saws
+ Abrasive & Laboratory Saws
Tab Content



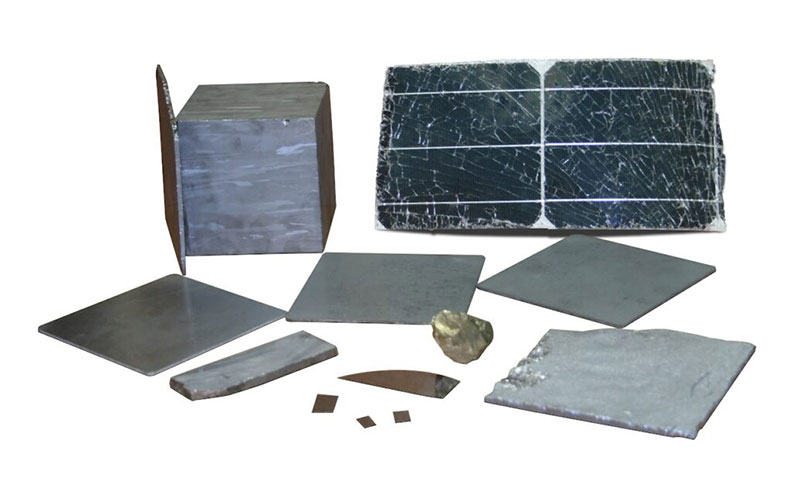



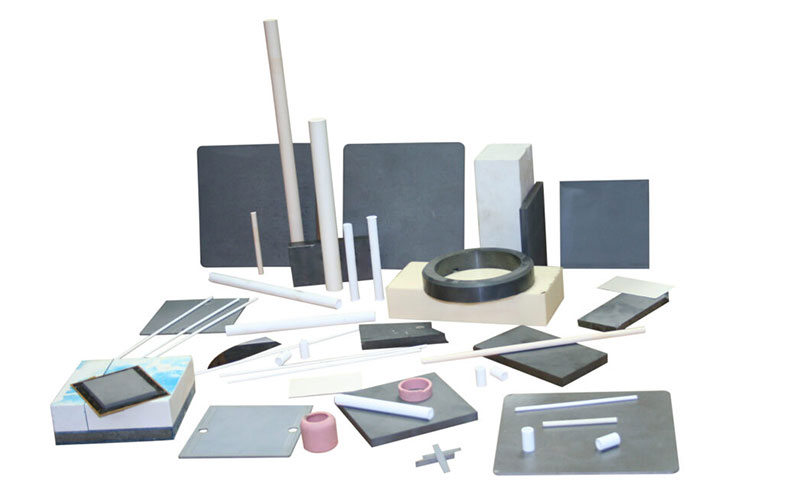

Image | Item No. | Description | Price | Quantity | Add to cart |
|---|---|---|---|---|---|
 | Color: 5/8″-11″ thread. Fits into drill press chuck. Shank adapter threads into 5/8″-11″ female thread of diamond drill. Can be used with any other tool with 5/8″-11″ thread. | $26.72 | |||
| Color: 5/8″-11″ thread. Fits into drill press chuck. Shank adapter threads into 5/8″-11″ female thread of diamond drill. Can be used with any other tool with 5/8″-11″ thread. | $22.46 | |||
 | 1 Gallon Blue SMART CUT® General Materials Formula Synthetic Water Soluble Coolant | $99.81 | |||
 | 1 Quart Blue SMART CUT® General Materials Formula Synthetic Water Soluble Coolant | $34.81 | |||
 | 5 Gallons Blue SMART CUT® General Materials Formula Synthetic Water Soluble Coolant | $317.41 | |||
 | 55 Gallons Blue SMART CUT® General Materials Formula Synthetic Water Soluble Coolant | $1,745.00 | |||
 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.") | 1/2″ x 1/2″ x 6.0″ White Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools. | $8.65 | |||
| 1.0″ x 1.0″ x 6.0″ White Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools. | $15.99 | |||
| 1/2″ x 1/2″ x 6.0″ White For use on diamond tools 150 to 220 Grit Size. | $8.65 | |||
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.") | 1.0″ x 1.0″ x 6.0″ Black Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer. | $15.39 | |||
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.") | 2.0″ x 2.0″ x 6.0″ Black Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer. | $39.47 | |||
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.") | 1.0″ x 1.0″ x 6.0″ Black Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools. | $15.99 | |||
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.") | 2.0″ x 2.0″ x 6.0″ Black Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools. | $39.47 | |||
 | $154.87 | ||||
 | $154.87 | ||||
 | $235.00 |
Image | Name | Diameter | Inside Diameter | Description | Price | Quantity | Add to cart | |
|---|---|---|---|---|---|---|---|---|
 | 30mm | 1/2″ | Flanges for Accessories | $70.00 | ||||
| 30mm | 5/8″ | Flanges for Accessories | $70.00 | ||||
| 40mm | 1/2″ | Flanges for Accessories | $75.00 | ||||
| 40mm | 5/8″ | Flanges for Accessories | $75.00 | ||||
| 45mm | 1/2″ | Flanges for Accessories | $80.00 | ||||
| 45mm | 5/8″ | Flanges for Accessories | $80.00 |







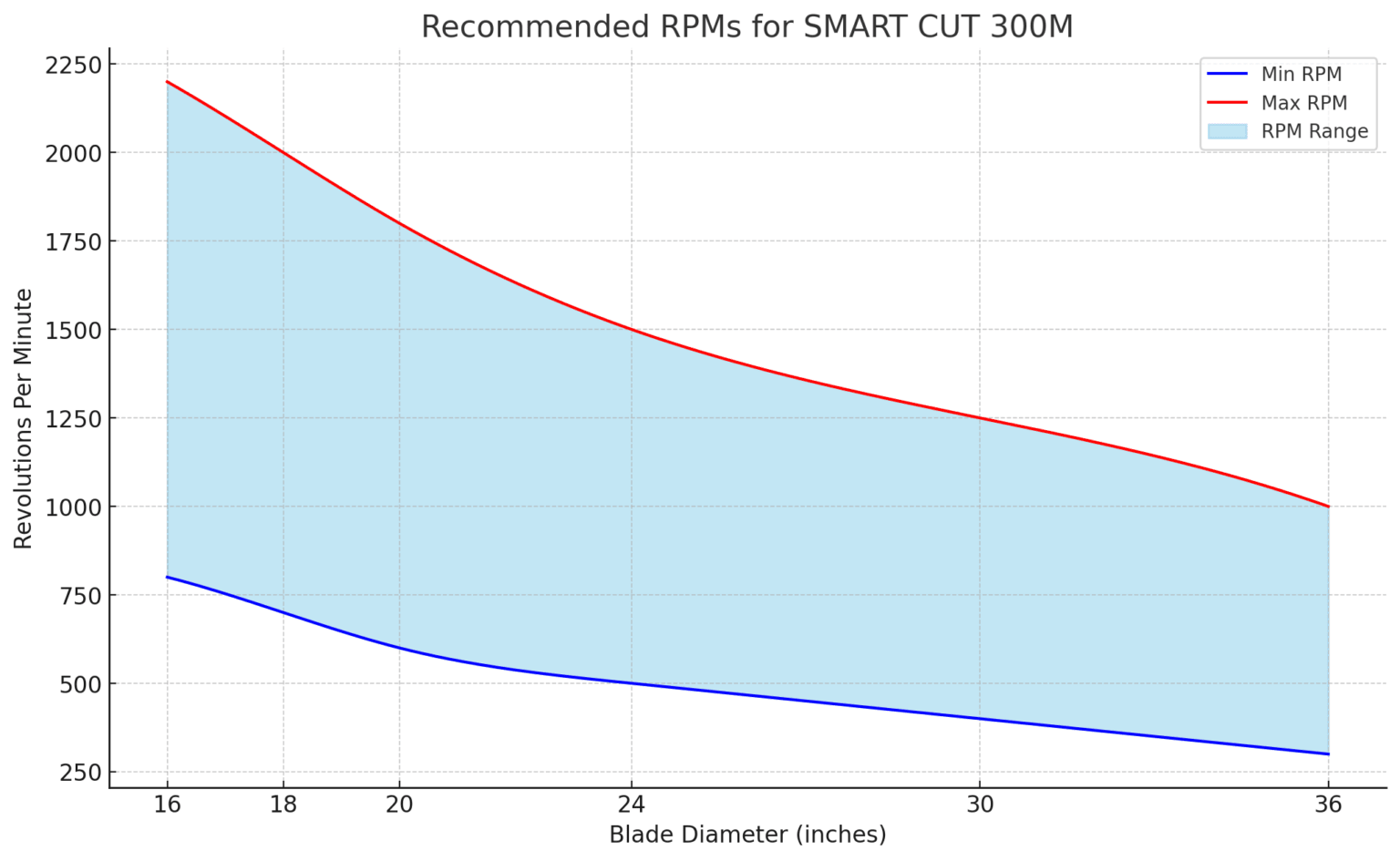
| Blade Diameter | Recommended RPM | Blade Diameter | Recommended RPM |
|---|---|---|---|
| 4″ (100mm) | 4,000 | 16″ (400mm) | 1,000 |
| 5″ (125mm) | 3,438 | 18″ (450mm) | 1,000 |
| 6″ (150mm) | 2,675 | 20″ (500mm) | 900 |
| 8″ (200mm) | 2,000 | 22″ (550mm) | 825 |
| 10″ (250mm) | 1,600 | 24″ (600mm) | 700 |
| 12″ (300mm) | 1,325 | 30″ (762mm) | 550 |
| 14″ (350mm) | 1,140 | 36″ (914mm) | 500 |
Best performance and life will result when the blades are operated in the range of 3150 to 500 surface feet per minute. Optimum performance and life will be obtained at the 5000 s.f.m. For your convenience we present the following chart of optimum RPM of shaft for each blade size.
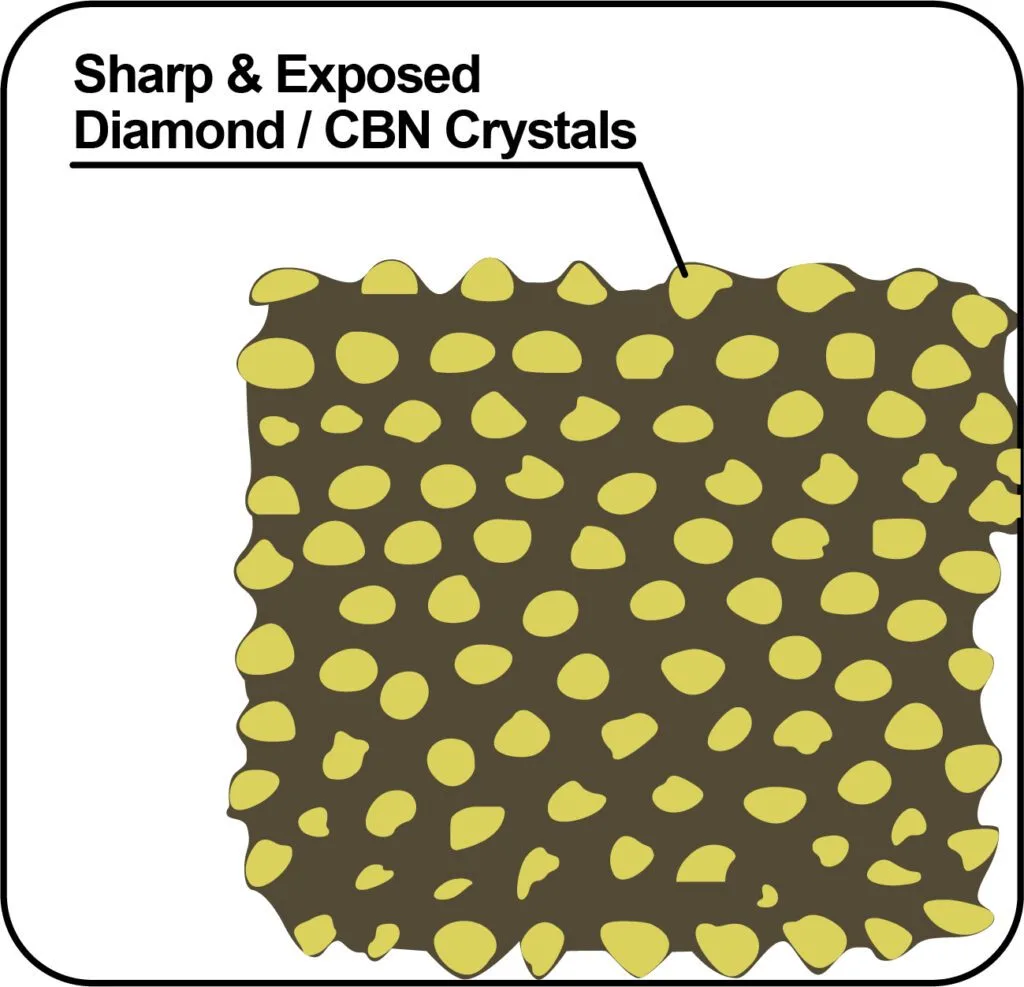
Any diamond blade may occasionally require dressing of the edge to remove surplus metal or glazing to expose new diamond particles. You can dress by making a few cuts in an old 220 grit grinding wheel or a dressing stick made specifically for this purpose. Use coolant with this procedure. The SMART CUT diamond bond is designed to minimize this procedure. By using enough coolant and following the suggested procedures, you can’t rest assured this will require the minimal amount of time as compared to most blades.
Disposing of coolant used in lapidary work, such as water or water-based cutting fluids, should be done in an environmentally responsible manner. Follow these steps to properly dispose of coolant after cutting lapidary materials:
Consult our Illustrated Diamond Blade Trouble Shooting Guide which shows all the possible issues people experience when using blades and how to fix and prevent them


Image | New Item Number | Old Item | Diameter OD | Diamond Thickness TH | Diamond Height | Arbor ID | Price (1pc) | Item No. 3 pcs | 3 pcs (each) | Quantity | Add to cart |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3168501 | 23-4018W | 16" (406.4mm) | .085" (2.16mm) | .20" (5mm) | 1"-3/4" B | $207.00$227.00 | 3168502 | $169.00 | ||
| 3188501 | 23-4818S | 18" (454mm) | .085" (2.16mm) | .20" (5mm) | 1" B 3/4" | $249.00$353.00 | 3188502 | $199.80 | ||
| 3201002 | 23-4820S | 20" (504mm) | .100" (2.54mm) | .20" (5mm) | 1" B 3/4" | $322.00$455.00 | 3201003 | $259.92 | ||
| 3241003 | 23-4824S | 24" (604mm) | .100" (2.54mm) | .20" (5mm) | 1" B 3/4" | $549.00$785.00 | 3241004 | $459.00 | ||
| 3302209 | 23-4830S | 30" (762mm) | .125" (3.175mm) | .20" (5mm) | 1" | $789.00$1,250.00 | 3302210 | $609.00 | ||
| 3362005 | 23-4836S | 36" (900mm) | .200" (5.08mm) | .20" (5mm) | 1" | $1,214.00$1,725.00 | 3362006 | $999.00 |








Diamond Concentration is still a factor in determining the life and cutting speed of your Diamond Lapidary Blade. Higher diamond concentration is recommended and usually used for cutting softer and more abrasive types of materials. However, the trade off is slower cutting speed. Low diamond concentration is recommended and widely used for cutting harder materials
Lapidary blade thickness typically ranges from .014” (0.35mm) to .085” (2.0mm). Thinner and thicker wafering blade are available, frequently from stock upon request. Kef thickness typically increases with blade diameter (in proportion to diameter of the blade). Kerf is the amount of material removed from the material due to the thickness of blade passing though the material. Blade thickness is important for users requiring most minimal amount of material loss cutting specially when cutting very valuable materials such as gemstones or meteorites There are large variety of factors that will contribute to optimal blade thickness for your material/application Including your desired cutting speed, feed rate, material diameter, thickness, hardness, density, and shape. As well as skill & experience of the operator. Thicker blades are more stiff and can whistand higher/feed rates. Another advantage of thicker kerf blades is they are more forgiving to operator error and abuse. Thicker kerf blade are recommended for use in environment where large number of individuals will be sharing and using same equipment. Perfect for less experienced and novice saw operators, such as students and beginning users.

Feed rate is amount of force applied to the blade to go through material being cut. This will typically vary depending on blade diameter, kerf thickness & material being cut. Generally, harder materials are cut at higher feed rates and speeds (such a precious and semi precious stones) and more softer and brittle materials are cut at lower loads and speeds (such as glass, quartz). The Speeds/RPM’s you are using, shape/geometry of the material, and how the specimen is being clamped/hold in place will affect the load that can be used for your application.

Most lapidary blades are used between 4,000 to 1,000 RPM’s Typically harder and more denser materials such as Sapphire, are cut at higher RPM’s/speeds Where more brittle materials such as as glass are cutting at lower RPM’s. Most rim saws RPM’s are typically limited from 1,000 to 4,000 RPM’s. Slabbing saws 500 to 1000 rpm’s. And trim saws from 3,000 to 6,000 rpm’s.

Diamond Mesh Size plays a major role in determining your cutting speed, cut quality/surface finish, level of chipping you will obtain. Diamond Mesh size does have considerable effect on cutting speed. Coarse Diamonds are larger than finer diamonds and will cut faster. However, the tradeoff is increase in chipping and surface finish. If you are cutting fragile, more delicate materials then we have available from stock finer mesh size diamond blades. If you need to cut as fast as possible and surface finish is not a concern we also offer much coarser cutting blades for this application.
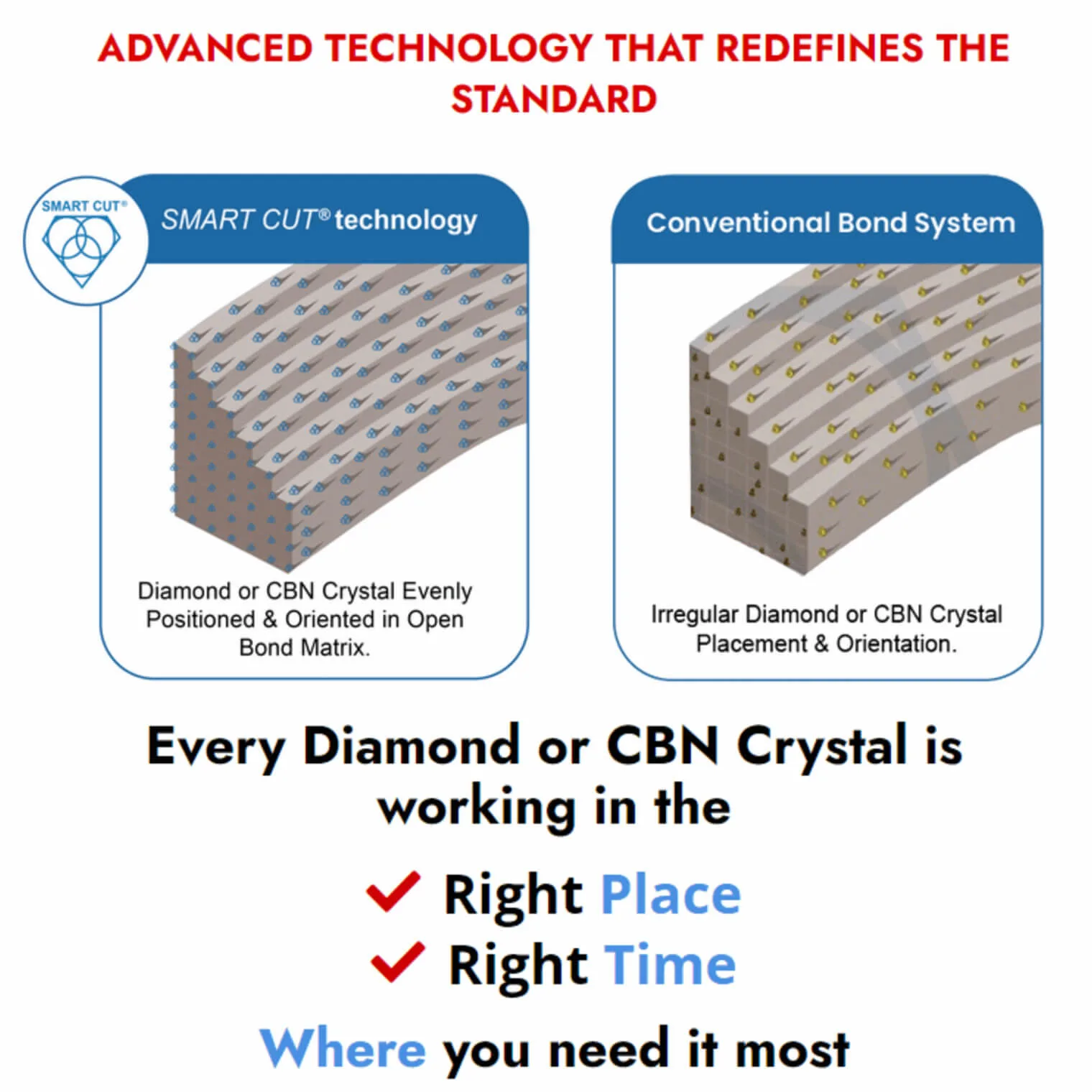
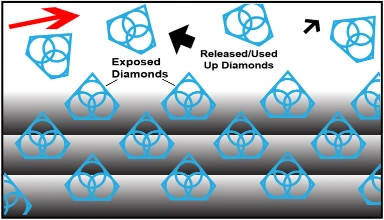
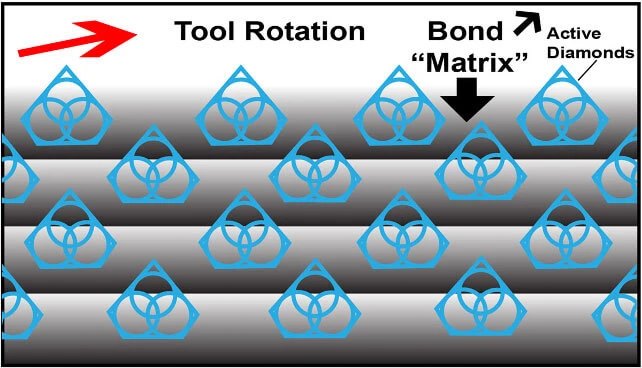
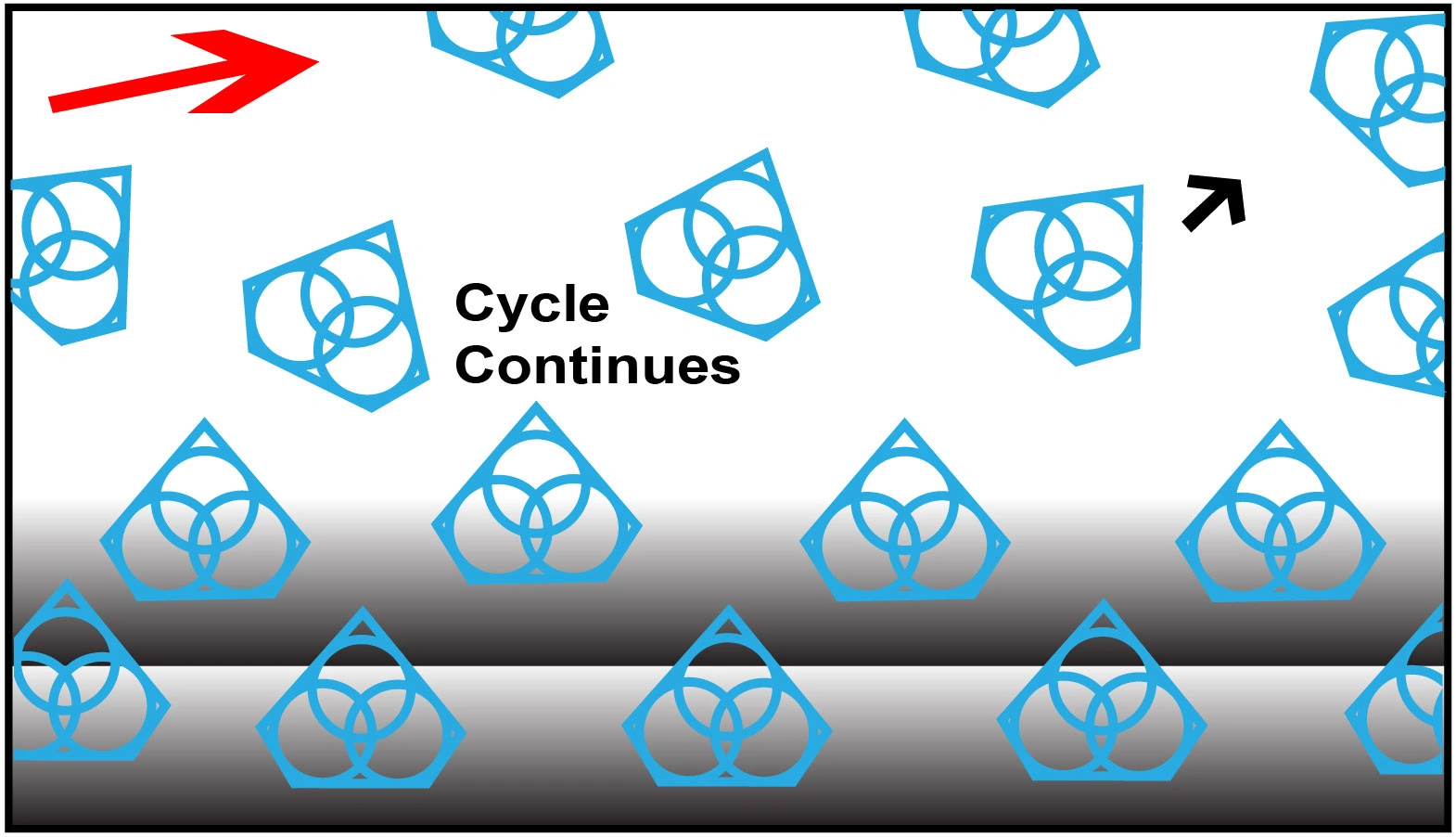
Ability of the bond matrix to hold diamonds. As the hardness of the bond is increased, its diamond retention capabilities increase as well. However the trade off is slower cutting speed. Life of the diamond blade is usually increased with hardness of its bond matrix. Bonds are designated on their scale of hardness from Soft, Medium, and Hard. There are dozens of variations and classification schemes based on bond degree of hardness or softness. Using diamond blades with optimum bond hardness for your application is important to successful precision diamond sawing operation. Bond matrix that is too soft for the material being cut will release diamond particles faster than needed, resulting in faster wear and shorter diamond blade life. On other hand bond matrix that is too hard will result in much slower cutting speeds and require constant dressing to expose the next diamond layer. As rule of thumb, harder materials such as sapphire generally require a softer bond. Whereas softer and more brittle materials require a harder bond.

Typically lapidary blade diameters range form 4” (100mm) to 8” (200mm) for trimming and 10” (254mm) and up are usually used for slabbing. The diameter should be selected based on material diameter and thickness being cut. Smaller diameter blades are thinner than the larger diameter blades and are more prone to bending and warping. Although large diameter blades are thicker, they are typically used for cutting larger and pieces of material at higher loads and speeds than smaller blades Blade Inside Diameter - Most trim saws and tile saws has 5/8” arbor these are for blades 4” to 10” OD. Larger cutting machines such as 12” to 18” OD usually have 1” arbor. We can provide bushings to smaller arbor. We can also expand the current arbor size to anything you want same day.
Metal bonding offers long life and durability, and is the best bond type to use for lapidary applications.
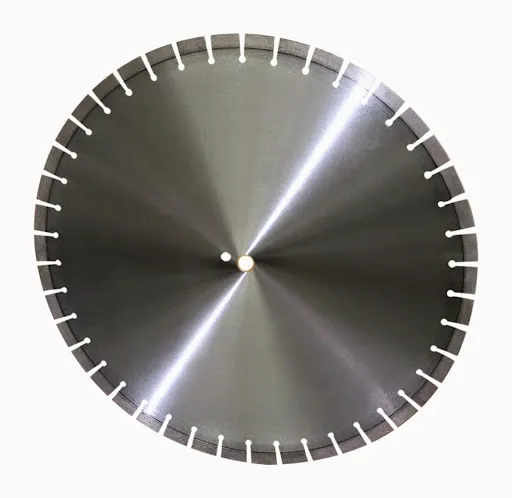

SMART CUTTM Series - 330MS Wide Slot Segment Design - Diamond Depth (Height): 8mm SMART CUT Series 330MS Wide spacing between segments. Designed for fast and more aggressive cutting, where chipping and very smooth cut loss is not essential. And loss of material is not critical. Perfect for medium to hard lapidary materials, and less experienced blade users.










No account yet?
Create an Account