In precision manufacturing — semiconductor dicing, advanced ceramics, photonics, optical grinding — the fluid in your cutting zone is not a secondary concern. It directly determines tool life, yield, surface finish, and part integrity.
Water soluble coolant is one of the most mismanaged variables in precision operations. Wrong formulation, wrong concentration, or poor maintenance will cost you in scrap, tool wear, and rework. This guide covers what you need to know.
Trusted by Tens of Thousands of Manufacturers, Laboratories
Research Institutions Worldwide
Since 1990
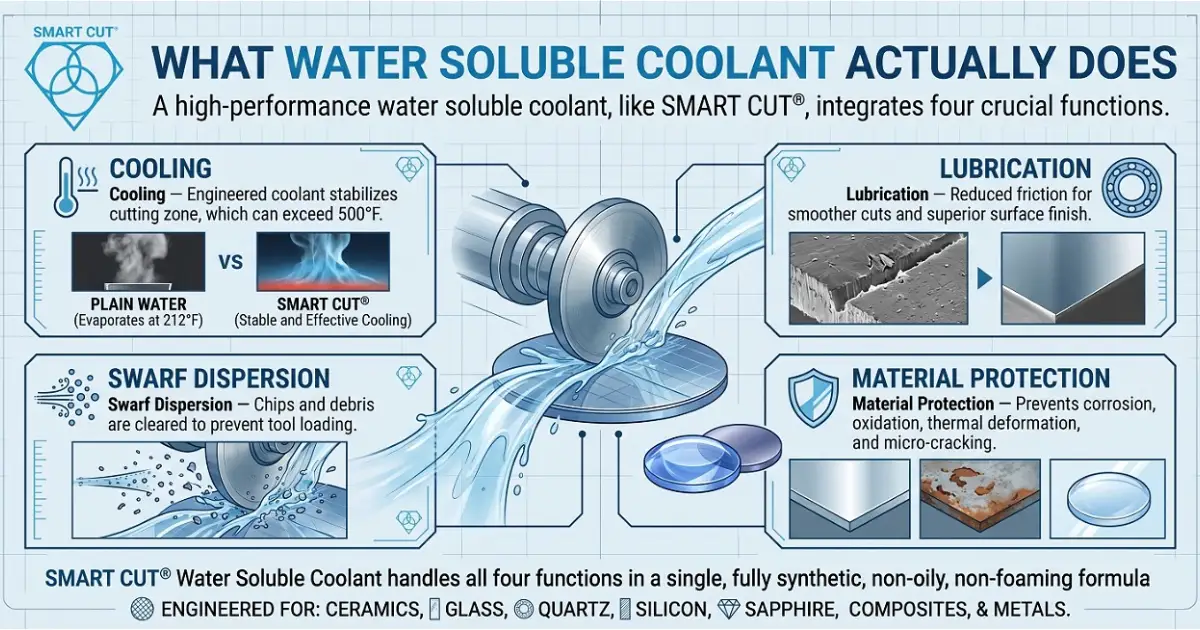
A high-performance water soluble coolant does four things at once:
Cooling — Plain water evaporates at 212°F. Cutting zones regularly reach 500°F or higher. Without an engineered coolant, the tool and workpiece are thermally unprotected.
Lubrication — Reduced friction means less tool wear, smoother cuts, and better surface finish. Generic coolants often cool adequately but lubricate poorly, especially on hard and brittle materials.
Swarf Dispersion — Chips and debris must be cleared from the cutting interface. Accumulation causes tool loading, rough finishes, and accelerated wheel wear.
Material Protection — Corrosion, oxidation, thermal deformation, and micro-cracking must be prevented. For semiconductor wafers or precision optics, surface contamination means scrap.
SMART CUT® Water Soluble Coolant handles all four functions in a single fully synthetic, non-oily, non-foaming formula engineered for ceramics, glass, quartz, silicon, sapphire, composites, and metals.
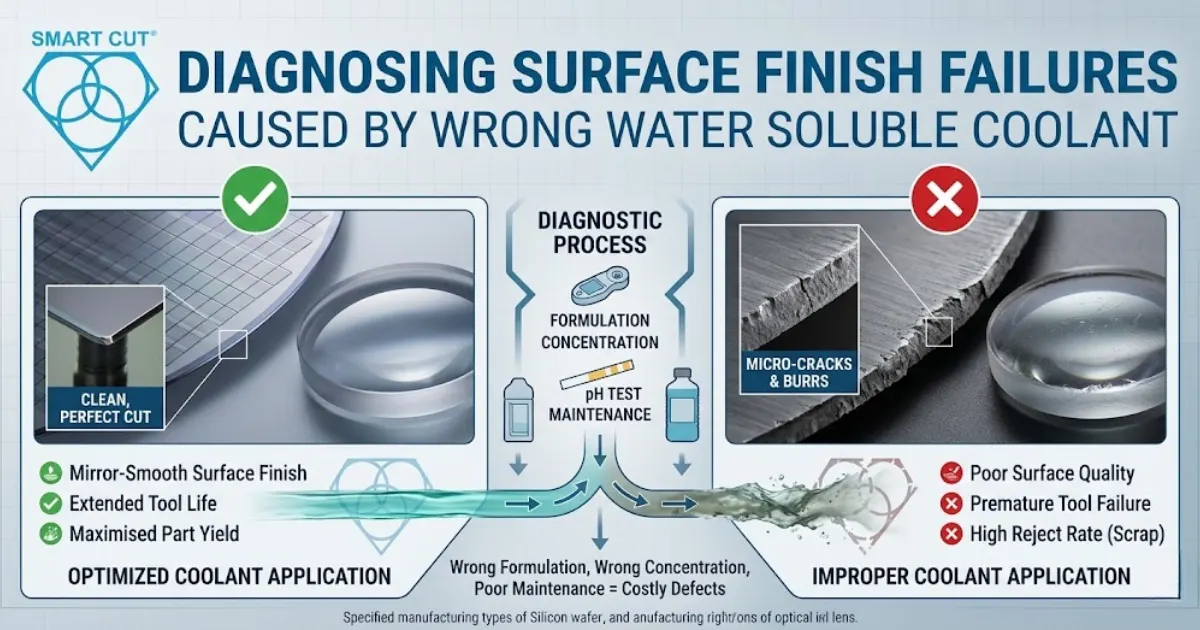
The Real Cost of the Wrong Coolant
When your water soluble coolant is contaminated, wrongly concentrated, or mismatched to your material, damage compounds quickly. Thermal stress creates sub-surface micro-cracks. Edge chipping increases. Blade wear accelerates. In semiconductor dicing, poor coolant chemistry causes oxide formation on bond pads — making wire bonding unreliable downstream.
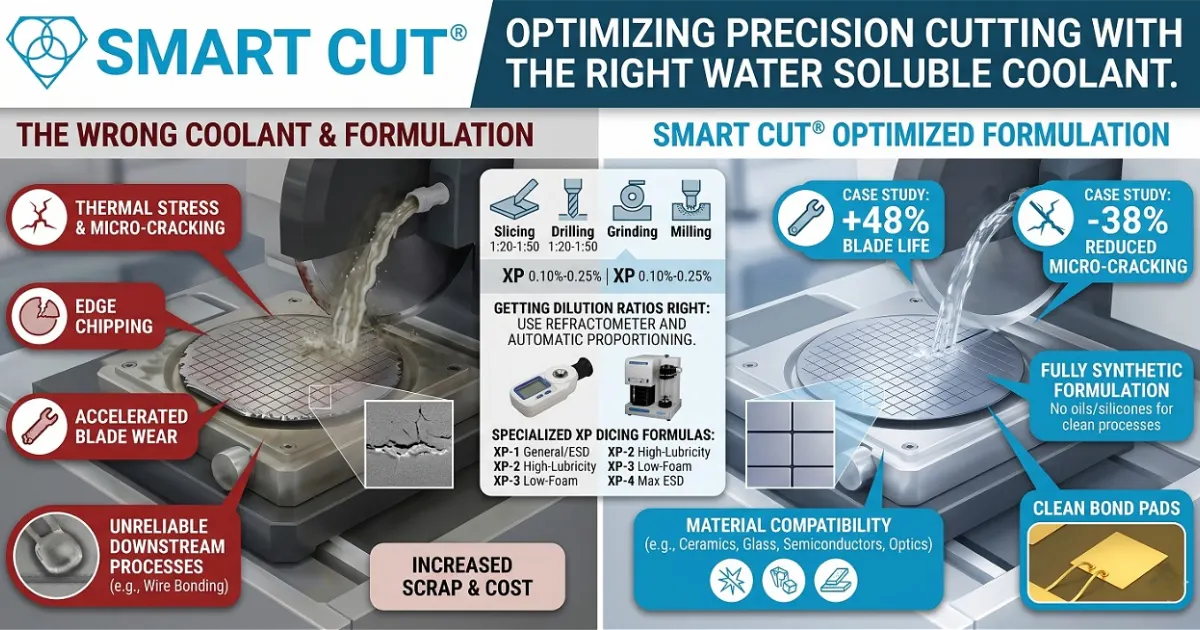
The numbers are clear. Our silicon wafer dicing case study showed a 48% increase in blade life when switching from deionized water to SMART CUT® XP at 0.20% concentration. Micro-cracking in alumina ceramic dicing was reduced by 38%. These are not marginal improvements — they reflect the difference between a stable process and one generating scrap.
Why Formulation Matters
Generic metalworking coolants are designed for metals. Their additive chemistry and pH ranges reflect that. On ceramics, glass, semiconductors, or optics, they underperform or actively damage the material.
SMART CUT® Water Soluble Coolant (General Materials Formula) was built specifically for hard and brittle material processing. It is fully synthetic — free of oils, silicones, VOCs, nitrides, phosphates, chromates, phenols, heavy metal salts, and chlorine. No residue on bond pads. No reactive chemistry with delicate substrates. Simple, compliant disposal.
Key specs: pH 9.8 | Specific Gravity 1.025 | VOC <0.21% | 2-year shelf life | Fully miscible with water.
XP-2 — High-lubricity for demanding materials like SiC and sapphire
XP-3 — Low-foam for high-pressure atomizing nozzle systems
XP-4 — Maximum ESD elimination for electrostatic-sensitive devices
Getting Dilution Ratios Right
Incorrect concentration is the leading cause of coolant-related failures. Too little coolant means poor lubrication. Too much causes foam, residue, and in semiconductor applications, copper oxidation on bond pads.
SMART CUT® General Materials Formula — recommended ratios:
Application
Mix Ratio
Slicing
1:20 to 1:50
Drilling
1:20 to 1:50
Grinding
1:30 to 1:50
Milling
1:50 to 1:100
Harder materials need more concentrated mixtures. Ultra-hard materials like sapphire: 1:20. Soft materials: up to 1:75.
SMART CUT® XP Dicing Coolant — use at 0.10%–0.25% in deionized water. Exceeding this range risks foam buildup and copper oxidation on bond pads.
Always verify with a refractometer. In production, use automatic proportioning equipment — manual estimation is the single largest source of concentration errors.
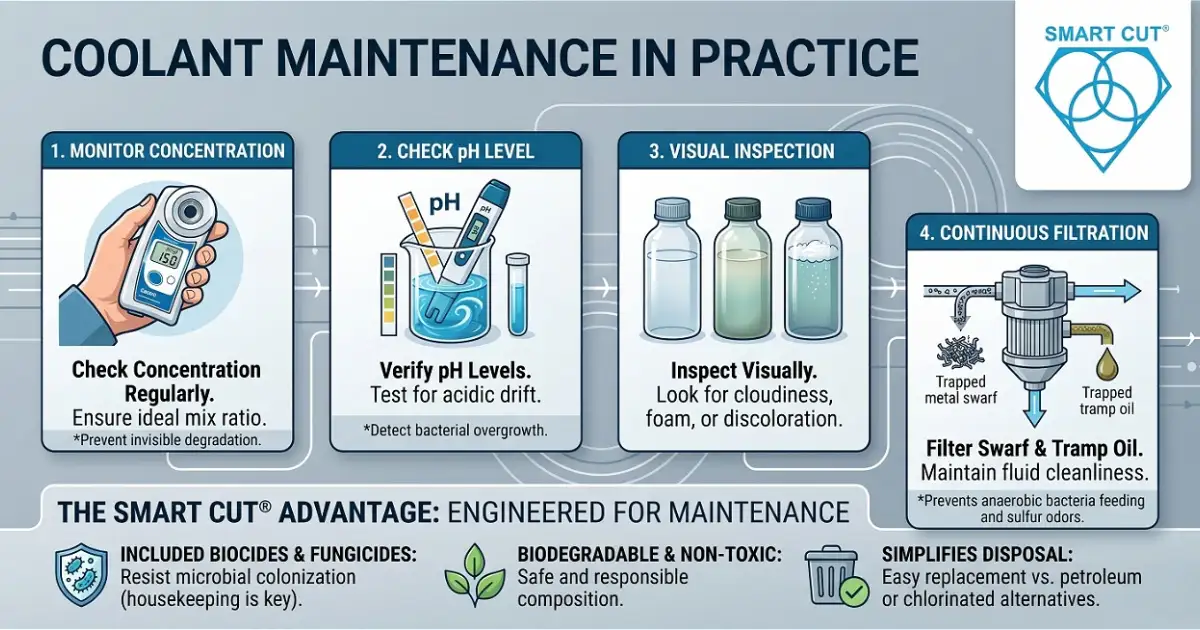
Coolant Maintenance in Practice
A high-quality water soluble coolant only holds performance when the system around it is maintained. Degradation is cumulative and often invisible until the process is already failing.
Monitor concentration with a refractometer regularly. Check pH for acidic drift caused by bacterial activity. Inspect visually for discoloration, foam, or cloudiness. Filter swarf and tramp oil continuously. Tramp oil feeds anaerobic bacteria that produce sulfur waste — the source of the rotten-egg odor in degraded sumps. SMART CUT® formulations include biocides and fungicides to resist microbial colonization, but they are not a substitute for good housekeeping.
When replacement is needed, SMART CUT® is biodegradable and non-toxic, simplifying disposal compared to petroleum-based or chlorinated alternatives.
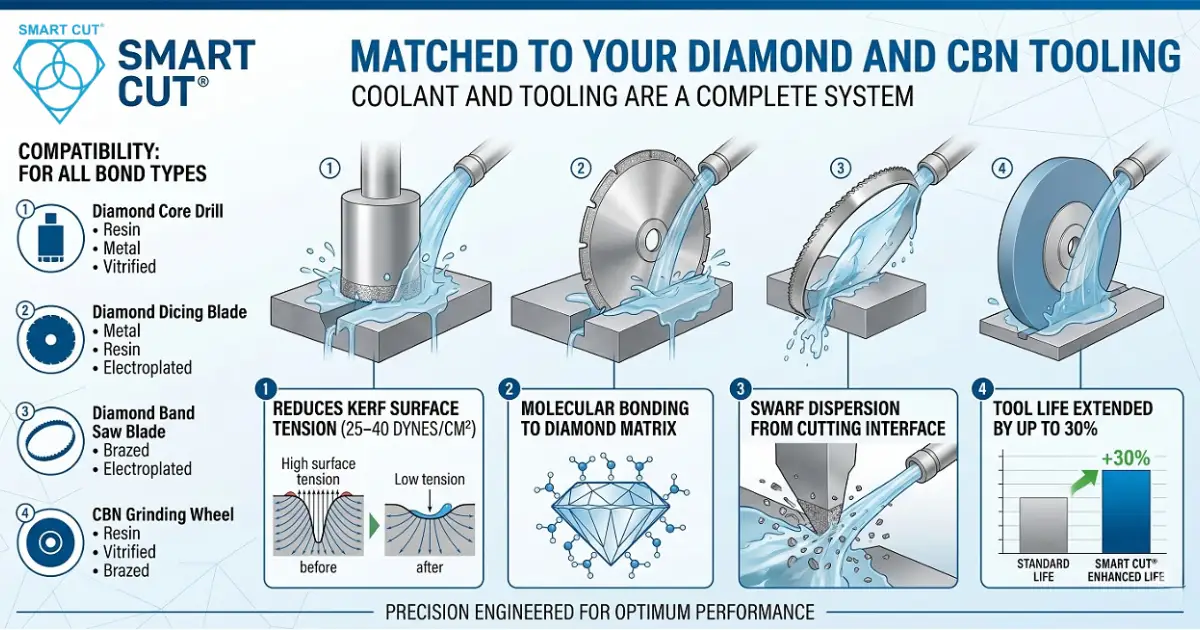
Matched to Your Diamond and CBN Tooling
Coolant and tooling are a system — they must work together. SMART CUT® coolants are compatible with all diamond and CBN bond types: resin, metal, vitrified, electroplated, and brazed.
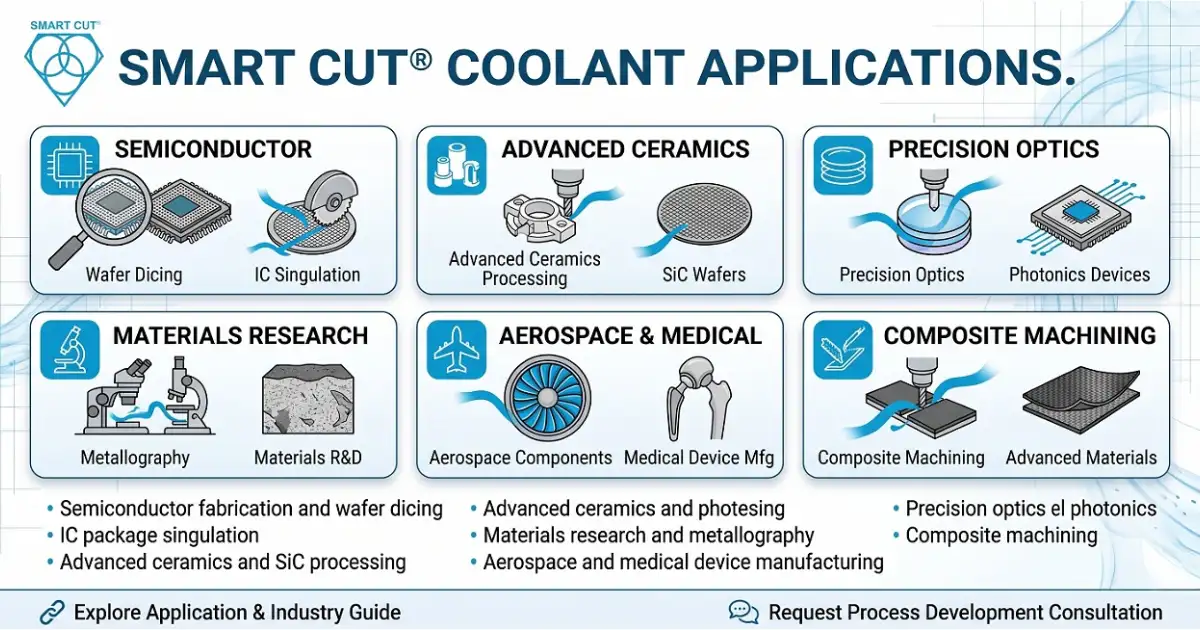
SMART CUT® water soluble coolants serve: semiconductor fabrication and wafer dicing, IC package singulation, advanced ceramics and SiC processing, precision optics and photonics, materials research and metallography, aerospace and medical device manufacturing, and composite machining. For application-specific guidance, visit our application and industry guide or request a process development consultation.
Compatible with resin bond, metal bond, vitrified, electroplated, and brazed tools
Works with dicing blades, core drills, band saw blades, grinding wheels, and drill bits
Suitable for manual, CNC, dicing saw, and automated equipment
Do not mix with other coolant types or petroleum-based fluids
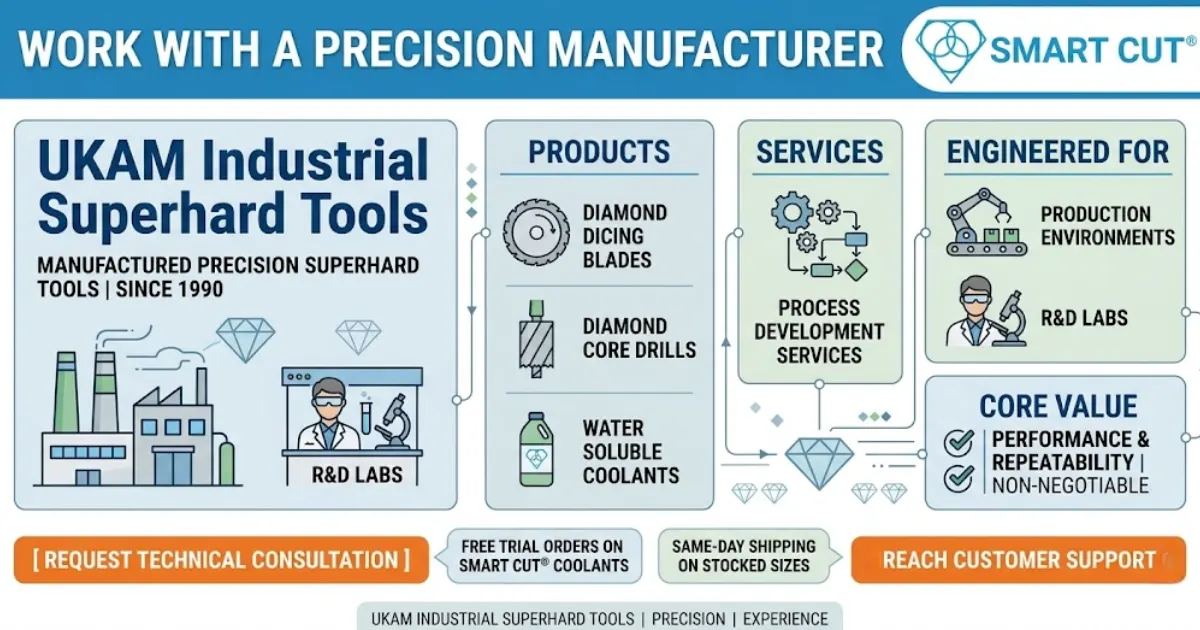
Work With a Precision Manufacturer
UKAM Industrial Superhard Tools has manufactured precision superhard tools since 1990. Every product — from diamond dicing blades and diamond core drills to water soluble coolants and process development services — is engineered for production environments and R&D labs where performance and repeatability are non-negotiable.
UKAM Industrial Superhard Tools is an American manufacturer of high precision diamond and CBN tools, established in 1990. We serve manufacturers, research laboratories, and production environments across aerospace, semiconductor, advanced ceramics, composites, photonics, metallography, and related industries.