













































Precision & Ultra Thin Diamond Blade Guide

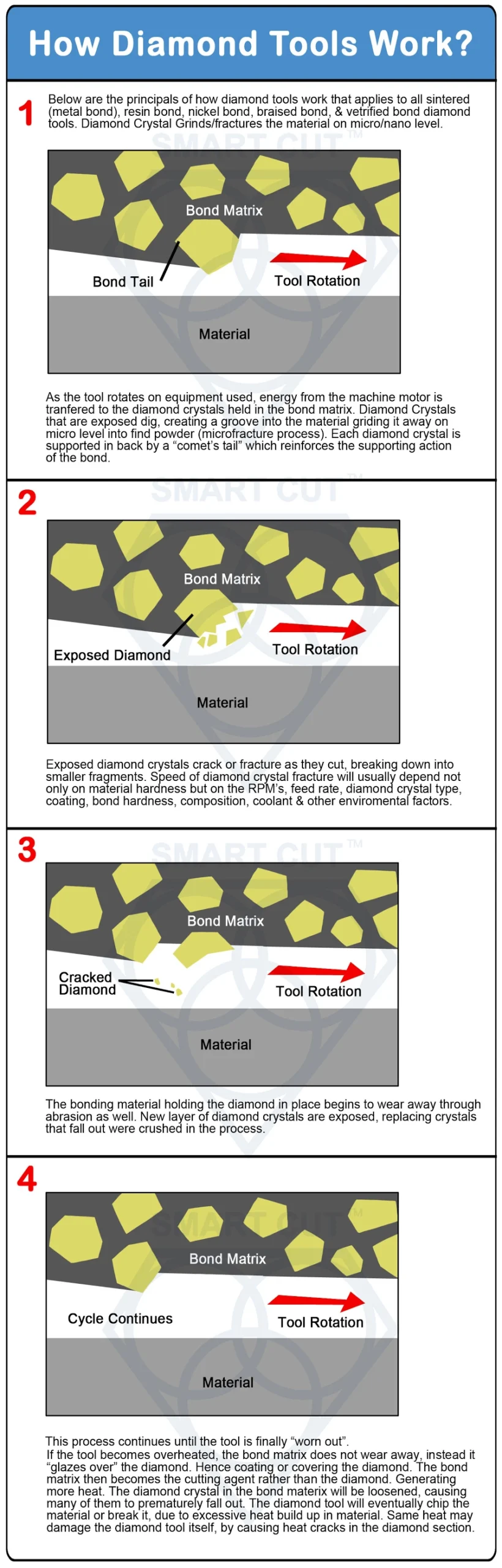
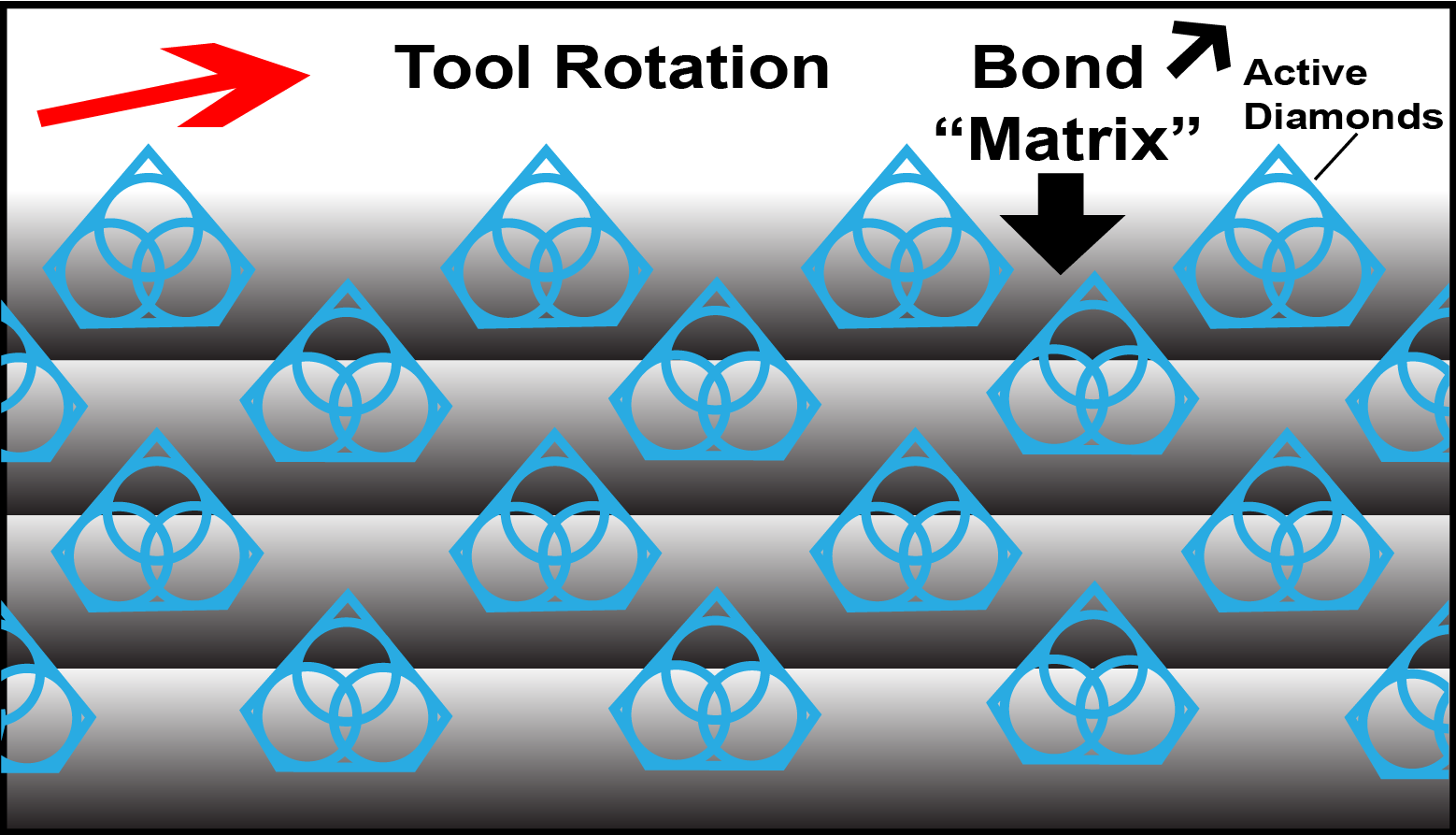
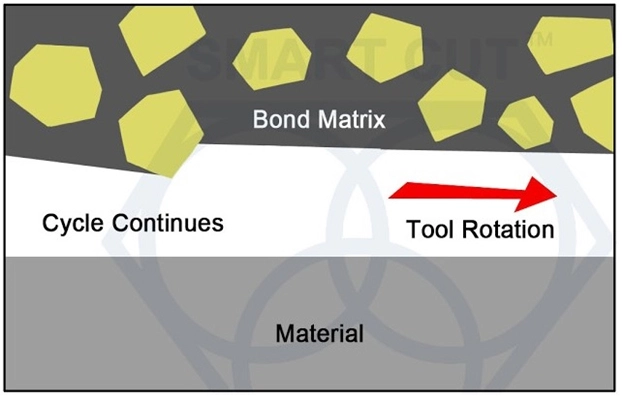
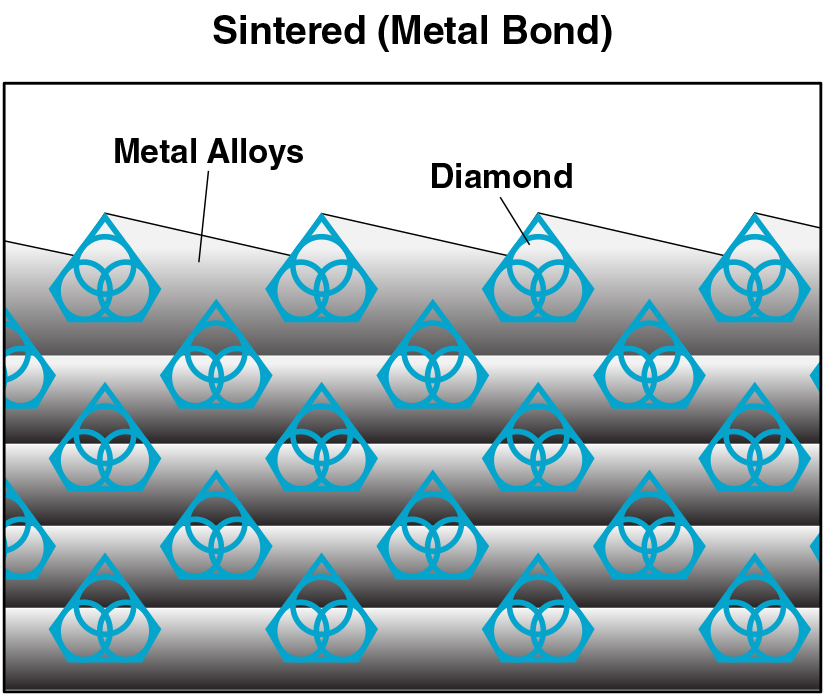
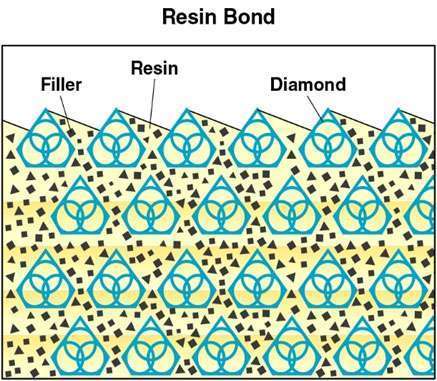
Diamonds or CBN Crystals are activated only at the exposed layer. As Bond Matrix layer begin to wear out, diamonds in a new Bond Matrix layer are immediately activated, substituting the already used up diamond layer. The SMART CUT® Bond Diamond Bond makes sure every diamond is in the right place and at the right time, working where you need it most.
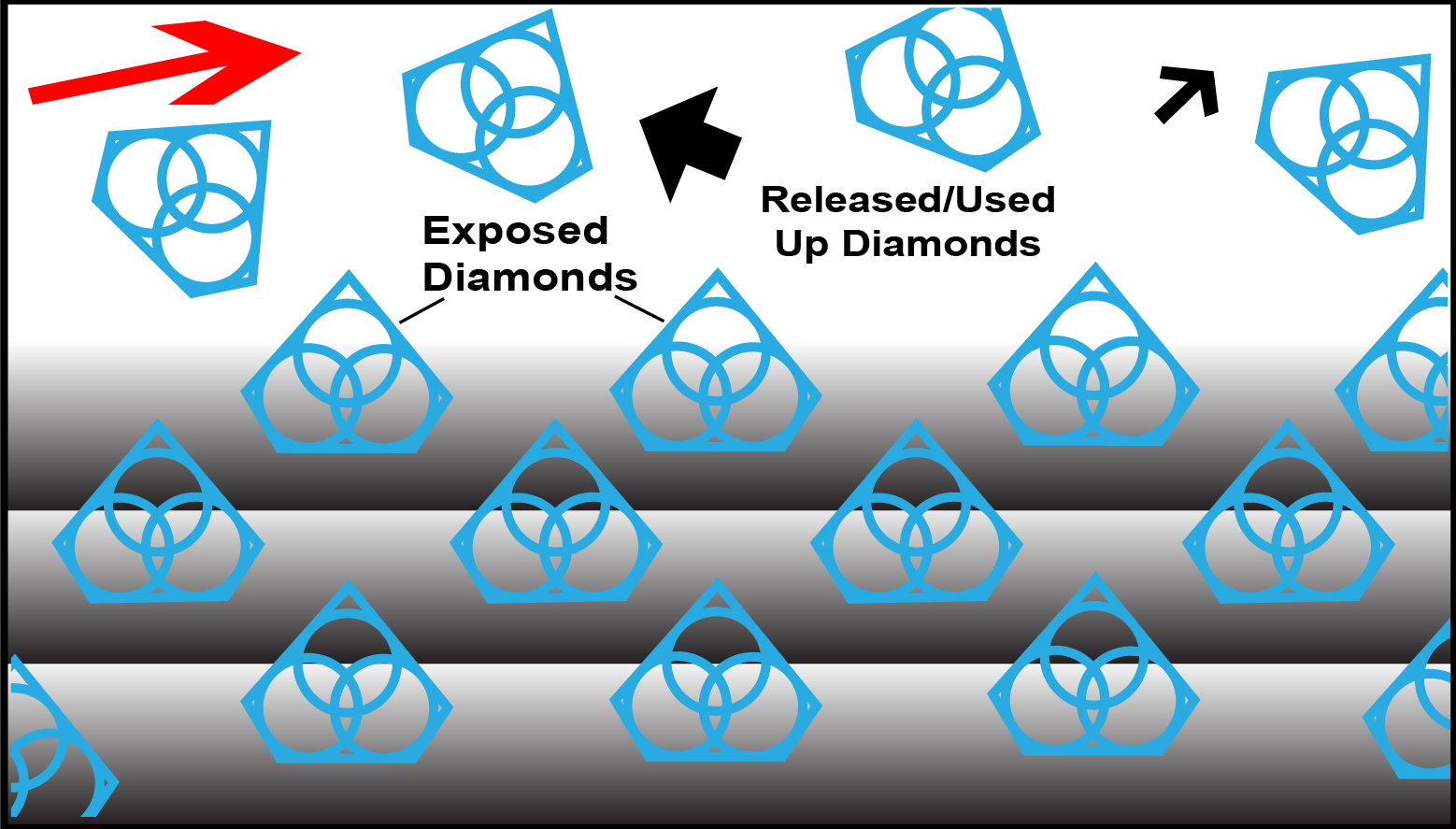
The newly exposed diamonds don't effect diamonds already working on the material. Unlike many other diamond bonds, diamonds in a SMART CUT® remains sharp and grow sharper with each cut, prolonging product life and consistent performance.
This advanced formulated open diamond bond design insures minimal chipping, fast cut, constant speed of cut, minimal cutting noise, and most important of all, consistent performance.
-
 Alloy steels (45-68 RC)
Alloy steels (45-68 RC)
-
Carbon tool steels (45-68 RC)
-
Die steel (45-68 RC)
-
High speed steel (45-68 RC)
-
Chilled cast iron
-
Ni Hard
-
Forged steel
-
Meehanite iron
-
Moly chrome steel rolls
-
Inconel 600
-
Rene
-
Monel
-
Stellite
-
Colmonoy
-
Waspoloy

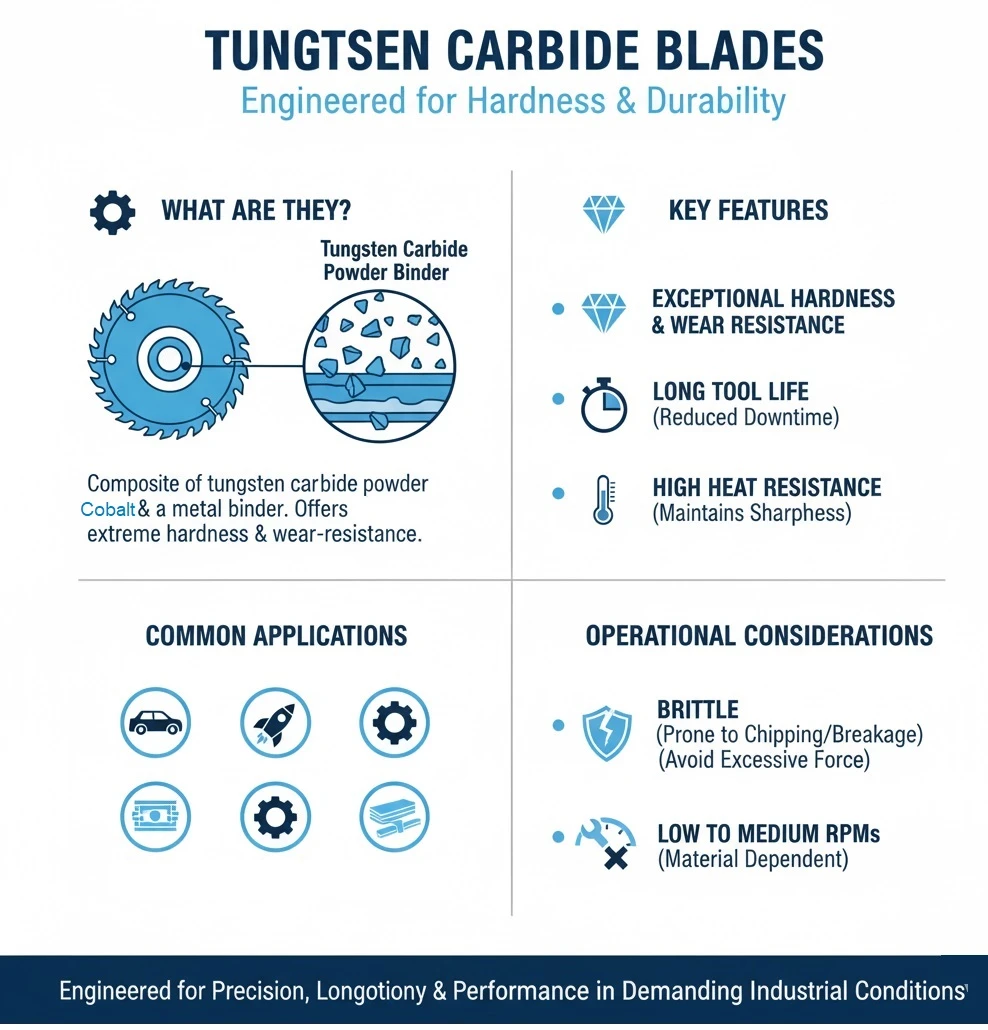 One of the key advantages of tungsten carbide blades is their ability to withstand high temperatures generated during cutting. This heat resistance, combined with their hardness, allows them to cut through materials that would quickly wear down other types of blades. However, tungsten carbide blades are also brittle, meaning they can be more prone to chipping or breaking under extreme pressure or impact.
One of the key advantages of tungsten carbide blades is their ability to withstand high temperatures generated during cutting. This heat resistance, combined with their hardness, allows them to cut through materials that would quickly wear down other types of blades. However, tungsten carbide blades are also brittle, meaning they can be more prone to chipping or breaking under extreme pressure or impact.
In terms of RPMs, tungsten carbide blades typically operate at low to medium speeds , depending on the material being cut. The blade’s rigidity and heat resistance enable it to maintain performance at these speeds, but care must be taken to avoid excessive force that could cause damage.
CVD Diamond Blades
CVD (Chemical Vapor Deposition) diamond blades are cutting tools that utilize a layer of synthetic diamond produced through a chemical vapor deposition process. This method involves depositing a thin, uniform layer of diamond onto a substrate, typically made of tungsten carbide or another suitable material, under specific conditions of temperature and pressure. The resulting CVD diamond coating offers many of the benefits of natural diamond, such as extreme hardness and wear resistance, but with enhanced thermal stability and uniformity.
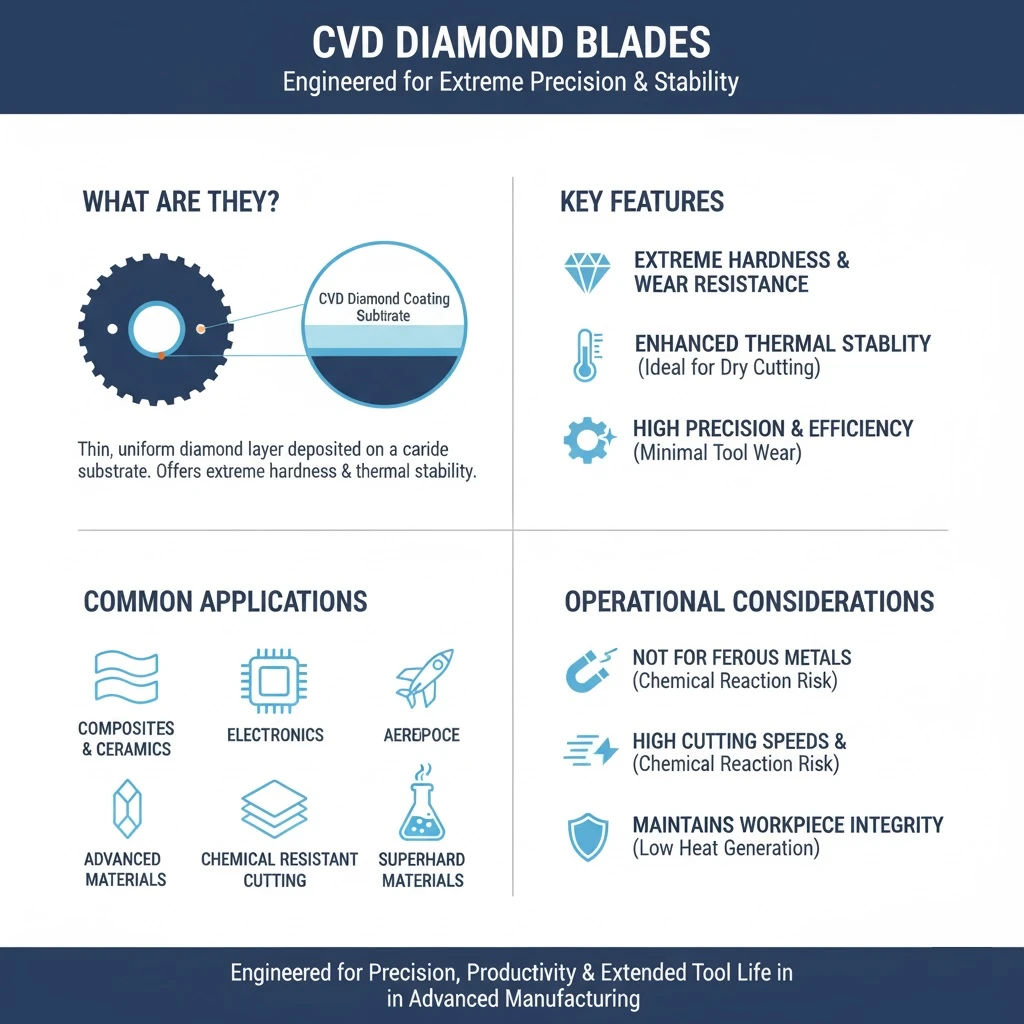
CVD diamond blades are prized for their ability to perform precise, high-performance cutting on a wide range of materials, including non-ferrous metals, composites, ceramics, and various superhard materials. The thin diamond coating allows for high cutting speeds and minimal tool wear, making CVD diamond blades ideal for applications requiring a high degree of accuracy and efficiency. They are commonly used in industries such as aerospace, electronics, and advanced manufacturing, where cutting-edge precision is critical.
One of the key advantages of CVD diamond blades is their ability to maintain sharpness over extended periods, even under harsh operating conditions. The uniform diamond layer provides consistent cutting performance and reduces the need for frequent blade changes, thus improving productivity. Additionally, CVD diamond blades are highly resistant to chemical reactions, making them suitable for machining materials that would otherwise cause rapid wear on conventional tools.
CVD diamond blades also excel in dry cutting applications where lubrication or cooling is not feasible. The thermal conductivity of the diamond helps dissipate heat away from the cutting edge, reducing the risk of thermal damage to both the blade and the workpiece. This makes them particularly useful in applications where maintaining the integrity of sensitive materials is essential.
PCD Diamond Blades
PCD (Polycrystalline Diamond) blades are another advanced cutting tool that incorporates diamond, but with a different manufacturing process and structure compared to CVD diamond blades. PCD is created by sintering together numerous small diamond particles under high pressure and temperature, forming a polycrystalline structure. This diamond layer is then typically bonded to a carbide substrate, resulting in a tool that combines the hardness of diamond with the toughness and impact resistance of carbide.
PCD diamond blades are known for their exceptional durability and wear resistance, making them suitable for cutting abrasive materials that would quickly wear down other types of blades. These blades are commonly used for cutting composites, wood, laminates, plastics, non-ferrous metals, and other abrasive materials. The polycrystalline structure of the diamond layer provides multiple cutting edges, allowing the blade to maintain sharpness over extended periods, even in challenging applications.
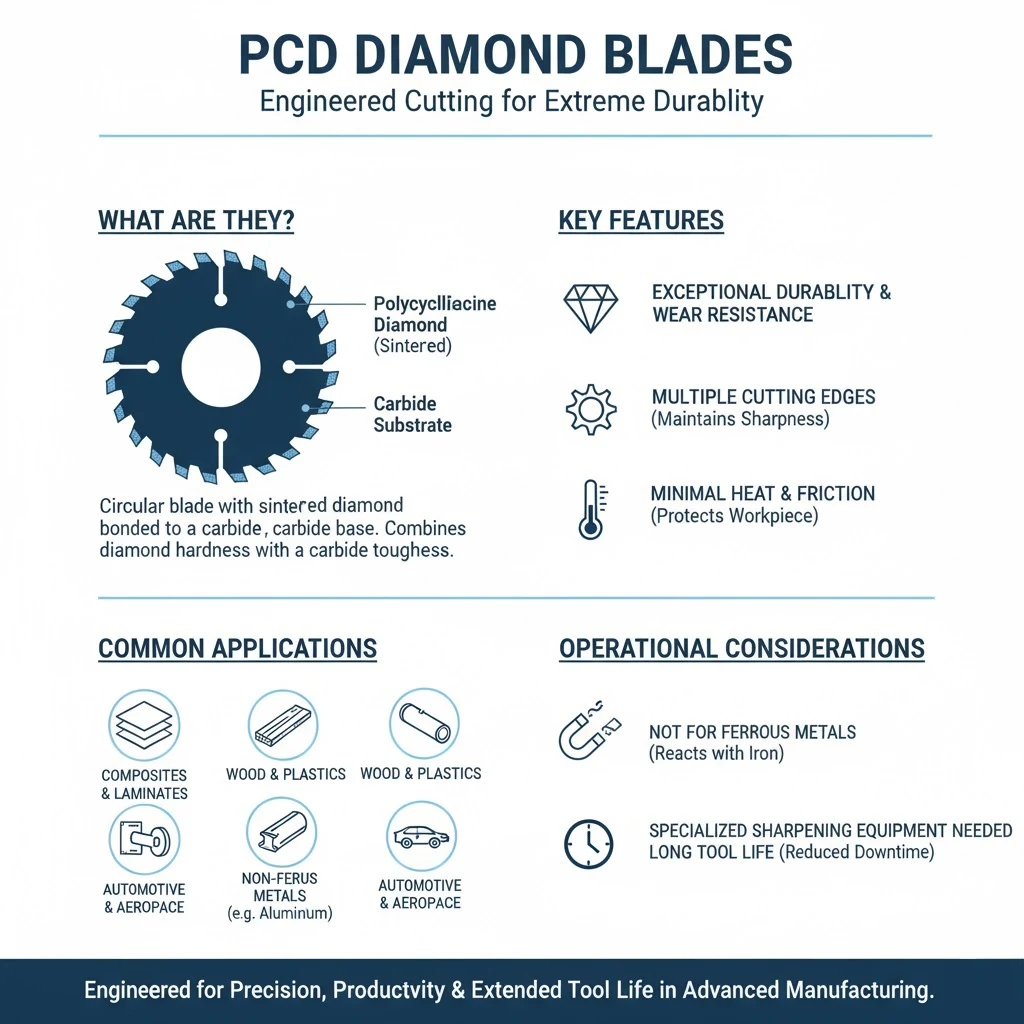
The wear resistance of PCD diamond blades is particularly beneficial in high-volume manufacturing processes, where consistent performance and long tool life are critical to maintaining productivity and reducing downtime. PCD blades are often used in industries such as woodworking, automotive, aerospace, and construction, where they are employed for tasks ranging from precision trimming of composite materials to high-speed machining of aluminum and other non-ferrous metals.
One of the key benefits of PCD diamond blades is their ability to cut materials with minimal heat generation and friction, which helps to preserve the integrity of the workpiece and prevent thermal damage. The toughness of the PCD structure also allows these blades to withstand the impact and stress associated with high-speed cutting operations, reducing the risk of chipping or breakage.
However, while PCD diamond blades are incredibly durable, they are more challenging to sharpen and require specialized equipment for maintenance. Additionally, PCD is not suitable for cutting ferrous metals, as the carbon in the diamond can react with iron at high temperatures, leading to rapid wear and tool degradation.

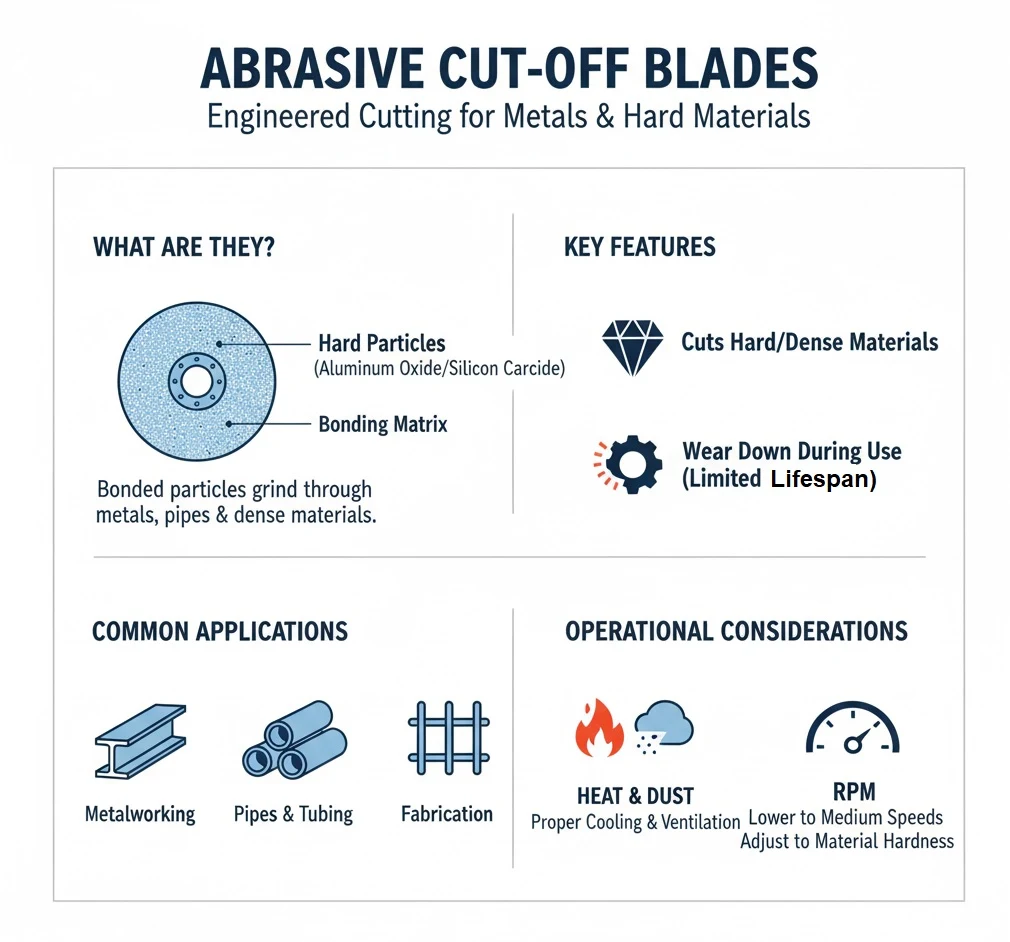
Abrasive blades generate significant heat and dust during cutting, so proper cooling and ventilation are important to maintain performance and safety. They typically operate at lower to medium RPMs, as excessive speed can increase wear and reduce blade life. The choice of RPM depends on the material’s hardness and density, with harder materials requiring slower speeds to avoid excessive heat and wear.

-
Cross-application capabilities
-
Superior long life
-
More consistency in performance
-
More durability
-
Less material deformation
-
Lower tool costs relative to work done
-
Faster cutting that lowers labor costs
-
Increased production
-
Less power consumed and less strain on machinery
-
Less waste due to excessive breakage or inability to control production tolerances
-
Smoother cutting that may eliminate further finishing
-
Nearly constant blade diameter and cutting ability throughout blade life
-
Minimal chipping
-
Minimal machining noise
-
Minimal tool dressing / diamond re-exposure









Typical tolerances for the outside diameter of diamond and CBN blades can range from ±0.1 mm to ±0.5 mm, depending on the blade’s size and the application’s requirements. For smaller, precision blades used in microelectronics or fine cutting applications, tighter tolerances are necessary to achieve the high level of accuracy required. Larger blades used in construction or heavy-duty applications may have slightly wider tolerances but still need to be carefully controlled to avoid issues with balance and cutting efficiency.
Maintaining strict outside diameter tolerances is vital for ensuring that the blade's edge tracks correctly during cutting, avoiding deviations that could lead to uneven cuts or material damage.
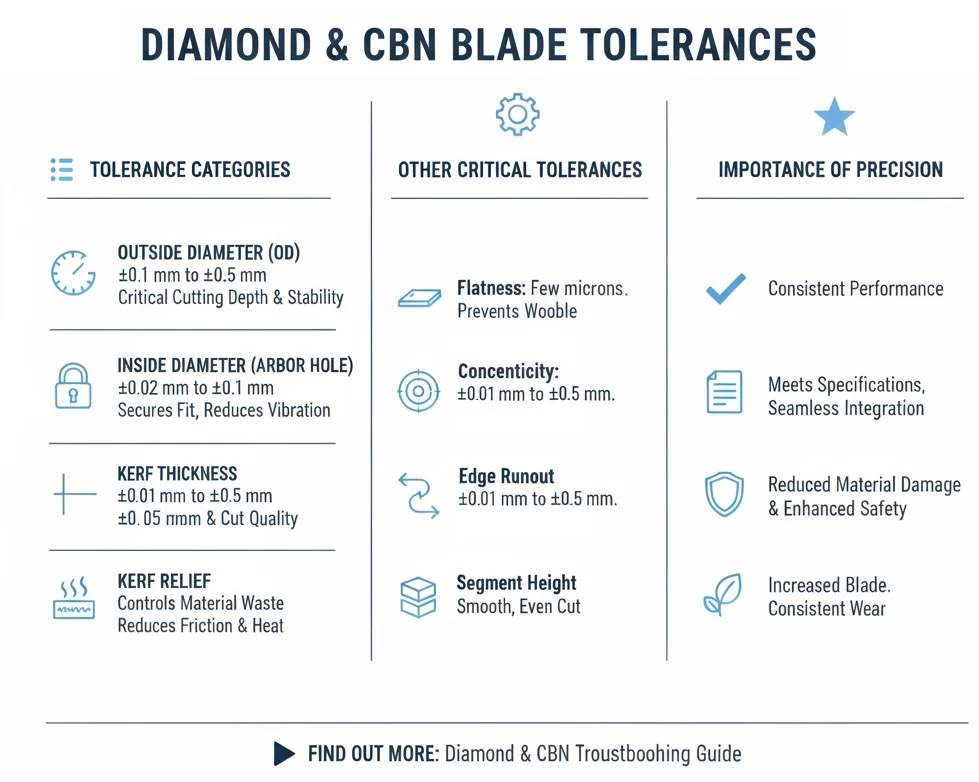
Inside Diameter (Arbor Hole) Tolerances - The inside diameter, or arbor hole, is another crucial tolerance that determines how securely the blade fits onto the machine’s spindle. A precise fit is essential for maintaining the blade’s stability during operation, reducing vibration, and ensuring accurate cuts.
Arbor hole tolerances are typically very tight, often within the range of ±0.02 mm to ±0.1 mm, to ensure a snug fit that prevents any wobble or misalignment. Even slight variations in the inside diameter can lead to significant issues, such as blade slippage, imbalance, or excessive wear on both the blade and the machine. This tight control over the inside diameter tolerance ensures that the blade remains firmly seated during cutting, providing consistent performance and extending the blade's life.
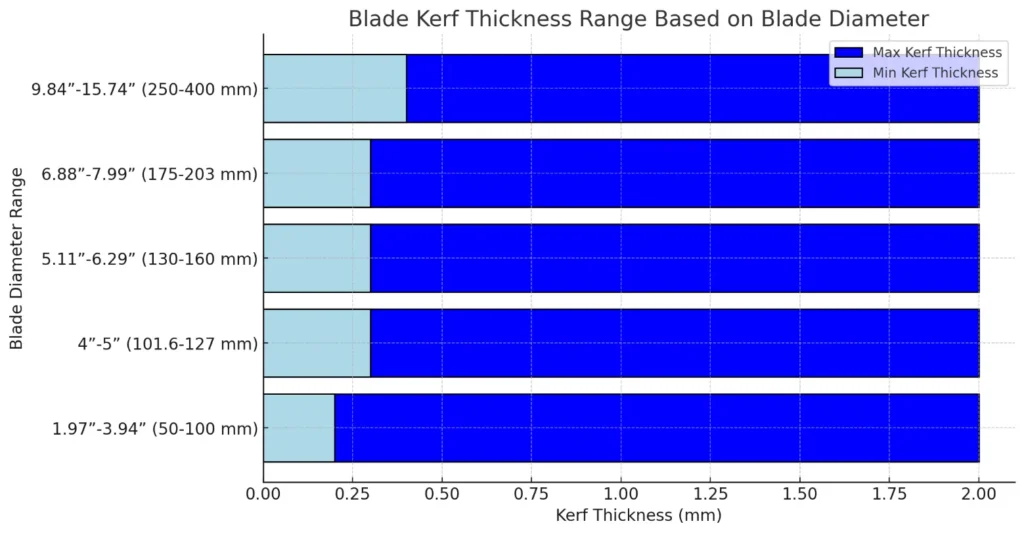
Kerf Thickness Tolerances - Kerf thickness refers to the width of the cut made by the blade, and maintaining tight tolerances here is critical for controlling material waste, cut quality, and overall precision. The kerf thickness tolerance typically ranges from ±0.01 mm to ±0.05 mm, depending on the application.
For applications requiring high precision, such as in the semiconductor or optics industries, the kerf thickness must be meticulously controlled to ensure minimal material loss and to produce the exact desired cut width. In industrial applications where robustness and durability are prioritized, slightly wider tolerances may be acceptable, but even in these cases, maintaining a consistent kerf is crucial to avoid uneven cuts or increased material waste.
Precise kerf thickness tolerances also contribute to the blade’s overall stability and cutting efficiency, as variations can affect the blade’s ability to track properly through the material.
Kerf Relief Tolerances - Kerf relief refers to the design feature that reduces the amount of material in the blade's body, often through the use of cooling slots or other forms of material removal. This feature is essential for reducing friction, dissipating heat, and preventing blade warping during high-speed cutting.
The tolerances for kerf relief are typically controlled within ±0.05 mm to ±0.1 mm, depending on the blade’s design and application. Maintaining consistent kerf relief tolerances ensures that the blade can operate efficiently without generating excessive heat or experiencing deformation. This is particularly important in high-speed or heavy-duty cutting applications where the blade is subjected to significant stress and heat.
Other Tolerances
In addition to the critical tolerances for outside diameter, inside diameter, kerf thickness, and kerf relief, several other tolerances must be managed to ensure the blade's overall performance and reliability:
-
Flatness: The flatness of the blade, particularly in larger diameter blades, is crucial to prevent wobbling or deviation during cutting. Flatness tolerances are often controlled within a few microns, ensuring the blade remains stable and provides a clean, accurate cut.
-
Concentricity: This refers to how centered the blade is relative to its arbor hole. Poor concentricity can cause imbalance, leading to vibration and poor cut quality. Tolerances for concentricity are typically very tight, often within ±0.01 mm to ±0.05 mm.
-
Edge Runout: Edge runout measures the wobble or deviation of the blade’s cutting edge as it rotates. Tight control over edge runout is necessary to ensure the blade cuts smoothly and evenly. Runout tolerances are usually kept within a range of ±0.01 mm to ±0.05 mm.
-
Segment Height: For segmented blades, the height of each segment relative to the blade’s surface must be consistent to ensure even wear and cutting performance. Segment height tolerances are typically controlled within ±0.1 mm.
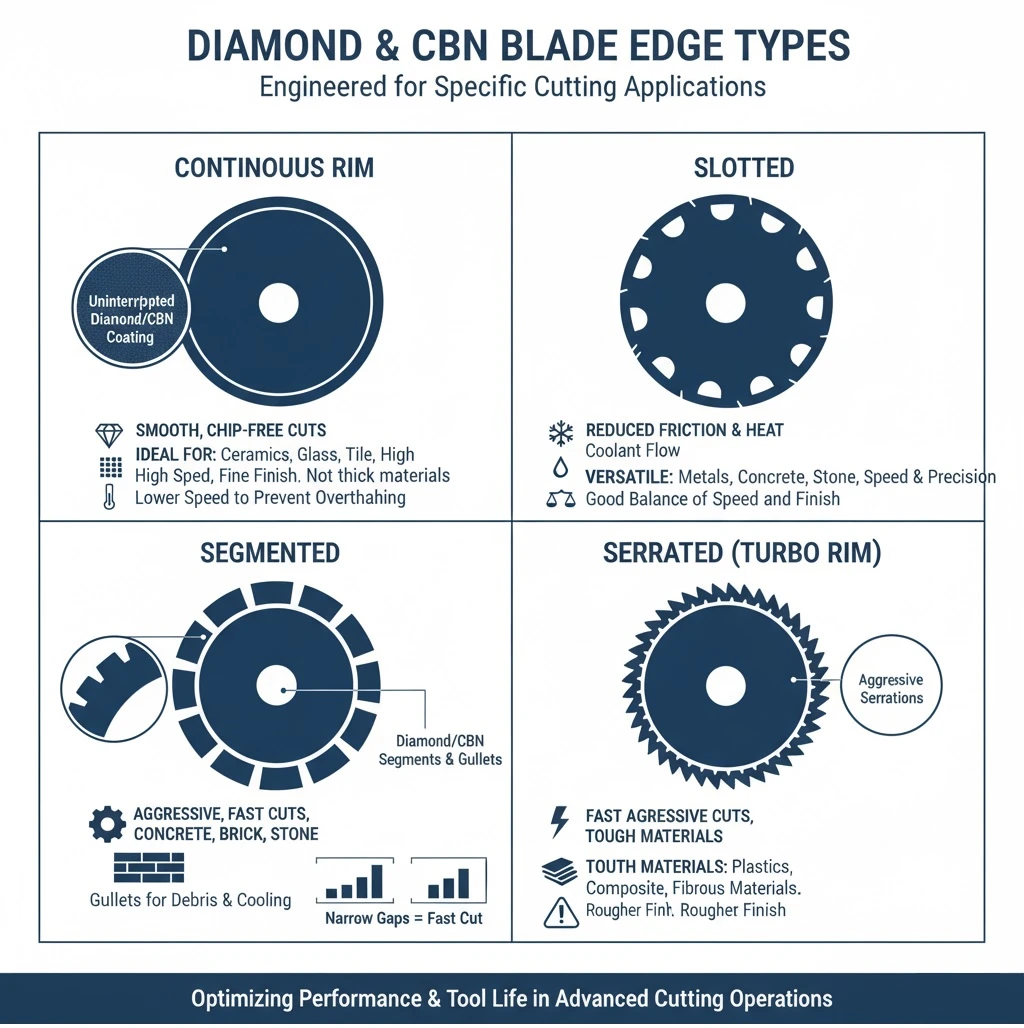
When selecting a diamond or CBN blade, one of the important considerations is the edge type, which significantly impacts the blade’s cutting performance, speed, and suitability for various materials. The four primary edge types for diamond and CBN blades are continuous rim, slotted, segmented, and serrated. Each edge type offers distinct advantages and is tailored to specific cutting applications.







|
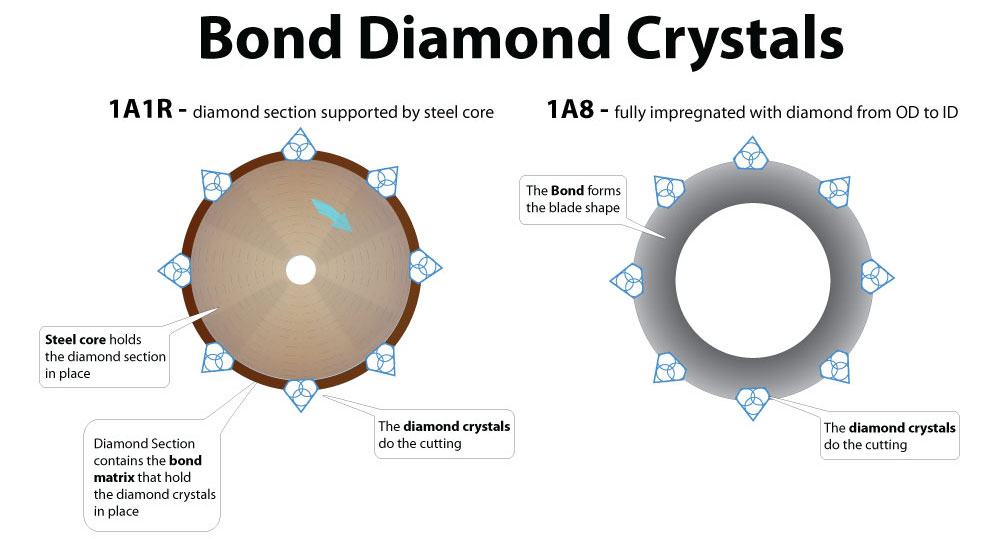
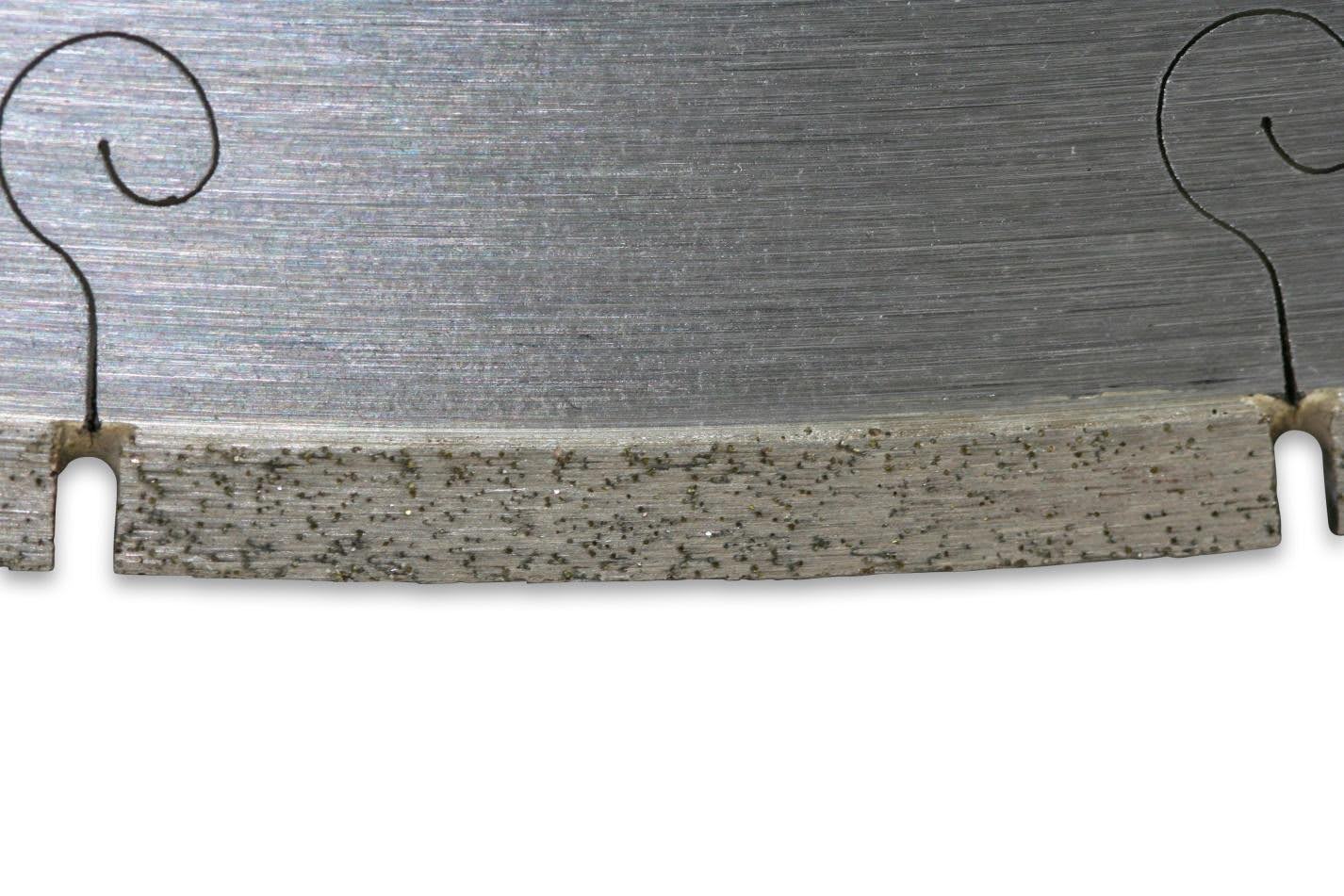
Relief Design: The relief design means that the blade has a thinner steel core compared to the diamond section. This configuration reduces the amount of material in contact with the cutting surface, minimizing friction and heat generation. As a result, the blade can cut more smoothly and efficiently, reducing wear and extending the blade's lifespan. Steel Core: The core of the blade is made of high-quality steel, providing the necessary strength and rigidity to handle high-load cutting operations. The steel core's thinner profile ensures flexibility and precision, making it ideal for intricate cuts and maintaining tight tolerances. Diamond Section Thickness: The diamond section is thicker than the steel core, providing a robust cutting edge that can handle various materials. The thickness of the diamond section ensures durability and long-lasting performance, even in demanding applications. |
1A1RDiamond Cut Off blade with relief. This blade has steel core. Core thickness is thinner than diamond section thickness. This is the most common diamond blade used in most diamond cut off operations, across wide variety of industries. Description: A flat, continuous rim blade with no slots. Application: Ideal for smooth, precision cutting with minimal chipping. Commonly used in applications requiring a fine finish, such as glass, ceramics, and delicate materials. |
|
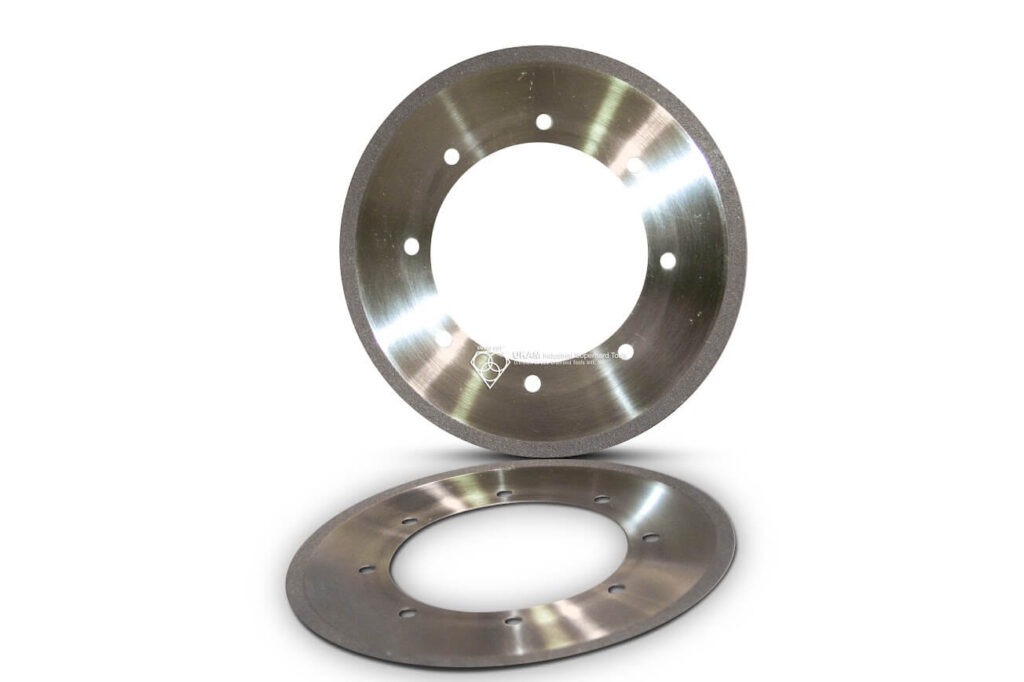
The 1A1 wheel shape is one of the most common and straightforward wheel shapes used in grinding and cutting applications. The 1A1 diamond wheel shape is a flat, straight-edged wheel with a concentric circle design, where the abrasive diamond particles are embedded in the perimeter of the wheel.
Shape: The 1A1 wheel shape is flat and has a straight profile with no recesses or flaring. Edge: The edges are straight and perpendicular to the face of the wheel, providing a clear and precise cutting surface. Face: The face of the 1A1 wheel is typically flat and used for grinding or cutting. Diameter and Thickness: The diameter and thickness of the 1A1 wheel can vary based on the specific application requirements. |
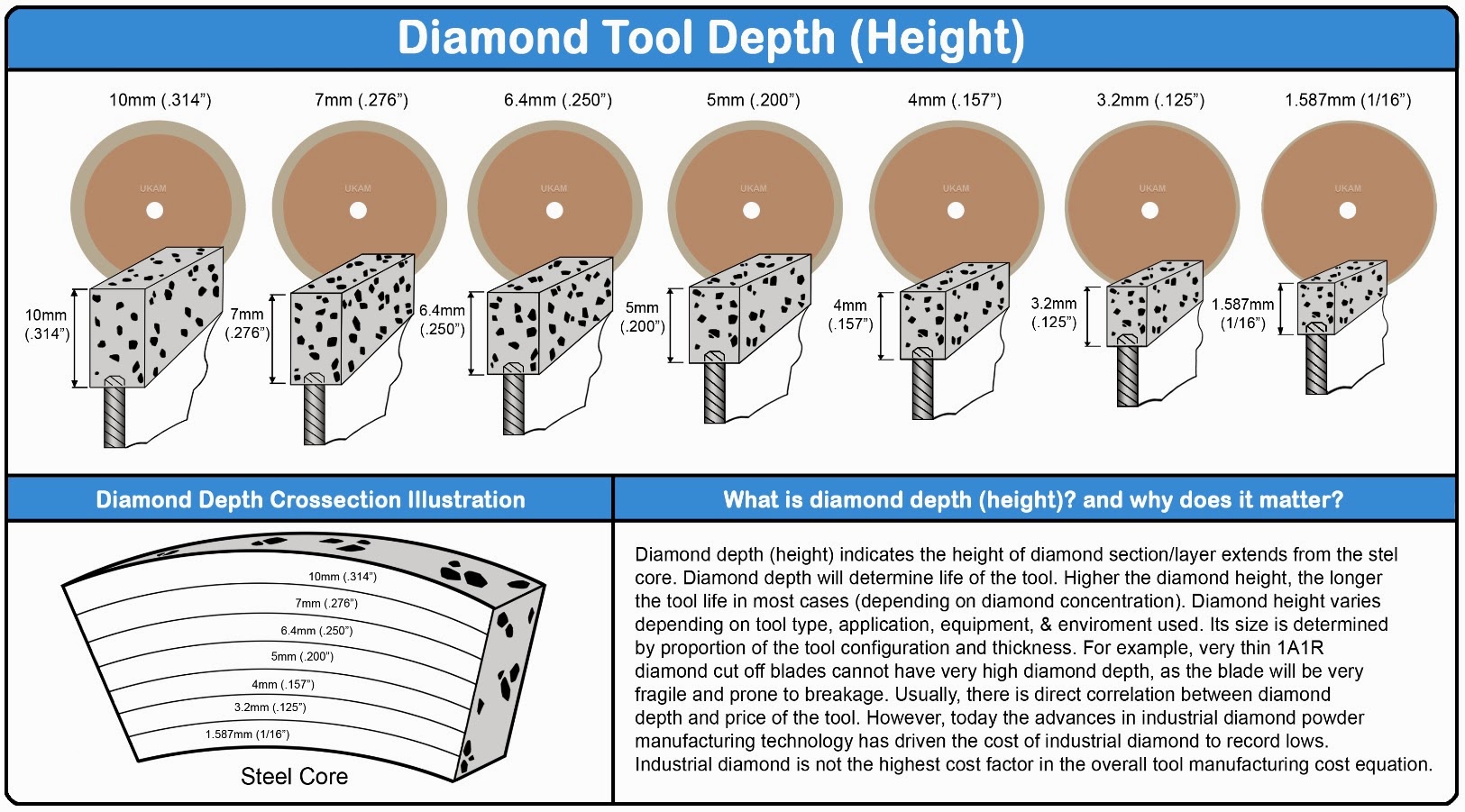
1A1The 1A1 diamond blade features no relief, meaning the diamond section and core thickness are identical. This uniformity ensures stability and precision during cutting operations. Application: These blades are especially suited for gang saw applications involving hard brittle materials, glass, optics, and composites. The inherent rigidity of the blade makes it ideal for high load and deep cut depth processing. The cut depth is limited to the height of the diamond section. Kerf Thickness: The width of the cut made by the blade, which matches the core thickness. This consistent thickness ensures stability and precision during cutting. Typical kerf thickness ranges from 0.12 inches (0.3 mm) to 0.125 inches (3.2 mm). Core Thickness: The actual thickness of the blade itself, matching the kerf thickness. This consistency is crucial for maintaining the blade's structural integrity and providing precise cuts. Diamond Depth (Height): The maximum cutting depth is limited to the height of the diamond section on the blade, dictating how deep the blade can cut into a material. Available diamond depths range from 1.58 mm (1/16 inch) to 14 mm (9/16 inch), meaning the blade can only cut as deep as the diamond section extends. |




|
|
1A8 blade - fully impregnated with diamond and designed with a broad, flat edge to maximize contact with the material. It is well-suited for high-volume material removal in tough materials, providing consistent performance across a range of hard and brittle composites. This blade is ideal for applications requiring rapid, uniform cutting. 1E8 blade - features a flat edge profile and is also fully impregnated with diamond. It is tailored for demanding environments where durability and a consistent cutting edge are crucial. This blade excels in cutting hard, abrasive materials, ensuring long blade life and uniform cutting capabilities. 1M8 blade - fully impregnated with diamond, has a modified edge to enhance cutting strength and performance. It offers superior wear resistance and is ideal for slicing through dense, abrasive materials like advanced ceramics and metal matrix composites. This blade ensures precision cutting with minimal thermal damage. 1N8 blade - presents a continuous, smooth rim fully impregnated with diamond. It delivers excellent performance in delicate applications such as slicing semiconductor materials or intricate electronic components, where maintaining cut quality and component integrity is essential. 1V8 blade - fully impregnated with diamond and features a v-shaped edge designed for specialized tasks. This blade is particularly useful for making precise v-grooves or detailed angled cuts in the manufacturing of fine ceramics or optical components, where precision is of utmost importance. |


-
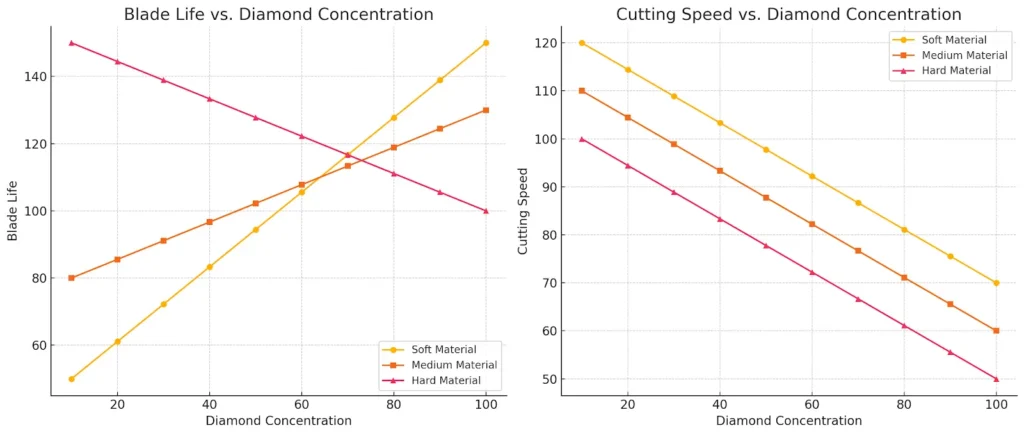
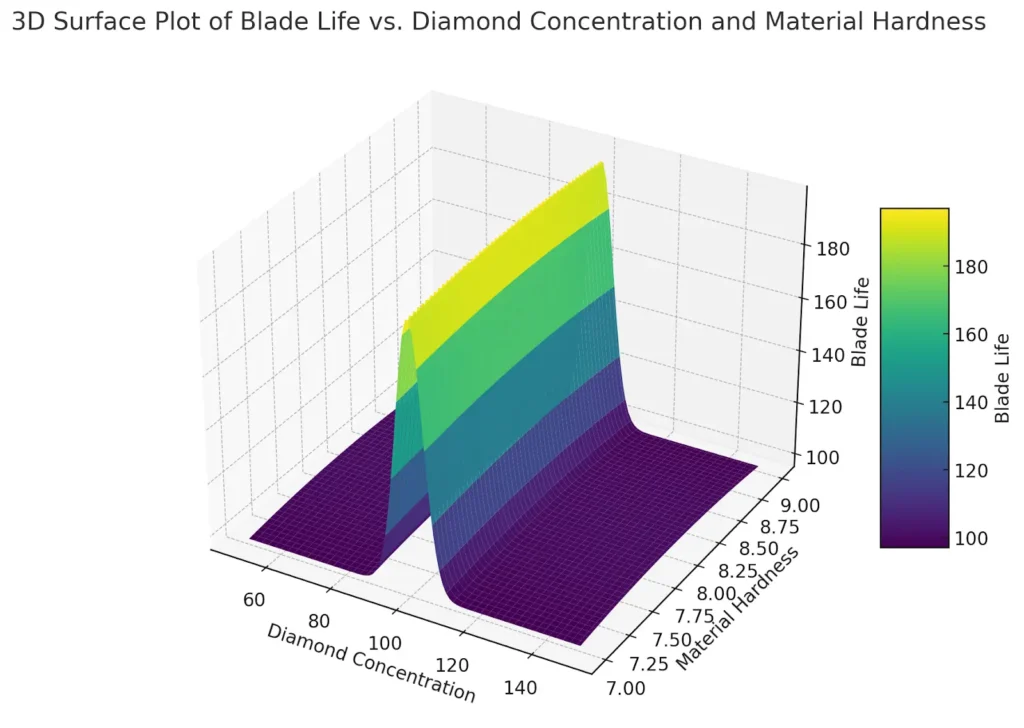
aterial Being Cut: The hardness and abrasiveness of the material dictate the needed concentration. Softer, more abrasive materials generally require higher concentrations to compensate for faster diamond erosion.
-
Bond Type and Hardness: The bond holds the diamond particles in place. Its hardness and the type (metallic, resin, vitrified) should complement the diamond concentration to balance blade life and cutting efficiency.
-
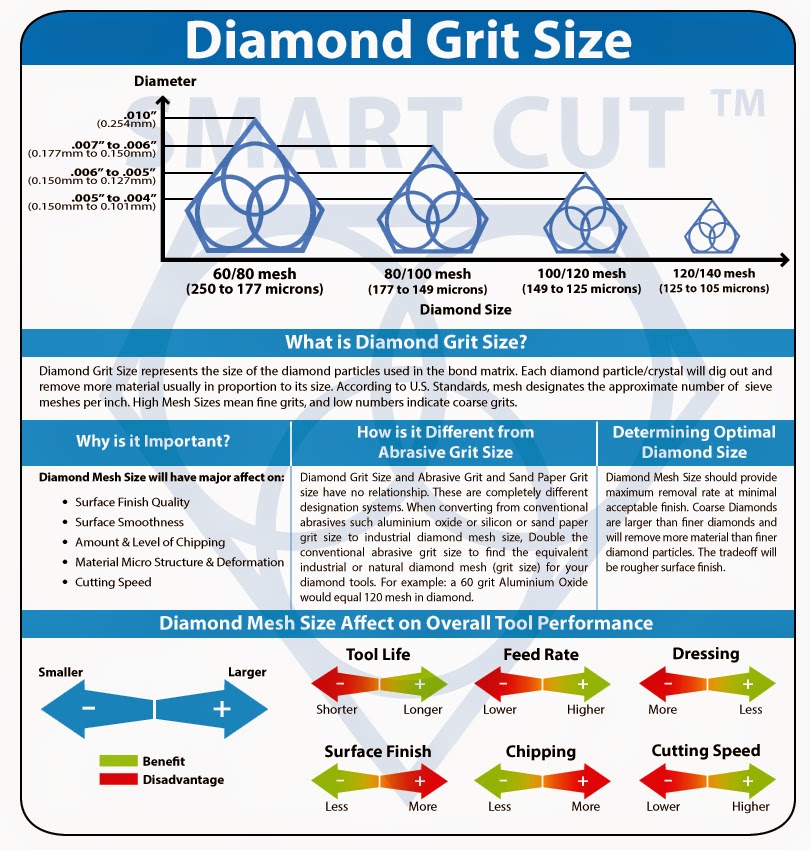
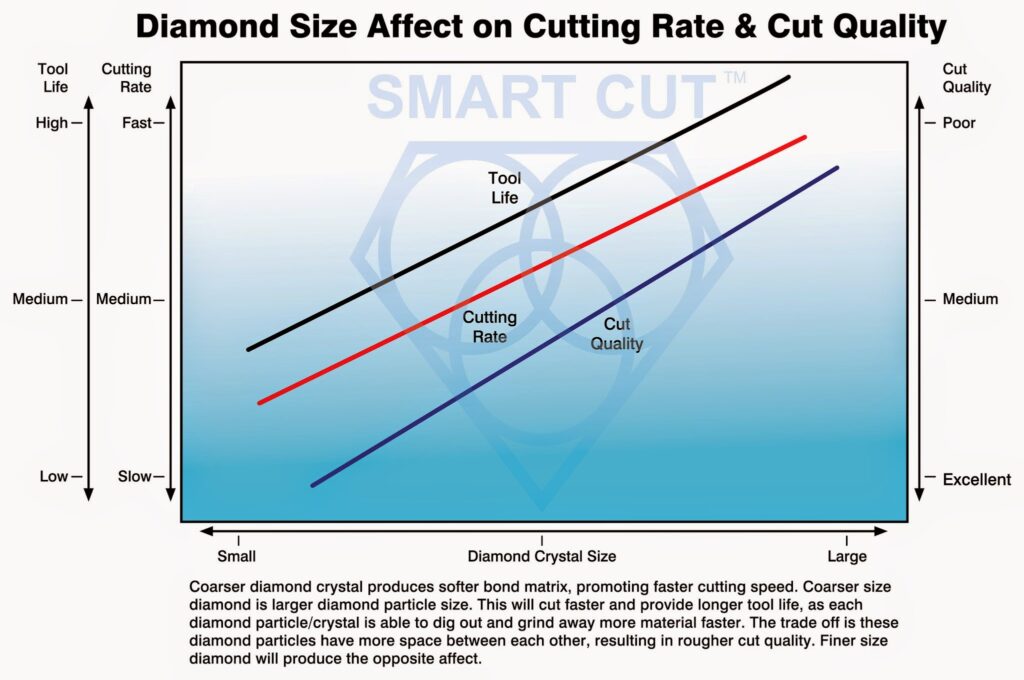
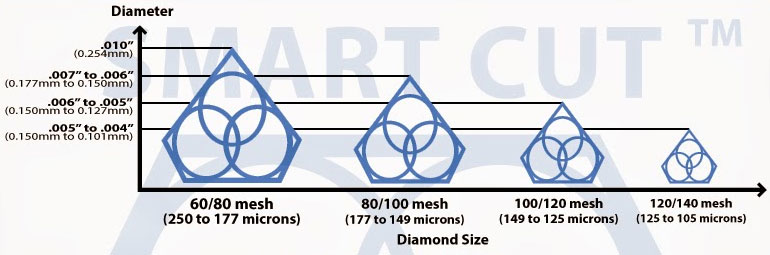
Diamond Mesh Size: Larger diamonds (lower mesh size) may require different concentrations compared to smaller diamonds (higher mesh size) to achieve the desired cutting surface and performance.
-
Cutting Speeds: Higher speeds often require adjustments in concentration to prevent premature diamond shedding and excessive heat generation.
-
Coolants Used: The type and flow of coolant can affect the blade's temperature and the rate of diamond erosion, influencing the suitable diamond concentration.
-
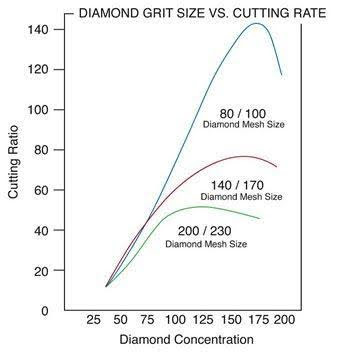
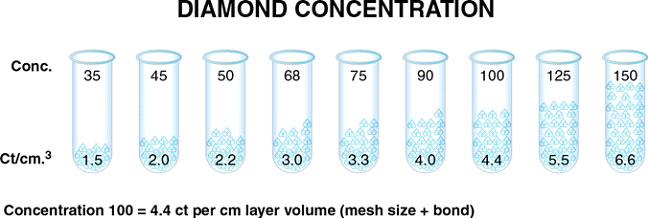
Concentration 25: Suitable for cutting soft, non-abrasive materials. This concentration might not suffice for high-production environments due to faster wear and tear.
-
Concentration 50: Recommended for a broad range of materials. It balances cutting efficiency with blade longevity, making it suitable for production settings.
-
Concentration 100: Ideal for extremely hard and dense materials. This higher concentration ensures smoother cuts and tighter tolerances, essential in applications requiring high precision.
-
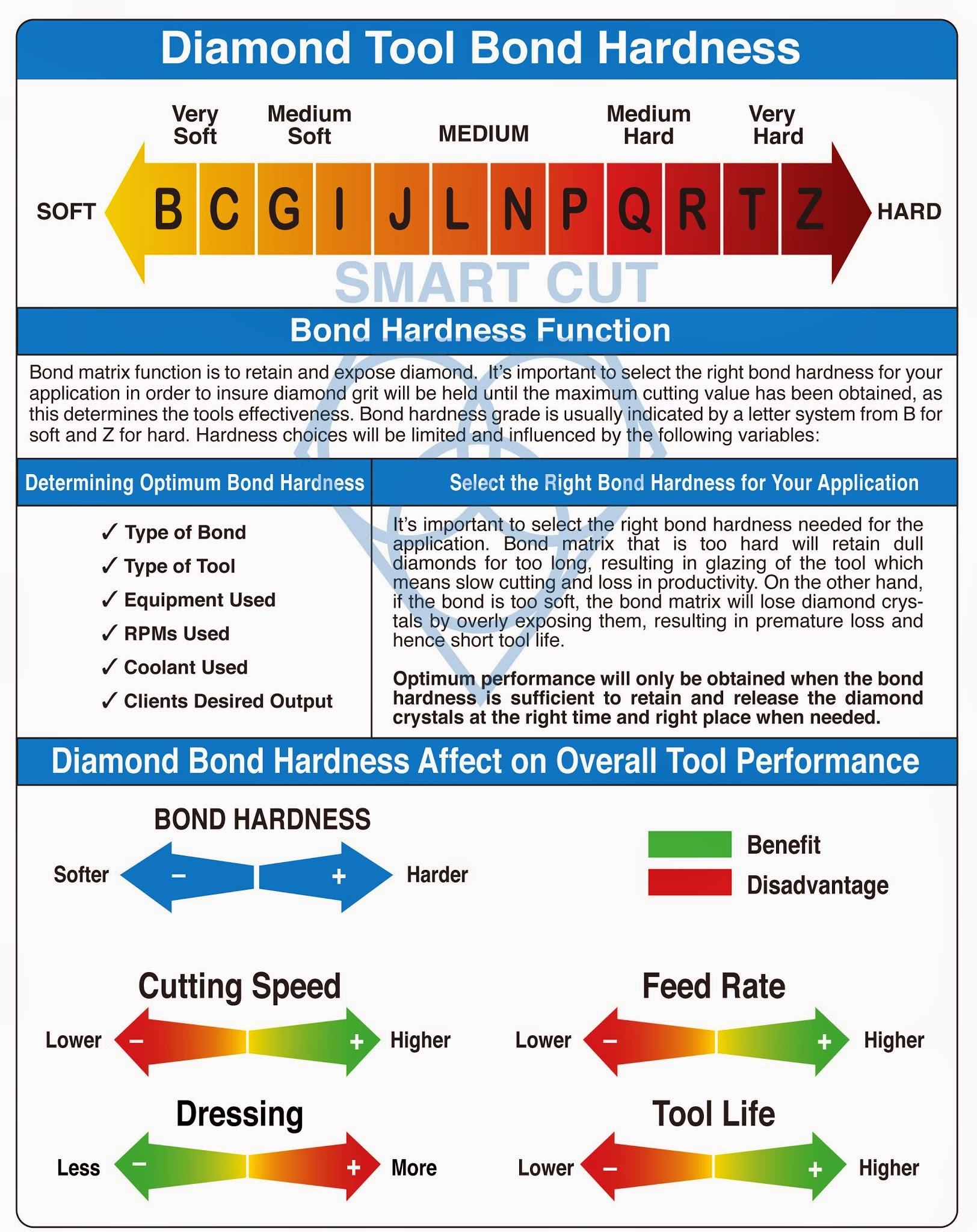
Material Hardness: Generally, harder bonds are employed for softer materials to mitigate premature wear. Conversely, softer bonds are preferred for harder materials as they facilitate quicker diamond exposure and accelerate the cutting process.
-
Abrasive Conditions: In situations involving highly abrasive materials, harder bonds are favored because they resist wear better, which helps to prolong the blade's lifespan.
-
Desired Cut Quality and Speed: Softer bonds tend to cut faster as they expose new diamonds more quickly. However, this can lead to a reduced overall lifespan of the blade due to quicker wear.

-
Material Hardness: For softer materials, harder bonds are typically preferred as they prevent premature wear. Conversely, for harder materials, softer bonds are favored because they allow quicker exposure of new abrasive particles, accelerating the cutting process.
-
Abrasive Conditions: In cutting highly abrasive materials, harder bonds are often selected because they resist wear better, which helps prolong the blade's lifespan.
-
Desired Cut Quality and Speed: Softer bonds generally enable faster cutting as they expose new abrasive particles more rapidly. However, this can result in a shorter overall blade lifespan due to quicker wear.
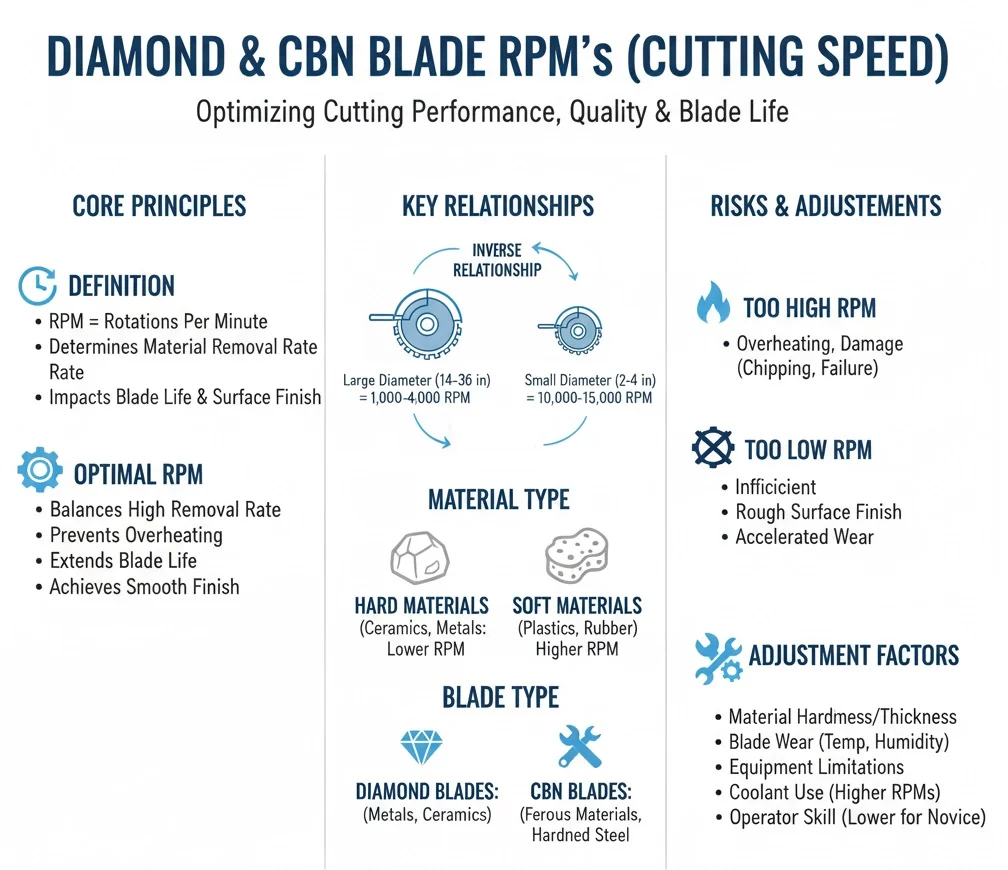
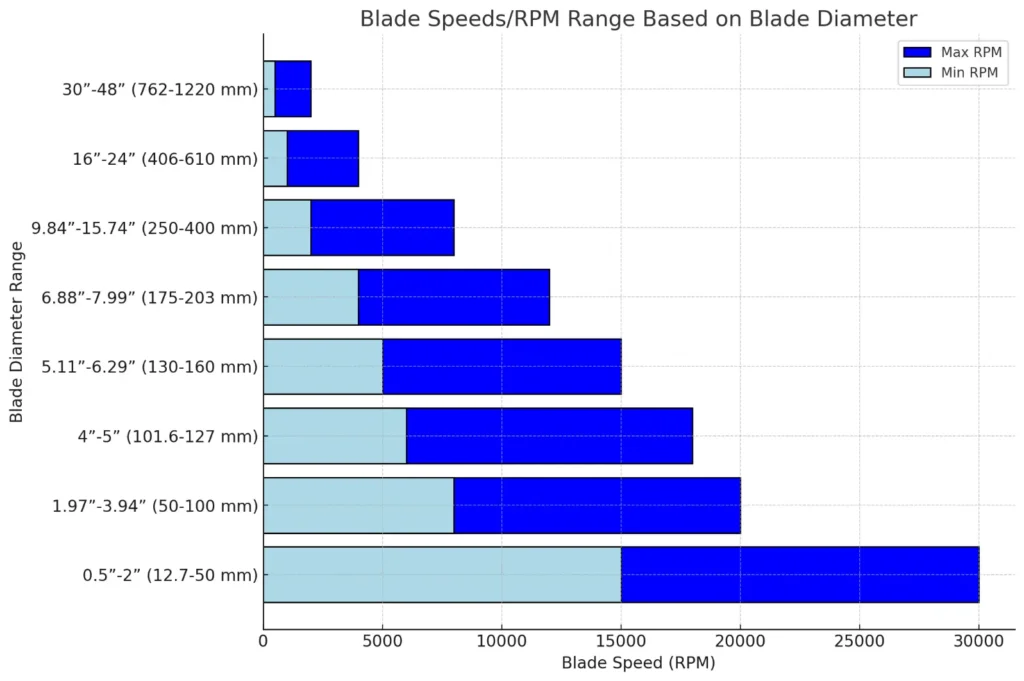
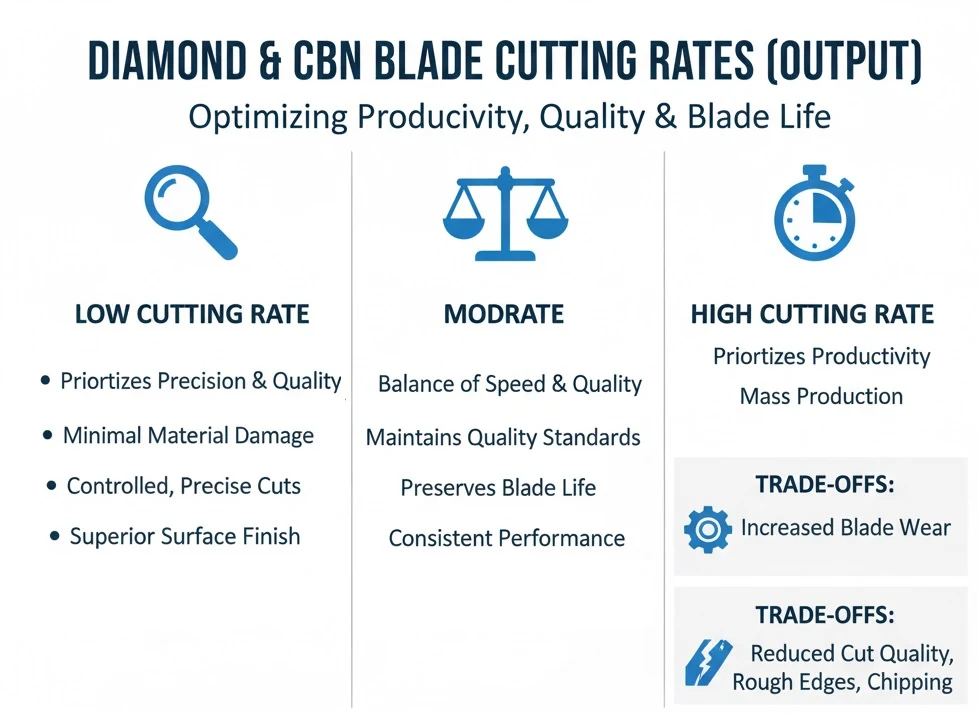
Using an incorrect RPM setting can lead to several issues. If the RPM is too high, it can cause the blade to overheat, which may damage both the blade and the material, leading to chipping or even complete blade failure. Excessive RPMs also accelerate wear on the blade’s cutting edges, shortening its useful life, and may result in a rough or uneven surface finish due to increased vibration and instability. Conversely, running a blade at too low of an RPM can lead to inefficient cutting, with slower progress and increased cutting force. This may also cause the blade to stall or bind in the material, potentially damaging both the blade and the workpiece, while requiring more force to achieve the desired cutting action, leading to higher stress on both the blade and the equipment.



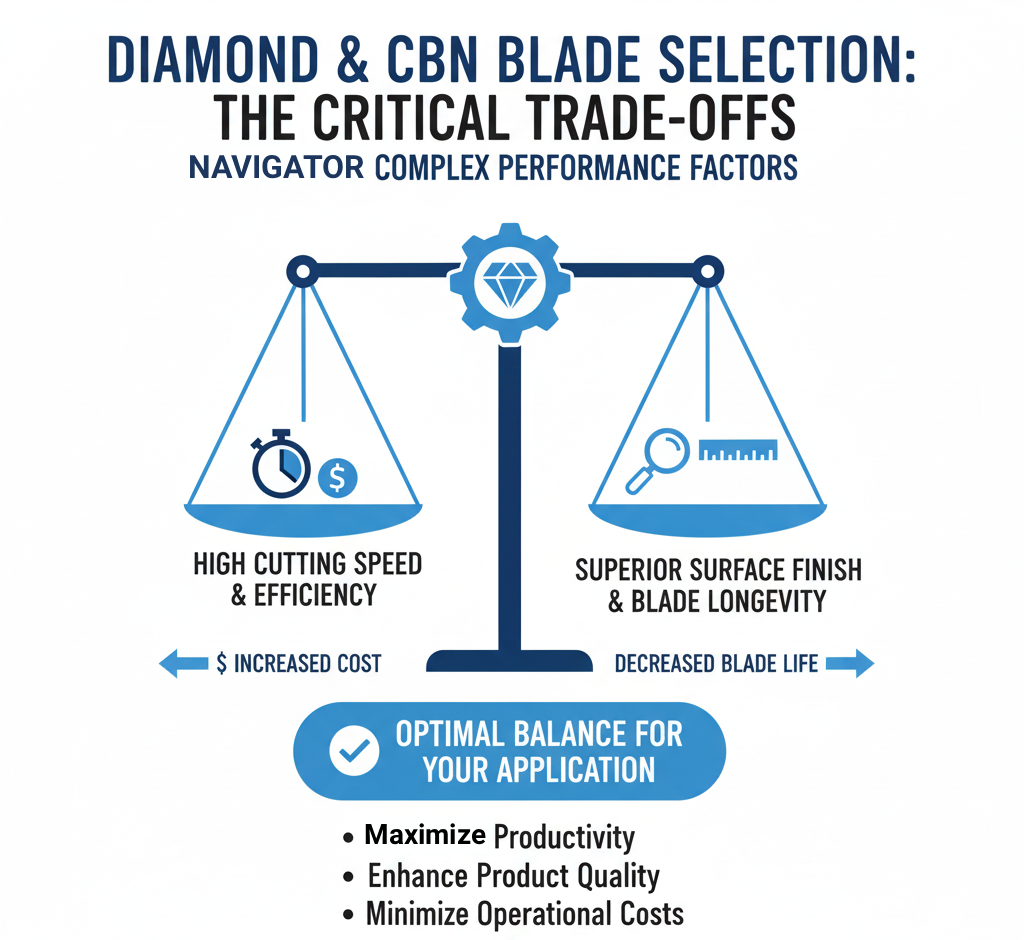
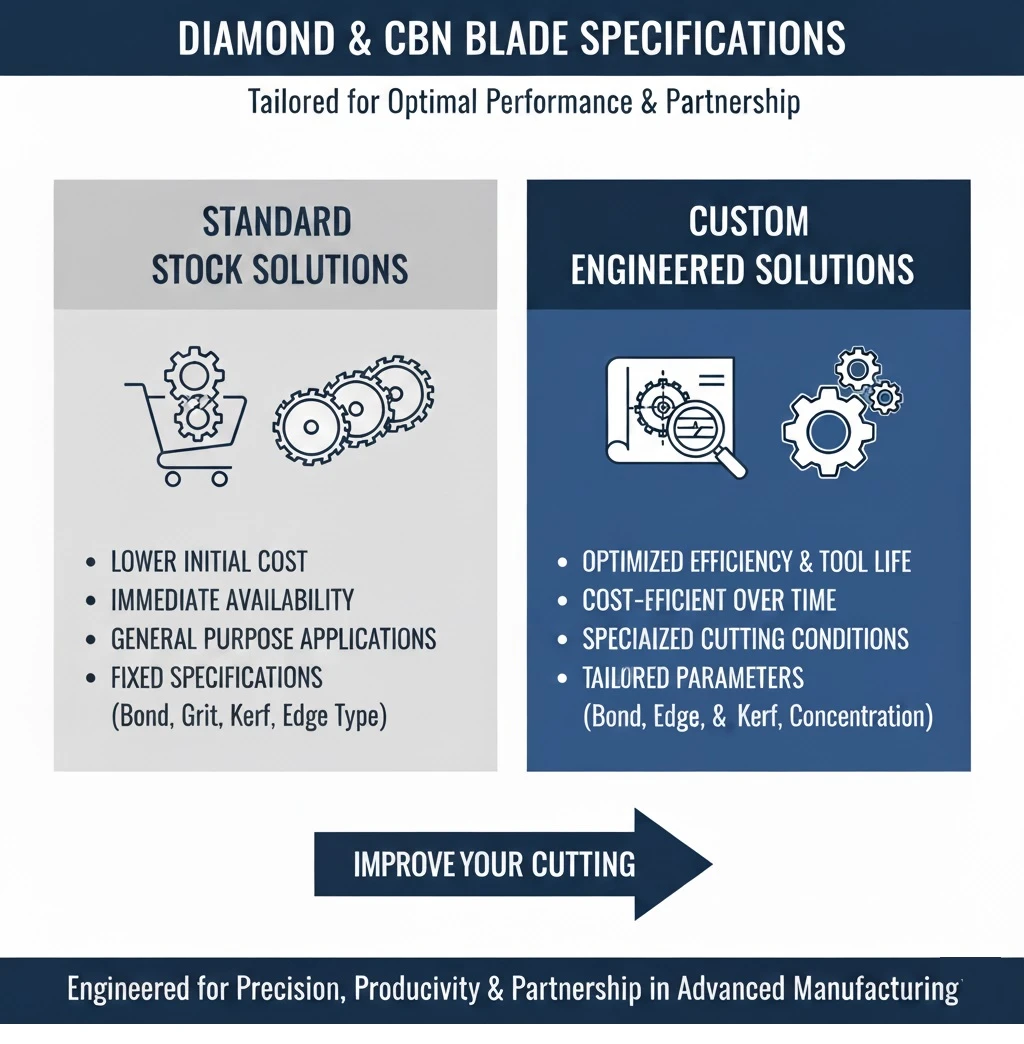 However, we also recognize that not every application falls within standard parameters. When you face specialized cutting conditions, unique material properties, or require specific features, specifications or functionality beyond what our standard stock blades can offer, our custom diamond and CBN blades provide the tailored solution you need. Custom blades are designed and manufactured to meet the exact specifications of your application, ensuring optimal performance. Whether it’s optimizing cutting speed, improving surface finish, or extending blade life, our custom blades are engineered to handle the precise challenges of your materials and cutting environment.
However, we also recognize that not every application falls within standard parameters. When you face specialized cutting conditions, unique material properties, or require specific features, specifications or functionality beyond what our standard stock blades can offer, our custom diamond and CBN blades provide the tailored solution you need. Custom blades are designed and manufactured to meet the exact specifications of your application, ensuring optimal performance. Whether it’s optimizing cutting speed, improving surface finish, or extending blade life, our custom blades are engineered to handle the precise challenges of your materials and cutting environment.
We can customize every aspect of the blade, from bond type, edge design to kerf thickness and diamond or CBN concentration, and much more. This level of customization allows us to create blades that not only fit your specific machinery but also maximize tool life and reduce operating costs. While custom blades may involve a higher initial investment, they often prove to be more cost-efficient over time by reducing wear, minimizing material loss, and improving overall cutting efficiency. And depending on quantity the cost can often be singicantly lower .
Let us be your partner in success, we are committed to helping you make the best choice for your cutting needs. Whether you opt for one of our standard stock solutions or require a custom blade crafted to your exact specifications, we are here to provide you with the highest quality products and expert guidance to ensure the best possible results for your application.

No Minimum
Order Quantity

Fast Lead
Times

Precision Tolerances

Free
Consultation

Limitless
Possibilities
-
1

Discovery
We discuss your specific requirement in detail to determine the best solution for your needs.
-
2

Recommend Solution
We provide you with recommend options for your application based on your requirements along with quotation and lead time.
-
3

Prepaire To Implement
When you are ready to order, we send you confirmation of the tool specification always in writting. Your order is placed in que to be produced within the quoted lead time.
-
4

Implement & Deliver
The finished products go through quality control process and also inspected for conformance to specification agreed upon. The order is packaged and shipped to you using your requested shipping method. Certificate of conformance or any other documentation can be provided upon request.
-
5

Service & Support
We follow up with you to receive feedback on the tool performance. We also provide usage recommendatios and technical support if needed.






Ayan Sadyk is a materials scientist and process engineer with over two decades of experience in the industrial diamond tooling sector. His expertise lies in integrating ultra-thin diamond blades, CBN wheels, and advanced cutting systems into precision manufacturing workflows for applications in optics, semiconductors, and technical ceramics.
With a background in materials behavior and surface integrity, Mr. Sadyk brings a data-driven, application-specific approach to cutting and grinding process development. He has worked closely with manufacturers and R&D facilities across Eastern Europe, North America, and the Middle East, helping optimize tool life, surface finish, and process stability.
As an author, he focuses on bridging materials science with tooling innovation—writing on topics such as blade wear mechanisms, thermal effects in hard material sectioning, and adaptive process design.

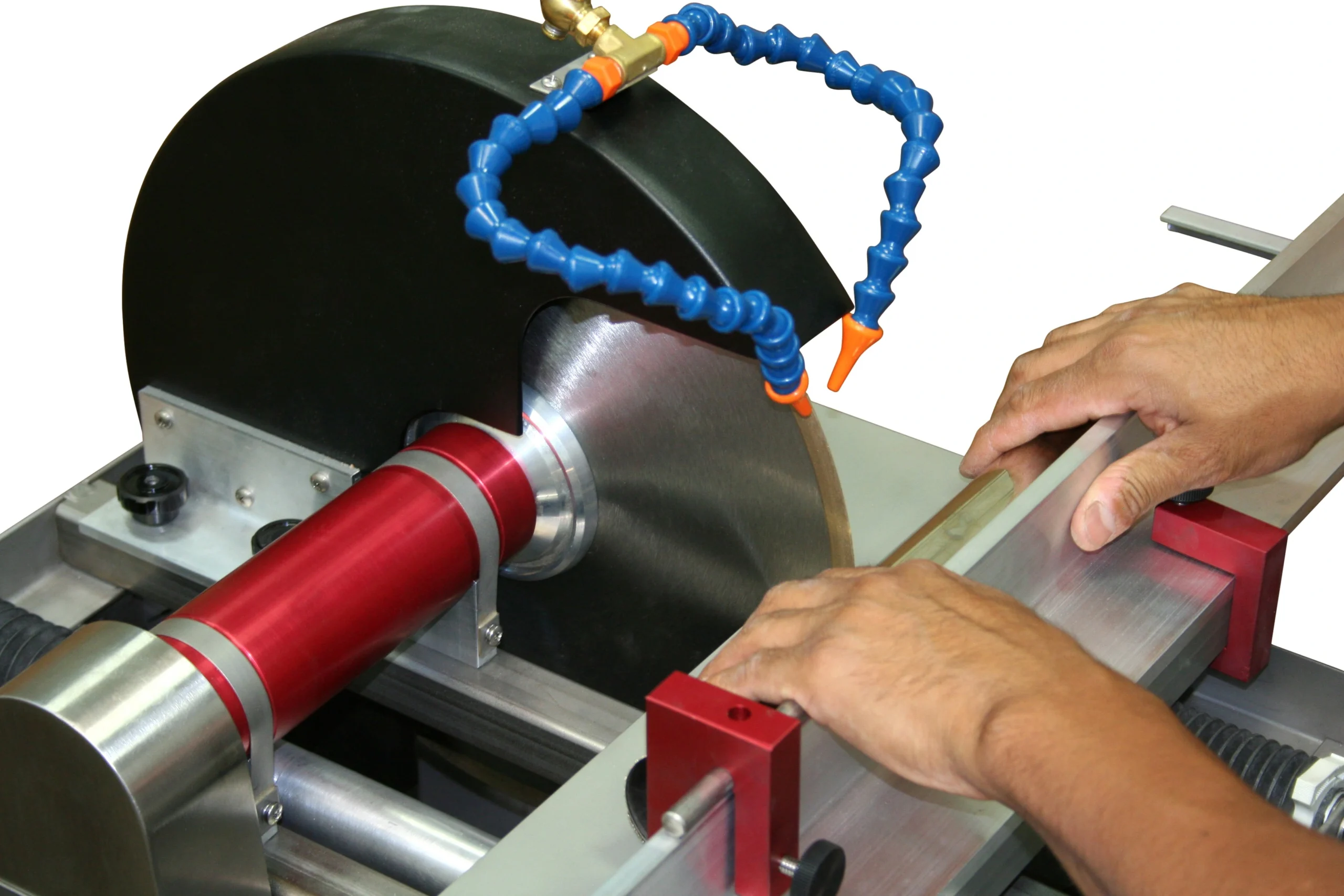
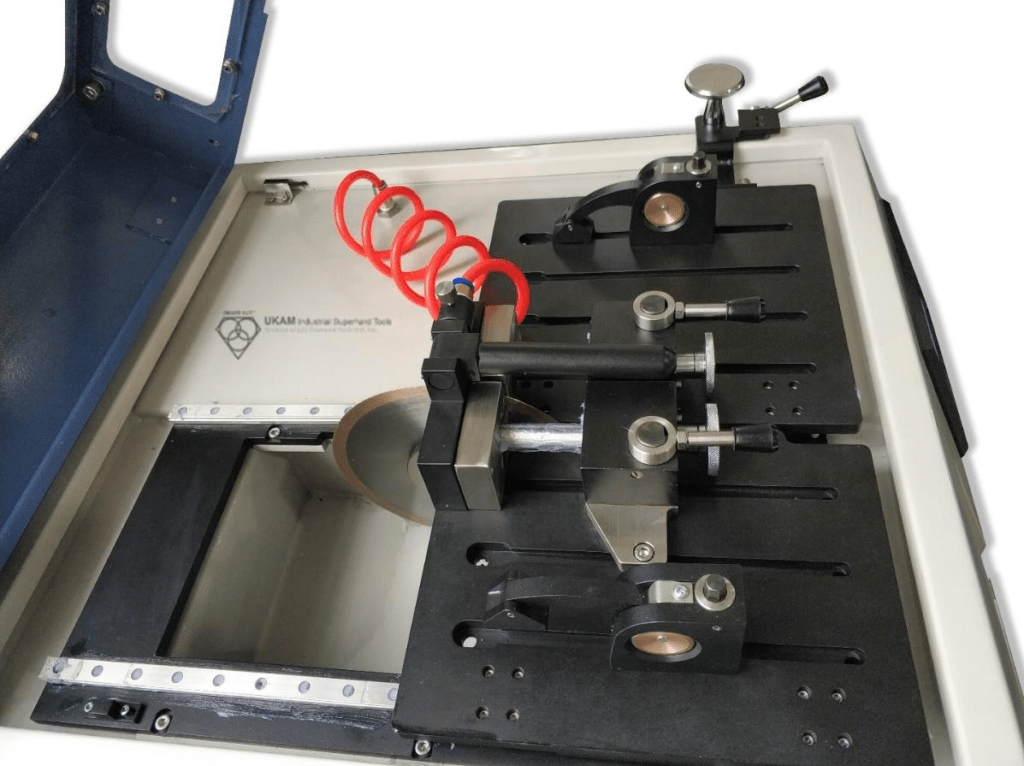
How to Properly Use Precision Diamond & CBN Blades
Precision & Ultra Thin Diamond Blade Guide

How to Improve & Optimize Your Diamond Sawing Operation

Evaluating & Comparing Diamond Blades

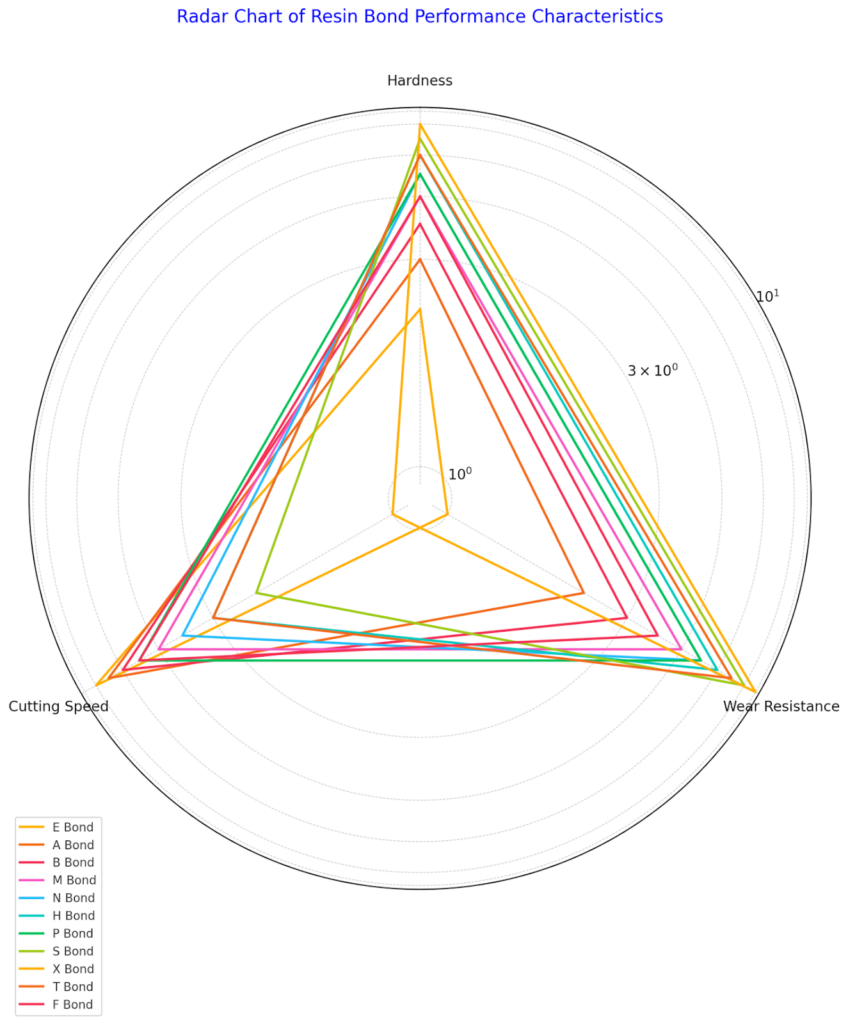
Top 5 Diamond & CBN Cutting Blade Performance Metrics

Diamond & CBN Cutting Blade Performance Metrics that you Should Know

Total Cost of Ownership & Why its Important
Understanding Tradeoffs- Searching for Perfect Diamond & CBN Blade
Ayan Sadyk is a materials scientist and process engineer with over two decades of experience in the industrial diamond tooling sector. His expertise lies in integrating ultra-thin diamond blades, CBN wheels, and advanced cutting systems into precision manufacturing workflows for applications in optics, semiconductors, and technical ceramics.
With a background in materials behavior and surface integrity, Mr. Sadyk brings a data-driven, application-specific approach to cutting and grinding process development. He has worked closely with manufacturers and R&D facilities across Eastern Europe, North America, and the Middle East, helping optimize tool life, surface finish, and process stability.
As an author, he focuses on bridging materials science with tooling innovation—writing on topics such as blade wear mechanisms, thermal effects in hard material sectioning, and adaptive process design.