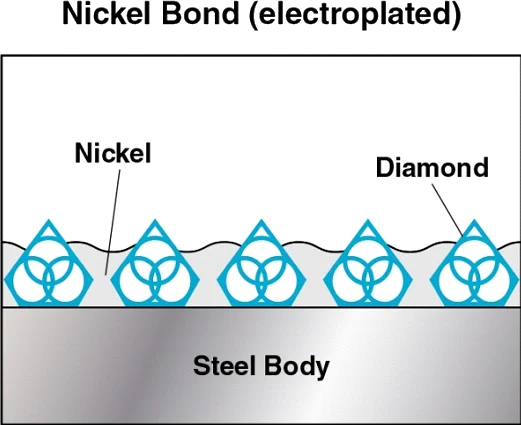
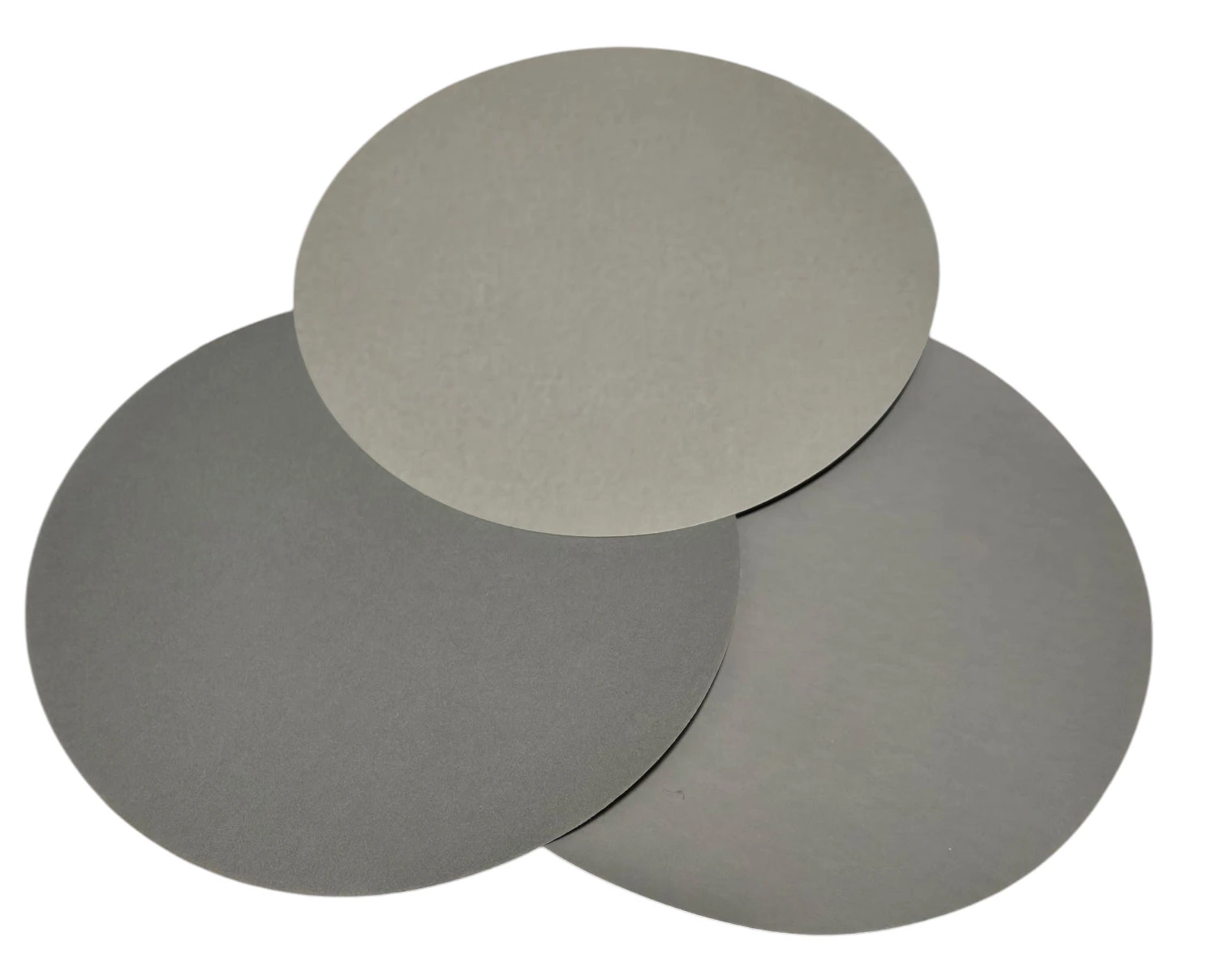
Metal Bond Diamond Discs, have diamond particles held firmly in place on a rigid backing by electroplated erosion resisting nickel for maximum bond strength and heat dissipation. A hard nickel alloy is used to rigidly bond a layer of sharp, blocky diamond to a steel backing. The sharp diamond particles cut cleanly with no edge rounding. Diamond Laps / Metal Bond Diamond Grinding Discs radically reduce the time required for material lapping/grinding process. Metal bond diamond grinding discs are available with either magnetic or PSA backing.
Outisde Diameter: 8″ (200mm), 10″ (250mm), 12″ (300mm)
Thickness: .090″ (2.28mm) to 0.104mm (2.65mm)
Inside Diameter: None (fully impregnated)
Composition: Steel with diamond plated coating, using galvanic method
Diamond Size: 250 to 6 microns
Bond Type: Nickel Bond
Backing: PSA Adhesive, Magnetic
Pressure: 1 to 30 PSI
RPM’s Range: 50 to 5,500
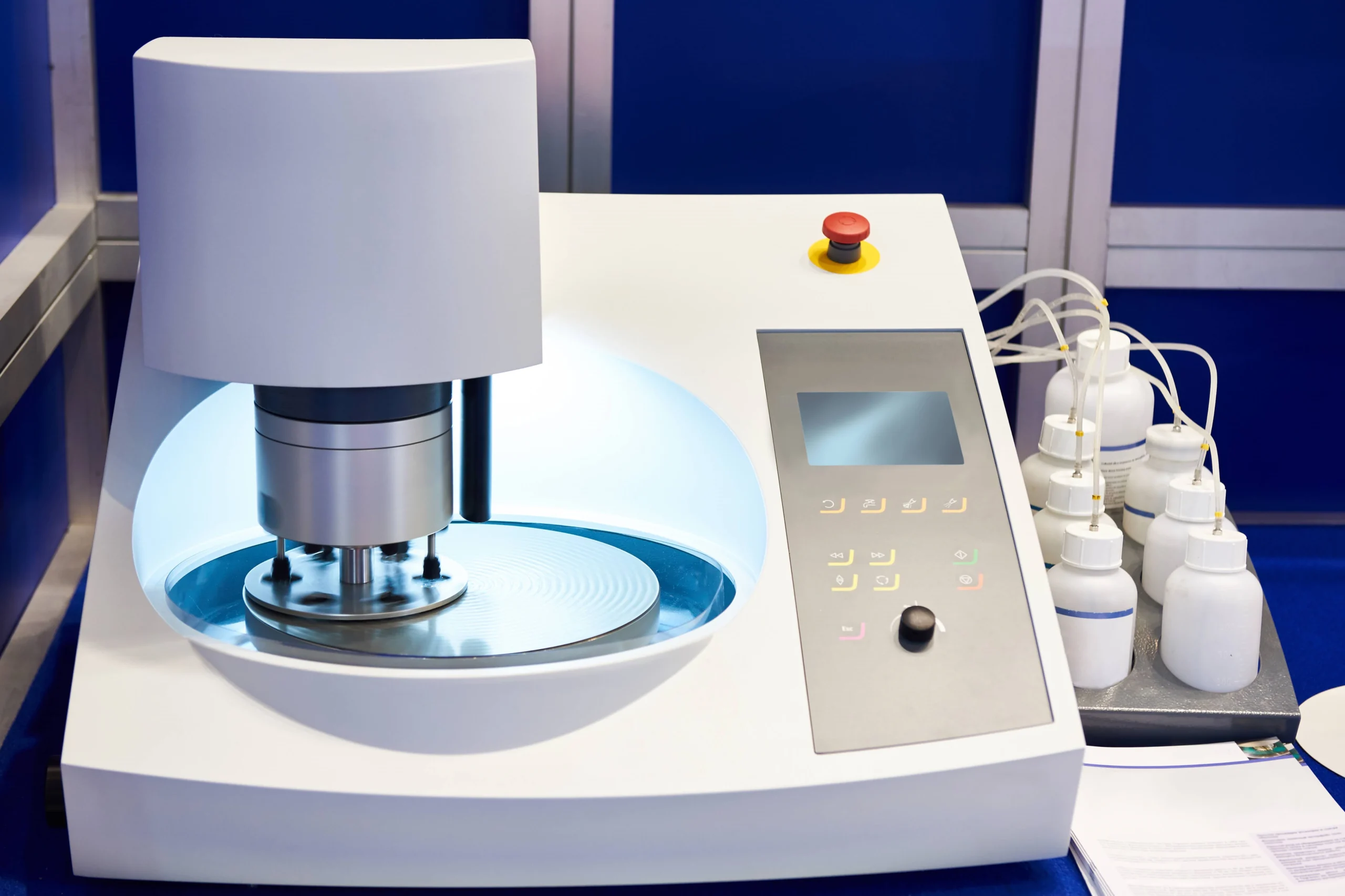
Equipment Used On: Laboratory Grinding & Polishing Machines
Metal Bond Diamond Disc Usage Recommendations
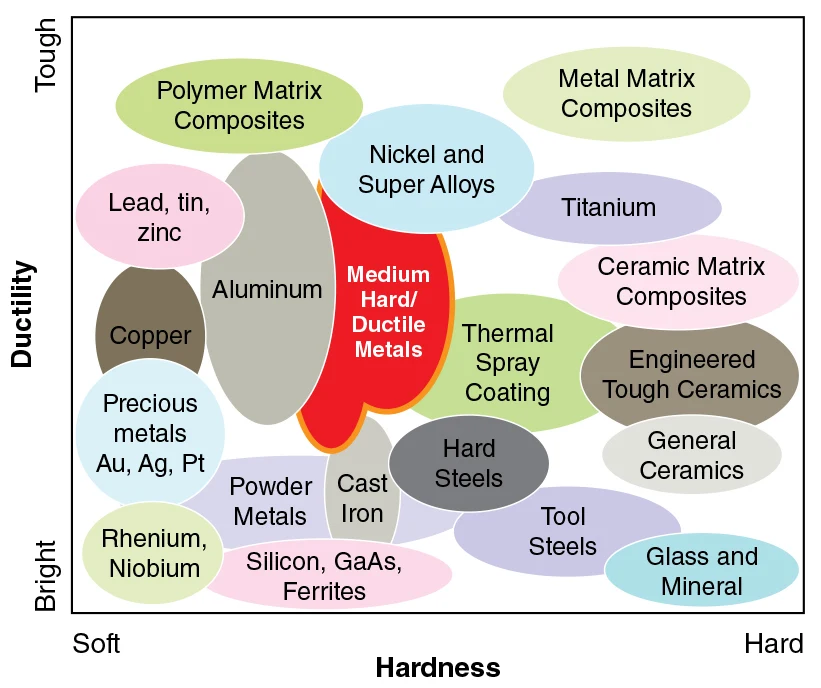
Metal bond diamond discs are commonly used in sample preparation and materials research for grinding and polishing hard materials such as ceramics, metals, and glass. The two main types of backing for these discs are Pressure-Sensitive Adhesive (PSA) and magnetic. Below are some usage recommendations for both types of backings:
General Recommendations
- 1. Equipment Compatibility Ensure the grinding and polishing machines are compatible with metal bond diamond discs. Check the manufacturer’s specifications for compatibility.
- 2. Disc Selection Select the appropriate grit size of the metal bond diamond disc according to the material and desired finish. Lower grit sizes are for coarse grinding, and higher grit sizes are for fine grinding and polishing.
- 3. Speed and Pressure Adjust the rotational speed and applied pressure according to the disc manufacturer’s recommendations and material being worked on. Excessive speed or pressure can lead to sample overheating, disc wear, or sample damage.
- 4. Coolant Use Use an appropriate coolant to prevent overheating of the material and the disc. This also helps in removing swarf and prolonging the disc’s life.
- 5. Wear Personal Protective Equipment (PPE) Always wear safety glasses, gloves, and other appropriate PPE when operating grinding and polishing machines.
- 6. Disc StorageStore discs in a clean, dry, and cool place to preserve the adhesive and magnetic properties.
PSA Backing Usage Recommendations
- 1. Surface Preparation The platen on the grinding/polishing machine should be clean and free of debris before applying a PSA backed disc to ensure proper adhesion.
- 2. Application Apply the PSA backed disc evenly to the platen to avoid air bubbles, which can cause uneven grinding or polishing.
- 3. Removal Remove the disc carefully to avoid tearing. If the adhesive residue remains on the platen, clean it off to ensure proper adhesion of the next disc.
- 4. Reusability PSA discs are generally single-use; once removed, they may not adhere properly if re-applied.
Magnetic Backing Usage Recommendations
- 1. Compatibility Ensure that the grinding/polishing machine platen is suitable for magnetic discs, i.e., it should be made of a ferromagnetic material to secure the disc in place.
- 2. Application Place the magnetic disc on the platen carefully, ensuring it is properly aligned and flat to avoid any wobble during grinding or polishing.
- 3. Removal Magnetic discs can be easily removed by hand. There is no adhesive to worry about, making switching between grits faster and cleaner.
- 4. Reusability Magnetic discs can be reused multiple times as long as they remain in good condition. Inspect the disc for wear or damage before each use.
For Both Types
- 1. Cleaning Clean the disc after each use to remove any contaminants that could affect future grinding and polishing processes.
- 2. Inspection Regularly inspect the discs for any signs of wear, damage, or degradation. Replace them if they show significant wear or damage.
- 3. Documentation Keep a log of disc usage, including the material worked on, to help predict disc life and plan for replacements.
- 4. Disposal Follow proper disposal procedures for used discs, especially when working with materials that could be hazardous or require special handling.
During Use
- Monitoring Continuously monitor the process for changes in noise, vibration, and disc performance which could indicate issues.
- Progressive Steps When moving from coarser to finer grits, ensure complete removal of scratches from the previous step before proceeding.
- Edge Work: Be cautious when working near the edges of the sample to prevent chipping, especially on brittle materials.
- Wear Patterns: Monitor wear patterns on the discs to identify any issues with machine alignment or balance.
- Usage Log: Keep a detailed usage log with dates, material types, and any operator observations to predict disc lifespan and schedule maintenance or replacement.
- Dressing Tools: Use dressing tools regularly to maintain the condition of the diamond disc surface, especially for magnetic discs, as they are reused more frequently.
- Platen Condition: Regularly check and maintain the flatness and condition of the machine platen, as this can directly affect the performance of the disc.
Monitoring and Adjustment
- Sample Monitoring: Monitor the sample regularly for signs of overheating, such as discoloration or warping.
- Disc Condition: Check the condition of the disc frequently, looking for glazing or clogging, which may require cleaning, dressing, or replacement.
- Process Documentation: Document the parameters used for each material and adjust based on the quality of the outcome to build a knowledge base for your specific applications.
- Real-Time Monitoring: Use real-time monitoring of force, vibration, and acoustic emissions to actively control the grinding/polishing process, making adjustments on-the-fly as necessary.
- Process Simulation: Use simulations to predict the outcomes of different RPMs, pressures, and coolant flows before actual material processing to minimize trial and error.
Post-Use
- Cleaning of Machine: After disc removal, clean the machine’s platen to prevent contamination or damage to the next disc applied.
- Disc Maintenance: After use, clean the disc with a soft brush and appropriate cleaner to remove any remaining particles and coolant that could cause corrosion or clogging.
RPM’s
Usage recommendations for RPM (rotational speed), pressure, and coolant when using metal bond diamond discs in grinding and polishing machines can be quite specific and are often determined by a combination of the machine’s capabilities, the type of material being worked on, and the desired outcome. However, there are some general guidelines you can follow:
RPM (Rotational Speed)
- General Rule: As a general rule, harder materials require slower RPMs, while softer materials can be processed at higher RPMs.
- Fine Polishing: When performing fine polishing, lower speeds are typically recommended to prevent overheating and to provide better control over the finish.
- Initial Grinding: For initial grinding stages, moderate to high speeds can be used to remove material quickly.
- Machine Specifications: Always adhere to the machine manufacturer’s recommended speed settings for different disc diameters and materials.
- Stepwise Refinement: Use a stepwise approach where you start at higher RPMs for rough grinding and reduce speed as you move to finer grits and polishing stages.
- Surface Speed vs. RPM: Remember that the surface speed (often measured in meters per second or feet per minute) is more relevant than RPM. As disc size increases, RPM should decrease to maintain the same surface speed.
- Variable Speed Processing: Use variable speed processing where the machine modulates the RPM based on the stage of grinding or polishing, which may be controlled by programmable logic controllers (PLCs) for precision work.
Specific Recommendations
Here are some starting points for various materials, but these should be adjusted based on actual experience, observations, and manufacturer’s instructions:
- Ceramics: Low to moderate RPM (around 150-300 RPM for coarse grinding), with moderate pressure and ample coolant to prevent cracking.
- Metals: Moderate RPM (about 300-600 RPM for coarse grinding), with variable pressure depending on the hardness of the metal, and significant coolant flow to prevent heat build-up.
- Glass: Low RPM (around 150-300 RPM), with light to moderate pressure, and steady coolant flow to prevent thermal shock and cracking.
Pressure
- Consistent Application: Ensure that pressure is applied consistently and evenly across the sample to prevent uneven wear and potential sample deformation.
- Machine Limitations: Be aware of the limitations of your machine—applying too much pressure can overload the motor and reduce its lifespan.
- Feedback Loops: Utilize machines with feedback loops that adjust pressure automatically in response to the resistance encountered during grinding or polishing.
- Pulsed-Pressure Technique: Experiment with pulsed-pressure techniques, where pressure is cyclically applied and released, to potentially enhance material removal rates and minimize subsurface damage.
Coolant
- Type of Coolant: Water is often used as a coolant, but in some cases, a specific grinding/polishing coolant may be required for better performance or to prevent sample contamination.
- Flow Rate: Ensure an adequate flow rate that is sufficient to cool the disc and the sample, and to remove debris from the cutting/grinding surface.
- Coolant Direction: Direct the coolant flow so that it optimally bathes the area of contact between the disc and the sample.
- Coolant Maintenance: Maintain coolant cleanliness to avoid contamination of the sample or the disc, and change out coolant according to the manufacturer’s recommendations.
- Temperature Control: Ensure the coolant is at a consistent temperature to provide stable working conditions for both the sample and the disc.
- Relevance of Purity: Use deionized or distilled water if purity is a concern, particularly for final polishing stages or when preparing samples for sensitive analytical techniques.
- Distribution: Check the distribution of coolant across the disc surface; it should cover the entire working area evenly.
- Coolant Composition: Investigate and utilize additives in the coolant that can enhance performance, such as rust inhibitors for ferrous materials or surfactants to improve debris removal.
- Coolant Path: Customize the path and nozzles for coolant delivery to ensure it optimally targets the area of contact, especially for complex sample geometries.













































")
")
")
")
")

























 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")