SMART CUT®Series 300M Professional Diamond Blade is a premium-quality, sintered (metal bond) blade designed for high-performance cutting in lapidary applications. This blade offers a smooth surface finish, optimized cutting speed, and exceptional longevity, making it the ideal choice for cutting a wide variety of precious and semi-precious stones, as well as other hard materials. When precision and minimizing waste are critical, the 300M blade excels in delivering both.
SMART CUT®Series 300M outperforms ordinary notched rim, plated, & sintered (metal bond) lapidary diamond blades by offering faster cutting speeds and a longer lifespan. It can be operated at maximum arbor speeds, ensuring minimal downtime and improved productivity. Comparable to or better than the MK303 blade, the 300M blade delivers exceptional results at a significantly lower cost, making it the most cost-effective sintered blade in its class. The only blade that can provide higher level of performance is our SMART CUT® 310M.
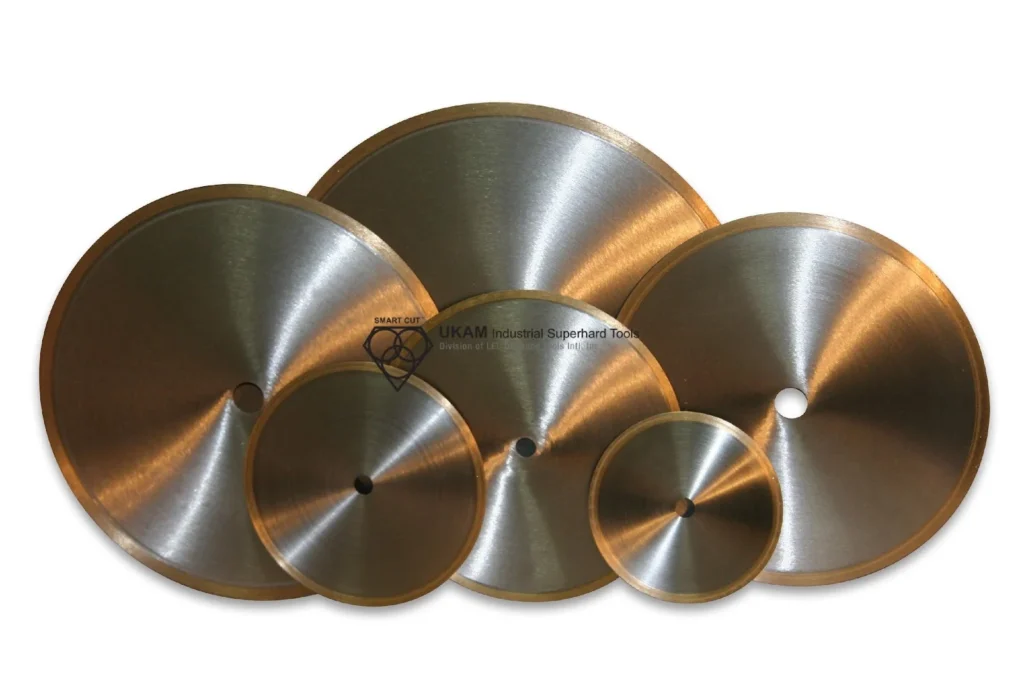
This blade is available in sizes ranging from 4″ to 36″ OD, making it versatile enough for both small and large cutting jobs. The 4″ through 14″ blades are continuous rim blades, perfect for smooth, precise cuts, while the 16″ through 24″ blades are segmented rim blades, providing optimal performance for larger, more demanding applications.
SMART CUT®Series 300M features faster cutting speed, providing quicker, more efficient cuts with less effort. It delivers a smooth surface finish, achieving excellent surface quality with minimal post-processing required. Designed to reduce material loss, the blade ensures precise cuts, which saves on material costs. It has a longer blade life, offering durability with a sintered (metal bond) composition that outlasts plated alternatives. Minimal chipping is another advantage, providing clean cuts with minimal edge damage, even on brittle materials.
The 300M blade is a real-time and material saver, helping to maximize productivity and material yield with every cut. With an attractive cost of ownership, this blade provides industry-leading performance at a lower cost, reducing overall operational expenses. The only blade that can provide higher level of performance is our SMART CUT® 310M.
SMART CUT®Series 300M is ideal for a wide array of lapidary materials, including but not limited to precious and semi-precious stones like Agate, Amethyst, Jasper, Jade, Lapis Lazuli, Tanzanite, and more. It also works well on natural stones such as Slate, Quartzite, Basalt, Diorite, and Serpentine, as well as engineered stones like Dekton and other hard materials. It is also suitable for gemstone processing, offering precision when cutting rough gemstone materials. The blade can handle hardness levels up to 8.5 on the Mohs scale and is capable of cutting through slate, petrified wood, turquoise, and other similar materials.
For optimal performance, it is recommended to use SMART CUT® water-soluble coolant or mineral oil for cooling and lubrication. Water with a rust inhibitor can also be used in place of coolant. Skilled operators will achieve the best results, particularly when cutting harder materials. The SMART CUT®Series 300M is designed specifically for lapidary applications, and if you have a different use case, it is advised to consult with us to select the appropriate blade for your needs.
Special arbors can be machined same day. Stock arbors can be bushed to smaller sizes. Please specify at time of order.
SPECIFICATIONS
Bond Type: Sintered (Metal bond)
Edge Type: Continuous Rim
Application: Lapidary, Glass
Diamond Grit Size: 80/100 mesh and 100/120 mesh depending on diameter and kerf thicness
Diamond Type: Synthetic
Diamond depth: 5mm
Blade Outside Diameters: 4″ (101.6mm) to 14″ (350mm)
The SMART CUT Series 300M is a line of sintered (metal bonded) diamond lapidary blades designed for efficient cutting of materials such as sapphire, agate, emerald, ruby, opal, petrified wood, glass, and more.
They offer a longer lifespan, faster cutting speed, even wear, and consistent performance. With hundreds of layers of diamonds, they stand up well under aggressive conditions, offer a super smooth finish, and are cost-effective in the long run.
Diamonds in these blades are furnace-sintered in a matrix made of various metals. The process involves controlled heating rate, applied pressure, sintering temperature, and holding time, resulting in a blade that can cut efficiently and last longer.
While other blade types have only a single layer of diamond on the surface, the SMART CUT Series 300M has hundreds of layers of diamonds impregnated inside the metal matrix. This provides consistent performance, faster cutting speed, and longer blade life
Consider factors such as diamond concentration, diamond particle/grit size, blade thickness, outside diameter, bond hardness, bond type, feed rates, and blade speeds/RPMs. Each blade in the series is suited for different materials and applications.
Yes, sintered (metal bonded) diamond tools are recommended for cutting hard materials ranging from 45 to 75 on the Rockwell Scale (5 to 9.5 on the mohs scale of hardness).
Yes, the series includes blades with diameters ranging from 4” to 14”. Each blade’s specifications, such as diamond thickness and arbor size, can vary.
Make sure to use the blade at recommended speeds/RPMs, and apply the appropriate feed rates. Also, ensure that the blade is suited for the material you are cutting.
This is a premium quality blade by UKAM Industrial with a high diamond concentration designed specifically for cutting lapidary materials where minimal waste and speed of cut are essential.
It’s designed to cut all types of lapidary materials including precious and semi-precious stones like sapphire, agate, emerald, ruby, opal, petrified wood, glass, and more.
Unlike other diamond blades that only have a single layer of diamond, sintered blades are “impregnated” with hundreds of layers of diamonds within the metal matrix. This means they wear evenly, last longer, and cut faster than most other blades.
Its sintered (metal bond) technology, incorporated with SMART CUT™ technology, ensures the best cutting performance possible, offering the best value and performance per cut.
Absolutely. While they might cost more upfront compared to other blades, in the long run, their prolonged life, consistent performance, and faster cutting speed ensure they provide the best value for your money.
Multiple layers mean that as the outer layer of diamonds wears out, a new layer is exposed, allowing for consistent cutting performance and prolonged blade life.
The blade thickness typically ranges from .014” (0.35mm) to .085” (2.0mm). The thickness matters because it determines the amount of material loss during cutting, especially when working with valuable materials like gemstones or meteorites.
Generally, smaller diameter blades are thinner and prone to bending, while larger diameter blades, being thicker, are used for cutting larger pieces at higher speeds.
Bond hardness determines the ability of the bond matrix to hold diamonds. A harder bond increases diamond retention capabilities, making it suitable for cutting harder materials.
Yes, the blade can be provided with bushings for a smaller arbor, and the current arbor size can also be expanded by specialized machining process to almost any arbor size/inside diameter you require.
Feed rate is the force applied to the blade to cut the material. This will vary depending on blade diameter, material hardness, and other factors. The right feed rate ensures optimal cutting speed and blade longevity.
Most lapidary blades operate between 4,000 to 1,000 RPM’s. Harder and denser materials are cut at higher RPMs, whereas more brittle materials are cut at lower RPMs.
Blade compatibility largely depends on the arbor size of your cutting machine and rpm’s. Ensure your machine’s arbor size matches the blade’s inside diameter
Proper maintenance, using the recommended coolant, and ensuring correct feed rates and speeds, and dressing when needed will prolong the life of your blade.
All blades need to be dressed sooner or later. These blades are no exception. However these blades will require lot less dressing then other blades not designed for lapidary application. If blade needs constant dressing in order to continue cutting this usually means its not designed for this specific application.
The primary advantage is the superior cutting performance due to the multiple layers of diamonds. This ensures a longer blade life, faster cutting speeds, and a more consistent performance throughout the blade’s lifespan.
While it’s possible to use water with a rust inhibitor, it’s recommended to use SMART CUT™ water-soluble coolant or mineral oil for optimal blade performance and longevity.
Yes, these blades are specifically designed for lapidary applications. For other applications, it’s essential to consult with the manufacturer to get the appropriate blade.
The 4″ through 14″ blades are continuous rim blades, designed for precise cuts with minimal chipping. The 16″ through 24″ sizes are segmented rim blades, designed for faster cutting in larger materials, with a slight trade-off in finish smoothness.
In SMART CUT blades, diamonds are furnace-sintered in a matrix of metals. This matrix is created using controlled heating rates, applied pressure, and sintering temperature specific to the metal combination. This precise method ensures superior diamond retention and blade performance.
Yes. Always wear protective eyewear, gloves, and ensure the working area is well-ventilated. It’s also essential to check the blade for any damages before use and to use the blade at recommended speeds.
Consider factors like your desired cutting speed, material hardness, thickness, and shape, as well as the experience of the operator. Thicker blades can withstand higher feed rates and are more forgiving to operator errors.
Higher diamond concentration usually leads to a longer blade life and faster cutting speeds. However, the right concentration is essential based on the hardness of the material you’re cutting. These blades have low diamond concentration but higher then normal tile blades
The diamond mesh size determines the cutting speed, cut quality, surface finish, and the level of chipping. This blade has 100/120 mesh which is lot finer then standard tile blade which usually have 40/50 mesh but lot coarser then finer diamond size blades such as 220 mesh and higher which is meant for cutting glass and other fragile materials. Choosing the right diamond particle size is crucial for achieving desired results.
The bond hardness determines the bond matrix’s ability to retain diamonds. A harder bond increases diamond retention capabilities. The bond type, especially metal bonding, offers prolonged life and durability, making it optimal for lapidary applications.
Feed rate is the force applied to push the blade through the material. It varies based on blade diameter, material type, and kerf thickness. Ensuring the correct feed rate for your application can prevent blade wear and achieve a cleaner cut.
Blade speed is typically dictated by the material’s hardness and brittleness. Harder materials like Sapphire require higher RPMs, while more brittle materials like glass require lower RPMs. Always refer to the manufacturer’s recommendations for optimal speeds.
While these blades are versatile, they are specifically designed for lapidary applications. Cutting materials outside of this range, especially without consulting the manufacturer, can lead to reduced blade performance and potential safety hazards.
Some blades benefit from a break-in process to ensure even diamond exposure and extended blade life. Always refer to the manufacturer’s recommendations when using a blade for the first time.
While the blades might fit on other machinery, for optimal safety and performance, it’s recommended to use them on equipment designed for lapidary work.
These blades are designed to fit a variety of machines, but it’s essential to ensure the blade diameter and arbor size match your equipment. Adapters or bushings can sometimes be used to accommodate different sizes.
As blades wear, they might not cut as efficiently or produce as smooth a finish. Regularly inspecting and maintaining your blade ensures consistent quality.
Yes this process is called dressing. This is done by using dressing stick making alumina oxide or silicon carbide dressing stick soft about 100 grit. Cut the dressing stick like loaf of bred thin slices. Please consult our guide on dressing blades.
SMART CUT technology focuses on using a sintered (metal bond) process with multiple layers of diamonds impregnated inside the metal matrix. This ensures a more consistent, faster, and longer-lasting cut compared to other blade types.
Diamond concentration affects both the life and cutting speed of the blade. A higher diamond concentration can offer better cutting performance but may wear the bond faster.
Always wear safety goggles, gloves, and protective clothing. Ensure the material is securely clamped, and the blade is properly attached to the machine. Never force the blade through the material; let it cut at its own pace.
Blade thickness determines the amount of material removed due to the blade passing through the material. Thinner blades remove less material but may be more prone to bending, while thicker blades are more rigid and forgiving to operator errors.
Regularly clean the blade to remove any debris or buildup. Check for signs of wear or damage before each use. Using the recommended coolants can also prolong the blade’s life.
These blades are recommended for materials ranging from 45 to 75 on the Rockwell Scale (5 to 9.0 on Mohs scale of hardness). Always ensure you’re using the right blade for your material.
While these blades are versatile, they’re specifically designed for lapidary materials. Avoid cutting metals, plastics, or other ultra hard materials that are harder then 9 on mohes scale
The metal bond surrounds the diamonds and wears away over time, continuously exposing new diamonds. This ensures the blade retains its cutting ability longer than blades with a single layer of diamond.
Stop the machine immediately. A wobbling or bending blade can be a sign of damage or wear. Check the blade for any visible issues and ensure it’s properly attached to the machine.
While most lapidary blades operate between 4,000 to 1,000 RPMs, harder materials like Sapphire require higher RPMs. More brittle substances, such as glass, require lower RPMs. Always refer to the manufacturer’s guidelines or consult experienced lapidary professionals for specific materials.
Depending on the material and application, sintered (metal bonded) blades may last up to 50 to 100 times longer than other diamond lapidary blade types.
These blades are designed primarily for stationary cutting machines. If considering handheld use, make sure the blade is sufficiently thick and you can provide the recommended rpm’s
These blades have medium soft bond. Bond hardness determines the bond matrix’s ability to hold diamonds. As bond hardness increases, its diamond retention capability improves, influencing the blade’s performance.
When new blades usually do not require dressing before starting to use. Dressing after some time of use will help maintain consistent level of performance. This helps to expose the initial diamond layer for optimal cutting performance. However, always follow the manufacturer’s recommendations.
Larger diameter blades are typically thicker and used for cutting larger materials at higher speeds than smaller blades. However, smaller diameter blades are thinner and more prone to bending and warping.0
Segmented rim blades allow for faster cutting and better heat dissipation. They can also handle tougher materials. Continuous rim blades, on the other hand, offer smoother cuts, especially on delicate materials.
Feed rate varies based on blade diameter, kerf thickness, and material hardness. Generally, harder materials require higher feed rates, while softer or more brittle materials need slower rates. Adjustments should be made based on observation and experience.
Yes, as long as the blade fits the machine’s specifications and the machine is in good working condition. Always ensure the blade is securely attached and operates at the recommended RPMs. Also keep in mind the kerf thickness of the blade you are using, flange diameter and blade exposure.
Yes, the use of water with a rust inhibitor is recommended if not using the SMART CUT™ water soluble coolant or mineral oil. Always follow manufacturer guidelines on rust inhibitor selection.
SMART CUT™ technology offers enhanced cutting performance and efficiency by optimizing the distribution and concentration of diamonds within the blade, leading to faster cuts, smoother finishes, and longer blade life.
These blades are designed specifically for lapidary applications. Also can be used for other applications such as cutting various rocks and glass, porcelain and softer ceramics. For other applications, consult the manufacturer for the most suitable blade.
If the blade bends or warps, it may no longer cut accurately or safely. In such cases, it is advisable to stop using the blade and consider a replacement. Always ensure proper usage to minimize the risk of bending or warping.
Over time, the metal bond holding the diamonds will wear, continuously exposing new diamonds. However, if the blade becomes dull before the metal bond wears out, it may be possible to sharpen the blade. Consult with a professional or the manufacturer for guidance.
Signs include slower cutting, increased material chipping, and visible reduction in the diamond layer. To maximize lifespan, ensure the blade is used at the correct RPMs, is adequately cooled, and is used on suitable materials.
Higher diamond concentrations often lead to longer blade life and faster cutting speeds. Meanwhile, grit size affects the quality and speed of the cut. Larger grits may cut faster but might leave rougher finishes, while finer grits result in smoother finishes but may cut slower.
Always wear protective eyewear and gloves. Ensure the blade is securely attached, the workspace is well-lit and free from obstructions, and the blade is regularly checked for signs of wear or damage. Always cut at recommended RPMs and ensure proper cooling is in place.
Due to their design, these blades are intended to minimize waste, especially when cutting valuable materials. Their cutting efficiency and precision are optimized for minimal material loss.
Not recommended for several reasons. First these are very low concentration blades. They have 3 times smaller amount of diamond concentration then blade designed for sample preparation. Also they have much coarser diamond size then blades for sample preparation. Furthermore the diamond quality is lower then blades designed for that purpose, and bond hardness and tolerances different.
INDUSTRIES USED IN
Application
Designed for cutting a large variety of precious & semi precious stones, gem stones, colored stones, lapiary materials,rocks, glass and similar materials from up to 9.0 on mohes scale fast & easy
AGATE
OPAL
AMETRINE
ONYX
AMETHYST
EMERALD
PETRIFIED WOOD
LAPIS LAZULI
AZURILE
RHODONITE
ZIRCONIA
ROUGH GEM STONE
RUBIE
GARNET
TURQUOISE
TANZANITE
GEMSTONES
SODA LIME & BOROSILICATE GLASS
TOPAZ
JADE
TOURMALINE
QUARTZ
TSAVORITE
METEORITES
ACCESSORIES
Showing 1 – -1 of 16 resultsShowing all 16 resultsShowing the single resultNo results found
Sort by Name A – Z
Filters Sort results
Reset Apply
Image
Item No.
Description
Price
Quantity
Add to cart
Color:
5/8″-11″ thread. Fits into drill press chuck. Shank adapter threads into 5/8″-11″ female thread of diamond drill. Can be used with any other tool with 5/8″-11″ thread.
5/8″-11″ thread. Fits into drill press chuck. Shank adapter threads into 5/8″-11″ female thread of diamond drill. Can be used with any other tool with 5/8″-11″ thread.
Trouble Shooting Blades present most common issue involved in the cutting operation. The issue is lustrated indicating the possible cause and symptoms to help you identity the cause. Next to the issue is a list of Possible Causes, their Affect on Cutting Performance, and Solutions in resolving these issues. This troubleshooting guide is presented for client convenience purpose only. Although, every effort has been made to accurately identity and present all issues and their solutions. The company shall not be held responsible for any omissions or the results these recommendations may obtain. Contact our technical support team or Application Engineering group for advice & best solution to your cutting issues.
There are numerous variables that affect the performance of diamond and CBN cutting blades. Understanding these variables will help end users select the right diamond blade specifications for their applications and optimize their cutting operations to achieve the…
Proper testing procedures and methodologies must be set up and used to obtain accurate as well as repeatable testing results. This article will discuss several simple procedures which have been used under actual field conditions, verifying their feasibility for testing diamond cut off wheels.
Mastering the Art of Lapidary, Gemstone, Cabochon, & Slab Cutting: A Comprehensive Guide to Slab and Trim Sawing Techniques The process of transforming rough lapidary rocks & gemstones into beautiful, polished pieces is both an art and a science, requiring precision, patience, and the right tools. Diamond lapidary blades are essential for cutting and shaping lapidary materials, gemstones, and this guide is designed to provide detailed instructions on their proper use, catering to enthusiasts of all skill levels. From slab sawing to creating a preform, and from saw maintenance to helpful hints for handling small rough material, every step is crucial in the lapidary process.
Cutting is a foundational step in the lapidary process, and the choice of diamond Lapidary blade significantly influences subsequent stages. While the market offers a plethora of blades for lapidary work, their performance and quality…
Getting the best results when using lapidary blades is not only skill but also about using the right blade for the application. When we talk about a good blade for lapidary application, we are really…
(Guide on getting the most from your blade) Welcome to the User Guide on How to Properly Use Diamond Lapidary Blades. This guide is designed to provide detailed insights and essential practices for operating diamond lapidary blades efficiently and safely. Whether you are a professional lapidary or beginning rockhound involved cutting hard lapidary materials, understanding how to correctly handle and maintain your diamond lapidary blades is important.
1. Personal Protective Equipment (PPE): Always wear appropriate safety gear, including safety shoes, snug-fitting attire, safety goggles, hearing and head protection, and proper respiratory equipment.
2. Machine Safety: Always use the blade guards provided with your machine. Do not remove or tamper with any safety devices – they are there for your safety.
Blade Storage:
1. When not in use, store the sintered metal bond diamond lapidary blade in a dry and clean environment. Avoid exposure to extreme temperatures, moisture, or direct sunlight.
2. Use protective covers or blade guards to prevent accidental damage during storage.
3. Keep the blade out of reach of children and unauthorized users.
Before Installation:
1. Inspect Machine Shaft: Examine the shaft of your machine for any looseness that might suggest worn bearings. Check for any wear on the shaft itself. Ensure the blade fits securely onto the shaft.
2. Examine the Blade:Before mounting, visually inspect the blade for any cracks or signs of damage. Remember, a damaged or improperly mounted blade can be hazardous.
3. Check the blade’s rotation direction and ensure it is properly mounted on the saw machine according to the manufacturer’s instructions.
4. Make sure the blade is securely fastened to the arbor and that the arbor nut is tightened properly.
Installation:
1. Flange Size: Always use a pair of matching flanges, roughly 1/3 the diameter of the blade. Ensure flanges are clean and free of rust or dirt. After tightening the flange nut, the blade should rotate true and even.
2. Alignment: For slabbing, ensure accurate carriage alignment to prevent the blade from bending.
3. Blade Tracking: Ensure that the blade tracks properly on the saw arbor. Misalignment can lead to uneven wear and reduced blade life. Periodically check and adjust the blade’s alignment as needed.
4. Blade Balance: Imbalanced blades can cause vibrations and lead to uneven cuts or equipment wear. To maintain blade balance, periodically check for any accumulated material on the blade body and clean it off.
5. Use Proper Size Flanges A pair of the same size flanges with proper relief should be approximately 1/3″ the diameter of the blade. Flanges must be free of rust and dirt. Your blade should turn perfectly rue after flange nut is tightened. Carriage alignment must be accurate for slabbing to prevent bending of the blade.
6. Rotate the blade according to Rotation Direction Make sure that arrow on the blade points in the same direction as shaft rotation
7. Make Sure Material is Properly Secured Ensure that the material you intend to cut is securely clamped or held in place to prevent it from moving during cutting.
Material Preparation
1. Before cutting, inspect the material you intend to work on. Ensure it is free from loose or abrasive particles that could damage the blade or create uneven cuts.
2. For large or irregularly shaped materials, consider pre-shaping or trimming them with other tools before using the lapidary blade. This can reduce the stress on the blade and improve cutting precision.
USE RECOMMENDED RPM’S
Blade Diameter
Recommended RPM
Blade Diameter
Recommended RPM
4″ (100mm)
4,000
16″ (400mm)
1,000
5″ (125mm)
3,438
18″ (450mm)
1,000
6″ (150mm)
2,675
20″ (500mm)
900
8″ (200mm)
2,000
22″ (550mm)
825
10″ (250mm)
1,600
24″ (600mm)
700
12″ (300mm)
1,325
30″ (762mm)
550
14″ (350mm)
1,140
36″ (914mm)
500
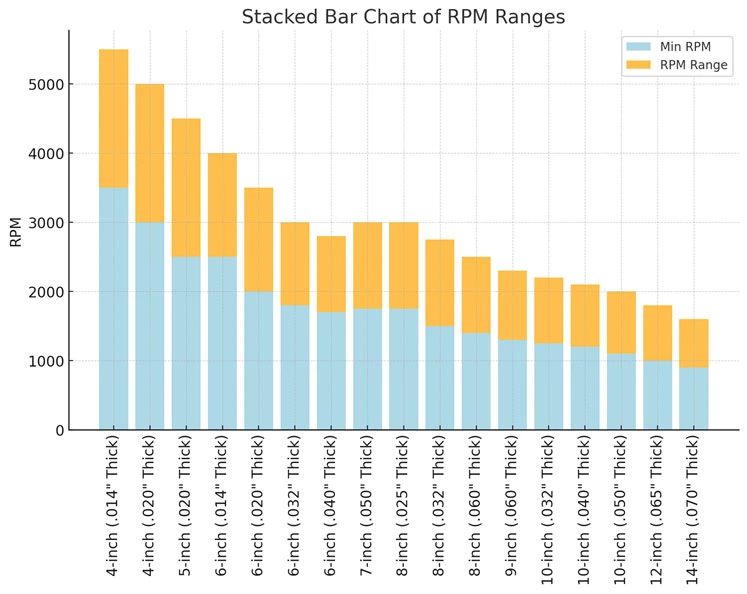
Best performance and life will result when the blades are operated in the range of 3150 to 500 surface feet per minute. Optimum performance and life will be obtained at the 5000 s.f.m. For your convenience we present the following chart of optimum RPM of shaft for each blade size.
Adjust the cutting speed and water flow rate according to the material being cut. Softer materials may require slower speeds and less water, while harder materials may require higher speeds and more water.
When cutting brittle materials like certain types of glass or very hard stones, use a slower blade speed to reduce the chances of cracking or chipping.
For materials with varying hardness, consider adjusting the blade speed or using a slower feed rate when transitioning from softer to harder areas. This helps maintain a more even cutting surface.
Coolants
1. Never run a diamond blade dry. Severe damage will result Coolants do 3 things. They cool your blade and material being cut, clean out the cut being made of abrasive particles, and provide lubrication to keep the cutting edge clean. SMART CUT diamond blades are designed to give you a straight cut in plain water. However, significantly better performance and longer life may be obtained by using water soluble coolant such as SMART CUT coolant or SMART CUT mineral OIL
2. Regularly check the water or coolant supply system of your lapidary saw machine. Ensure that the water or coolant flow is consistent and that nozzles are clean and free from blockages.
3. Use clean, clear water or coolant in the cooling system to prevent mineral buildup that can clog nozzles and reduce cooling efficiency.
4. Periodically inspect and clean the water or coolant reservoir and filter to maintain the quality of the cooling water.
Feed Rates
1. Never force a diamond blade Feed material slowly into blade so that the blade doesn’t lead off. Excessive pressure can cause your blade to bend or dish. The rate of feed should never be so great that the blade slows down. Avoid cutting with excessive lateral pressure, which can cause blade warping or damage. Keep the blade’s cutting edge perpendicular to the material being cut.
2. Keep an eye on the blade during operation and listen for any unusual sounds. If you notice any vibrations, strange noises, or decreased cutting performance, stop immediately and inspect the blade for damage.
3. When cutting materials with embedded crystals like geodes, proceed slowly and carefully to avoid damaging the blade or the crystals.
4. Use a continuous and steady feed rate when cutting to maintain a smooth and uniform surface. Avoid rapid or jerky movements, which can lead to uneven cuts.
Blade Dressing
Any diamond blade may occasionally require dressing of the edge to remove surplus metal or glazing to expose new diamond particles. You can dress by making a few cuts in an old 220 grit grinding wheel or a dressing stick made specifically for this purpose. Use coolant with this procedure. The SMART CUT diamond bond is designed to minimize this procedure. By using enough coolant and following the suggested procedures, you can’t rest assured this will require the minimal amount of time as compared to most blades.
Continuously Monitor the Cutting Operation
Never place your hands or fingers right Next to the Cutting Edge
Never continue to cut with a damaged blade,one that is dished, bent, flutters, or is not running rue. Continued use will damage the diamonds, pull the matrix out, excessively wear your blade, or cause an accident. If your blade has a tendency to pull to one side, making uneven cuts, reverse the blade. If you still have the same problem, the problem could be the vise alignment If, after reversing, the blade cuts to the opposite side, die blade is bent or dished. If this is the case, the blade must be repaired before further use.
Most frequent source for blade damage is attempting to cut too large a rock. Maximum material/rock size should be no more than 3/8” of blade diameter.
Blade Cleaning:
1. After each use, clean the bladethoroughly to remove any residue, such as mineral buildup or adhesive from previous cuts. Soak the blade in a cleaning solution recommended by the manufacturer, and then use a soft brush to scrub away any stubborn debris.
2. Rinse the blade with clean water to ensure all cleaning agents are removed. Pat the blade dry with a clean cloth before storing it.
3. Do Not Leave the blade on the arbor or in coolant for long period of time.
Used Coolant Disposal
Disposing of coolant used in lapidary work, such as water or water-based cutting fluids, should be done in an environmentally responsible manner. Follow these steps to properly dispose of coolant after cutting lapidary materials:
1. Containment and Collection:
Collect the used coolant in a designated container, such as a plastic bucket or drum. Ensure that the container is clean and free from contaminants.
If there are any solid particles or sediment in the coolant, allow them to settle at the bottom of the container. You can use a settling tank or let the container sit undisturbed for a period to facilitate this process.
2. Separation of Solids:
After settling, carefully decant or siphon the clear coolant from the container, leaving the settled solids behind. These solids may contain abrasive debris and should not be disposed of down the drain.
3. Recycling or Reuse:
If the coolant is still in good condition and free from contamination, consider reusing it for further lapidary work. Filter the coolant to remove any remaining suspended particles before reuse
Some lapidary workshops use a recirculating system that continually filters and treats the coolant for extended use.
3. Recycling or Reuse:
If the coolant is still in good condition and free from contamination, consider reusing it for further lapidary work. Filter the coolant to remove any remaining suspended particles before reuse
Some lapidary workshops use a recirculating system that continually filters and treats the coolant for extended use.
4. Dispose of Solids:
The solids separated from the coolant should be handled as hazardous waste due to potential contamination with abrasive particles and minerals. Check local regulations and guidelines for disposing of hazardous waste in your area.
In some cases, lapidary workshops collect and dispose of abrasive solids through waste disposal services that specialize in handling hazardous materials.
5. Proper Disposal of Used Coolant:
The clear, separated coolant can often be disposed of down the drain, especially if it is primarily water-based and does not contain harmful chemicals. However, it’s essential to comply with local, state, and federal regulations regarding wastewater disposal.
Check with your local municipal or environmental agency for specific guidelines on disposing of used coolant. Some areas may require proper treatment or recycling of wastewater.
6. Neutralization and pH Adjustment:
If your lapidary work involves the use of acidic or alkaline cutting fluids, it may be necessary to neutralize the coolant before disposal. Neutralization ensures that the pH level of the wastewater is within acceptable limits.
Consult with a chemical expert or follow recommended guidelines for neutralizing and adjusting the pH of the coolant.
7. Professional Services:
For lapidary workshops with large volumes of used coolant or those dealing with complex coolant mixtures, consider hiring professional waste management services that specialize in hazardous waste disposal.
Blade Troubleshooting:
1. If you encounter excessive chipping or blade wear, it may be due to a mismatch between the blade and the material being cut. Consider using a blade specifically designed for the material’s hardness and composition.
2. If the blade starts to wander or deviate from the desired cutting path, it may indicate a misalignment issue. Check the blade’s mounting and alignment, and make necessary adjustments to ensure it runs true.
3. Should the blade develop a wobble or vibrations during operation, stop immediately, and inspect for damage or wear. A wobbling blade can be dangerous and should not be used until the issue is resolved.
4. In the event of a blade jam or binding, switch off the saw immediately to prevent damage to both the blade and the equipment. Carefully remove the material causing the jam and inspect the blade for any damage before resuming cutting.
Consult our Illustrated Diamond Blade Trouble Shooting Guide which shows all the possible issues people experience when using blades and how to fix and prevent them
Blade Replacement:
1. Replace your sintered metal bond diamond lapidary blade when it shows signs of significant wear or damage, such as reduced cutting efficiency, loss of diamond edge, warping/cutting not straight or visible cracks.
2. When replacing a blade, follow the saw manufacturer’s instructions for removal and installation. Ensure that the new blade is compatible with your cutting machine.
Application
Designed for cutting a large variety of lapidary materials, rocks, tile, porcelain natural stone, engineered stone and similar materials from up to 8.5 on mohes scale fast & easy.
AGATE
AMETHYST
DEKTON
FLINT
RHYOLIT
TOURMALINE
SERPENTINITE
SLATE
RHODONITE
GARNET
QUARTZ
QUARTZITE
AMETRINE
PETRIFIED WOOD
DIORITE
TURQUOISE
TOPAZ
LEPITAC
ONYX
LAPIS LAZULI
ROUGH GEM STONE
TANZANITE
JADE
BASALT
Features
Faster Cutting Speed
Perfect for Large Range of Hard to Soft Materials
Minimal Loss of Material
Long Life
Smooth Surface Finish
Minimum Chipping
Real Time & Material Savers
Attractive Cost of Ownership
Large Range of Blade Diameters & Thicknesses
Showing 1 – -1 of 21 resultsShowing all 21 resultsShowing the single resultNo results found
Why Sintered (Metal Bond) Diamond Lapidary Blades With SMART CUT® technology Offer The Best Value & Performance For Your Money?
ABOUT SINTERED (METAL BOND)
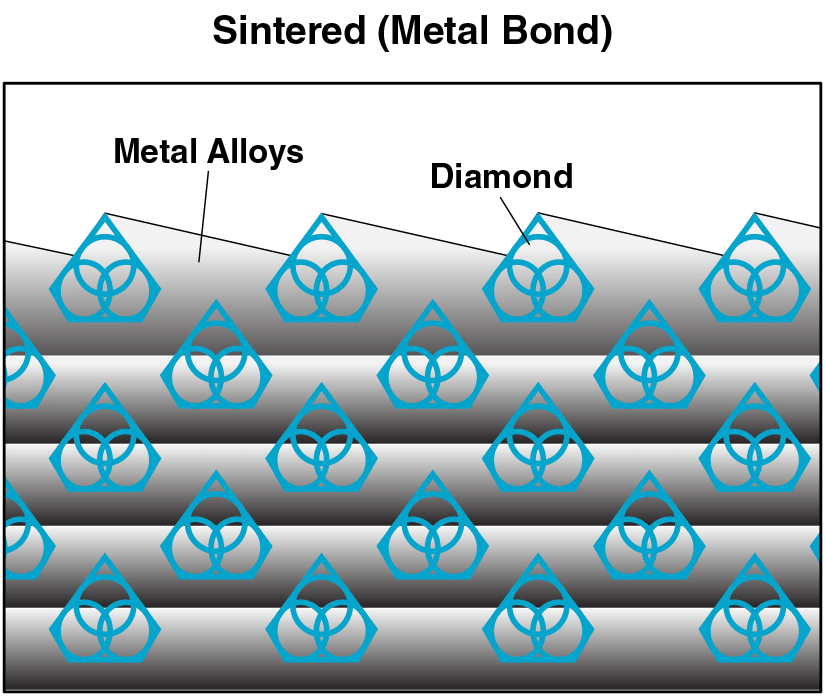
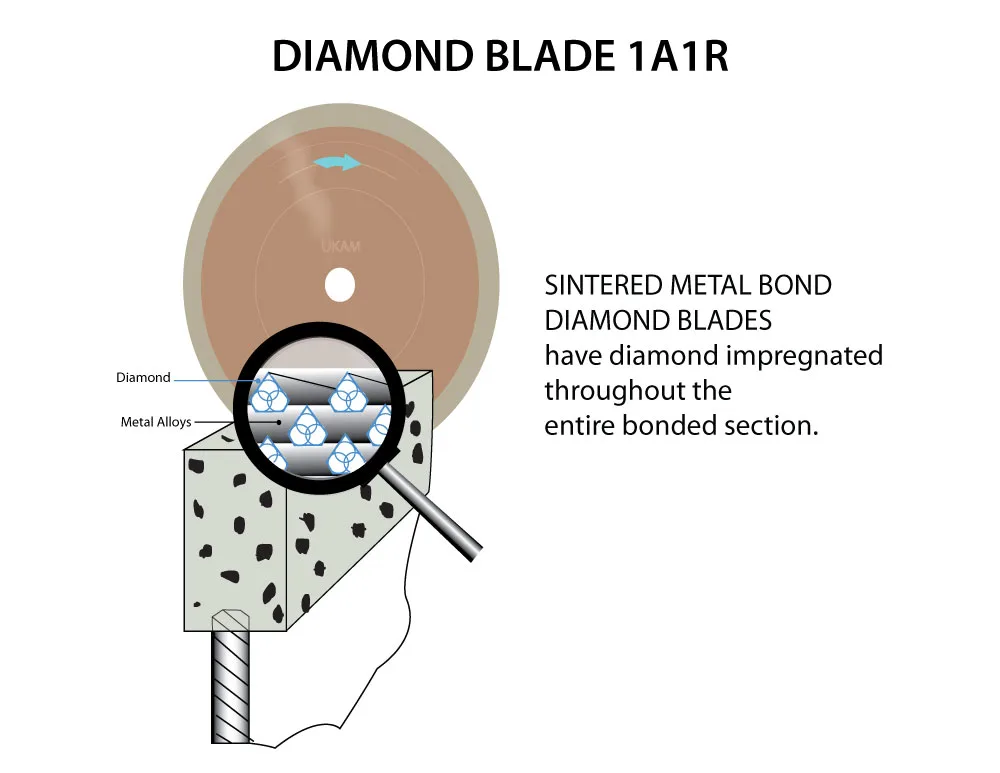
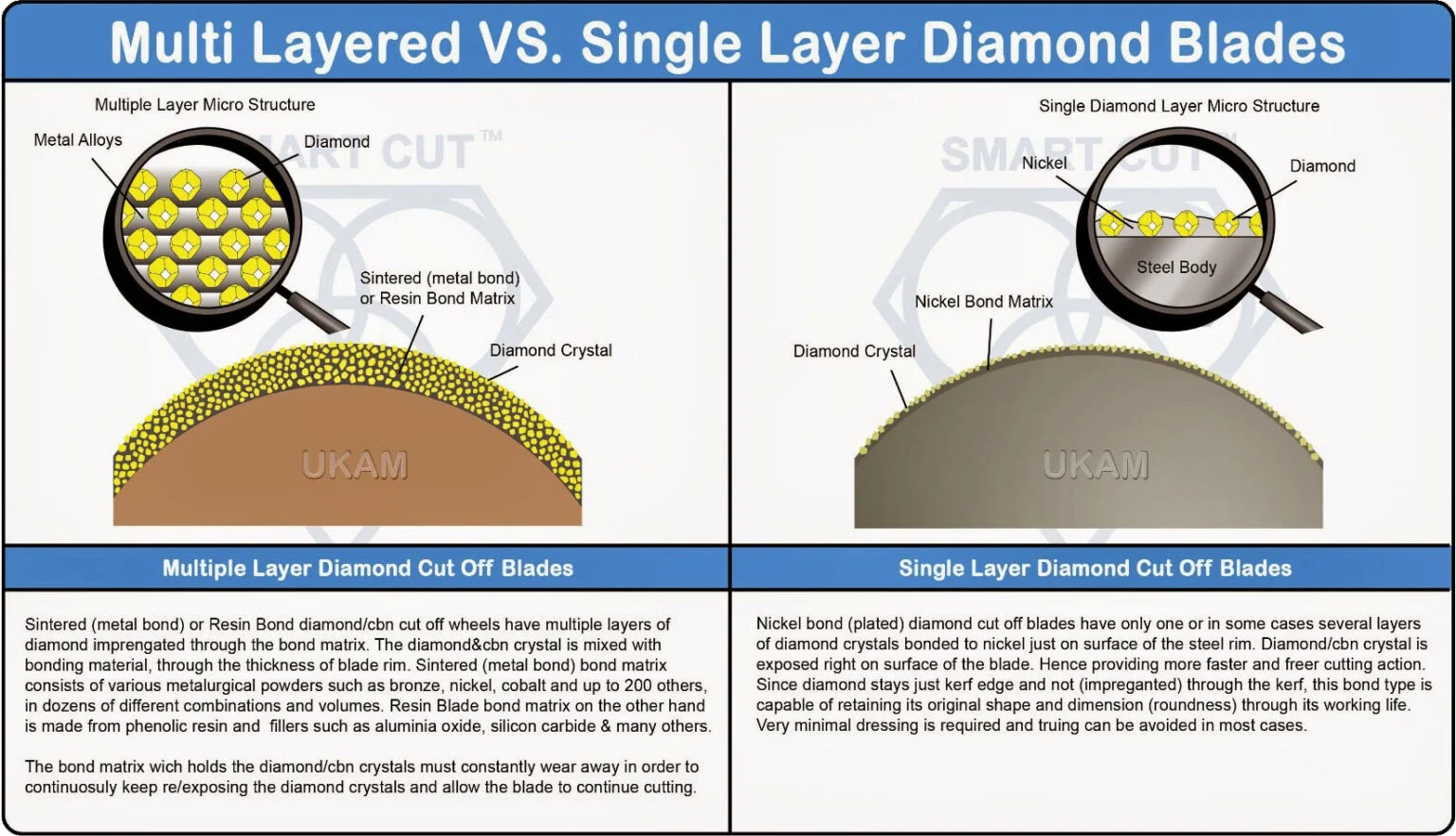
Sintered (Metal bonded) diamond blades are “impregnated” with diamonds. Diamonds sintered and multiple (hundreds) layers of diamonds impregnated inside the metal matrix. Electroplated and other types of diamond blades for lapidary application have only one layer of diamond that stays on the surface. Diamonds in a sintered (metal bond) diamond blade are furnaces sintered in a matrix made of iron, cobalt, nickel, bronze, copper, tungsten, alloys of these powders or other metals in various combinations. The compacted materials are then hot pressed or sintered to full density. Heating rate, applied pressure, sintering temperature and holding time, are all controlled according to the matrix composition. This means that selected diamonds are mixed and sintered with specific metal alloys to achieve the best cutting performance possible on any materials such as sapphire, agate, emerald, ruby, opal, petrified wood, glass, and etc.
The metal bond surrounding the diamonds must wear away to continuously keep re-exposing the diamonds for the diamond tool to continue cutting.
Sintered (metal bonded) diamond tools are recommended for cutting hard materials from 45 to 75 on Rockwell Scale (5 to 9.5 on mohs scale of hardness). It is more wear resistant and holds diamond well in place, usually producing the highest yield/cutting & best price per cut ratio.
They will last longer & cut faster than ordinary notched, plated, and other sintered (metal bond) lapidary blades.
They wear evenly, and are known for their long life & consistency. Sintered (metal bonded) diamond blades are the latest technology available in Diamond Blades. And represent the BEST VALUE & PERFORMANCE PER CUT.
They will last longer & cut faster than ordinary notched, plated, and other sintered (metal bond) lapidary blades.
Compare SMART CUT Series 300M SINTERED (Metal bond)
DIAMOND LAPIDARY BLADES To Other Bond Types
Sintered (Metal Bonded) Lapidary Blades
Hundreds layers of diamond
Stands up well under aggressive conditions
Super smooth finish
Longest lasting blade
Very Universal (work on ultra hard to soft materials)
Most cost effective
(electroplated, notched, hot
or colled rolled blades), Diamond Bond Type Lapidary Blades
Single layer of diamond
Cannot be dressed (in most cases)
Least Expensive
Shortest Blade Life
Cannot be used for a number of (ultra hard) materials
Sintered (metal bonded) lapidary blades are the best investment you can make! Although they may cost more than electroplated (nickel bond), hot or colled rolled or some notched lapidary blades, sintered (metal bond) blades will more than pay for themselves in terms of:
Longer Life
Other Bond type blades may cost less, and at first glance may seem like the most cost effective alternative. However, they will cost you more in the long run. Depending on material and application, sintered (metal bonded) blades may last as much as 50 to 100 other diamond lapidary blade types put together. You can't get more life out of any other blade !!! Instead of constantly putting blades on and off the saw, you will save money by using one blade. This means cost per cut, sintered (metal bond) blades are the best choice
More Consistent performance & Faster Cutting Speed
Other Blade Types have only one layer of diamond coated on metal core. Diamonds sit only on the surface. When this diamond portion is peeled off, the blade will slow down, cut on the side (not cut straight) or stop working (cutting) altogether. While other blade types may provide acceptable level of performance softer lapidary materials such as topaz, turquoise, amethyst, and etc. They will immediately burn out on harder materials such as agates, petrified wood, sapphire and etc. Metal bonded blades are sintered and impregnated inside the metal matrix. Multiple (hundreds) layers of diamonds are impregnated inside the metal matrix. Unlike Blade Types, metal bond blades wear evenly, and are known for their consistency. You will get consistent cutting speed, and overall consistent performance from sintered (metal bonded) blades.
Diamond Lapidary Blade
Diamond Lapidary Blade Table of Comparison
Are you using the right blade for your application? many Clients wast valueable time & money by using incorrect blades for their application. Learn what variables you should consider when chosing your next lapidary blade
Diamond Concentration :
Diamond Concentration is still a factor in determining the life and cutting speed of your Diamond Lapidary Blade. Higher diamond concentration is recommended and usually used for cutting softer and more abrasive types of materials. However, the trade off is slower cutting speed. Low diamond concentration is recommended and widely used for cutting harder materials
Blade Thickness :
Lapidary blade thickness typically ranges from .014” (0.35mm) to .085” (2.0mm). Thinner and thicker wafering blade are available, frequently from stock upon request. Kef thickness typically increases with blade diameter (in proportion to diameter of the blade). Kerf is the amount of material removed from the material due to the thickness of blade passing though the material. Blade thickness is important for users requiring most minimal amount of material loss cutting specially when cutting very valuable materials such as gemstones or meteorites There are large variety of factors that will contribute to optimal blade thickness for your material/application Including your desired cutting speed, feed rate, material diameter, thickness, hardness, density, and shape. As well as skill & experience of the operator. Thicker blades are more stiff and can whistand higher/feed rates. Another advantage of thicker kerf blades is they are more forgiving to operator error and abuse. Thicker kerf blade are recommended for use in environment where large number of individuals will be sharing and using same equipment. Perfect for less experienced and novice saw operators, such as students and beginning users.
Feed Rates :
Feed rate is amount of force applied to the blade to go through material being cut. This will typically vary depending on blade diameter, kerf thickness & material being cut. Generally, harder materials are cut at higher feed rates and speeds (such a precious and semi precious stones) and more softer and brittle materials are cut at lower loads and speeds (such as glass, quartz). The Speeds/RPM’s you are using, shape/geometry of the material, and how the specimen is being clamped/hold in place will affect the load that can be used for your application.
Blade Speeds/RPM’s :
Most lapidary blades are used between 4,000 to 1,000 RPM’s Typically harder and more denser materials such as Sapphire, are cut at higher RPM’s/speeds Where more brittle materials such as as glass are cutting at lower RPM’s. Most rim saws RPM’s are typically limited from 1,000 to 4,000 RPM’s. Slabbing saws 500 to 1000 rpm’s. And trim saws from 3,000 to 6,000 rpm’s.
Diamond Particle/Grit size :
Diamond Mesh Size plays a major role in determining your cutting speed, cut quality/surface finish, level of chipping you will obtain. Diamond Mesh size does have considerable effect on cutting speed. Coarse Diamonds are larger than finer diamonds and will cut faster. However, the tradeoff is increase in chipping and surface finish. If you are cutting fragile, more delicate materials then we have available from stock finer mesh size diamond blades. If you need to cut as fast as possible and surface finish is not a concern we also offer much coarser cutting blades for this application.
Bond Hardness :
Ability of the bond matrix to hold diamonds. As the hardness of the bond is increased, its diamond retention capabilities increase as well. However the trade off is slower cutting speed. Life of the diamond blade is usually increased with hardness of its bond matrix. Bonds are designated on their scale of hardness from Soft, Medium, and Hard. There are dozens of variations and classification schemes based on bond degree of hardness or softness. Using diamond blades with optimum bond hardness for your application is important to successful precision diamond sawing operation. Bond matrix that is too soft for the material being cut will release diamond particles faster than needed, resulting in faster wear and shorter diamond blade life. On other hand bond matrix that is too hard will result in much slower cutting speeds and require constant dressing to expose the next diamond layer. As rule of thumb, harder materials such as sapphire generally require a softer bond. Whereas softer and more brittle materials require a harder bond.
Blade Outside Diameter :
Typically lapidary blade diameters range form 4” (100mm) to 8” (200mm) for trimming and 10” (254mm) and up are usually used for slabbing. The diameter should be selected based on material diameter and thickness being cut. Smaller diameter blades are thinner than the larger diameter blades and are more prone to bending and warping. Although large diameter blades are thicker, they are typically used for cutting larger and pieces of material at higher loads and speeds than smaller blades Blade Inside Diameter - Most trim saws and tile saws has 5/8” arbor these are for blades 4” to 10” OD. Larger cutting machines such as 12” to 18” OD usually have 1” arbor. We can provide bushings to smaller arbor. We can also expand the current arbor size to anything you want same day.
Bond Type :
Metal bonding offers long life and durability, and is the best bond type to use for lapidary applications.
Diamond Lapidary Blade Selection Variables
Are you using the right blade for your application? Many clients waste valuable time & money by using incorrect blades for their applications. Learn what variables you should consider when choosing your next lapidary blade
Diamond Concentration :
Diamond Concentration is still a factor in determining the life and cutting speed of your Diamond Lapidary Blade. Higher diamond concentration is recommended and usually used for cutting softer and more abrasive types of materials. However, the trade off is slower cutting speed. Low diamond concentration is recommended and widely used for cutting harder materials
Diamond Particle/Grit size -
Diamond Mesh Size plays a major role in determining your cutting speed, cut quality/surface finish, level of chipping you will obtain. Diamond Mesh size does have considerable effect on cutting speed. Coarse Diamonds are larger than finer diamonds and will cut faster. However, the tradeoff is increase in chipping and surface finish. If you are cutting fragile, more delicate materials then we have available from stock finer mesh size diamond blades. If you need to cut as fast as possible and surface finish is not a concern we also offer much coarser cutting blades for this application
Blade Thickness :
Lapidary Blade thickness typically ranges from .014” (0.35mm) to .085” (2.0mm). Thinner and thicker wafering blade are available, frequently from stock upon request. Kef thickness typically increases with blade diameter (in proportion to diameter of the blade). Kerf is the amount of material removed from the material due to the thickness of blade passing though the material. Blade thickness is important for users requiring most minimal amount of material loss cutting specially when cutting very valuable materials such as gemstones or meteorites
There are large variety of factors that will contribute to optimal blade thickness for your material/application Including your desired cutting speed, feed rate, material diameter, thickness, hardness, density, and shape. As well as skill & experience of the operator. Thicker blades are more stiff and can whistand higher/feed rates. Another advantage of thicker kerf blades is they are more forgiving to operator error and abuse. Thicker kerf blade are recommended for use in environment where large number of individuals will be sharing and using same equipment. Perfect for less experienced and novice saw operators, such as students and beginning users.
Blade Outside Diameter :
Typically lapidary blade diameters range form 4” (100mm) to 8” (200mm) for trimming and 10” (254mm) and up are usually used for slabbing. The diameter should be selected based on material diameter and thickness being cut. Smaller diameter blades are thinner than the larger diameter blades and are more prone to bending and warping. Although large diameter blades are thicker, they are typically used for cutting larger and pieces of material at higher loads and speeds than smaller blades
Blade Inside Diameter - Most trim saws and tile saws has 5/8” arbor these are for blades 4” to 10” OD. Larger cutting machines such as 12” to 18” OD usually have 1” arbor. We can provide bushings to smaller arbor. We can also expand the current arbor size to anything you want same day
Bond Hardness :
Ability of the bond matrix to hold diamonds. As the hardness of the bond is increased, its diamond retention capabilities increase as well. However the trade off is slower cutting speed. Life of the diamond blade is usually increased with hardness of its bond matrix. Bonds are designated on their scale of hardness from Soft, Medium, and Hard. There are dozens of variations and classification schemes based on bond degree of hardness or softness.
Using diamond blades with optimum bond hardness for your application is important to successful precision diamond sawing operation. Bond matrix that is too soft for the material being cut will release diamond particles faster than needed, resulting in faster wear and shorter diamond blade life. On other hand bond matrix that is too hard will result in much slower cutting speeds and require constant dressing to expose the next diamond layer. As rule of thumb, harder materials such as sapphire generally require a softer bond. Whereas softer and more brittle materials require a harder bond.
Bond Type :
Metal bonding offers long life and durability, and is the best bond type to use for lapidary applications
Feed Rates :
Feed rate is amount of force applied to the blade to go through material being cut. This will typically vary depending on blade diameter, kerf thickness & material being cut. Generally, harder materials are cut at higher feed rates and speeds (such a precious and semi precious stones) and more softer and brittle materials are cut at lower loads and speeds (such as glass, quartz). The Speeds/RPM’s you are using, shape/geometry of the material, and how the specimen is being clamped/hold in place will affect the load that can be used for your application.
Blade Speeds/RPM’s :
Most lapidary blades are used between 4,000 to 1,000 RPM’s Typically harder and more denser materials such as Sapphire, are cut at higher RPM’s/speeds Where more brittle materials such as as glass are cutting at lower RPM’s. Most rim saws RPM’s are typically limited from 1,000 to 4,000 RPM’s. Slabbing saws 500 to 1000 rpm’s. And trim saws from 3,000 to 6,000 rpm’s.
Why Work With Us?
Read More
Comprehensive Source of Information on Diamond Lapidary Blades
We understand that your success depends on select the right diamond lapidary blade, and optimizing your parameters to best fit your applications/needs.
The more you understand about what we can do for you, the better our partnership will be.
On our website you will find the Most Comprehensive Source of Information on Everything you wanted to know about diamond & CBN blades & industrial diamond tools.
Large Inventory & Custom Manufacturing
Largest Inventory of Diamond Lapidary Blades in the U.S Available in different diameters, wall thicknesses, angles, radiuses, drill depths, mounting types, bond types, diamond mesh sizes, concentrations, bond hardness, tolerances. Custom Manufacturing to fit your particular requirements is available with short lead times and no minimum order quantities.
Experience makes all the Difference
"ONE OF THE MOST EXPERIENCED COMPANIES IN THE INDUSTRY"
Over the years we have enjoyed working with all types if clients, regardless of size. Proprietary lapidary blade chemistry, precision manufacturing methods, modern quality control methods, allow us to control and regulate the dozens of variables that affect lapidary blade life, quality of cut, surface finish. Reducing and often eliminating additional steps often required after cutting.
Umatched Technical Support
We Are a Partner In Your Success
Developing close ties with our customers is the foundation of our business. At the core of our company is a team of world class engineers, knowledgeable customer service personnel here to serve you. Whether is designing or manufacturing a special solution. We will go out of our way to optimizing your process to ultimate level of efficiency.
Advanced Technology
American Manufacturer
As one of the few remaining independent U.S.Diamond Tool & machine builders. We have the experience & tradition to help you remain at frontier of technology Our experience has been further enhanced by acquiring assets and processes from some of the oldest American tool manufacturers, along with their decades of experience and R& D. This has positioned us as one of the most experienced companies in the industry.
Superior Quality & Consistency
Our unique bond formulations, tool designs, stringent requirements, and utilization of exceptionally high-quality diamonds and raw materials ensure top-notch products that adhere to strict ISO 9000 standards.
Our proprietary technology allow us to control and regulate the dozens of variable that affect toolife, quality, & consistency
Comprehensive Source of Information on Diamond Lapidary Blades
We understand that your success depends on select the right diamond lapidary blade, and optimizing your parameters to best fit your applications/needs.
The more you understand about what we can do for you, the better our partnership will be.
On our website you will find the Most Comprehensive Source of Information on Everything you wanted to know about diamond & CBN blades & industrial diamond tools.
Large Inventory & Custom Manufacturing
Largest Inventory of Diamond Lapidary Blades in the U.S Available in different diameters, wall thicknesses, angles, radiuses, drill depths, mounting types, bond types, diamond mesh sizes, concentrations, bond hardness, tolerances. Custom Manufacturing to fit your particular requirements is available with short lead times and no minimum order quantities.
Experience makes all the Difference
“ONE OF THE MOST EXPERIENCED COMPANIES IN THE INDUSTRY”
Over the years we have enjoyed working with all types if clients, regardless of size. Proprietary lapidary blade chemistry, precision manufacturing methods, modern quality control methods, allow us to control and regulate the dozens of variables that affect lapidary blade life, quality of cut, surface finish. Reducing and often eliminating additional steps often required after cutting.
Umatched Technical Support
We Are a Partner In Your Success
Developing close ties with our customers is the foundation of our business. At the core of our company is a team of world class engineers, knowledgeable customer service personnel here to serve you. Whether is designing or manufacturing a special solution. We will go out of our way to optimizing your process to ultimate level of efficiency.
Advanced Technology
American Manufacturer
As one of the few remaining independent U.S.Diamond Tool & machine builders. We have the experience & tradition to help you remain at frontier of technology Our experience has been further enhanced by acquiring assets and processes from some of the oldest American tool manufacturers, along with their decades of experience and R& D. This has positioned us as one of the most experienced companies in the industry.
Superior Quality & Consistency
Our unique bond formulations, tool designs, stringent requirements, and utilization of exceptionally high-quality diamonds and raw materials ensure top-notch products that adhere to strict ISO 9000 standards.
Our proprietary technology allow us to control and regulate the dozens of variable that affect toolife, quality, & consistency
Expect More From Your Tools
Why Work With Us?
Comprehensive Source of Information on Diamond & CBN Blades
We understand that your success depends on select the right diamond & CBN blade, and optimizing your parameters to best fit your applications/needs.
The more you understand about what we can do for you, the better our partnership will be.
On our website you will find the Most Comprehensive Source of Information on Everything you wanted to know about diamond & CBN blades & industrial diamond tools.
Large Inventory & Custom Manufacturing
Largest Inventory of Diamond Drills & Tools in the U.S Available in different diameters, wall thicknesses, angles, radiuses, drill depths, mounting types, bond types, diamond mesh sizes, concentrations, bond hardness, tolerances. Custom Manufacturing to fit your particular requirements is available with short lead times and no minimum order quantities.
Experience makes all the Difference
"ONE OF THE MOST EXPERIENCED COMPANIES IN THE INDUSTRY"
Over the years we have enjoyed working with all types if clients, regardless of size. Proprietary drill chemistry, precision manufacturing methods, modern quality control methods, allow us to control and regulate the dozens of variables that affect drill life, quality of cut, surface finish. Reducing and often eliminating additional steps often required after drilling.
Umatched Technical Support
We Are a Partner In Your Success
Developing close ties with our customers is the foundation of our business. At the core of our company is a team of world class engineers, knowledgeable customer service personnel here to serve you. Whether is designing or manufacturing a special solution. We will go out of our way to optimizing your process to ultimate level of efficiency.
Advanced Technology
American Manufacturer
As one of the few remaining independent U.S.Diamond Tool & machine builders. We have the experience & tradition to help you remain at frontier of technology Our experience has been further enhanced by acquiring assets and processes from some of the oldest American tool manufacturers, along with their decades of experience and R& D. This has positioned us as one of the most experienced companies in the industry.
Superior Quality & Consistency
Our unique bond formulations, tool designs, stringent requirements, and utilization of exceptionally high-quality diamonds and raw materials ensure top-notch products that adhere to strict ISO 9000 standards.
Our proprietary technology allow us to control and regulate the dozens of variable that affect toolife, quality, & consistency
SMART CUTTM Series - 330MS Wide Slot Segment Design - Diamond Depth (Height): 8mm SMART CUT Series 330MS Wide spacing between segments. Designed for fast and more aggressive cutting, where chipping and very
smooth cut loss is not essential. And loss of material is not critical. Perfect for medium to hard lapidary materials, and less experienced blade users.
SMART CUT® Series - 325M Continuous Rim - Diamond Depth (Height): 8mm
The SMART CUT®Series 330MS Continuous Rim, Sintered (Metal Bond) blade is an excellent choice for manufacturing, and R & D organizations, and professionals who need precise and clean cuts with very little chipping. This blade is specially designed to work with delicate materials like natural stone, semi-precious stone, glass, ceramics and other ultra hard and brittle materials.
SMART CUT® Series slabbing sintered (metal bond) diamond cut off blades, are Segmented Design with (narrow spacing between the segments). Designed for smooth cutting of ultra hard materials. Such as soft rocks & minerals, advanced ceramics, glass, composites, and some metals. Perfect for users who wish to minimizes loss of valuable material. This is a popular slabbing blade used among geological laboratories. Most widely used blade for cutting precious & semi precious stones / rocks.
SMART CUT® Series slabbing sintered (metal bond) diamond cut off blades, are Segmented Design with (narrow spacing between the segments). Designed for smooth cutting of ultra hard materials. Such as soft rocks & minerals, advanced ceramics, glass, composites, and some metals. Perfect for users who wish to minimizes loss of valuable material. This is a popular slabbing blade used among geological laboratories. Most widely used blade for cutting precious & semi precious stones / rocks.
Sintered (Metal Bond) Blades New Generation & Technology
SMART CUT® Series 305M Heavy Duty blades provide unmatched performance on a very wide variety of ultra hard to soft materials.
Designed for Industry, R & D & other users who understand and appreciate quality. They are used and preferred world wide by some of the leading Fortune 500 companies, Military Contractors, Space & Science Organizations, & many other professional users.
SMART CUT®SERIES 301M lapidary blades have undergone significant enhancements to elevate their performance and durability. Engineered with an increased diamond concentration and a reinforced steel core enriched with higher carbon content, these blades exhibit improved tension memory. This structural enhancement ensures that the blades maintain their integrity and alignment during rigorous cutting operations, thereby extending their lifespan and reliability.
The incorporation of a solid diamond sintered kerf in the design not only enhances the cutting capability but also optimizes coolant flow across the blade. This feature is pivotal in maintaining the blade’s temperature, reducing wear, and facilitating smoother cuts. The enhanced design ensures superior performance, particularly when cutting challenging materials such as agate, petrified wood, or jade, where precision and smoothness are critical.
SMART CUT® SERIES 315M Sintered (Metal bond) diamond lapidary blades are specially designed to efficiently cut a wide range of hard lapidary materials using high-speed, water-cooled tile and brick saws, ensuring minimal chipping and maximizing performance. These blades are capable of delivering precise, straight cuts in dense rocks such as quartz, agate, geodes, petrified wood, jasper, as well as granite, marble, and porcelain tiles when used with your lapidary saw. The precision and reliability of SMART CUT® SERIES 315M blades make them indispensable tools for both professional and amateur lapidaries.
(Guide on getting the most from your blade) Welcome to the User Guide on How to Properly Use Diamond Lapidary Blades. This guide is designed to provide detailed insights and essential practices for operating diamond lapidary blades efficiently and safely. Whether you are a professional lapidary or beginning rockhound involved cutting hard lapidary materials, understanding how to correctly handle and maintain your diamond lapidary blades is important.
Getting the best results when using lapidary blades is not only skill but also about using the right blade for the application. When we talk about a good blade for lapidary application, we are really...
Cutting is a foundational step in the lapidary process, and the choice of diamond Lapidary blade significantly influences subsequent stages. While the market offers a plethora of blades for lapidary work, their performance and quality...
Mastering the Art of Lapidary, Gemstone, Cabochon, & Slab Cutting: A Comprehensive Guide to Slab and Trim Sawing Techniques The process of transforming rough lapidary rocks & gemstones into beautiful, polished pieces is both an art and a science, requiring precision, patience, and the right tools. Diamond lapidary blades are essential for cutting and shaping lapidary materials, gemstones, and this guide is designed to provide detailed instructions on their proper use, catering to enthusiasts of all skill levels. From slab sawing to creating a preform, and from saw maintenance to helpful hints for handling small rough material, every step is crucial in the lapidary process.
Proper testing procedures and methodologies must be set up and used to obtain accurate as well as repeatable testing results. This article will discuss several simple procedures which have been used under actual field conditions, verifying their feasibility for testing diamond cut off wheels.
There are numerous variables that affect the performance of diamond and CBN cutting blades. Understanding these variables will help end users select the right diamond blade specifications for their applications and optimize their cutting operations to achieve the...
Trouble Shooting Blades present most common issue involved in the cutting operation. The issue is lustrated indicating the possible cause and symptoms to help you identity the cause. Next to the issue is a list of Possible Causes, their Affect on Cutting Performance, and Solutions in resolving these issues. This troubleshooting guide is presented for client convenience purpose only. Although, every effort has been made to accurately identity and present all issues and their solutions. The company shall not be held responsible for any omissions or the results these recommendations may obtain. Contact our technical support team or Application Engineering group for advice & best solution to your cutting issues.
UKAM Industrial Superhard Tools manufactures precision diamond tools for a large variety of applications, materials, and industries.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide
Since 1990
American Based Manufacturer
Established in 1990
Expert technical support
Custom manufacturing
Thousands...
Selecting the appropriate Diamond & CBN Tool specification is a crucial aspect of achieving your objectives. Opting for the ideal specification not only yields optimal results but also ensures the best return on investment. Conversely,...




















































")
")






























 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")












 x .014\" (0.35mm) x .20\" (5mm) x 5/8\"")