











































What is the difference between Lapping, Grinding, & Polishing








-
 Material Removal: Lapping removes material at a very slow rate, typically only a few microns. This precision is ideal for achieving specific dimensional tolerances and flatness.
Material Removal: Lapping removes material at a very slow rate, typically only a few microns. This precision is ideal for achieving specific dimensional tolerances and flatness.
-
Surface Roughness: While lapping tends to decrease the original surface roughness, its main purpose is to modify the shape and improve form accuracy.
-
Low Energy Concentration: The relative speeds in lapping are much lower compared to grinding. Consequently, the energy concentration in the contact area is significantly lower, reducing the risk of thermal damage to the workpiece.
-
Applications: Lapping is used for a wide range of materials, including glass, ceramic, plastic, metals and their alloys, sintered materials, stellite, ferrite, copper, iron, and steel. Its versatility makes it an essential process in various industries such as semiconductor manufacturing, optical components production, and precision engineering.


-
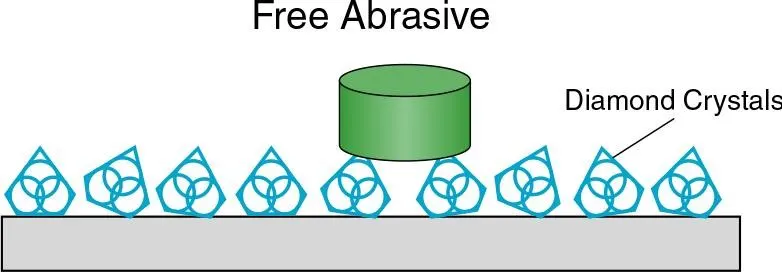
Properties: Diamond is the hardest material known to mankind, offering unparalleled cutting efficiency and durability.
-
Applications: Diamond abrasives are typically used for ultra-hard materials and tungsten carbide. They are embedded in discs or used in slurry form to cut fast and produce a fine finish. Due to its extreme hardness, diamond is ideal for applications requiring precise, high-quality finishes on very hard materials.
-
Common Uses: Diamond abrasives are used in the precision machining of hard ceramics, gemstones, glass, and advanced composites. They are also used for grinding and lapping operations where high precision and smooth finishes are required.
-
Properties: CBN is the second hardest material after diamond, with excellent thermal and chemical stability, making it suitable for high-speed grinding applications.
-
Applications: CBN is typically used for lapping and grinding ferrous metals, including 52100 bearing steel, cast iron, tool steel, stellite, super alloys, and occasionally ceramics. Its superior hardness and resistance to heat make it ideal for high-precision applications on tough materials.
-
Common Uses: CBN abrasives are used in tool and die manufacturing, automotive component production, and aerospace applications, where maintaining tight tolerances and achieving high surface quality on hard metals are critical.
-
Properties: Aluminum oxide is a versatile abrasive known for its hardness, toughness, and low cost.
-
Applications: It is used for general lapping, grinding, and polishing with low surface roughness. Aluminum oxide is typically employed for high tensile strength materials, rough lapping operations, hardened gears, ball bearing grooves, and lapping operations where pressure can be exerted to break down the crystals.
-
Common Uses: Aluminum oxide is widely used in metalworking, including the production of automotive components, aerospace parts, and general machinery. It is also used in the preparation of surfaces for further finishing processes.
-
Properties: Silicon carbide is known for its high hardness, sharp edges, and fast cutting ability.
-
Applications: It is used for fast stock removal for both hard and soft materials. Silicon carbide is typically employed for rough lapping and grinding operations, forged or hardened gears, valves, tool room work, and general maintenance where a fine polish is not essential.
-
Common Uses: Silicon carbide abrasives are used in grinding operations involving cast iron, non-ferrous metals, and composites. They are also used in the preparation of surfaces for coating or bonding.
-
Properties: Boron carbide is extremely hard, almost as hard as diamond, with high wear resistance.
-
Applications: It is used for lapping and grinding hard materials such as ceramics, carbide, and other hard substances.
-
Common Uses: Boron carbide abrasives are used in applications requiring the machining of very hard materials, such as in the production of ceramic components, advanced composites, and certain metal alloys.
-
Properties: Calcined alumina is produced by heating aluminum oxide, resulting in a material with controlled crystal structure and properties.
-
Applications: It is used for polishing metals, optics, silicon wafers, and other semiconductor materials. Calcined alumina offers high purity and uniform particle size, making it suitable for fine finishing operations.
-
Common Uses: Calcined alumina is used in the final polishing stages of precision optics, semiconductor wafers, and metal components requiring a high degree of surface smoothness.
-
Properties: Unfused alumina, also known as hydrate-calcined alumina, is relatively soft and used for polishing. Its flat, plate-like crystals distribute pressure evenly, minimizing the risk of deep scratches.
-
Applications: Unfused alumina is recommended for lapping and polishing harder materials (Rockwell C 45-63). The disc-shaped particles provide a shaving action rather than a rolling or gouging action, leading to a smoother finish.
-
Common Uses: Unfused alumina is used in the lapping and polishing of hardened steels, precision tools, and certain ceramics, where maintaining a high-quality surface finish is essential.
-
Properties: Zirconia alumina is a tough, durable abrasive material with self-sharpening properties. It offers a high degree of strength and longevity.
-
Applications: Ideal for high-pressure grinding and cutting operations, zirconia alumina is commonly used for grinding metals, especially stainless steel and other ferrous alloys.
-
Common Uses: Zirconia alumina abrasives are used in heavy-duty applications such as metal fabrication, foundry work, and tool sharpening.
-
Properties: Cerium oxide is a rare earth metal abrasive known for its ability to polish glass and achieve a high-quality finish.
-
Applications: Used extensively in the optics industry, cerium oxide is perfect for polishing glass, crystals, and optical components.
-
Common Uses: Cerium oxide is commonly used in the final polishing stages of lenses, mirrors, and other glass products to achieve a clear and reflective surface.
-
Properties: Garnet is a natural abrasive with moderate hardness and sharp edges, making it suitable for a variety of applications.
-
Applications: It is used for blasting, waterjet cutting, and polishing applications where a moderate finish is required.
-
Common Uses: Garnet abrasives are used in woodworking, surface preparation before painting, and in waterjet cutting systems for cutting metals and other materials.
-
Properties: Silicon nitride is a high-strength ceramic abrasive known for its thermal stability and resistance to wear.
-
Applications: Suitable for high-precision grinding and polishing of ceramics, silicon wafers, and other semiconductor materials.
-
Common Uses: Silicon nitride abrasives are used in the semiconductor industry for wafer thinning, in the production of advanced ceramics, and in applications requiring high-temperature stability.
-
Properties: Colloidal silica consists of fine silica particles suspended in a liquid, providing a high level of precision in polishing.
-
Applications: Used for chemical-mechanical polishing (CMP) in semiconductor manufacturing, colloidal silica is essential for achieving extremely smooth surfaces.
-
Common Uses: Colloidal silica is widely used in the semiconductor industry for polishing silicon wafers and in the production of optical components requiring a pristine surface finish.
-
Properties: Chromium oxide is a green, fine abrasive known for its ability to produce a high gloss finish.
-
Applications: Primarily used for polishing metals, especially stainless steel and other ferrous alloys, as well as in buffing compounds.
-
Common Uses: Chromium oxide abrasives are used in metal finishing, tool sharpening, and in the production of mirrors and reflective surfaces.
Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

Diamond vs CBN (cubic boron nitride) Tools

What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.