











































Silicon Fabrication Guide












-
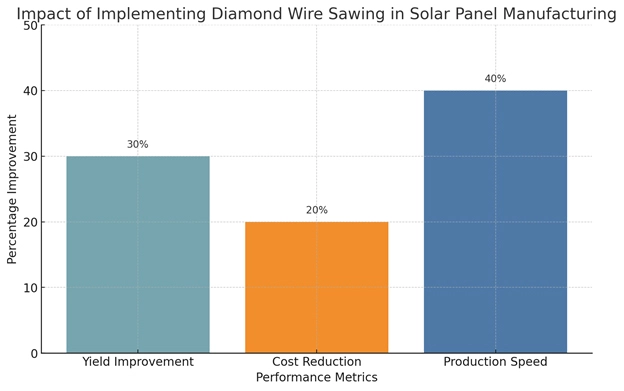
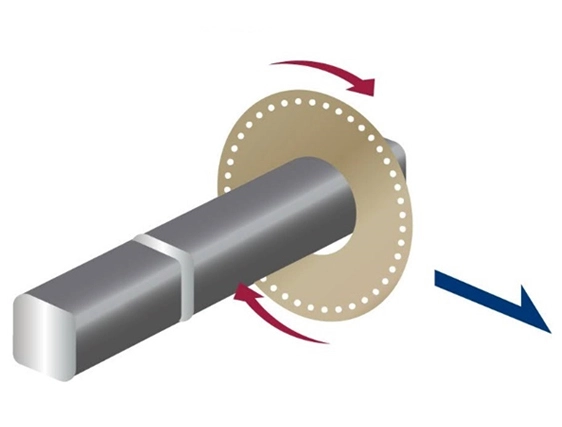
 Yield Improvement: The thinner kerf of the diamond wire reduced silicon waste by approximately 30%, significantly increasing the number of wafers obtained per ingot.
Yield Improvement: The thinner kerf of the diamond wire reduced silicon waste by approximately 30%, significantly increasing the number of wafers obtained per ingot.
-
Cost Reduction: Operational costs were reduced by 20% due to lower material waste and decreased need for blade replacements, as diamond wires have a longer lifespan compared to traditional blades.
-
Production Speed: Sawing time was reduced by 40%, enabling faster production cycles and increased throughput.
-
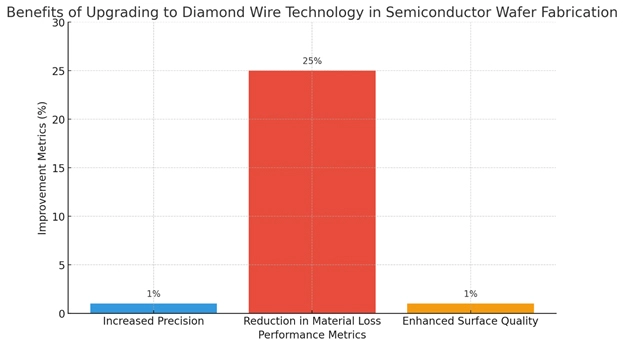
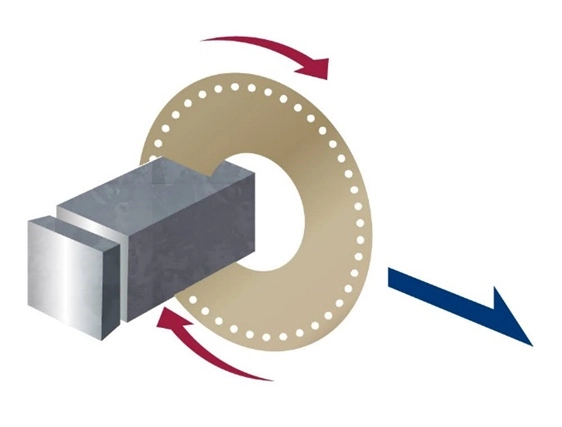
Increased Precision: The use of diamond wire sawing allowed for more precise cuts, which is critical in semiconductor manufacturing, resulting in higher quality wafers with uniform thickness.
-
Reduction in Material Loss: The thin diamond wire reduced kerf loss by 25%, increasing the total output of usable wafers and reducing raw material costs.
-
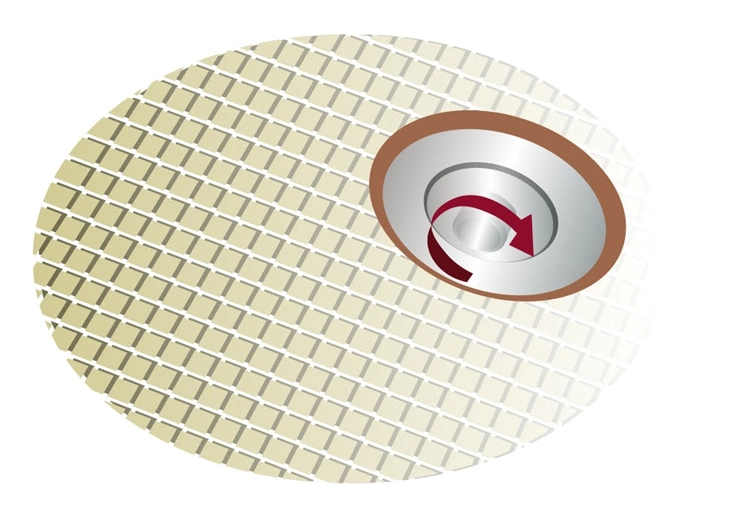
Enhanced Surface Quality: Wafers required less post-cut polishing, reducing processing time and labor costs associated with the wafer finishing phase.

Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.
Practical Guide to Semiconductor Wafer Dicing: Materials, Blades, and Process Optimization

Guide to Diamond Wire Sawing: Technologies, Wire Types, and Machine Designs

Selecting the Right Diamond Band Saw blade for your Application
Diamond Band Saw Blades Usage Recommendations & Best Practices

Diamond Wire vs band saw blades and circular blades
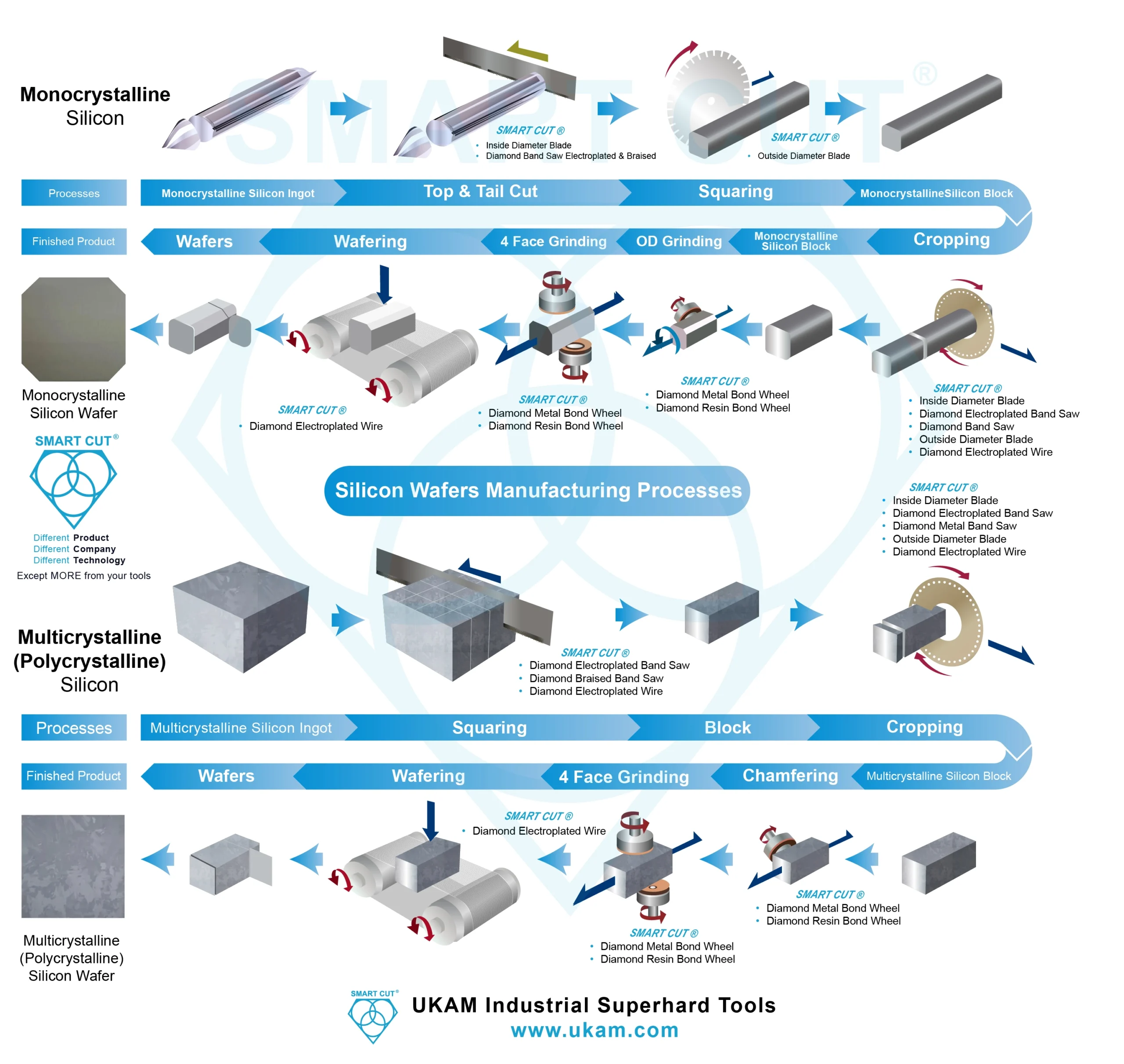
The Comprehensive Guide to the Processes of Silicon Wafers Production
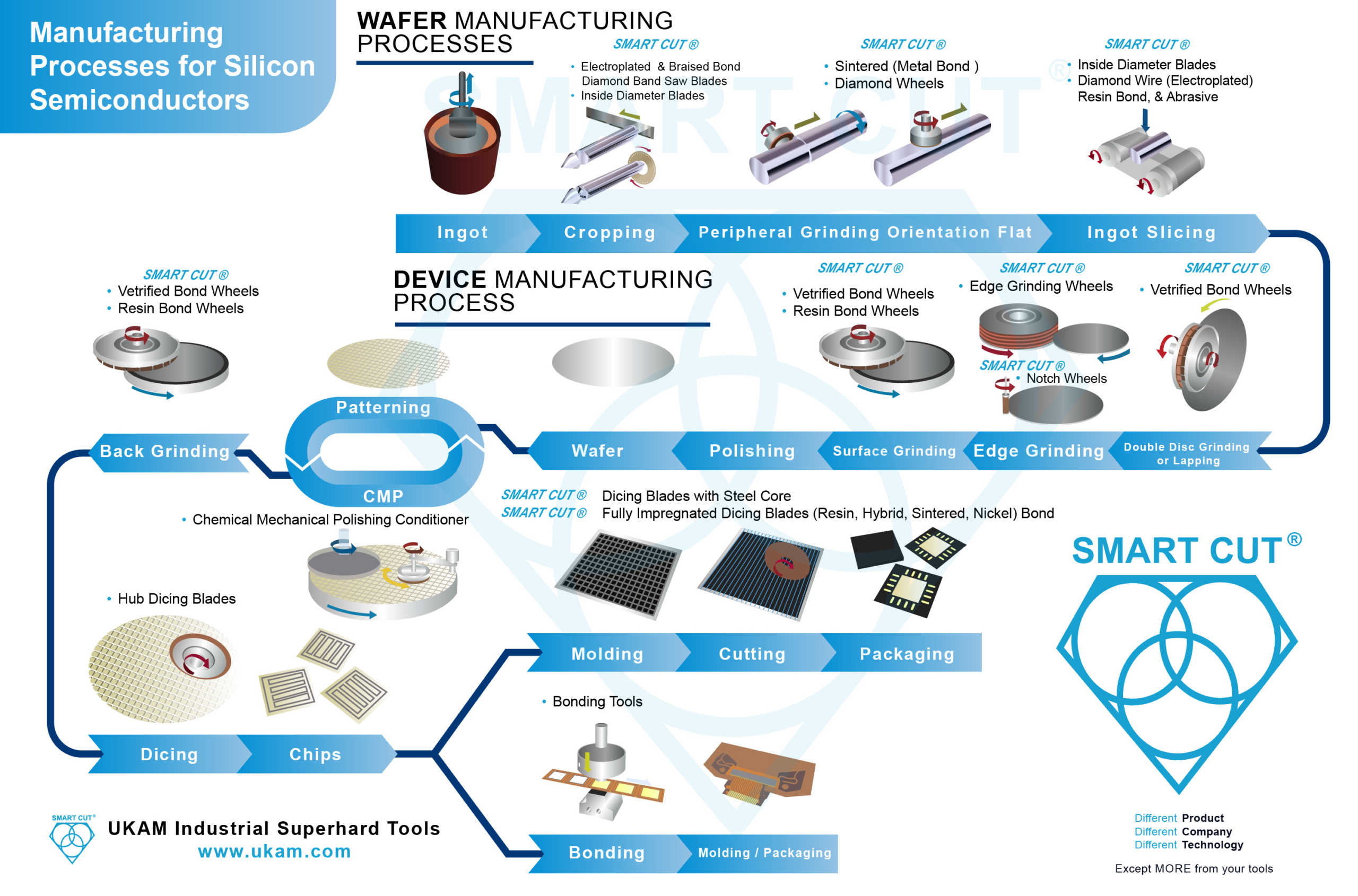
Manufacturing Processes for Silicon Semiconductors From Ingot to Integrated Circuit

Evaluating And Comparing Diamond Blades

How to Improve & Optimize Your Diamond Sawing Operation

Troubleshooting Diamond Sawing Problems

Why use diamond

How to Selecting Right Diamond Tools for your application
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.