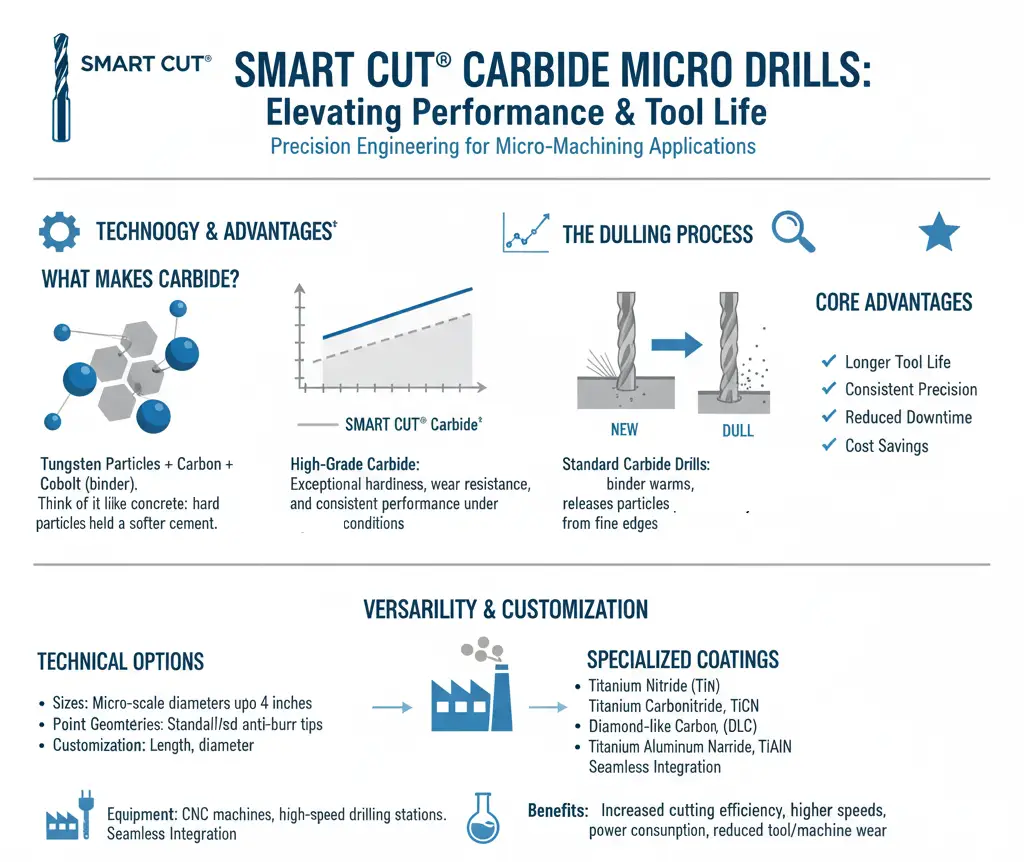
These drills are produced by combining tungsten particles, carbon, and cobalt under high pressure and high temperature. The cobalt acts as a metallic binder that holds the tungsten carbide particles together, creating a dense and rigid cutting tool. Unlike steel drills, carbide drills do not dull primarily from abrasive wear. Dulling occurs when excessive heat softens the cobalt binder, reducing its ability to retain the carbide particles at the cutting edge. Proper speeds, feeds, and coolant usage are therefore essential for maximum tool life.
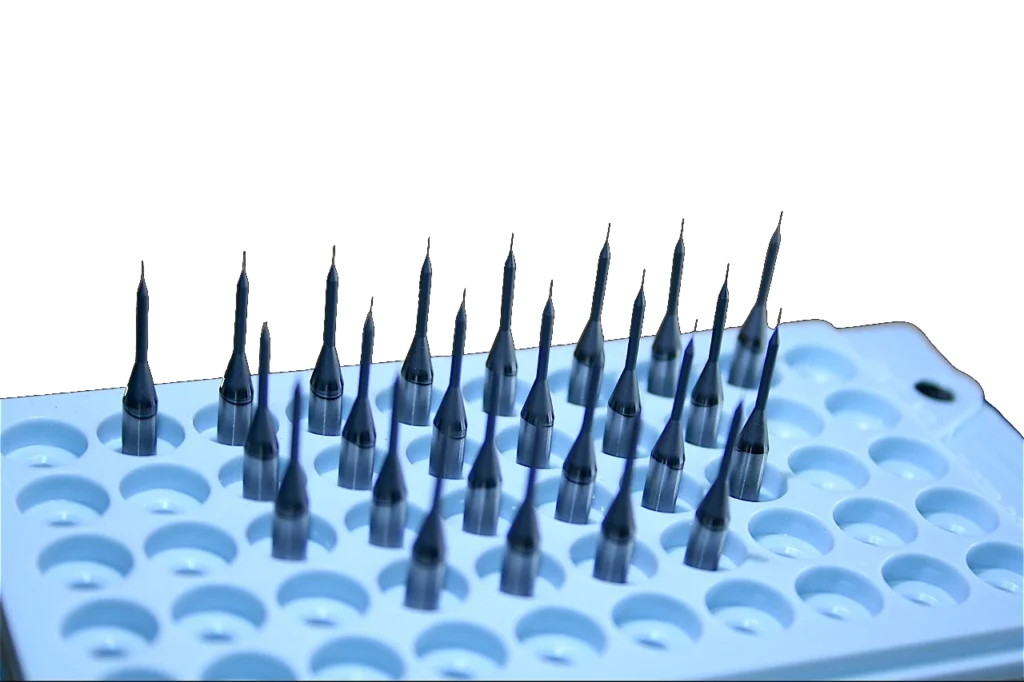
SMART CUT® Carbide Micro Drills are available in a wide range of diameters, including micro-scale sizes, making them suitable for applications requiring tight tolerances and high surface finish quality. Common industries include electronics, medical device manufacturing, optics, aerospace, and precision engineering.
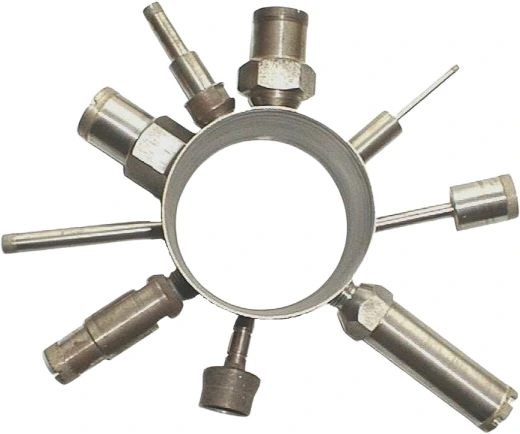
Multiple point geometries are available to match different materials and drilling conditions. Options include standard twist drill designs and specialized tip geometries that help minimize entry and exit burrs and improve hole quality. Drills can be customized in diameter, flute length, overall length, and geometry.
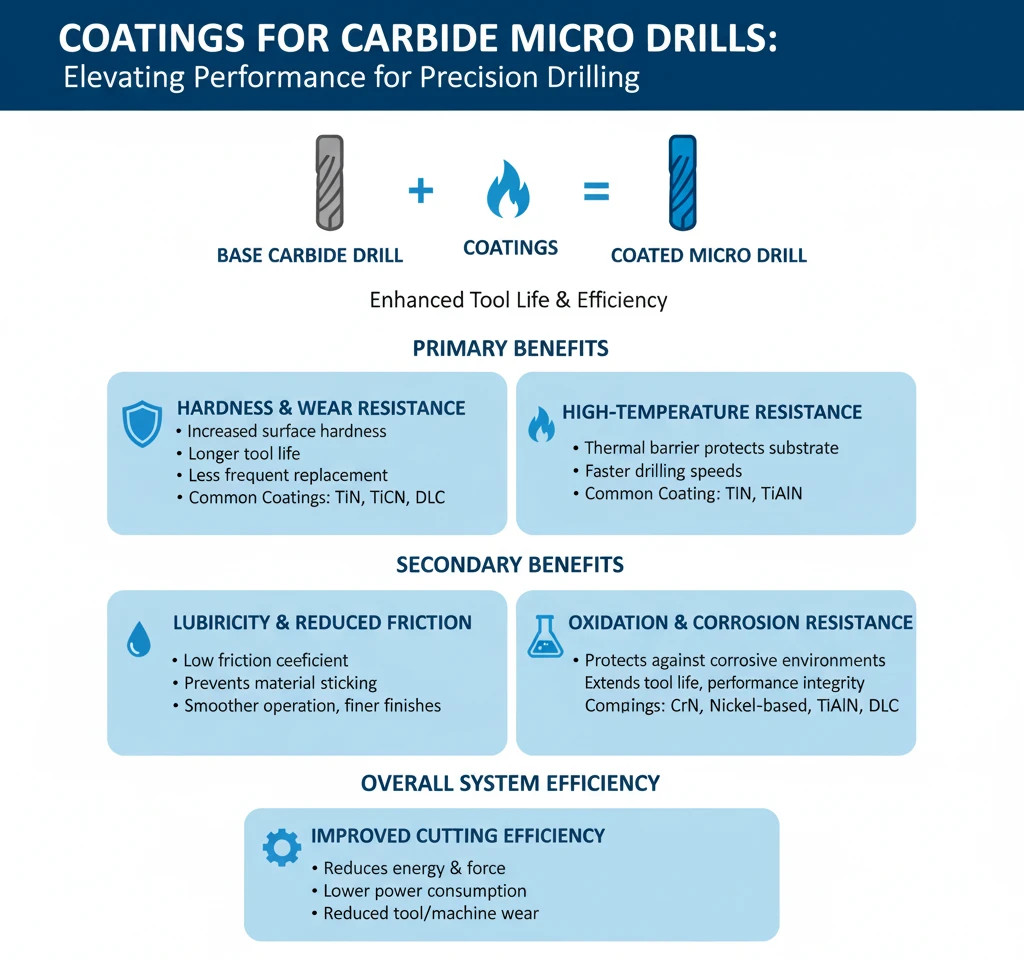
Optional advanced coatings such as Titanium Nitride (TiN), Titanium Aluminum Nitride (TiAlN), and Diamond-Like Carbon (DLC) are available. These coatings are applied using PVD or CVD processes and help reduce friction, improve heat resistance, increase wear resistance, and extend tool life.
SMART CUT® Tungsten Carbide Micro Drills are compatible with CNC machining centers, PCB drilling machines, high-speed micro drilling systems, and precision bench drilling stations. They are commonly used for drilling printed circuit boards, fiberglass (FR-4), composites, graphite, technical plastics, and non-ferrous metals.
SMART CUT® Tungsten Carbide Micro Drills provide high dimensional accuracy, low runout, clean hole walls, reduced burr formation, and consistent performance. They are a cost-effective solution for applications where diamond drilling is not required and where precision and repeatability are essential.