











































Low Speed Saw Case Studies







-
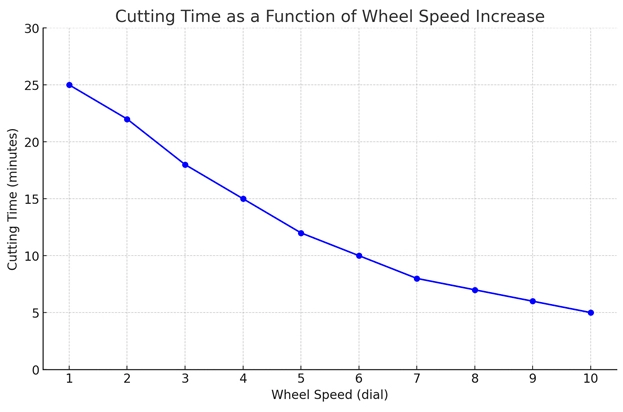
 1. Wheel Speed: Increasing wheel speed reduces cutting time, but the benefits level off at higher speeds.
1. Wheel Speed: Increasing wheel speed reduces cutting time, but the benefits level off at higher speeds.
-
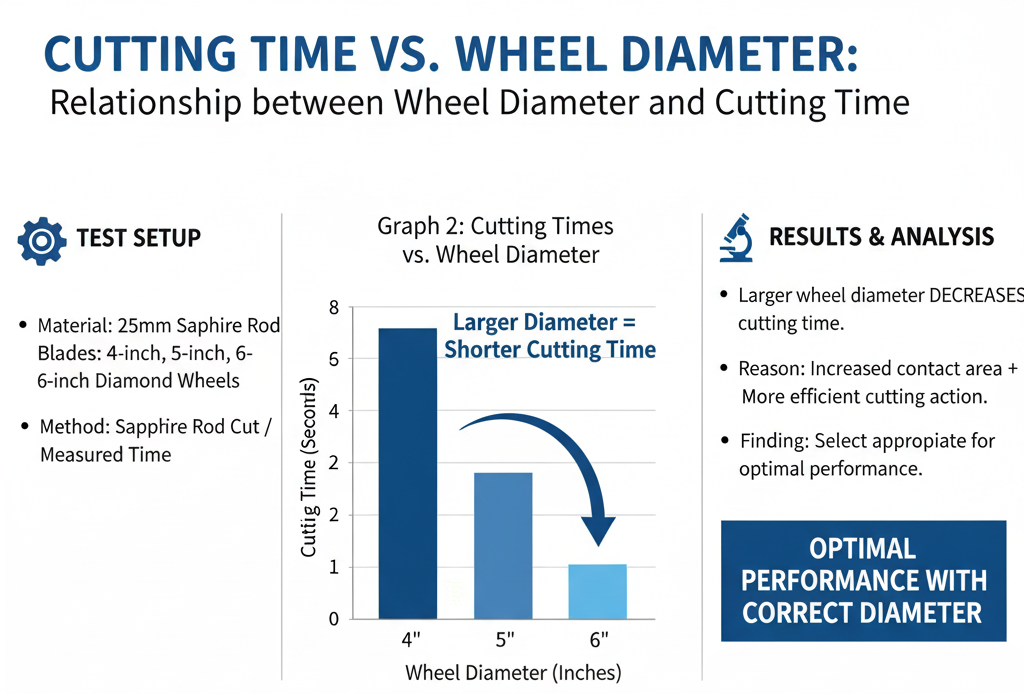
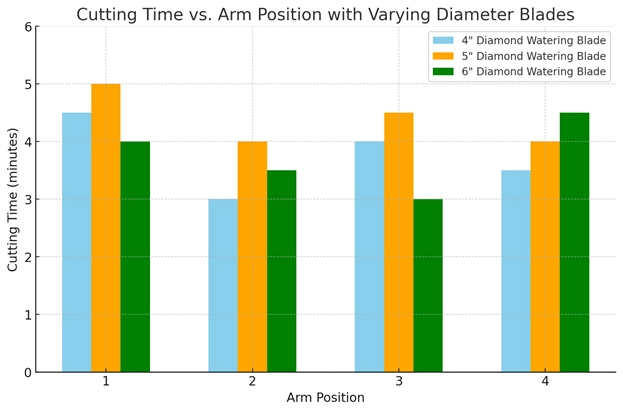
2. Wheel Diameter: Larger diameters result in shorter cutting times due to increased contact area.
-
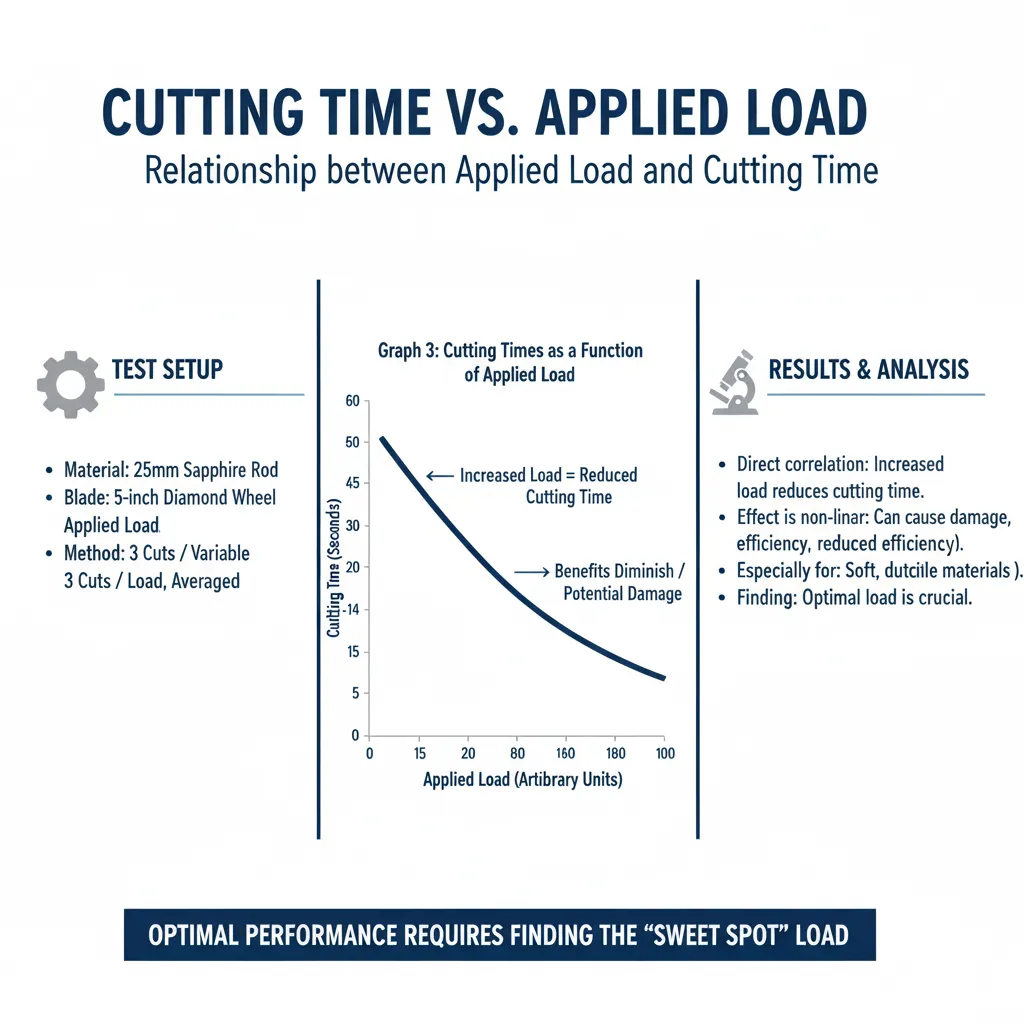
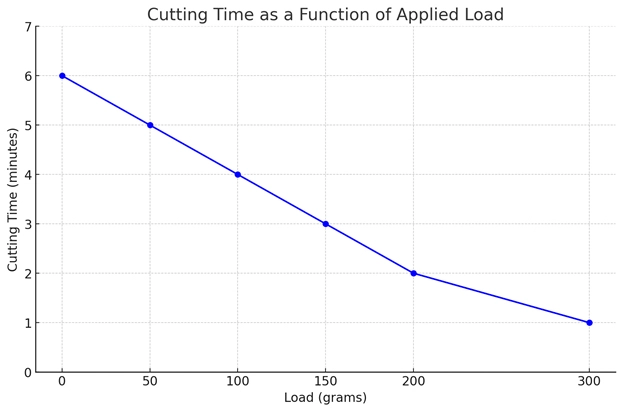
3. Applied Load: Higher loads decrease cutting time, but excessive load can cause wheel damage and inefficiency.
-
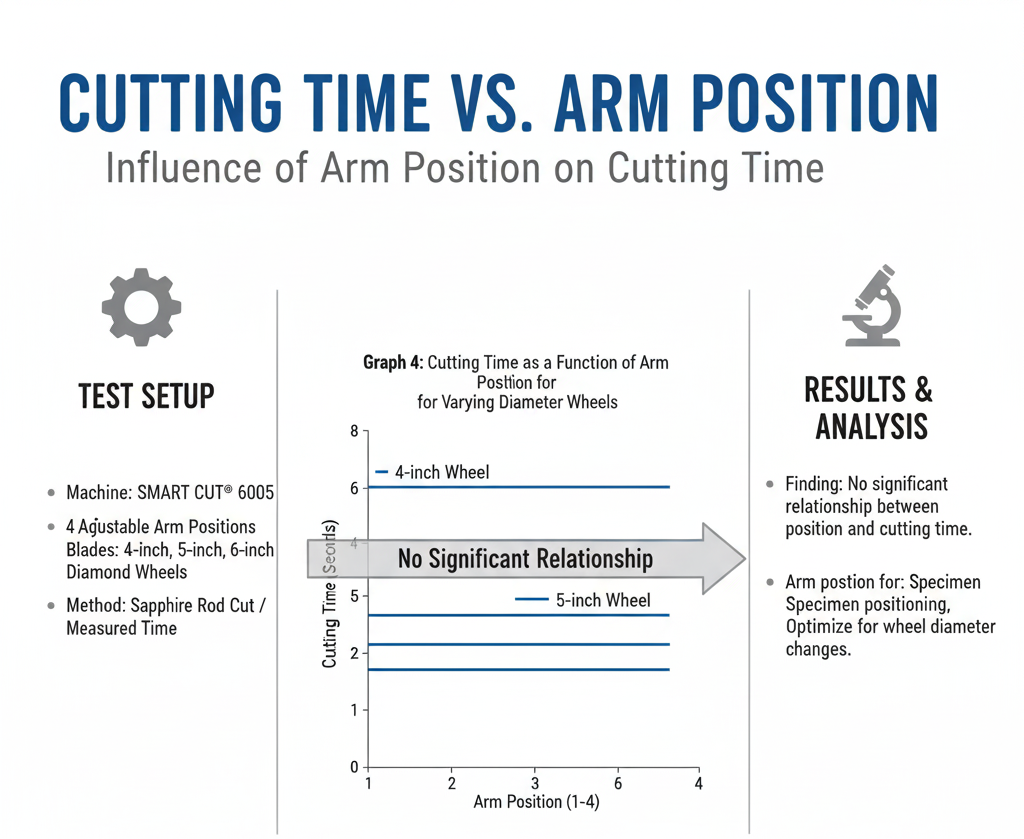
4. Arm Position: No significant impact on cutting time, but essential for sample positioning.
-
1. 4-inch diameter; 0.012-inch thickness; Fine diamond wafering blade; low concentration. (Series 10LCU)
-
2. 4-inch diameter; 0.012-inch thickness; Medium diamond wafering blade; low concentration. (Series 15LCU)
-
3. 4-inch diameter; 0.012-inch thickness; Coarse diamond wafering blade; high concentration. (Series 20HCU)
-
4. 4-inch diameter; 0.012-inch thickness; diamond wafering blade; coarse, high concentration. (Series 30HCU)
-
5. 4-inch diameter; 0.012-inch thickness; Diamond wafering blade; medium, high concentration. (Series 15HCU)
-
Load: 90 grams
-
Blade Dressing: Conducted prior to each cut
-
Wheel Speed: Maximum setting on the dial
-
Coolant: SMART CUT water-soluble coolant
-
Coolant Density: 30:1 ratio
-
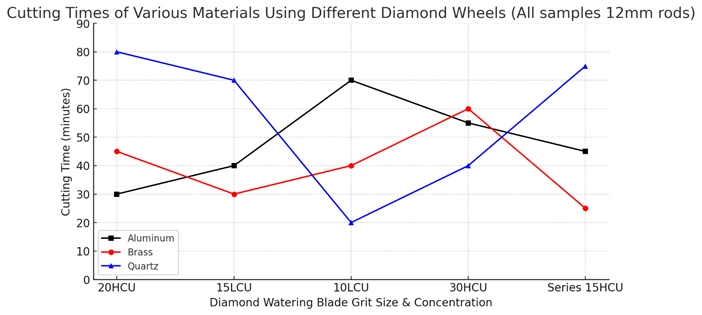
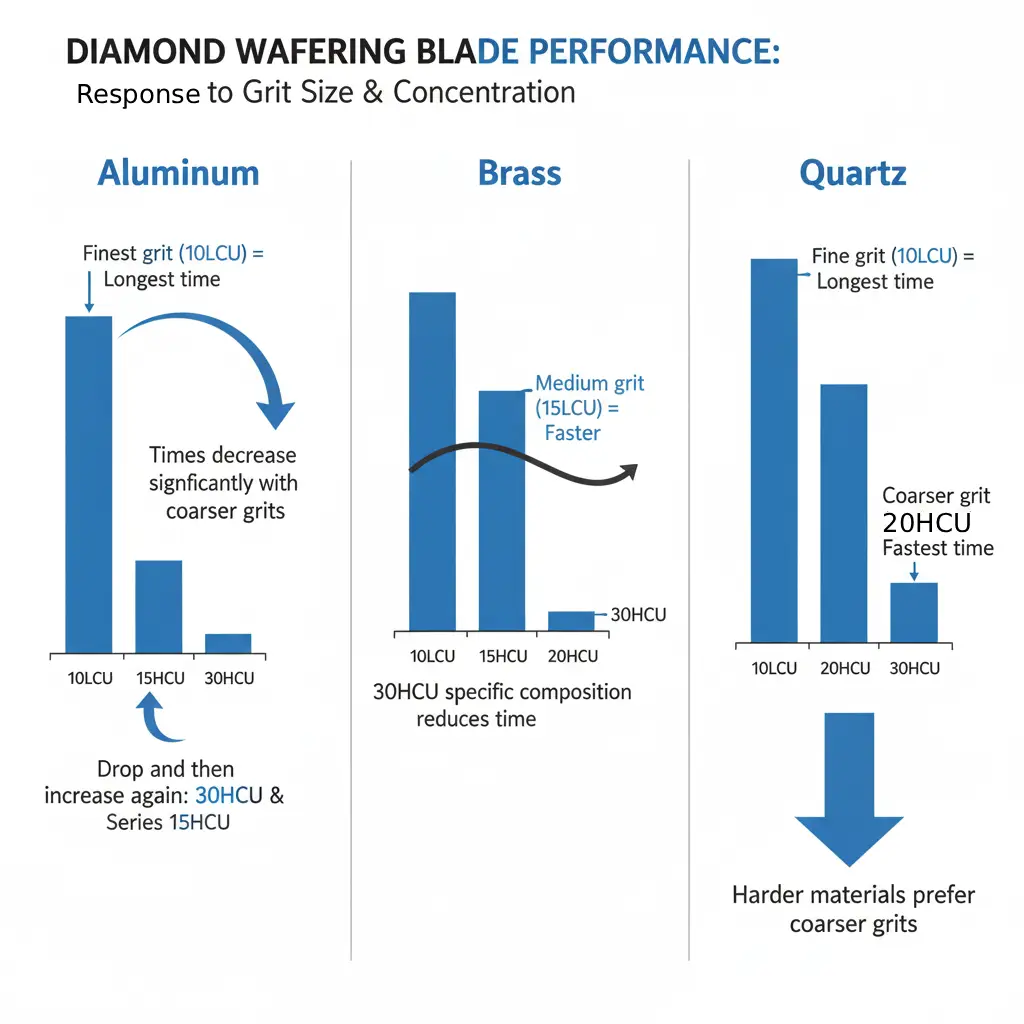
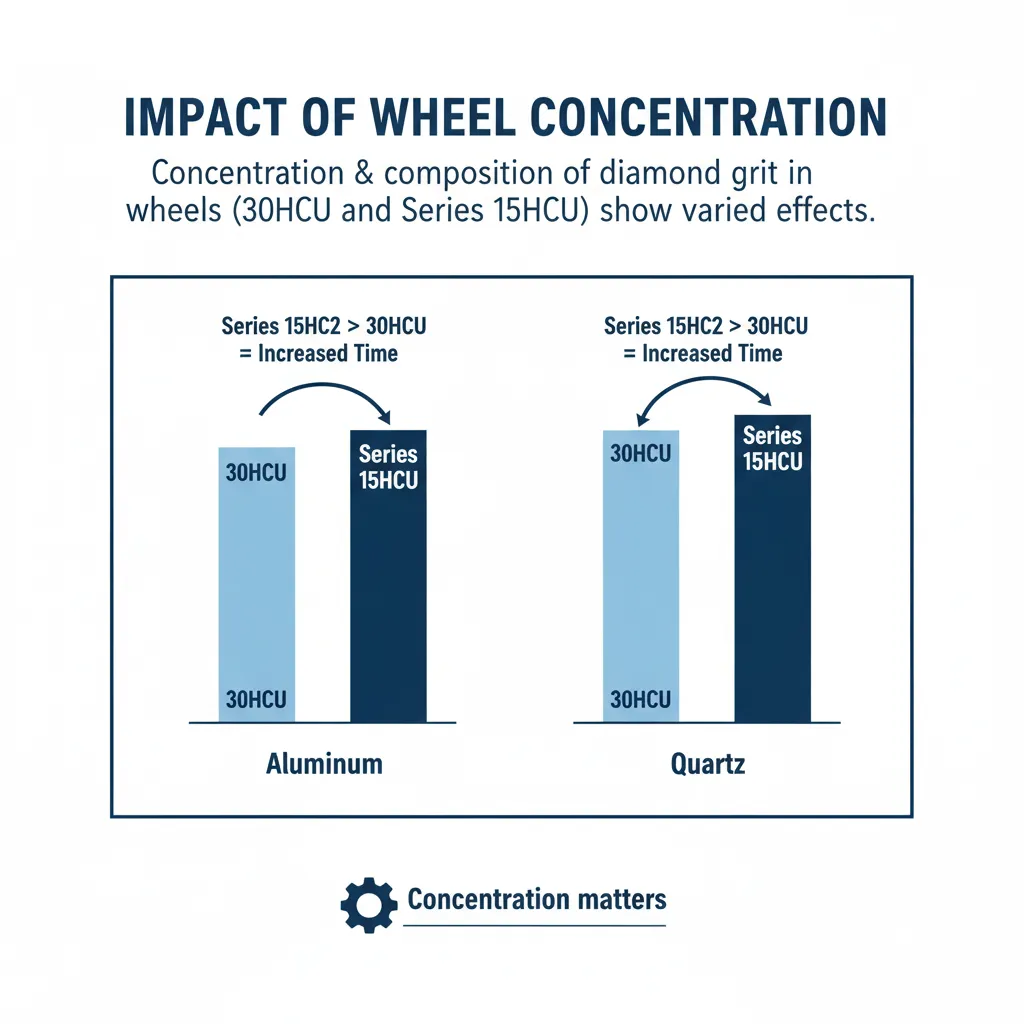
Aluminum: The cutting time for aluminum shows a trend where the finest grit size (10LCU) results in the longest cutting time, with times decreasing significantly with coarser grits (20HCU and 15LCU). However, the finest grit size does not always result in the longest cutting times, as seen with the 30HCU and Series 15HCU, where cutting times drop and then increase again.
-
Brass: For brass, the trend is less consistent, where medium grit sizes (15LCU) appear to facilitate faster cutting compared to finer (10LCU) and coarser (20HCU) grits. Interestingly, brass responds better to the specific composition of the 30HCU wheel, showing a reduced cutting time.
-
Quartz: Quartz displays a clear preference for coarser grit sizes, with the 20HCU resulting in the fastest cutting time. The fine grit size (10LCU) is significantly less efficient, resulting in the longest cutting times. This suggests that coarser grit sizes might be more effective at cutting harder materials like quartz.
-
The concentration and composition of the diamond grit in the wheels (30HCU and Series 15HCU) show varied effects on different materials. For example, aluminum and quartz show an increase in cutting time with the Series 15HCU compared to 30HCU, indicating that the specifics of diamond concentration can significantly impact performance.
-
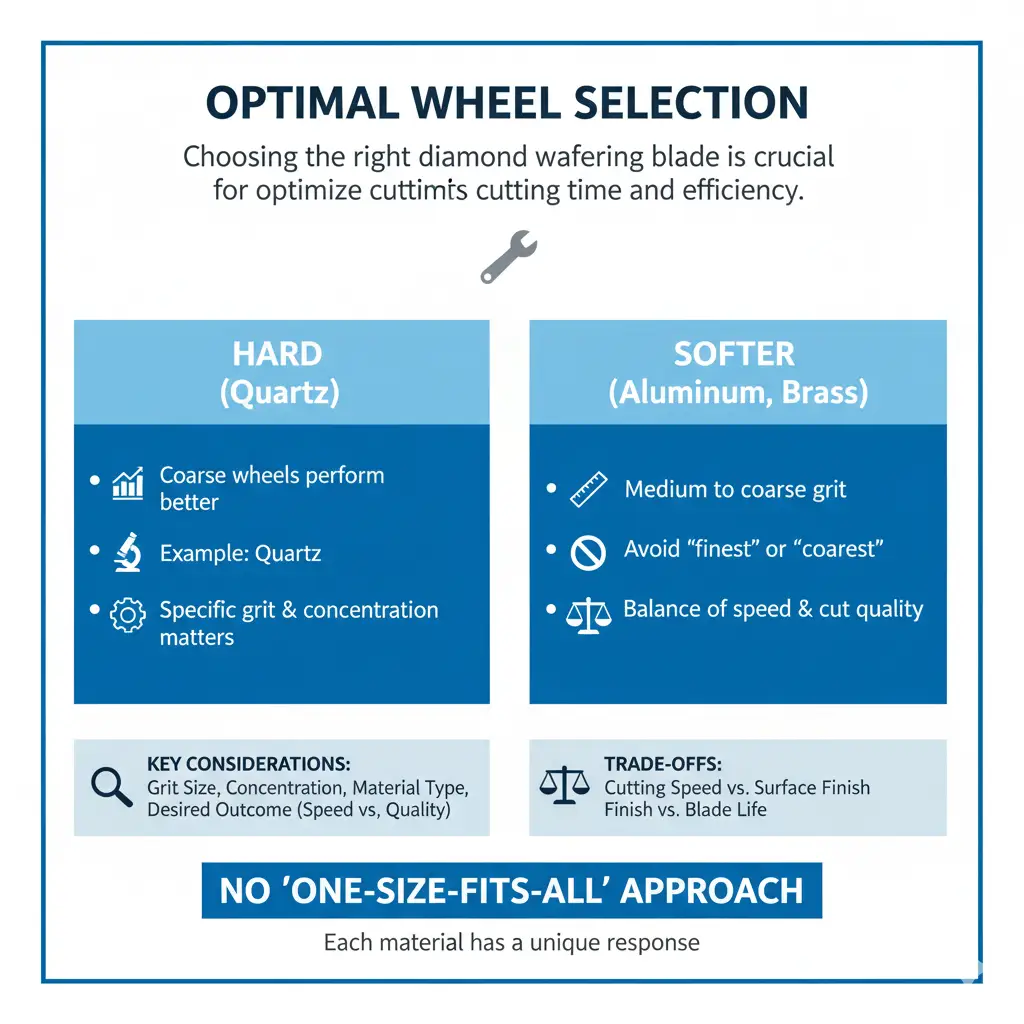
Choosing the right diamond wafering blade for a specific material is crucial to optimizing cutting time and efficiency. For instance, while coarse wheels generally perform better for harder materials (as seen with quartz), the specific grit size and concentration can lead to different outcomes.
-
For softer materials like aluminum, a medium to coarse grit (but not the coarsest or finest) seems to provide a good balance between cutting speed and possibly quality of cut.
-
Each material has a unique response curve to different diamond wafering blade types, underscoring the importance of selecting the correct wheel based on both the material being cut and the desired outcomes (e.g., speed vs. surface finish).
-
The variability in cutting times across different diamond wafering blades also highlights the potential trade-offs between cutting speed and other factors such as the surface quality and life expectancy of the cutting blade.
Alexander Schneider is a senior applications engineer with over 35 years of hands on experience in industrial diamond tooling. He specializes in the development, application, and optimization of ultra-thin and high-precision diamond blades, diamond core drills, and diamond and CBN grinding wheels for advanced materials.
His work spans ceramics, glass, composites, semiconductors, and high-performance metals. He supports research laboratories and manufacturing environments by optimizing tool design and cutting parameters to achieve high cut quality, long tool life, material integrity, and consistent process results.

Guide to Diamond Wire Sawing: Technologies, Wire Types, and Machine Designs

Comparing Two Different Cutting Methods (Low Speed Saw vs. Wire Saw)

Selecting the Right Diamond Band Saw blade for your Application
Diamond Band Saw Blades Usage Recommendations & Best Practices

Diamond Wire vs band saw blades and circular blades
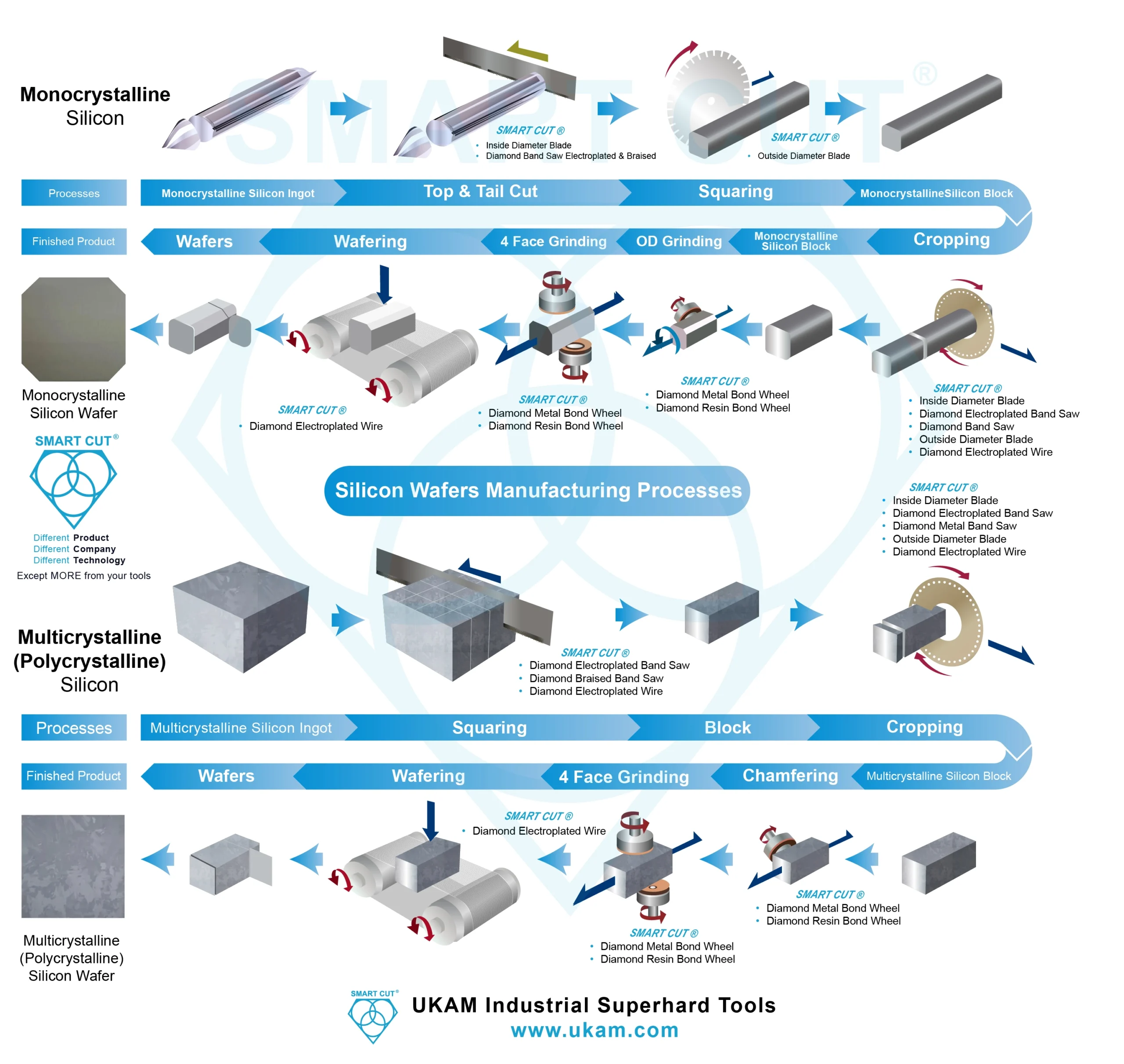
The Comprehensive Guide to the Processes of Silicon Wafers Production
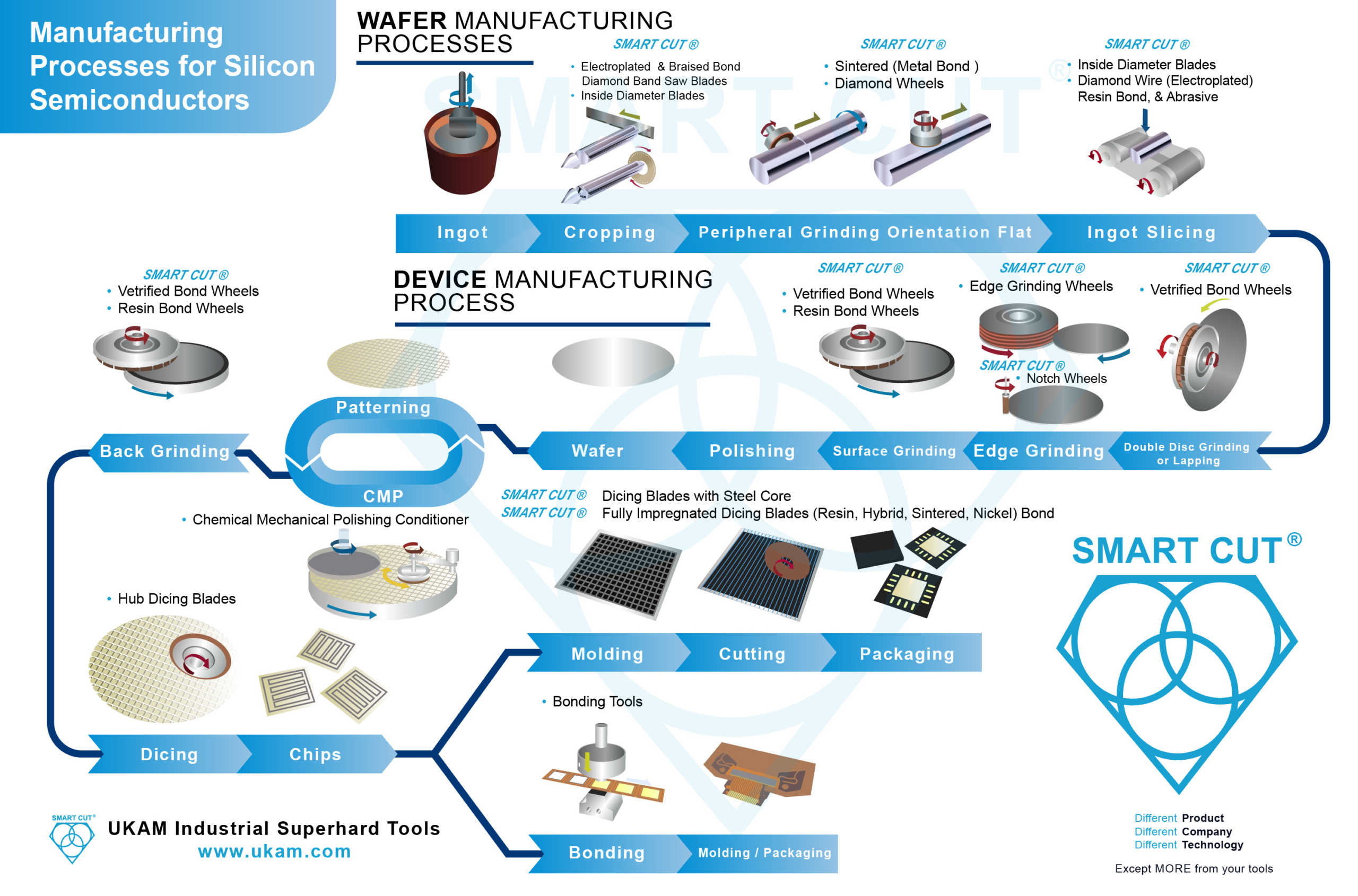
Manufacturing Processes for Silicon Semiconductors From Ingot to Integrated Circuit

Evaluating And Comparing Diamond Blades

How to Improve & Optimize Your Diamond Sawing Operation

Troubleshooting Diamond Sawing Problems

Silicon Fabrication Guide

Why use diamond

How to Selecting Right Diamond Tools for your application
Alexander Schneider is a senior applications engineer with over 35 years of hands on experience in industrial diamond tooling. He specializes in the development, application, and optimization of ultra-thin and high-precision diamond blades, diamond core drills, and diamond and CBN grinding wheels for advanced materials.
His work spans ceramics, glass, composites, semiconductors, and high-performance metals. He supports research laboratories and manufacturing environments by optimizing tool design and cutting parameters to achieve high cut quality, long tool life, material integrity, and consistent process results.