









































Selecting Right Diamond Drills & Tools for Drilling Composites

12
Sep






-
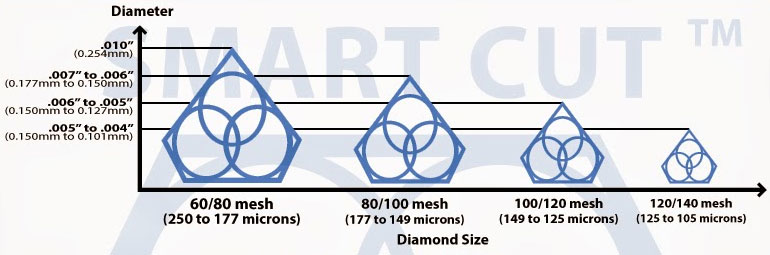
 Coarse (40-80 mesh): Used for fast material removal in less delicate composites where surface finish is not a primary concern.
Coarse (40-80 mesh): Used for fast material removal in less delicate composites where surface finish is not a primary concern.
-
Medium (100-200 mesh): Often the most commonly used grit size for general-purpose composite drilling, offering a balance between material removal rate and surface finish.
-
Fine (240-400 mesh): Utilized when a smooth surface finish and precision are required, particularly in high-performance composites like carbon fiber-reinforced plastics (CFRP) or glass-reinforced plastics (GRP).
-
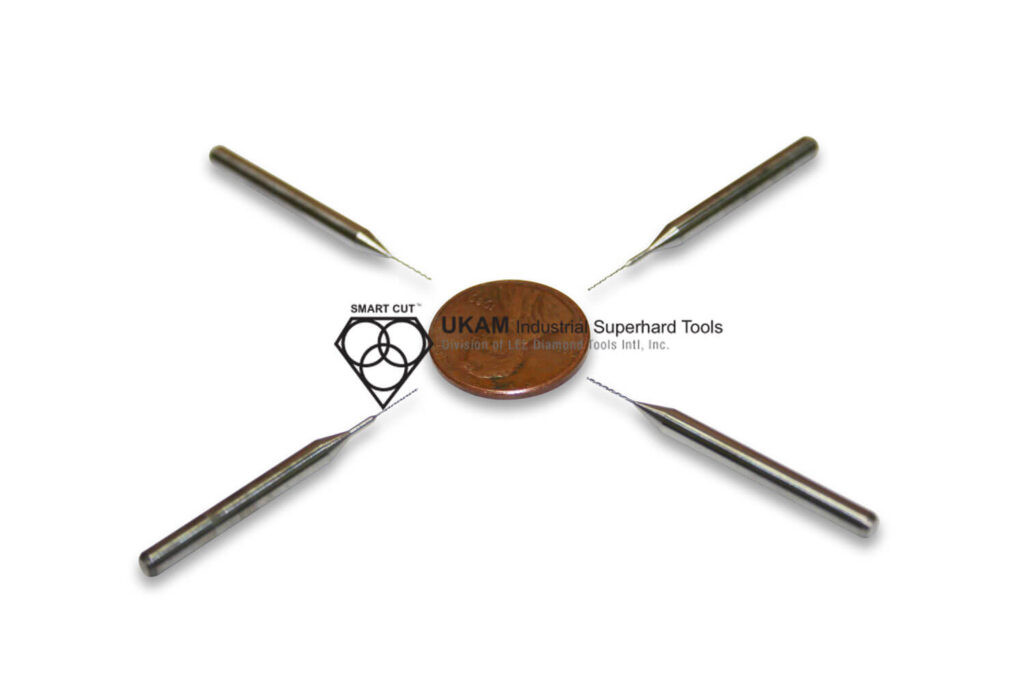
Micro & Minatare diameters (0.1 mm to 3 mm): These smaller diameters are used for precise drilling in applications like printed circuit boards (PCBs) or small composite components where fine holes are necessary.
-
Standard diameters (3 mm to 12 mm): These sizes are commonly used for general-purpose drilling in medium-sized composite materials, such as aerospace panels, automotive parts, or sports equipment.
-
Larger diameters (12 mm and above): Larger drills are used for creating bigger holes in thicker or more robust composites, typically in industrial or construction applications.


-
Shallow drilling (up to 10 mm): Ideal for thin composite materials, such as sheets or panels, where precision and minimal material damage are important.
-
Medium-depth drilling (10 mm to 50 mm): Common in general-purpose applications where the material has moderate thickness, such as in automotive or aerospace components.
-
Deep drilling (50 mm and above): Required for thicker composite structures, often in construction or heavy-duty applications. In these cases, care must be taken to avoid overheating and excessive wear on the drill bit.
-
Helical flute angle: Typically, a moderate to high helix angle (20° to 40°) is preferred. A steeper helix helps in more efficient chip evacuation, reducing the risk of clogging or heat buildup. This is especially important when drilling fibrous composites, which tend to generate a large amount of dust and chips.
-
Point angle: The point angle of the drill bit typically ranges from 90° to 130°. A sharper point angle (closer to 90°) is better for drilling delicate or thin composite materials, as it reduces the pressure on the material and minimizes the risk of delamination or chipping. For thicker composites, a larger point angle (closer to 130°) provides more stability and strength.
-
Flute configuration: Diamond twist drills may have either single or multi-flute designs, depending on the specific application. Single flutes are often used for delicate materials where maximum chip evacuation is required, while multi-flutes are used for more aggressive drilling where higher material removal rates are needed.
-
Material: CVD diamond is applied as a coating over a carbide drill bit. The diamond layer is typically only a few micrometers thick but offers significant hardness and abrasion resistance.
-
Diamond Layer: The CVD diamond is pure and uniform, providing consistent performance and reducing the risk of delamination or uneven wear on the cutting edge.
-
Grit Size: The CVD diamond grit size is typically very fine, offering smooth cutting and high surface finish quality, particularly in applications where precision is crucial.
-
Diameter Range: CVD-coated drills are available in a wide range of diameters, from micro sizes (0.1 mm) for intricate drilling to larger sizes (up to 12 mm or more) for industrial applications.
-
Helix Angle: The helix angle is typically moderate (20° to 30°), ensuring efficient chip removal while maintaining the strength of the cutting edge.
-
Point Angle: Typically, CVD twist drills have point angles between 90° and 130°, which can be optimized for the specific material being drilled.

-
Aerospace: Used to drill carbon fiber-reinforced plastics (CFRP), glass-reinforced plastics (GRP), and titanium alloys. CVD drills provide superior wear resistance and prevent delamination in high-performance composite structures.
-
Automotive: Ideal for drilling composite body panels and high-strength alloys used in lightweight vehicles. CVD twist drills ensure clean, precise cuts while minimizing tool wear.
-
Electronics: Used in the drilling of printed circuit boards (PCBs) and other composite substrates. The fine diamond coating on CVD drills provides exceptional accuracy and reduces the likelihood of micro-cracks or defects in sensitive materials.
-
Medical Devices: CVD drills are used in applications requiring high precision, such as drilling ceramics or composite materials for prosthetics and implants.

-
Material: PCD consists of diamond particles fused onto a carbide substrate, creating a thick, robust layer of diamond on the cutting edge.
-
Thickness: The PCD layer is typically thicker than CVD coatings, providing even greater wear resistance and longer tool life.
-
Grit Size: PCD drill bits usually feature a coarser grit compared to CVD, allowing for more aggressive cutting in tough materials.
-
Diameter Range: PCD drills come in a wide range of sizes, often starting from around 3 mm for industrial applications and extending up to larger diameters for cutting thicker materials.
-
Helix Angle: The helix angle on PCD drills is designed to optimize chip removal while ensuring durability, typically in the range of 15° to 25°.
-
Point Angle: Point angles for PCD twist drills can vary from 90° to 140°, depending on the specific application. A larger point angle is often used for drilling harder composites and metals.
-
Aerospace: PCD twist drills are frequently used in drilling composite materials, such as CFRP and GRP, as well as aluminum and titanium alloys. The robust nature of PCD allows for drilling multiple holes without frequent tool changes, increasing efficiency in high-volume aerospace manufacturing.
-
Automotive: These drills are used in the manufacturing of lightweight, high-strength vehicle components made from composite materials, aluminum, and carbon fiber. PCD drills provide precise cuts and reduce tool wear when drilling into abrasive composite structures.
-
Construction: PCD twist drills are often employed in drilling glass-reinforced concrete and other composite building materials that are highly abrasive. The durability of PCD makes it ideal for large-scale construction projects where long tool life is critical.
-
Construction: PCD twist drills are often employed in drilling glass-reinforced concrete and other composite building materials that are highly abrasive. The durability of PCD makes it ideal for large-scale construction projects where long tool life is critical.














-
Short bodies (1/2") are useful for tight spaces and applications requiring minimal reach.
-
Medium bodies (3/4") are the most common and offer a balance between reach and control.
-
Long bodies (up to 1-1/2") are ideal for deep countersinking or areas with difficult access.













-
Coarse Grit (40–150 mesh): Ideal for rough cutting and bulk material removal. This is particularly useful when machining large composite parts or when speed is more important than surface finish.
-
Medium Grit (150–600 mesh): Provides a balance between cutting speed and surface finish. Medium-grit routers are commonly used for general-purpose trimming and edge finishing in composite materials.
-
Fine Grit (600–1200 mesh): Used for applications requiring smooth, high-quality surface finishes. Fine-grit diamond routers are ideal for delicate work, such as finishing aerospace components or trimming thin composite laminates.
-
Wet Cutting: Many diamond routers are designed for use with water-based or oil-based coolants. Wet cutting reduces heat buildup, which can cause resin smearing or fiber burning in composites like CFRP and GFRP.
-
Dry Cutting: Some diamond routers are optimized for dry cutting, particularly when used in automated environments where coolant use may not be practical. These routers typically feature specialized coatings or geometries that minimize heat buildup even at high speeds.





02
Jun
Select right Diamond Drill for your application
Learn important diamond drill methodology. understand diamond drill specifications and their differences Selecting the right Diamond Drills/Bits for your application is key to obtaining desired diamond drilling results. Using the Right Diamond Drill will...

02
Jun
How to Properly Use Precision Diamond Drills
Step by step guide on how to properly use and care for your diamond drills. Selecting the right diamond drill/diamond drill bit parameters, often involves a trial and error process. Many which can be avoided...

02
Jun
Diamond Drills Guide
Diamond are used across large variety of industries and applications. This guide explores the wide range of diamond drill types, including hollow core drills designed for removing a cylindrical core, non-core formation drills that grind...

02
Jun
Optimizing your Diamond Drilling Operation
There are numerous factors that influence the performance of diamond drills. Understanding these factors helps users select the appropriate diamond drill specifications for their specific applications, optimizing drilling operations to achieve maximum efficiency....

02
Jun
Selecting Right Drilling Equipment for your Application. What you features & functionality you should look for?
Share this Article with Friend or Colleague
There are hundreds or even thousands of different drilling equipment options. Selecting the right equipment for a specific application involves carefully considering several variables and attributes of the...

03
May
Diamond Core Drill & Drill Trouble Shooting Guide
Learn the most common problems most people have in using diamond drills. How to resolve them and avoid them in first place
https://ukam.com/wp-content/uploads/2024/07/diamond-drill-troublehsooting-guide.mp4
Troubleshooting Drilling Problems
Having issues with your diamond drilling operation? This Illustrated Guide...

09
Sep
Understanding & Calculating Return on Investment for Diamond Core Drills & Other Tools
The term "ROI" (Return On Investment) is widely used across industries, often interpreted differently depending on the context. However, few truly understand what ROI represents and its specific implications, particularly in the context of diamond...

09
Sep
Understanding Tradeoffs – Searching for Perfect Diamond Drill & Tool
Choosing the right diamond drill or tool can significantly impact efficiency, cost, and quality. However, this is not a simple and clear-cut process. Selecting the optimal drill or tool involves navigating a complex landscape of...

12
Sep
Drilling Composite Materials Using Diamond Drills & Hole Saws
Drilling composite materials presents a unique set of challenges due to their heterogeneous nature, which combines different materials with varying properties. To achieve precision and maintain the integrity of both the tool and the workpiece,...
12
Sep
Selecting Right Diamond Drills & Tools for Drilling Composites
Drilling composite materials, such as Carbon Fiber Reinforced Polymer (CFRP), Glass Fiber Reinforced Polymer (GFRP), Kevlar, and hybrid laminates, presents unique challenges due to their abrasive nature, heterogeneous structure, and susceptibility to issues like delamination,...

20
Sep
Diamond Drill Terminology
How to fine tune each of these variables to improve and optimize your drilling operation in the success of your diamond drilling operation
Share this Article with Friend or Colleague
DIAMOND DRILL /...














