











































Drilling Composite Materials Using Diamond Drills & Hole Saws














-
 Start at 2100 RPM for diameters ranging from 1/2" to 1-1/4".
Start at 2100 RPM for diameters ranging from 1/2" to 1-1/4".
-
Adjust between 1500 to 1700 RPM for diameters from 1-1/4" to 2".
-
Use approximately 1100 RPM for diameters from 2" to 3".
-
Reduce to 600 RPM for a 4-1/2" diameter.
-
For diameters larger than 4-1/2", maintain a speed range of 250 to 400 RPM.





|
Issue |
Description |
Potential Causes |
Solutions |
|---|---|---|---|
|
Delamination or Splintering
|
Separation of composite layers, splintering at the entry/exit of the hole. |
- Too much force or pressure applied |
- Reduce the feed rate |
|
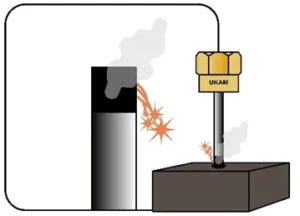
Excessive Heat Buildup
|
Overheating leads to material damage (charring, warping) and reduces tool life. |
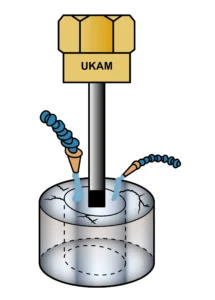
- Lack of cooling |
- Use coolant (water or air) |
|
Chipping at Hole Edges |
Rough or chipped edges around the hole. |
- Aggressive feed rate |
- Reduce pressure and feed rate |
|
Short Life Span
|
Quick wearing out of the diamond hole saw, reducing its effectiveness. |
- High drilling speed |
- Reduce drilling speed |
|
Tool Binding or Sticking |
Hole saw becomes stuck during drilling, causing machine strain and potential material damage. |
- Poor chip evacuation |
- Increase RPM for smoother cutting |
|
Inconsistent Hole Diameter
|
Hole diameter varies, potentially affecting the material's integrity and alignment. |
- Tool deflection due to high pressure |
- Apply consistent feed pressure |
|
Excessive Vibration During Drilling
|
Vibrations cause instability, rough surface finish, and potential damage to the composite material. |
- High RPM or cutting speed |
- Lower RPM or cutting speed |
|
Poor Surface Finish (Rough or Fuzzy Edges)
|
The edges of the drilled hole appear rough, with fibers exposed or pulled out. |
- Dull diamond coating |
- Replace the worn-out or dull tool |
|
Tool Breakage
|
Diamond hole saw breaks or chips during operation. |
- Excessive pressure or force |
- Reduce feed pressure |
|
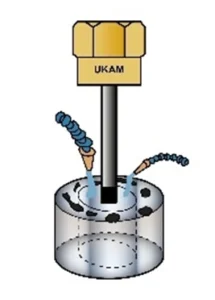
Dust Accumulation or Poor Chip Evacuation
|
Excessive dust from composite material buildup leads to tool clogging or poor cutting performance. |
- Inadequate chip removal |
- Use coolant or air to clear dust and debris |
|
Excessive Tool Wear in a Short Time
|
The tool wears out rapidly, leading to frequent replacements and reduced drilling performance. |
- Drilling at high speeds |
- Slow down RPM and reduce feed pressure |
|
Material Cracking or Fracturing
|
Composite material cracks or fractures during drilling, especially at entry or exit points. |
- High feed rate |
- Lower the feed rate to avoid stress on the material |
|
Tool Slippage
|
The hole saw slips on the surface of the composite material, resulting in inaccurate holes or tool damage. |
- Insufficient initial contact pressure |
- Apply steady, consistent pressure when starting the cut |
|
Burring or Fiber Lift on Hole Exit
|
Fibers rise or burrs form at the exit of the hole, causing a rough or uneven finish. |
- Incorrect drilling technique |
- Use backing support material at the exit point |
|
Overheating of Tool and Material
|
Excessive heat causes burning of composite material or rapid wear on the tool. |
- Too high RPM |
- Lower RPM to reduce friction and heat |
|
Hole Size Inaccuracy
|
The diameter of the hole is either too large or too small, affecting fit and alignment. |
- Excessive tool wear |
- Replace the tool if it's worn out |
|
Excessive Composite Dust Generation
|
Large amounts of dust generated during drilling, potentially affecting operator health and machine performance. |
- Dry drilling with no dust control measures |
- Use a vacuum or dust extraction system to control dust |
|
Poor Coolant Distribution
|
Inadequate cooling leads to tool wear, material damage, and inconsistent performance. |
- Blocked coolant channels |
- Inspect coolant channels and ensure they are not clogged |




Alexander Schneider is a senior applications engineer with over 35 years of hands on experience in industrial diamond tooling. He specializes in the development, application, and optimization of ultra-thin and high-precision diamond blades, diamond core drills, and diamond and CBN grinding wheels for advanced materials.
His work spans ceramics, glass, composites, semiconductors, and high-performance metals. He supports research laboratories and manufacturing environments by optimizing tool design and cutting parameters to achieve high cut quality, long tool life, material integrity, and consistent process results.
Select Right Diamond Drill for your Application

How to Properly Use Precision Diamond Drills

Diamond Core Drills: Materials, Applications & Selection Guide

Optimizing your Diamond Drilling Operation

Selecting Right Drilling Equipment for your Application. What you features & functionality you should look for?
Diamond Core Drill & Drill Trouble Shooting Guide

Understanding & Calculating Return on Investment for Diamond Core Drills & Other Tools

Understanding Tradeoffs – Searching for Perfect Diamond Drill & Tool
Drilling Composite Materials Using Diamond Drills & Hole Saws

Selecting Right Diamond Drills & Tools for Drilling Composites

Diamond Drill Terminology Guide – Key Terms Explained for Precision Drilling
Alexander Schneider is a senior applications engineer with over 35 years of hands on experience in industrial diamond tooling. He specializes in the development, application, and optimization of ultra-thin and high-precision diamond blades, diamond core drills, and diamond and CBN grinding wheels for advanced materials.
His work spans ceramics, glass, composites, semiconductors, and high-performance metals. He supports research laboratories and manufacturing environments by optimizing tool design and cutting parameters to achieve high cut quality, long tool life, material integrity, and consistent process results.