




















































-
 Plastic
Plastic -
Very soft metals
-
Non-ferrous soft metals
-
Very ductile metals
-
(Ti) Soft ferrous metals
-
Medium soft ferrous metals
-
Medium soft ferrous metals
-
Medium hard ferrous metals Hard ferrous metals
-
Very hard ferrous metals
-
Extremely hard ferrous metals
-
Sintered carbides
-
Hard ceramics
-
Minerals and ceramics




-
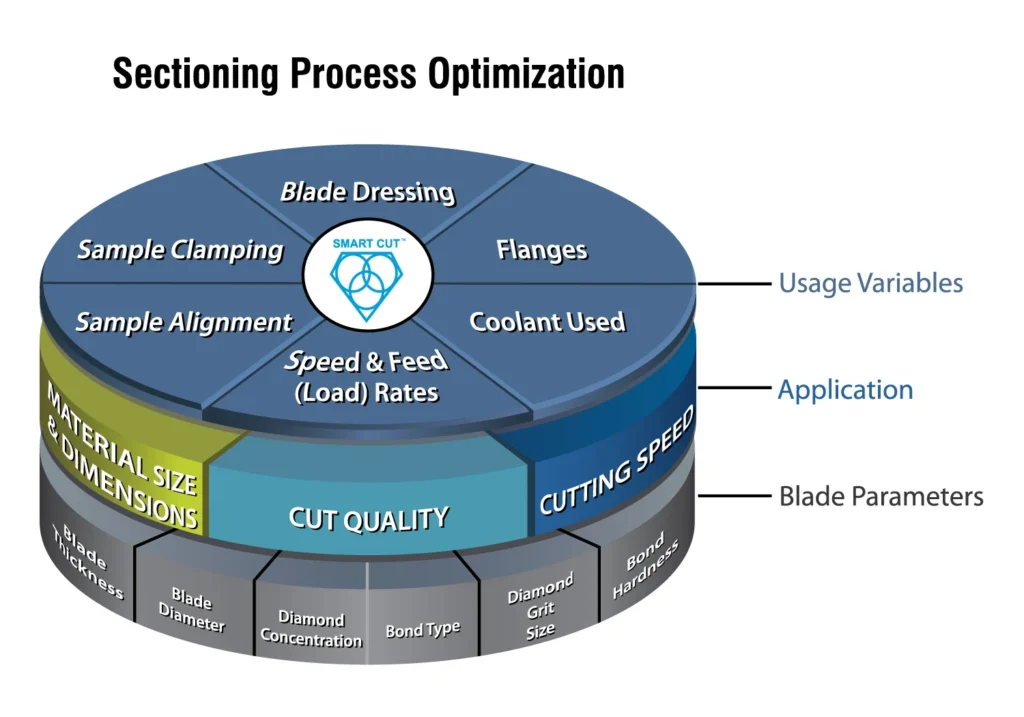
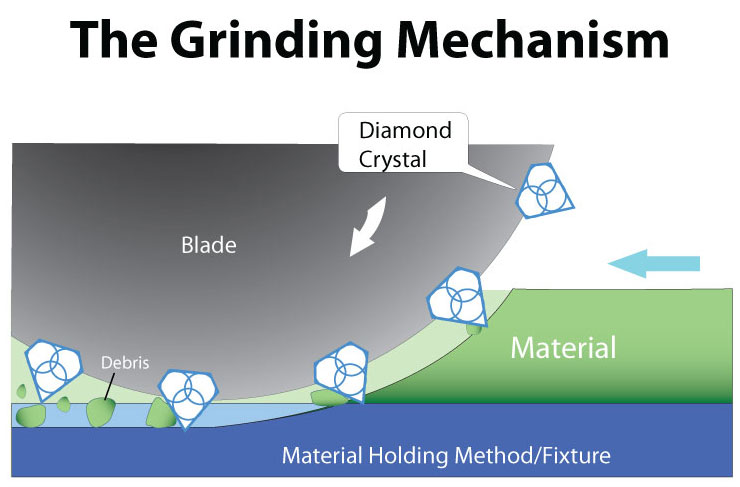
Material Being Cut
-
Bond Type and Hardness
-
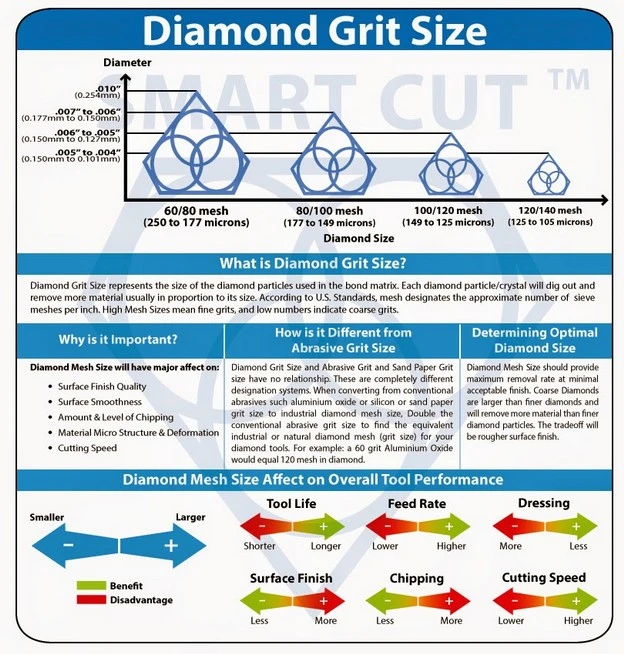
Diamond Mesh Size
-
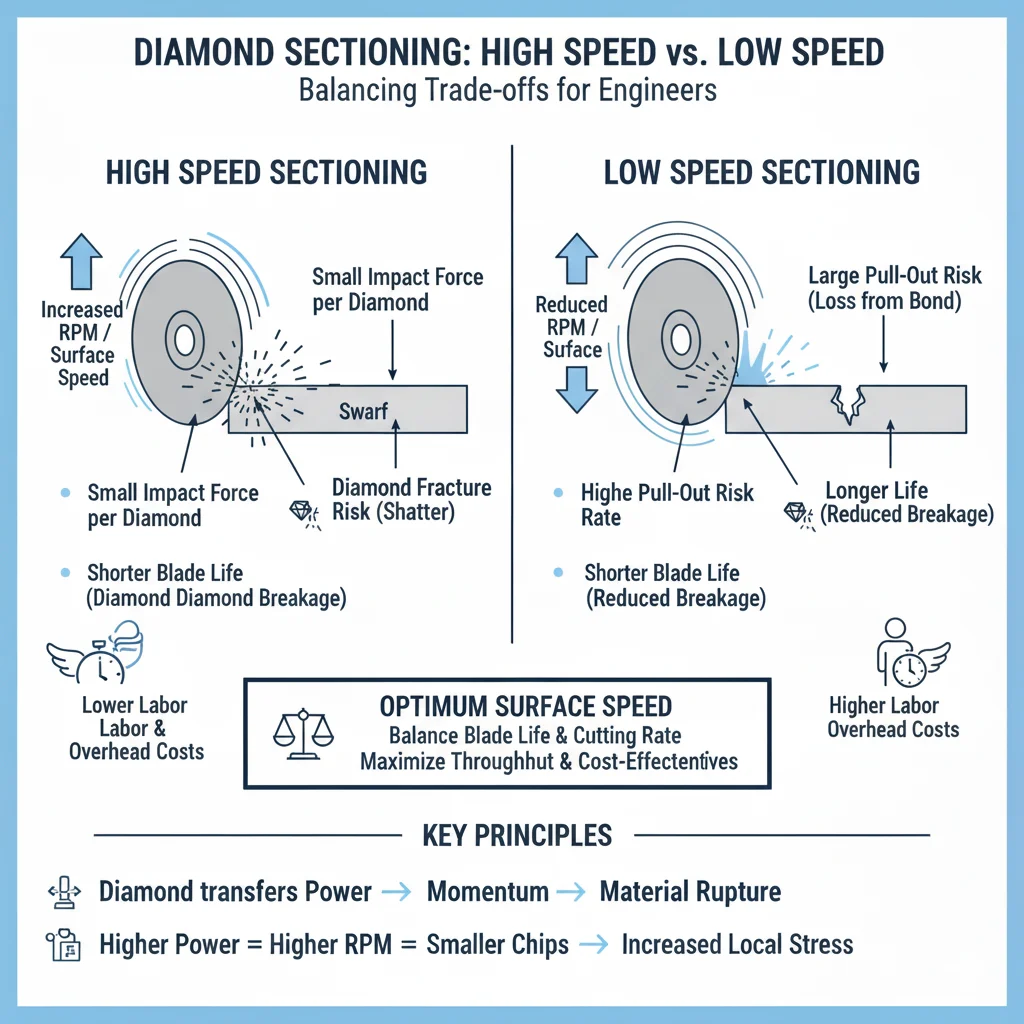
Cutting Speeds
-
Coolants being used





-
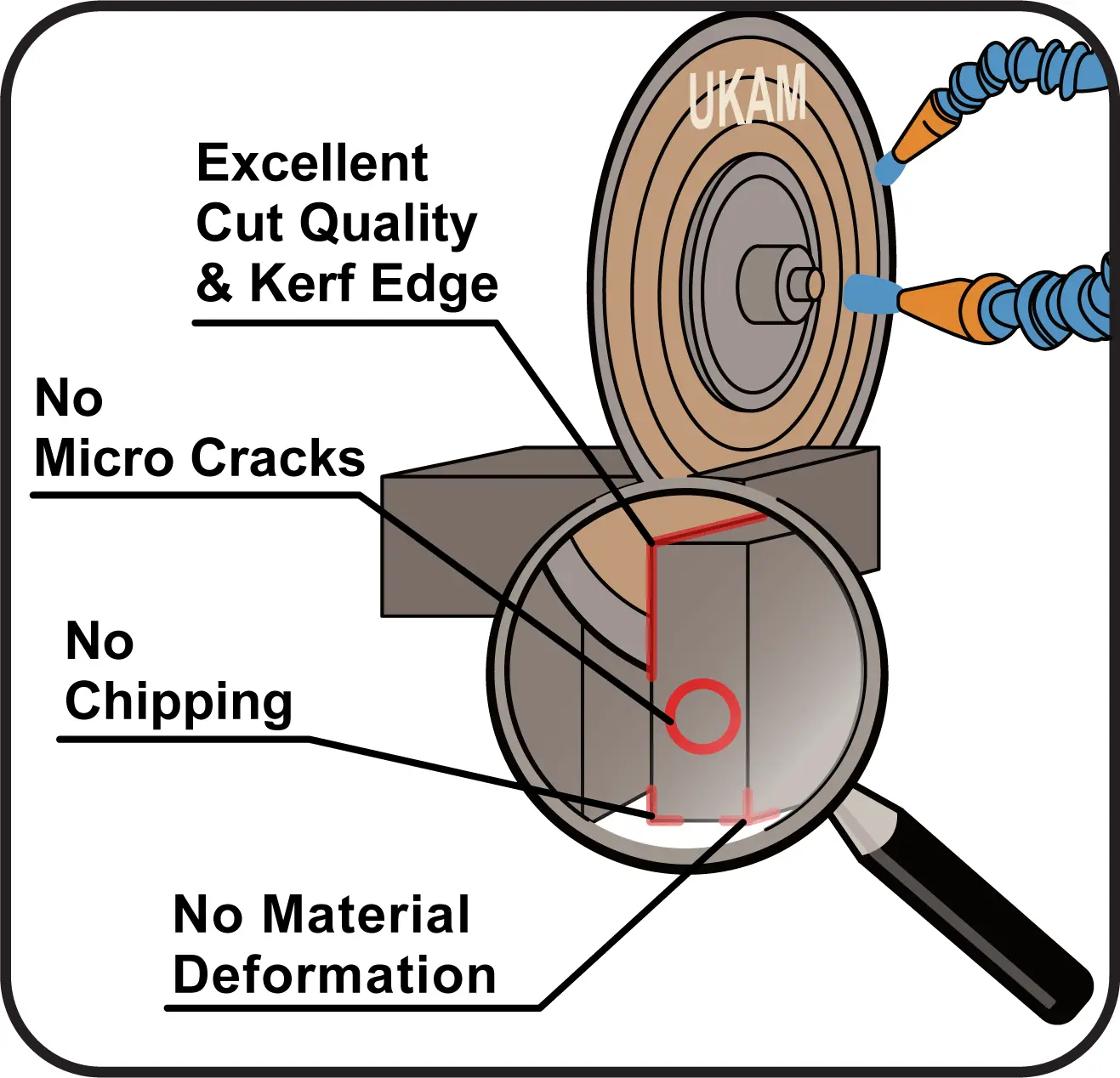
More Consistent cutting speeds
-
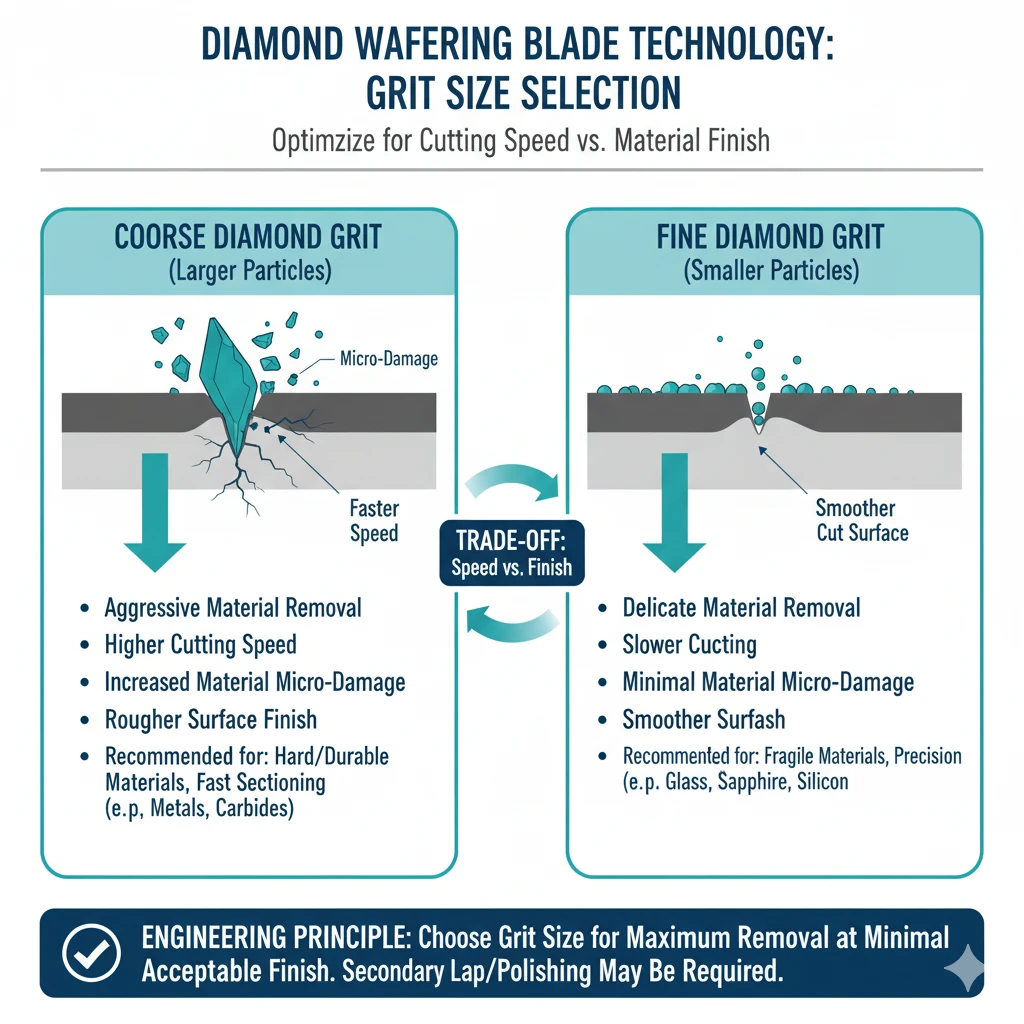
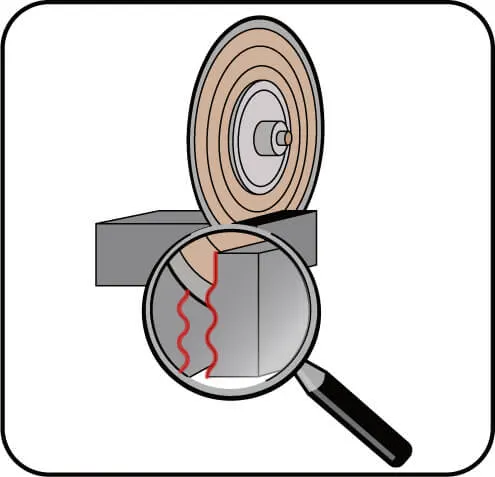
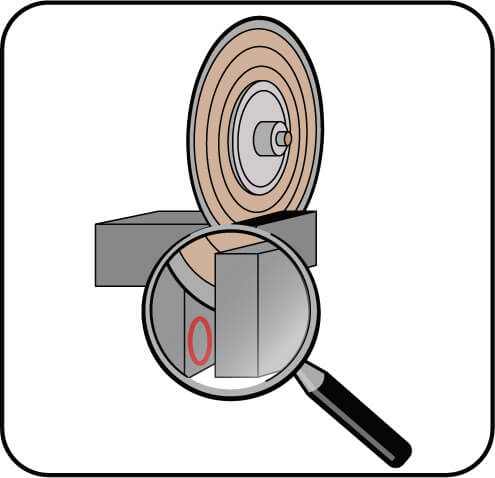
Minimal Chipping
-
Faster Cutting Action
-
Minimal Blade Dressing / Diamond Rexposure
-
Easier to Use / Less maintenance required
-
No Contamination






-
Cross application capabilities
-
Superior Long Life
-
More Consistency in Performance
-
More Durability
-
Less Material Deformation
-
No Contamination
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.

Wafering Blade Usage Recommendations

Wafering Blade Case Studies
Diamond & CBN Wafering Blade Case Studies This study evaluates the cutting performance of SMART CUT® Diamond & CBN Wafering Blades compared to Conventional Wafering Blades under identical test conditions. The objective was to measure differences in cutting speed, surface finish, dimensional accuracy, and blade durability when processing a range of materials commonly used in metallography, materials research, and precision sectioning.
Diamond & CBN Wafering Blade Performance Metrics

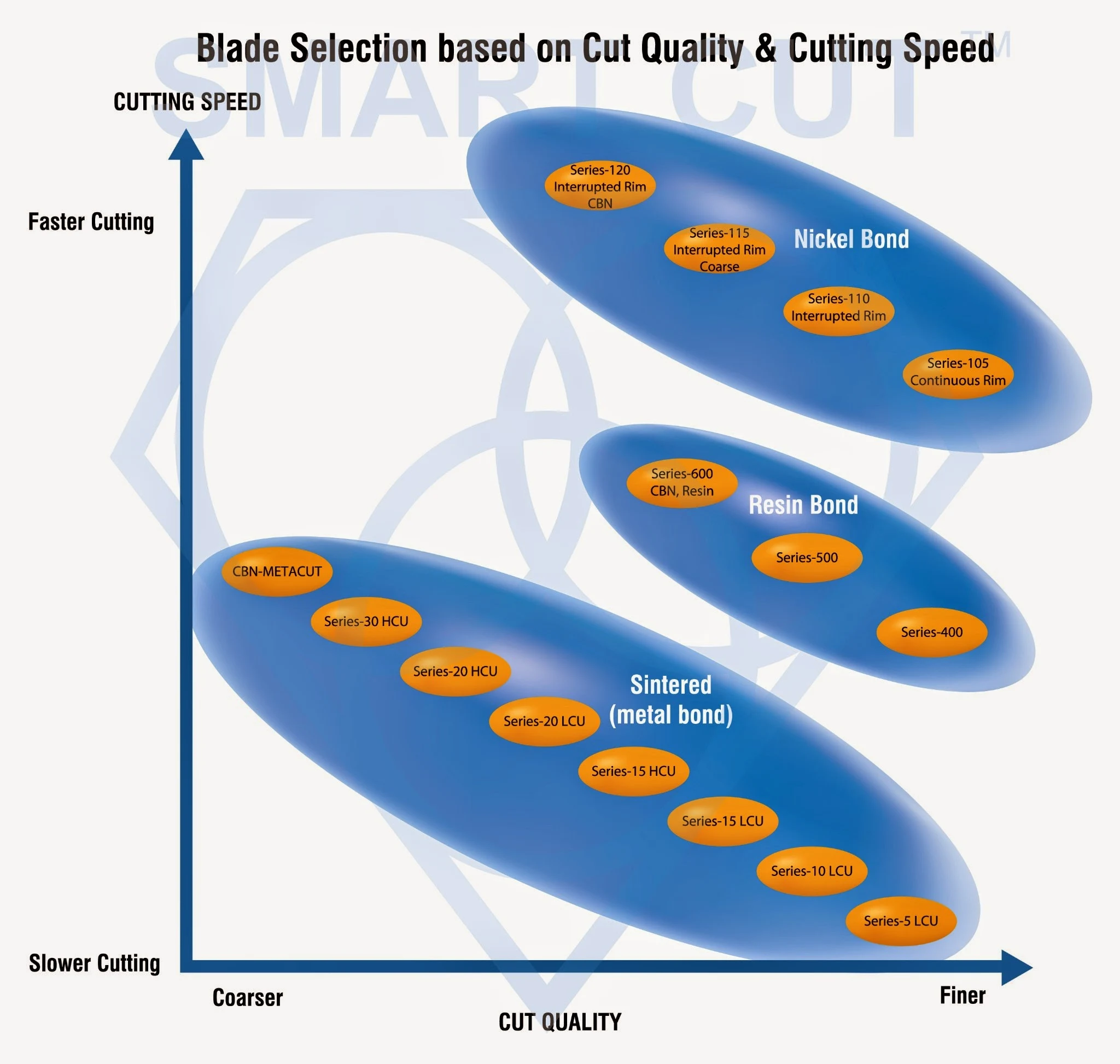
Understanding & Comparing Diamond & CBN Wafering Blades
Diamond wafering blades are designed for sectioning a large variety of materials and sample types. In order to identify the best diamond wafering blade for your specific material/application, we have implemented a grading system that spans diamond mesh/particle sizes from 5 (the finest) to 30 (the coarsest). This scale helps users select the appropriate blade for their specific sectioning requirements. A blade designated as number 10, for instance, will feature larger diamond particles than one rated at No. 5; however, the increase in particle size is not directly proportional, meaning they are not simply twice as large. Furthermore, we have provided cross-references to Buehler, Struers, and Leco part numbers, allowing you to easily find the equivalent diamond or CBN wafering blade for your needs.
Diamond & CBN Wafering Blade Guide
All you need to know about wafering blades (understanding variables & specifications) This guide is designed to help you navigate the various variables and possibilities associated with diamond wafering blades, crucial for precision sectioning and sample preparation. By gaining a deeper understanding of these variables and principles, you will be better equipped to identify which factors are most relevant to your specific metallography or sample preparation needs. This knowledge will enable you to make informed decisions about blade selection, ensuring optimal results and efficiency in your cutting operations.
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.