Nickel Bond Hubbed Dicing Blades are advantageous for cutting hard and brittle materials like ceramics and glass with precision and minimal chipping.
These blades can cut a variety of materials including ceramics, glass, silicon, and other hard and brittle materials.
Blades come in various sizes and thicknesses to accommodate different cutting requirements. Consult the manufacturer for specific options.
Lifespan depends on factors like the material being cut, cutting speed, and maintenance. Proper use and regular maintenance can extend the blade’s life.
Use recommended cutting speeds and feed rates for the material being cut. Regular maintenance and cleaning are crucial.
Always wear appropriate safety gear such as gloves and eye protection, and follow the manufacturer’s safety guidelines.
Compatibility depends on the blade model and machine specifications. Consult the manufacturer for details.
Regular cleaning and maintenance are important to extend the blade’s life. Specific guidelines should be obtained from the manufacturer.
A well-designed hub ensures balance and stability during cutting, contributing to a precise and smooth cut.
Some blades can be re-sharpened, while others need to be replaced when dull. Check with the manufacturer for specific guidance.
Radius options:
0.5mm to 5mm, with custom options available.
Angle options:
45°, 90°, and other specific angles as per customer requirements.
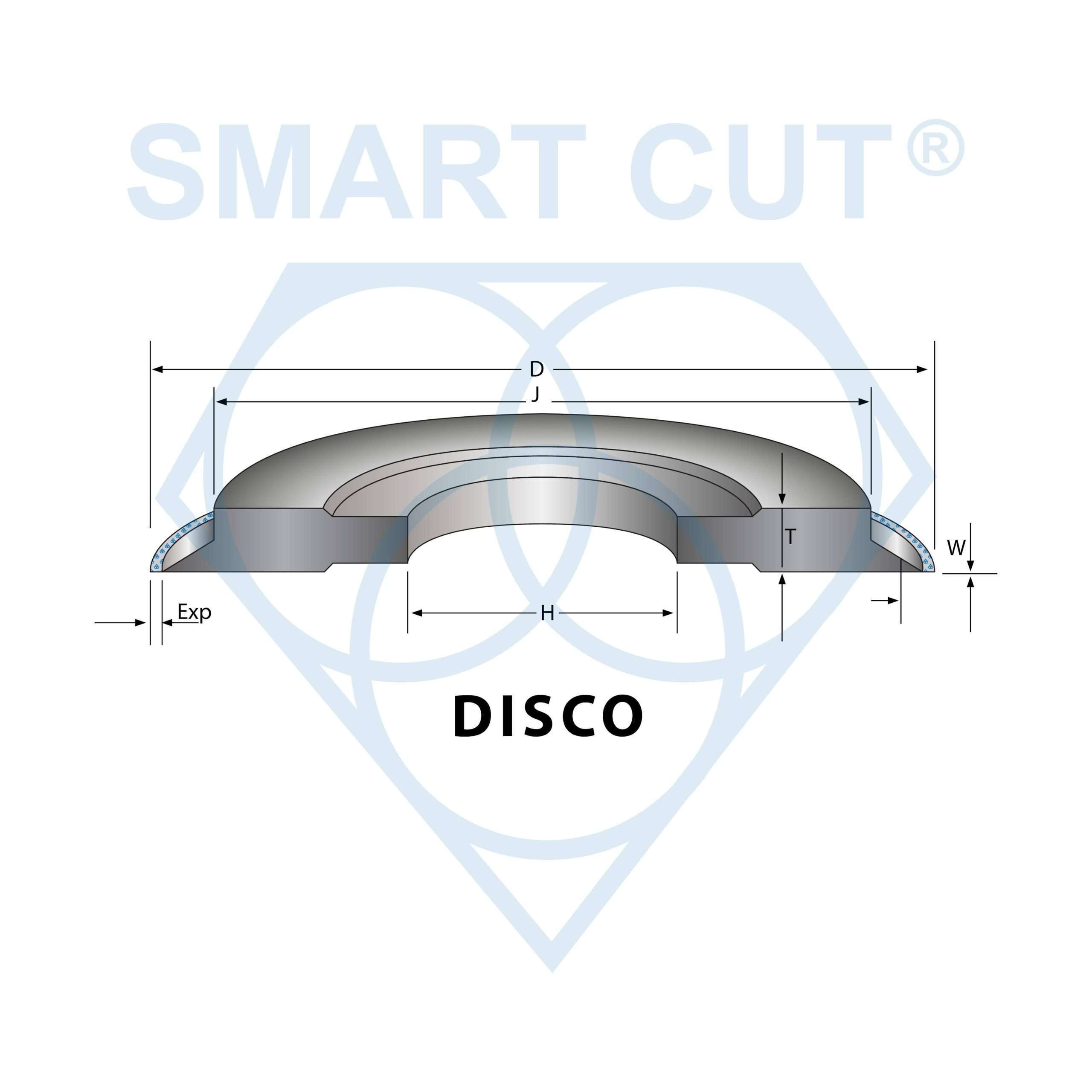
This will depend on blade diameter, kerf thickness and specification. However as general rule of thumb maximum blade exposure is usually around half of the blade’s diameter
Minimum blade thickness depends on blade diameter and exposure. Blades can have kerf thicknesses as low as 10 to 15 microns (0.01 to 0.015 mm), although thinner kerfs may be possible depending on the specific application requirements
diamond grit size for these types of blades can range from very fine to coarse, with typical grit sizes ranging from 0.5 to 50 microns. This depends on diameter and kerf thickness and exposure of the blade. The appropriate grit size depends on the material being cut and the desired cut quality
tolerances can range from ±1 micron to ±5 microns or more. These tolerances are dependent on factors such as the blade’s thickness, the diamond grit size, and the manufacturing process.
The cost varies depending on the specific blade such as blade diameter, kerf thickens, exposure and tolerances, but for reference purposes Nickel Bond Hubbed Dicing Blades cost less the most other diamond dicing blade types.
Minimum order quantity depends on specification and is usually 5 to 10 pcs
Lead time is usually 4 to 5 weeks
Yes, we can produce custom specifications per your requirements
Lead times vary by manufacturer and availability. It’s best to consult the manufacturer or distributor for specific information.
There may be some shipping restrictions or precautions due to the sharpness of the blades. Consult the manufacturer or shipping company for details.
There may be some shipping restrictions or precautions due to the sharpness of the blades. Consult the manufacturer or shipping company for details.
yes we can provide coatings for this purpose to enhance performance or extend lifespan.
Nickel Bond Hubbed Dicing Blades offer a balance between the precision and smoothness of a resin bond blade however the life span is much shorter then sintered (metal bond) and hybrid bond dicing blades
The recommended RPM varies based on the specific blade and material being cut. Its usually much higher the for other dicing blades types.
Store blades in a cool, dry place and protect them from physical damage.
Yes, these blades are suitable for cutting a variety of hard and brittle materials, including glass and ceramics.
we have strict quality control measures in place, including inspections and testing, to ensure the blades meet the required specifications and standards.
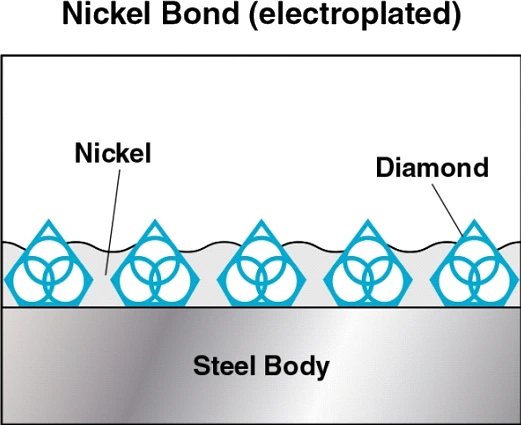
The nickel bond provides a good balance of precision and durability, making it suitable for cutting a wide variety of materials
The blades are designed to handle a range of cutting speeds, but the optimal speed will depend on the material being cut and other factors. Do not exceed maximum cutting speeds.
The environmental impacts are generally low, but it is important to dispose of used blades properly and follow any relevant regulations.
Consult local regulations
The blade’s diameter can affect the maximum cutting depth and the surface speed of the blade, which can in turn affect the cutting performance.
The thickness of the blade can affect the width of the cut (kerf) and the surface finish. Thinner blades typically provide a finer cut, but may be less durable than thicker blades.
Regular cleaning to remove debris, proper storage to prevent damage.
While primarily designed for cutting hard and brittle materials, these blades can sometimes be used for cutting certain types of plastics or soft metals.
Consider factors such as the material being cut, required precision, and machine compatibility. Consult our technical support team for advice.
Common causes of blade failure include incorrect use, excessive wear, and lack of maintenance. Following our recommendations and guidelines and regular maintenance can help prevent failure.
optimal blade speed will vary depending on the material being cut. Factors to consider include the hardness and abrasiveness of the material, as well as the desired cut quality. As a general guideline, harder materials may require lower speeds, while softer materials may be cut at higher speeds. Additionally, finer diamond grit sizes typically require higher speeds. It is essential to consult the manufacturer’s guidelines or a technical expert to determine the most suitable blade speed for your specific application. Always conduct test cuts and adjust the speed as necessary to achieve the desired results.
The hub affects the blade’s balance and stability, which can in turn impact performance and longevity. A well-designed hub can help ensure optimal performance.
The edge design affects the sharpness and durability of the blade, which in turn affects the cutting performance. A well-designed edge provides a precise and smooth cut.
Yes, these blades are typically compatible with automated dicing machines. These can be used on most common dicing saws on market today such as Disco and many others
Common problems include blade misalignment, incorrect cutting speed, and lack of maintenance. Please read our illustrated trouble shooting guide for support.
Proper coolant flow can help dissipate heat, reduce friction, and remove debris, thereby enhancing blade performance and longevity.
The diameter affects the maximum cutting depth and the surface speed of the blade. Larger diameters may allow for deeper cuts, but also require higher rotational speeds.
When cutting brittle or fragile materials, it is important to use lower feed rates and cutting speeds to prevent chipping or cracking.
Nickel Bond Hubbed Dicing Blades offer a good balance of cost and performance, providing a durable and precise cutting solution for wide variety of materials. They usually cost less the most other dicing blade types
Make sure the blade is installed in the correct orientation, with the cutting edge facing the correct direction. Use appropriate safety gear such as gloves and eye protection.Before starting the cutting process, run a test to verify that the blade is installed correctly and the machine is functioning properly.
The suitability depends on the specific blade and the type of coating or film. Consult our technical support team for recommendation
please read our illustrated trouble shooting guide and contact our technical support.
The compatibility depends on the specific blade and machine. This will depend on rpm’s, coolant set up, and machine design and your requirements.
Yes, blade alignment is crucial for achieving a precise cut. Use precision instruments such as dial indicators or laser alignment tools to measure and adjust the blade alignment accurately. Check Alignment Regularly: Regularly check the blade alignment during the cutting process, especially after changing the blade or adjusting any machine settings. Adjust as Necessary: If any misalignment is detected, make the necessary adjustments. Conduct Test Cuts: After adjusting the alignment, conduct test cuts to verify that the blade is properly aligned and producing the desired results.
The blades are designed to handle a range of materials, but the performance may vary based on the abrasiveness of the material.
The nickel bond helps to dissipate heat, thereby preventing overheating and potential damage to both the blade and the material being cut.
Common signs of wear include reduced cutting performance, visible blade damage, or irregularities in the cut surface. Replace the blade when these signs are evident.
Harder and more abrasive materials typically wear down the blade faster, reducing its lifespan.
Blade geometry, including edge design and thickness, affects the sharpness, durability, and cutting performance of the blade.
A hubbed design provides better support and stability during cutting, enhancing performance and reducing the risk of blade damage or misalignment.
The blade’s speed must be properly matched to the material being cut to achieve the best cut quality. Incorrect speeds can result in chipping, cracking, or poor surface finish.
Common causes include improper use, excessive force, or hitting hard inclusions in the material. Prevent chipping or breakage by following our recommendations and using proper cutting techniques.
A sharper edge provides a cleaner, more precise cut, while a dull edge can result in a rough surface finish and potential material damage.

















































")