











































What are Tolerances, Accuracy, and repeatability







-
 Unilateral Tolerance: Allows variation in only one direction (either above or below the nominal dimension).
Unilateral Tolerance: Allows variation in only one direction (either above or below the nominal dimension).
-
Bilateral Tolerance: Allows variation in both directions (above and below the nominal dimension).





-
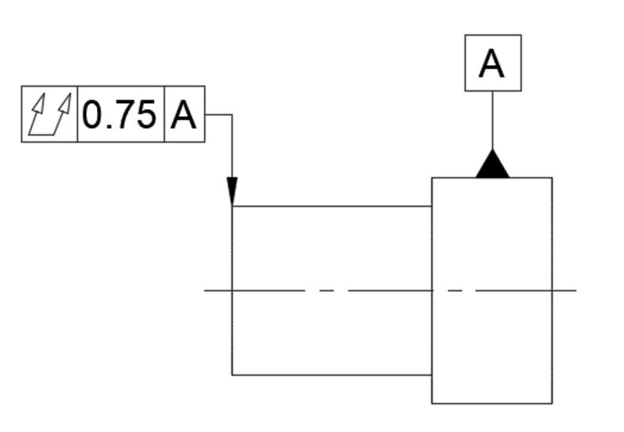
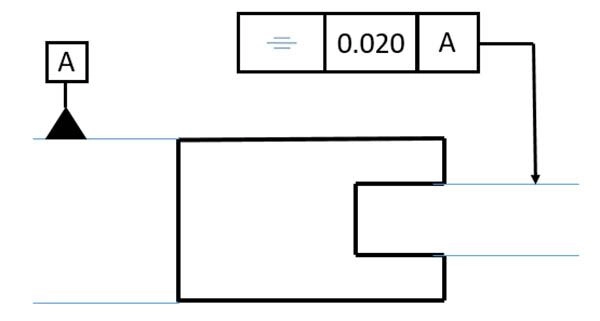
Axial Runout: Deviation in the wheel’s face parallel to the axis of rotation.
-
Radial Runout: Deviation in the wheel’s circumference perpendicular to the axis of rotation.
-
Dial Indicators: Used to measure both axial and radial runout by positioning the indicator against the wheel’s surface as it rotates.
-
Runout Gauges: Specialized devices designed to measure runout precisely, often integrated into the machine setup.
-
Thickness Gauges: Used to measure the parallelism and uniformity of the wheel sides.
-
Micrometers and Calipers: Measure the distance between the wheel sides at various points to ensure uniform clearance.
-
Balancing Machines: These machines detect and correct imbalances in the wheel. They measure the distribution of mass and indicate the amount and location of material to be added or removed to achieve balance.
-
Dynamic Balancing: This involves rotating the wheel at operational speed to detect imbalances and correct them dynamically.
-
Taper Gauges: Used to measure the angle of the taper in the bore to ensure it matches the specified taper.
-
Coordinate Measuring Machines (CMMs):Provide precise measurements of the bore taper, ensuring it conforms to specifications.

-
D (Outside Diameter):The outermost diameter of the drill bit. Tolerance for this dimension ensures the bit fits properly in the drill chuck or holder.
-
D1 (Inside Diameter):The diameter of the inner cavity or bore of the drill bit. Ensures proper passage for the drilled material.
-
D2 (Shank Diameter or Thread Diameter): The diameter of the shank or threaded portion of the bit. Ensures a secure fit in the chuck or collet.
-
D3 (Shank Inside Diameter): If the shank is hollow, this is the inside diameter.
-
H (Total Drill Length):The overall length of the diamond drill from end to end.
-
H1 (Diamond Depth): The height of the diamond section, the tool will continue to operate until the diamond section is completely wornout
-
H2 (Drilling Depth): The maximum depth the diamond drill can reach during operation.
-
H3 (Shank Length): The length of the shank that fits into the drill chuck or holder.
-
TH (Drill Tube Wall Thickness):The thickness of the drill tube wall, ensuring structural integrity.
-
TH1 (Outside Diameter Diamond Section Relief): The thickness of the material around the diamond section.
-
TH2 (Inside Diameter Diamond Section Relief): The thickness of the inner wall around the diamond section.
-
D (Outside Diameter): Tolerance could be +0.00050 inches to .050”/ -0.000 inches.
-
D1 (Inside Diameter): Tolerance typically around ±0.005 to .050” inches to ensure a precise fit.
-
D2 (Shank Diameter): Tolerance of +0.001 inches / -0.000 inches for a secure fit.
-
H (Total Length): Tolerance might be ±0.005 inches to ensure consistency in length.
-
TH (Wall Thickness): Tolerance could be ±0.005” inches to maintain structural integrity.

-
ISO 2768-f (Fine): This tolerance class is used for precise work with smaller nominal dimensions, typically up to 120 mm.
-
ISO 2768-m (Medium): The medium tolerance class is commonly used for general engineering work with nominal dimensions up to 1200 mm.
-
ISO 2768-c (Coarse): This class is for less precise applications with larger nominal dimensions.
-
ISO 2768-v (Very Coarse): This class is used for less critical parts with very large nominal dimensions.
-
Class X: Extremely precise tolerance, typically used for precision machining.
-
Class Y: Close tolerance, suitable for general engineering applications requiring more precise fits.
-
Class Z: Medium tolerance, commonly used for standard fits.
-
Class ZZ: Loose tolerance, used for parts where precise fits are not required.
-
High Precision Tolerances: In high precision machining or toolmaking, dimensional tolerances typically range from ±0.0001 inches (±0.0025 mm) to ±0.001 inches (±0.025 mm). Such tolerances are common in aerospace, optics, and medical device manufacturing.
-
High Precision Runout Tolerances: High precision runout tolerances, including both radial and axial runout, are often within the range of a few microns (±0.001 mm to ±0.005 mm). These tolerances are crucial for applications requiring precise rotation, such as spindle alignment or rotating machinery components.
-
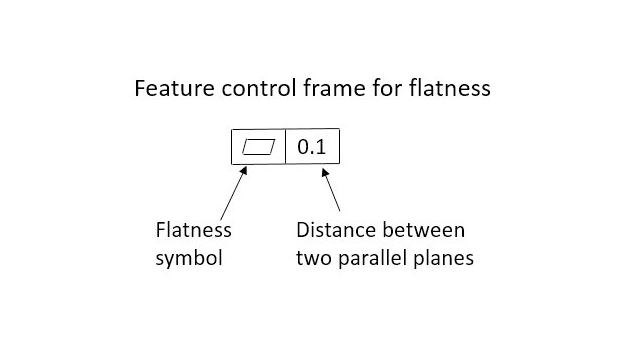
High Precision Flatness Tolerances: Flatness tolerances for high precision applications can be within a few microns over a specified area, such as ±0.0001 inches (±0.0025 mm) over a 12-inch surface. These tolerances are important for precision lapping, surface grinding, or optical component manufacturing.
-
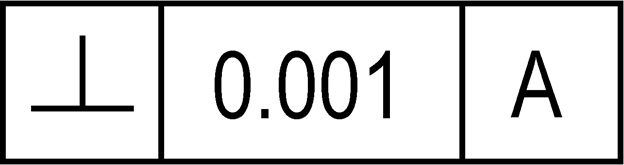
High Precision Cylindricity Tolerances: Cylindricity tolerances for high precision parts are often within ±0.0001 inches (±0.0025 mm). These tolerances are essential for components like bearings, shafts, or precision cylindrical parts where roundness and straightness are critical.





-
Fit and Compatibility: Tools must fit perfectly with the equipment they are designed for. Any deviation in dimensions can lead to improper fitting, causing operational inefficiencies or damage to the equipment.
-
Performance: Precision in dimensions ensures that the tool performs as expected. For instance, a blade with the correct thickness and diameter will cut or grind materials effectively without causing excessive wear or damage.
-
Safety: Incorrect dimensions can lead to tool failure during operation, posing significant safety risks. Ensuring dimensional accuracy helps prevent accidents and injuries.
-
Consistency: Maintaining consistent dimensions across production batches ensures that all tools perform uniformly, which is vital for industrial applications where precision is paramount.










-
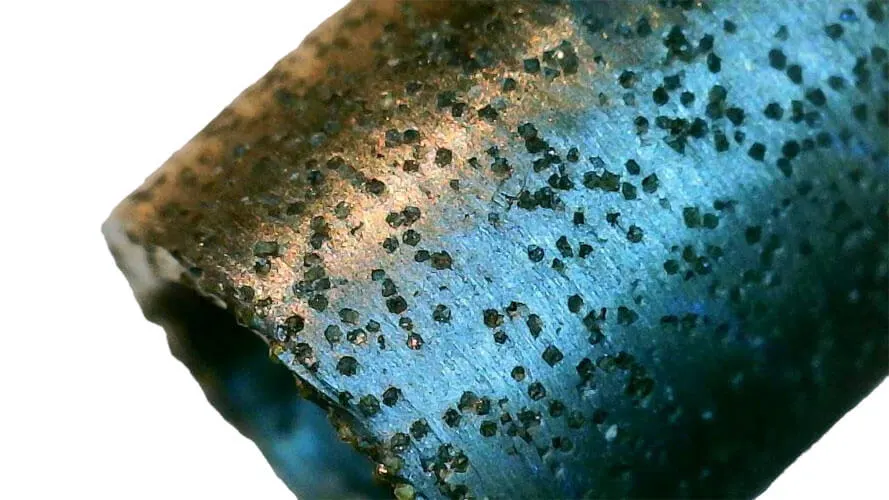
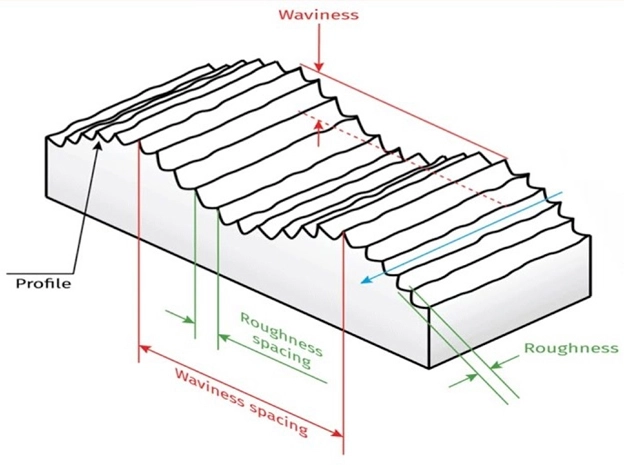
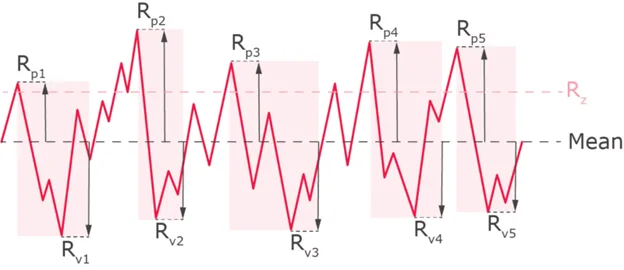
Cutting Performance: A smooth surface finish on diamond tools reduces friction during cutting operations, allowing for more efficient material removal. It ensures a cleaner cut, minimizes the heat generated, and reduces the risk of tool damage or workpiece deformation.
-
Longevity: Tools with an optimal surface finish experience less wear and tear, leading to longer tool life. A rough surface can cause increased abrasion and wear on both the tool and the workpiece, necessitating more frequent replacements.
-
Quality of the Finished Product: The surface finish of the tool directly impacts the quality of the workpiece's surface. A well-finished tool produces a smoother, more precise finish on the cut material, which is critical in applications requiring high precision and aesthetic quality.







Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

Diamond vs CBN (cubic boron nitride) Tools

What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.