








































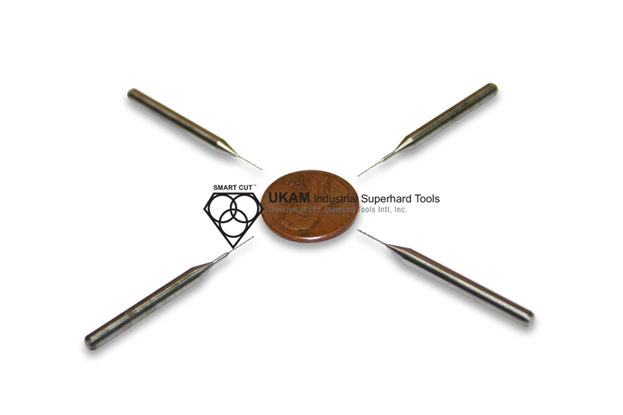
 x 5mm x (1/8”) 3.2mm or 3mm x 38mm x 130 - SMART CUT PCD (Polycrystalline) Diamond Micro Drills")



















02
Jun
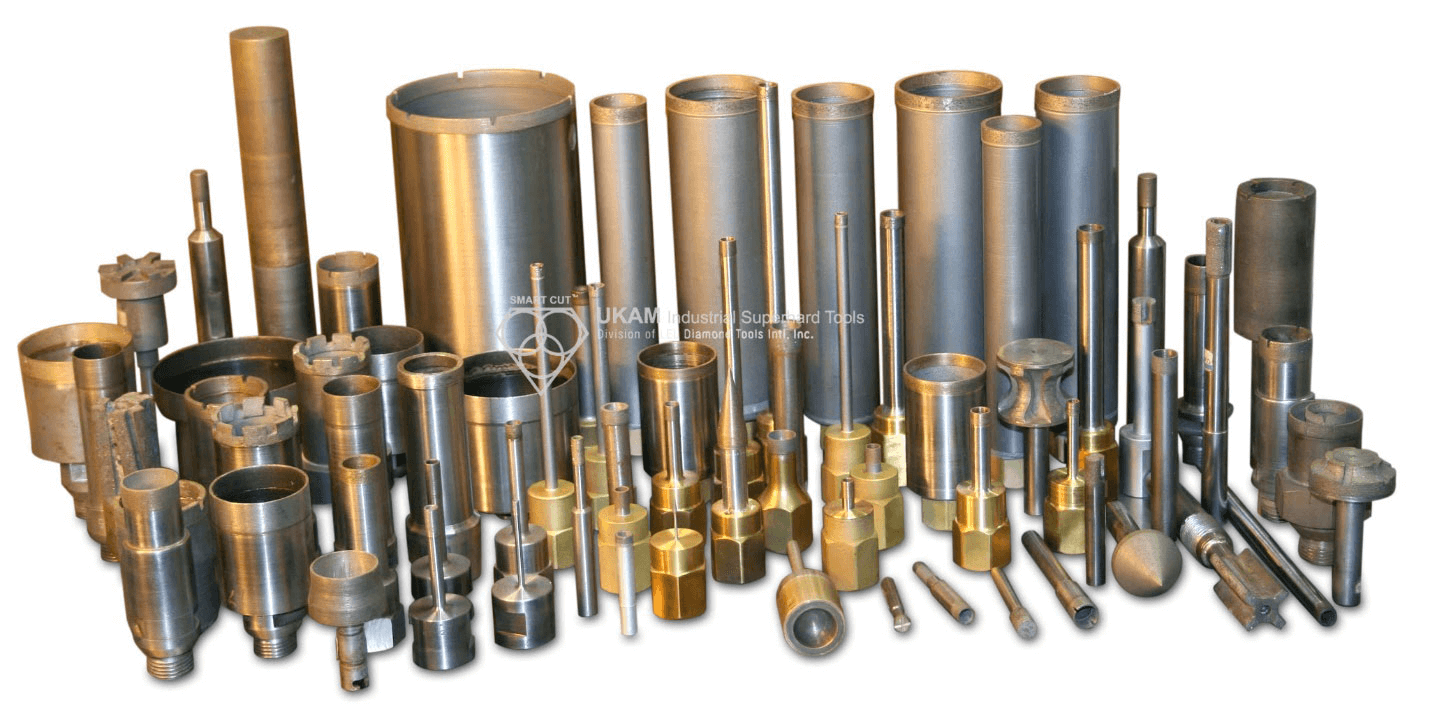
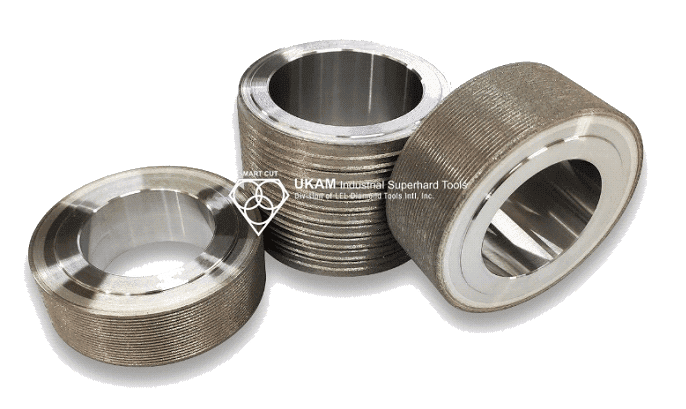
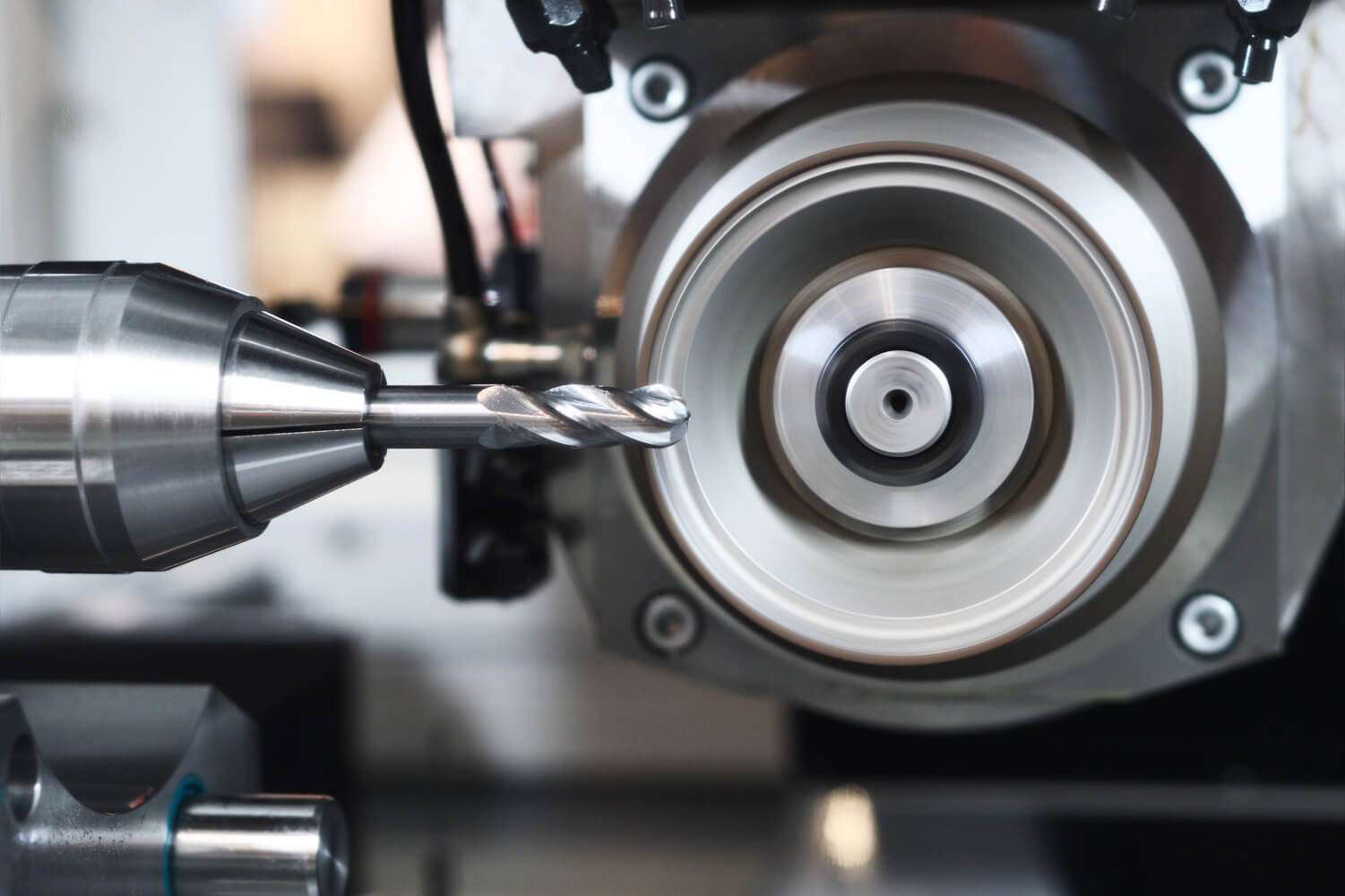
Select right Diamond Drill for your application
Learn important diamond drill methodology. understand diamond drill specifications and their differences Selecting the right Diamond Drills/Bits for your application is key to obtaining desired diamond drilling results. Using the Right Diamond Drill will...