











































Why Diamond Abrasive Safety Matters in Precision Manufacturing & Lab Environments

Table of Contents
ToggleFor engineers, QC technicians, and lab managers working with superhard materials, diamond abrasives are indispensable. They deliver the consistency, repeatability, and dimensional accuracy that modern production and research demand. But across decades of manufacturing precision diamond and CBN tools for industry, UKAM has observed one recurring blind spot in even well-run facilities: safety practices rarely keep pace with the performance capabilities of the abrasives being used.
This guide is written specifically for B2B environments — production floors, metallography labs, R&D centers, and precision QC stations — where diamond tools are used at scale. It covers real hazards, bond-specific failure modes, handling protocols, and PPE requirements aligned to the material removal tasks that industrial users actually perform.
Trusted by Tens of Thousands of Manufacturers, Laboratories Research Institutions Worldwide Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


|
Process Stage |
|
|---|
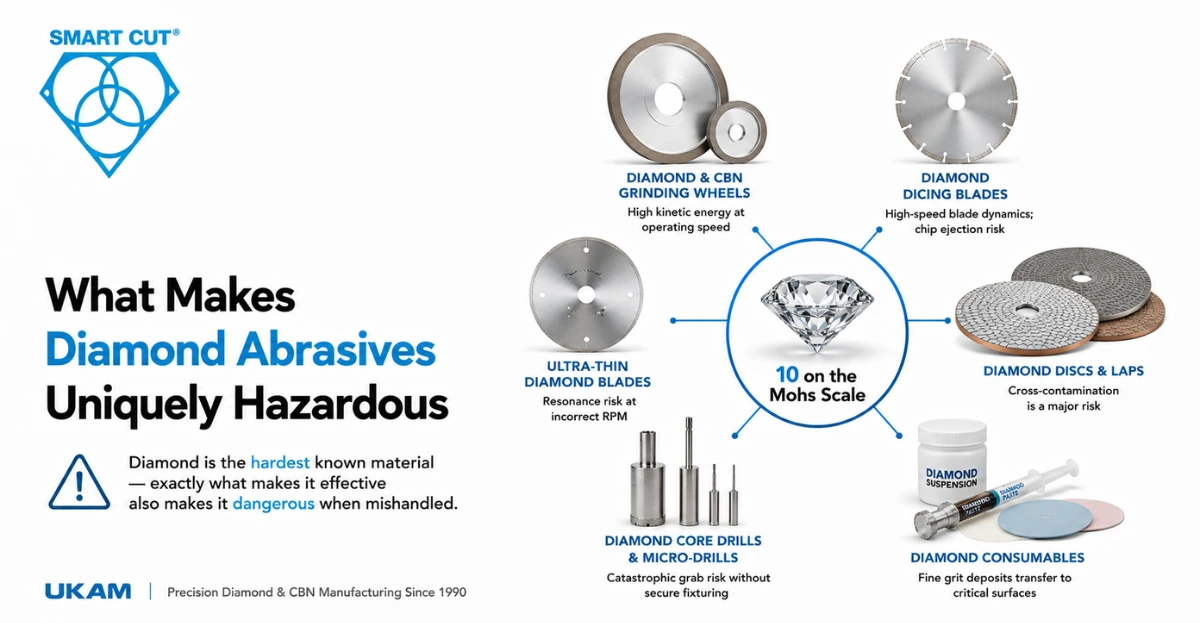
What Makes Diamond Abrasives Uniquely Hazardous
Critical Misconception to Correct:
Diamond abrasives are not an industrial version of sandpaper. This misconception leads to the most preventable injuries and process failures in precision environments. Diamond is the hardest known material — rated 10 on the Mohs scale — and exactly what makes it effective in cutting also makes it dangerous when mishandled.
UKAM’s product range includes diamond abrasives in multiple engineered forms, each carrying distinct hazard profiles based on grit size, bond matrix, operating speed, and the substrate being processed:
- Diamond and CBN grinding wheels for precision surface grinding and form dressing — high kinetic energy at operating speed; workholding failures are high consequence
- Diamond dicing blades for semiconductor wafer and substrate sectioning — high-speed blade dynamics; chip ejection from brittle substrates (silicon, sapphire, GaAs)
- Ultra-thin diamond blades for brittle material cutting with minimal kerf loss — resonance risk at incorrect RPM; requires verified spindle speed before operation
- Diamond discs and laps for metallographic preparation and superfinishing — cross-contamination between grits is a primary process and safety failure
- Diamond core drills and micro-drills for hole generation in ceramics, glass, and composites — catastrophic grab risk without secure workpiece fixturing
- Diamond consumables (suspensions, pastes, polishing films) for final-stage polishing — fine grit deposits in skin transfer to optical and semiconductor surfaces
A one-size-fits-all safety approach fails because the mechanisms of injury and process damage differ substantially across these categories.
Bond Technology & Its Direct Impact on Safety Behavior
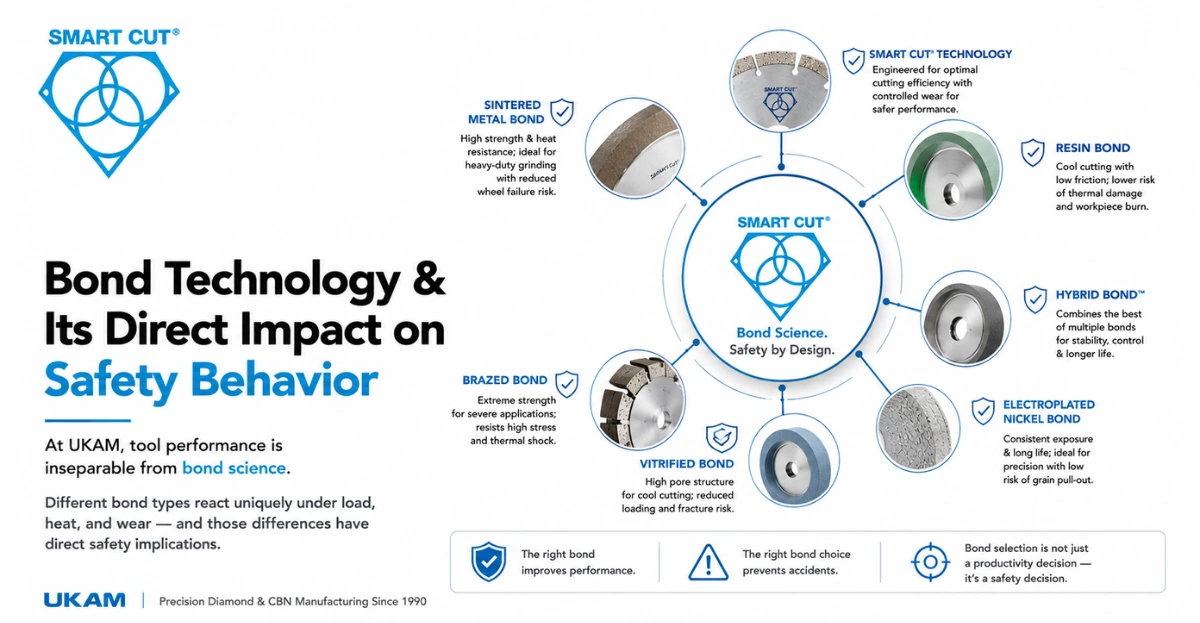
At UKAM, tool performance is inseparable from bond science. SMART CUT® technology, sintered metal bond, resin bond, HYBRID Bond™, electroplated nickel bond, vitrified bond, and brazed bond tools all behave differently under load, heat, and wear — and those differences have direct safety implications.
Bond Type vs. Failure Risk & Safety Requirements
|
Bond Type |
Failure Mode |
Primary Risk |
Risk Level |
Key Safety Actions |
|---|---|---|---|---|
|
Electroplated (Nickel) |
Nickel layer fatigue / spalling |
Sharp diamond-laden particles released; difficult to see |
HIGH |
Full face and eye protection mandatory; inspect plating regularly |
|
Sintered Metal Bond |
Abrupt failure — not gradual |
Sudden bond disintegration; thermal shock loading |
HIGH |
Face and eye shielding; maintain coolant systems rigorously |
|
Resin Bond |
Heat-induced softening; uneven grit shedding |
Coolant starvation or excess pressure |
MEDIUM |
Strict coolant flow control; manage feed pressure carefully |
|
Vitrified Bond |
Brittle fracture from impact (internal damage often invisible) |
In-process wheel failure from hidden crack |
HIGH |
Ring test before every mount; handle like glass |
|
SMART CUT® / Metal Bond |
Gradual but can be abrupt under overload |
Unusual vibration indicates impending failure |
MEDIUM |
Monitor vibration signature; follow RPM limits |
|
HYBRID Bond™ |
Mixed failure modes from combined bond characteristics |
Combines resin and metal failure behavior |
MEDIUM |
Follow application-specific coolant and speed guidelines |
|
Brazed Bond |
Braze joint separation under thermal or mechanical stress |
Single-layer exposure; aggressive cutting behavior |
MEDIUM |
Verify max RPM; inspect braze joint before use |
Vitrified Bond Pre-Use Protocol (ANSI B7.1 aligned): Always perform a ring test before mounting vitrified bond diamond wheels. Suspend the wheel on a pin and tap lightly with a non-metallic implement. A clear ring indicates structural integrity. A dull thud signals a possible internal crack. Never mount a wheel that fails the ring test under any circumstances.
Grit Size vs. Hazard Type: The Full Picture
Grit selection is both a process engineering decision and a safety variable. The relationship between grit size and hazard is not linear. “Coarse equals dangerous, fine equals safe” is a dangerous oversimplification that costs labs samples, time, and in some cases causes injury.
Grit Size vs. Hazard Profile
|
Grit Range |
Mesh / Micron |
Primary Hazard |
Injury Character |
Process Risk |
PPE Priority |
Coarse |
Immediate laceration; high-energy debris |
Severe cuts on contact; visible debris with significant kinetic energ |
Workholding failures are high consequence |
Workholding failures are high consequence |
Face shield + cut-resistant gloves |
|---|---|---|---|---|---|
|
Medium |
600–4000 mesh / 3–30 µm |
Pressure-dependent injury; accumulative exposure |
Casual contact often unnoticed but accumulates damage |
Bond wear particles contaminate precision surfaces |
Safety glasses + nitrile gloves |
|
Fine / Ultra-Fine |
>4000 mesh / 0.1–3 µm |
Micro-cuts; contamination transfer to precision surfaces |
Often unnoticed immediately; embeds in skin |
Cross-contamination between grits destroys surface quality |
Nitrile gloves mandatory at every stage |
“Harmless to the Touch” — A Myth That Costs Labs Samples and Time: Even sub-micron diamond abrasives cause micro-cuts and embed particles in skin. Skin contact deposits diamond particles that then transfer to optical or semiconductor surfaces, ruining precision sample preparation. PPE requirements remain firm at every grit level without exception.
UKAM Product Note: UKAM’s diamond consumables for metallography and superfinishing are precision-graded and packaged to prevent cross-contamination. Using correctly graded product is itself a safety measure — mislabeled or off-spec abrasive introduces unpredictable cutting behavior into a controlled process.
Application-Specific Safety by Industry
UKAM supplies precision tools across multiple sectors, and safety requirements vary significantly by application context. Generic diamond abrasive guidelines consistently miss these distinctions.
Industry vs. Primary Hazard & PPE Requirements
|
Industry |
Primary Hazard |
Required PPE |
Key Protocol |
UKAM Resource |
|---|---|---|---|---|
|
Metallography Labs |
Sample integrity failure; skin microcontamination |
Safety glasses; nitrile gloves; new gloves between every grit stage |
Use backing plates for all lapping film work; never use metal scrapers on PSA-backed films |
|
|
Semiconductor |
High-speed blade dynamics; chip ejection from Si, sapphire, GaAs |
Face shield; ANSI Z87.1 glasses; hearing protection |
Verify RPM specs before mounting; inspect substrate adhesion tape before each run |
|
|
Advanced Ceramics |
Respirable alumina, SiC, zirconia dust; grab events |
P100 respirator minimum; face shield; secure workpiece fixturing |
Wet cutting required; exhaust extraction mandatory; workpiece ejection risk from grab |
|
|
Composites (Carbon Fiber) |
Respirable carbon fibers; workpiece ejection from tool catching in weave |
P100 respirator; face shield; cut-resistant gloves |
Secure fixturing mandatory; watch for tool catching in composite weave |
|
|
Glass & Quartz |
Brittle fracture; silica dust (long-term inhalation exposure) |
Face shield; N95/P100 respirator; safety glasses |
Wet cutting strongly recommended; guard clearances critical |
|
|
Photonics / Optics |
Surface contamination from grit transfer; sub-surface damage |
Nitrile gloves; clean room protocols where applicable |
Strict grit sequencing; no bare finger contact on polishing films |
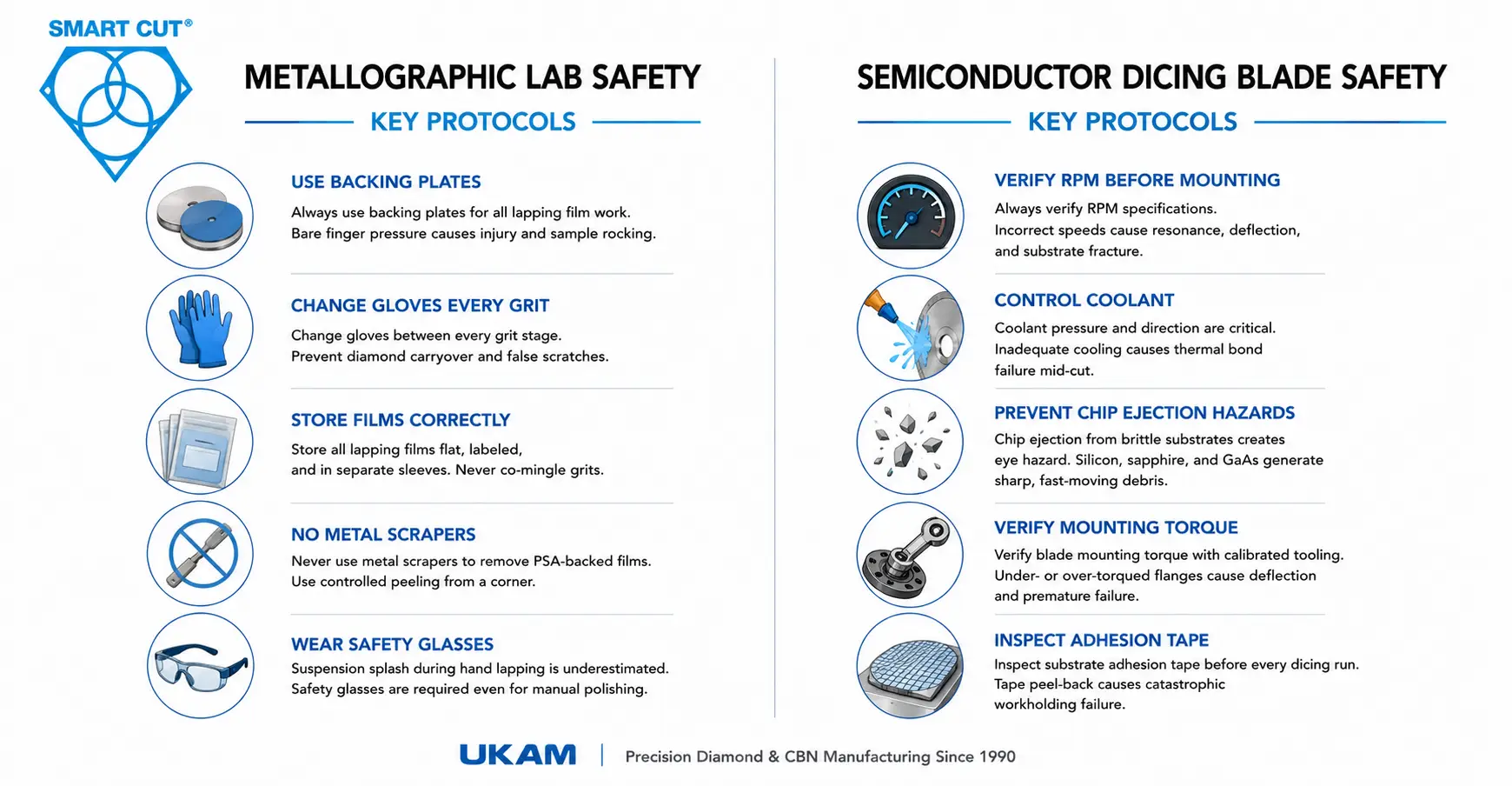
Metallographic Lab Safety — Key Protocols
- Always use backing plates for all lapping film work. Bare finger pressure on diamond film causes both operator injury and sample rocking that invalidates the preparation.
- Change gloves between every grit stage without exception. Diamond carryover from a coarser stage creates false scratches that can require repeating 3 or more hours of preparation work.
- Store all lapping films flat, labeled, and in separate sleeves. Never co-mingle grits at any stage of storage or use.
- Never use metal scrapers to remove PSA-backed films. Use controlled peeling from a corner.
- Suspension splash during hand lapping is consistently underestimated. Safety glasses are required even for manual polishing operations.
Semiconductor Dicing Blade Safety — Key Protocols
- Always verify RPM specifications before mounting any dicing blade. Blade resonance at incorrect spindle speeds creates unpredictable lateral force that causes mid-cut deflection and substrate fracture.
- Coolant pressure and direction are critical. Inadequate cooling causes thermal bond failure mid-cut, not at the end of a run.
- Chip ejection from brittle substrates creates an eye hazard even at low material removal rates. Silicon, sapphire, and GaAs all generate sharp, fast-moving debris.
- Verify blade mounting torque with calibrated tooling. Both under- and over-torqued flanges cause blade deflection and accelerated premature failure.
- Inspect substrate adhesion tape before every dicing run. Tape peel-back during operation causes catastrophic workholding failure.
Diamond Grinding Wheel PPE Requirements: Matched to Task
PPE selection must be based on the specific material removal operation, not a blanket standard applied across all diamond abrasive work.
OSHA & ANSI Alignment: The following requirements align with ANSI Z87.1 (eye and face protection), OSHA 29 CFR 1910.133 (eye and face protection), and OSHA 29 CFR 1910.95 (occupational noise exposure — 85 dB TWA action threshold).
PPE by Operation Type
Referenced Standards & Compliance Frameworks
- ANSI Z87.1 — Eye and Face Protection
- OSHA 29 CFR 1910.133 — Eye and Face Protection
- OSHA 29 CFR 1910.95 — Occupational Noise Exposure (85 dB action level)
- ANSI B7.1 — Safety Requirements for the Use, Care, and Protection of Abrasive Wheels
- NIOSH P100 — Particulate Filtration Rating
- OSHA 29 CFR 1910.134 — Respiratory Protection Program
- ANSI/ISEA 105 — Cut-Resistant Glove Performance Standard
Workholding, Fixturing & Machine Safety
In production and lab environments, most serious diamond abrasive incidents involve workholding failure rather than direct tool contact. When a workpiece releases at grinding speed, the consequences are severe, unpredictable, and in some cases irreversible.
Common Failure Modes by Tool Type
Key workholding rules for all operations:
- Verify clamp and chuck torque before every setup — thermal cycling loosens fixturing progressively and the effect is cumulative
- Use part-specific fixtures for irregular geometries — improvised clamping creates moment loading that increases ejection risk dramatically
- Never hold small parts by hand against powered diamond wheels, bench grinders, or lapping surfaces
- For core drilling operations, secure every workpiece in a drill press vise or clamp before initiating the drill — hand-holding materials against diamond core drills causes catastrophic grab events
- In dicing operations, substrate adhesion tape must be rated for the cutting forces involved — inspect for any peel-back before each run, not just at the start of a shift
UKAM’s custom diamond tool engineering team can advise on optimal tool-workholding configurations for process-critical applications where standard setups introduce unacceptable risk.
Coolant Safety in Diamond Grinding & Cutting Operations
Coolant in diamond abrasive operations is both a process variable and a critical safety control. Coolant starvation does not create one problem — it creates multiple concurrent failure modes at the same time.
Wet vs. Dry Cutting Risk Comparison
Coolant System Pre-Use Checklist
Before every diamond grinding or cutting operation:
- Verify coolant concentration is within the specified range for the application
- Inspect nozzle position and confirm it is aimed directly at the cutting zone
- Confirm flow rate matches the tool and substrate requirements
- Check coolant lines for blockage or kinking that restricts flow
- Inspect guards and observation windows — slurry buildup impairs visibility and is a sign of inadequate flow
- Confirm there are no coolant leaks onto operator floor areas, which create a serious slip hazard
- Verify coolant chemistry is compatible with the workpiece material — some coolants damage specific substrates
Real-World Operator Mistakes & Process Failure Examples
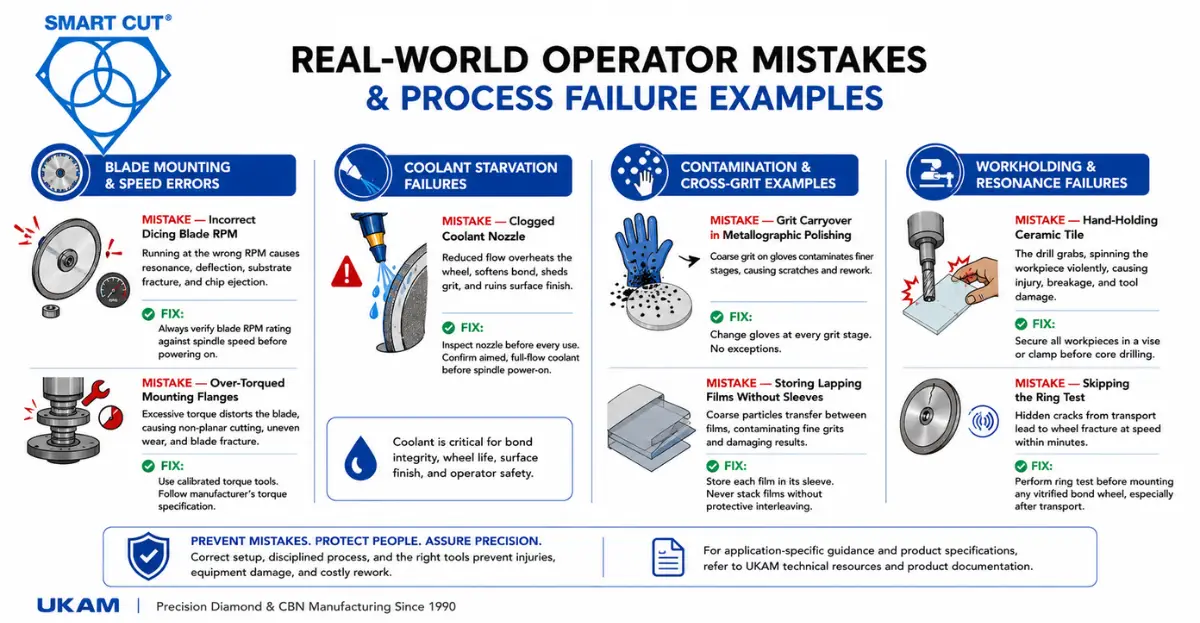
The following examples reflect recurring failure patterns observed in precision manufacturing and lab environments. Each represents a preventable incident with documented safety or process consequences.
Blade Mounting & Speed Errors
Mistake — Incorrect Dicing Blade RPM An operator mounts a dicing blade and runs at the machine default RPM without verifying the blade’s rated spindle speed. Blade resonance develops at the incorrect speed, generating unpredictable lateral forces that cause mid-cut deflection and substrate fracture with chip ejection toward the operator.
Fix: Always verify the blade RPM rating against the spindle speed before powering on. Check the UKAM specification sheet for your dicing blade before every setup.
Mistake — Over-Torqued Mounting Flanges A technician applies excessive torque to blade mounting flanges, believing tighter means more secure. The blade distorts during operation, producing non-planar cutting, accelerated uneven wear, and eventually blade fracture mid-run.
Fix: Use calibrated torque tools only. Mount to the manufacturer’s torque specification — both under-torquing and over-torquing cause blade deflection and premature failure.
Coolant Starvation Failures
Mistake — Clogged Coolant Nozzle During Ceramic Grinding An operator begins a grinding session without checking the coolant nozzle. A partial blockage reduces flow by approximately 60%. The resin bond wheel softens unevenly within 8 minutes, shedding grit into the cutting zone. Surface finish degrades noticeably, and the operator does not recognize bond failure is occurring until it becomes audible.
Fix: Nozzle inspection is mandatory at the pre-use check — not just in weekly maintenance cycles. Confirm aimed, full-flow coolant before spindle power-on at the start of every session. Refer to UKAM’s diamond grinding wheels for bond-specific coolant guidance.
Contamination & Cross-Grit Examples
Mistake — Grit Carryover in Metallographic Polishing A technician proceeds from 9 µm to 3 µm diamond lapping without changing gloves. Residual 9 µm particles on the glove contact the 3 µm polishing film and the sample surface. The final polishing stage shows anomalous scratches with no apparent cause. The entire sample preparation sequence must be repeated — representing more than 3 hours of lost lab time per sample.
Fix: New nitrile gloves at every grit transition, without exception. This is simultaneously a contamination protocol and a PPE requirement. See UKAM’s metallography consumables for correctly graded product.
Mistake — Storing Lapping Films Without Sleeves Diamond lapping films are stored in a flat pile without protective sleeves between grades. Fine grit films pick up coarser particles from adjacent sheets during storage. A 0.5 µm film introduces 9 µm contamination into a final optical polishing step, producing surface damage that appears entirely unexplained during analysis.
Fix: Store every film in its original sleeve. Never stack diamond lapping films without protective interleaving between grades.
Workholding & Resonance Failures
Mistake — Hand-Holding Ceramic Tile Against a Diamond Core Drill An operator holds a ceramic tile by hand against a diamond core drill. The tool catches in the material at depth and rotates the workpiece violently. The result is a fractured workpiece, a deep laceration to the operator’s palm, and a damaged drill that must be replaced.
Fix: All workpieces must be secured in a drill press vise or mechanical clamp before diamond core drilling begins. This applies regardless of workpiece size or perceived weight. See UKAM’s guidance on advanced ceramics tooling for fixturing recommendations.
Mistake — Skipping the Ring Test After Transport A vitrified bond grinding wheel is transported in a shared toolbox without its original packaging. Impact during transport creates an internal micro-crack that is completely invisible during visual inspection. The wheel passes the visual check, is mounted, and fractures within the first minute of operation at speed.
Fix: The ring test is mandatory before mounting any vitrified bond wheel — particularly after transport or storage outside of original manufacturer packaging.
Storage, Handling & Transport of Diamond Abrasive Tools
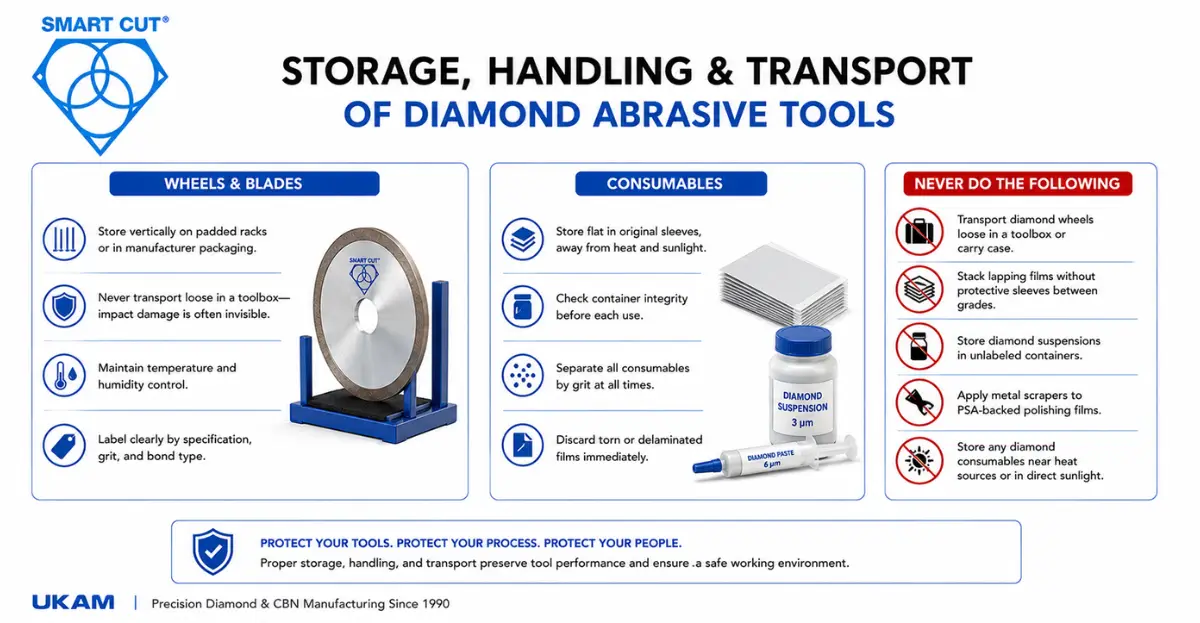
Diamond tools represent significant capital investment and process precision. Improper storage degrades both tool integrity and the safety profile of the tool when placed in use.
Wheels & Blades:
- Store vertically on padded racks or in manufacturer packaging — horizontal stacking creates edge chipping and vitrified bond microcracking
- Never transport diamond wheels loose in a toolbox — impact damage to the bond is often invisible but progressively degrades structural integrity
- Maintain temperature and humidity control to prevent dimensional changes in metal bond tools
- Label clearly by specification, grit, and bond type — using the wrong tool in a critical operation is both a process failure and a safety failure
Consumables (Films, Pastes, Suspensions):
- Store flat in original sleeves, away from heat sources and direct sunlight
- Check suspension and paste container integrity before each use — contaminated suspension introduces undefined grit into a controlled process
- Separate all consumables by grit at all times — co-mingling at any stage contaminates the finer grit and invalidates the entire preparation sequence
- Torn or delaminated films must be discarded immediately — do not reuse compromised film under any circumstances
Never do the following:
- Transport diamond wheels loose in a toolbox or carry case
- Stack lapping films without protective sleeves between grades
- Store diamond suspensions in unlabeled containers
- Apply metal scrapers to PSA-backed polishing films
- Store any diamond consumables near heat sources or in direct sunlight
Building a Safety-Integrated Abrasive Process
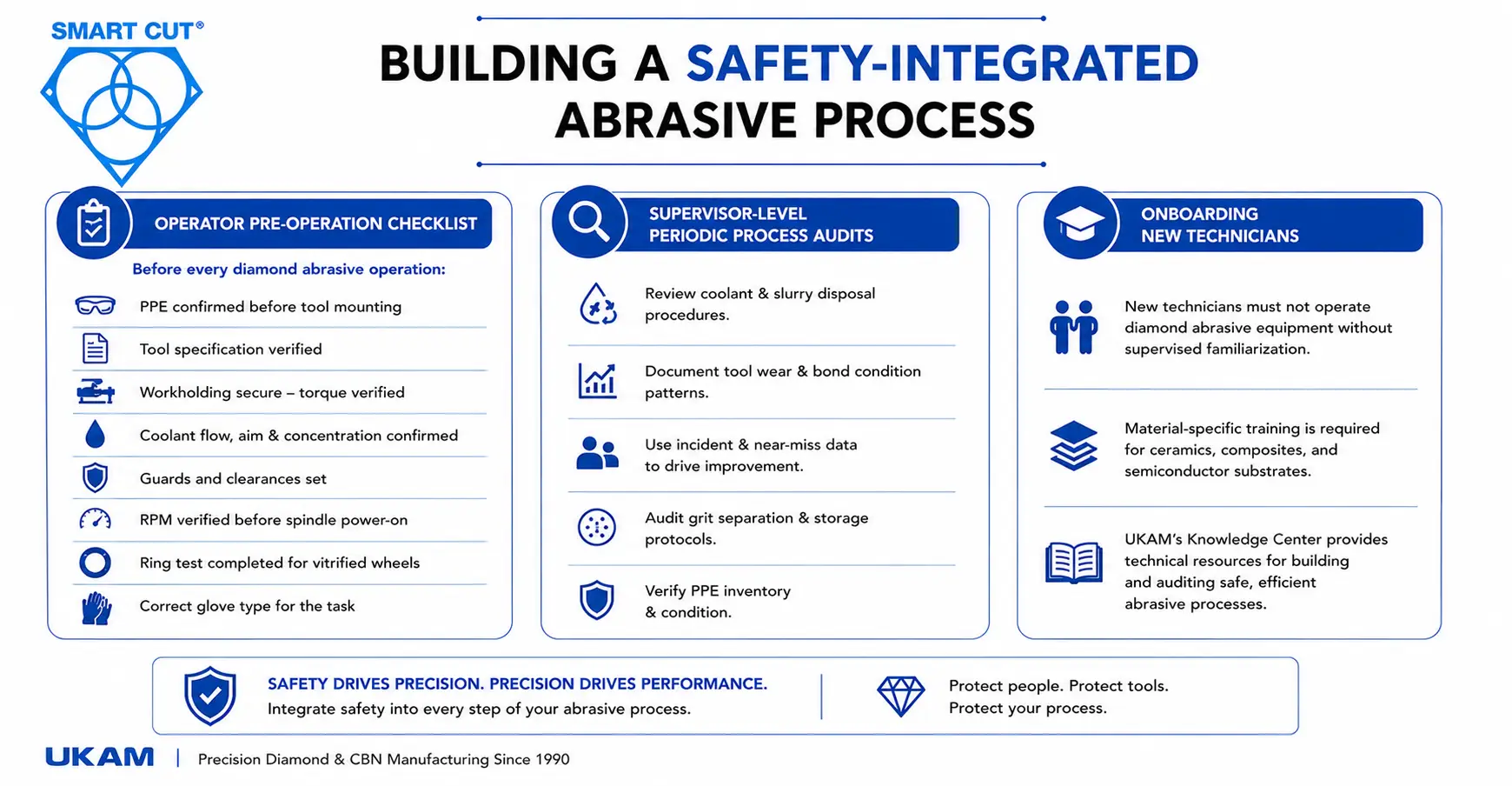
For production facilities and precision labs, the goal is not just compliance — it is embedding safety into the process workflow so it runs in parallel with quality control rather than as a separate checklist reviewed once a year.
Operator Pre-Operation Checklist
Before every diamond abrasive operation:
- PPE confirmed in place before tool mounting begins — not after the machine is already set up
- Tool specification verified against the process sheet for this specific job
- Workholding inspected and confirmed secure — clamp and chuck torque verified with appropriate tooling
- Coolant flow rate, nozzle aim, and concentration confirmed
- Guards and clearances set per machine setup documentation
- RPM verified against the tool specification before spindle power-on
- Ring test completed for vitrified bond wheels
- Correct glove type confirmed for the task — cut-resistant for mounting operations, nitrile for lapping and polishing
Supervisor-Level Periodic Process Audits
- Review coolant and slurry disposal procedures — improper disposal is both a safety and a regulatory compliance issue
- Document tool wear and bond condition patterns — premature failure is a process parameter signal, not just a procurement event
- Use incident and near-miss data to drive process improvement, not just corrective action after the fact
- Audit grit separation and storage protocols in metallography and superfinishing operations on a regular basis
- Verify PPE inventory and condition — degraded face shields and worn nitrile gloves are among the most common audit findings
Onboarding New Technicians
- New technicians must not operate diamond abrasive equipment without supervised familiarization from an experienced operator
- Material-specific training is required for ceramics, composites, and semiconductor substrates before any independent operation is permitted
- UKAM's Knowledge Center provides technical reference material for engineering and lab teams establishing or auditing abrasive process protocols
Frequently Asked Questions
- ANSI Z87.1-rated safety glasses at minimum; a face shield is required for grinding wheel and dicing operations
- Hearing protection when noise exposure exceeds 85 dB TWA, per OSHA 29 CFR 1910.95
- Respiratory protection matched to the substrate being processed — P100 for ceramics and composites, N95 minimum for general dry cutting
- Cut-resistant gloves (ANSI/ISEA 105) for tool mounting and dismounting — never loose-fitting gloves near rotating spindles
Yes — even sub-micron diamond abrasives cause micro-cuts and embed particles in skin. Those embedded particles then transfer to precision surfaces and contaminate optical and semiconductor samples. Nitrile gloves are required at all lapping and polishing steps regardless of grit fineness. “Too fine to hurt you” is not a real category in diamond abrasive work.
- Electroplated (nickel bond): Nickel layer spalling releases diamond-laden particles on plating fatigue — eye and face protection is non-negotiable. See UKAM’s electroplated nickel bond tools for specification guidance.
- Vitrified bond: Brittle fracture risk from impact damage — ring test is mandatory before every mounting
- Resin bond: Softens under heat buildup — coolant management is the primary safety variable for this bond type. See UKAM’s resin bond tools for application detail.
- Metal bond and sintered bond: Failure mode tends to be abrupt rather than gradual — monitor for unusual vibration or sound changes during operation
Store flat in original sleeves, separated by grit grade, away from heat sources and direct sunlight. Never stack films without protective interleaving between grades. Torn or delaminated films must be discarded — do not reuse a compromised film.
Coolant prevents thermal bond failure that causes unpredictable tool disintegration. It reduces inhalation risk by suppressing fine particulate into suspension rather than letting it become airborne. It controls workpiece temperature to prevent thermal injury to both operator and part. It also maintains consistent chip evacuation, reducing jamming and grab risk throughout the operation.
- Soft polymers and rubbers — grab risk causes workpiece ejection and tool damage
- Soft, tacky composites — material buildup causes thermal runaway on the tool surface
- Very soft additive manufactured parts — unpredictable grab behavior without carefully engineered fixturing
In all cases, verify material hardness and bond compatibility before committing to diamond tooling for any new substrate. The UKAM application and industry guide covers compatibility across material categories.
Yes. UKAM’s custom manufacturing team engineers tools to specific application requirements. Geometry, bond type, grit, and arbor specifications can all be optimized for workholding and machine constraints across semiconductor, ceramics, composites, photonics, and metallography sectors.
Work With UKAM’s Engineering Team
UKAM Industrial Superhard Tools has been manufacturing precision diamond and CBN tools in the United States since 1990. We work directly with engineers, process technicians, and procurement teams in production environments where abrasive tool performance and safety are both process-critical.
Whether you are specifying tools for a new application, auditing an existing diamond abrasive process, or sourcing custom tooling for precision manufacturing, our engineering team provides direct technical support — not a catalogue lookup.
- Explore the full product range: ukam.com/product
- Visit the Knowledge Center: ukam.com/knowledge-center
- Request a consultation: ukam.com/request-consultation
- Custom manufacturing: ukam.com/custom-manufacturing
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990