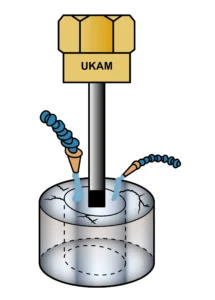
| 1 | Excessive Drill WearSigns: Rapid reduction in Diamond Drills diameter; visible wear on the cutting edges | - Incorrect feed rate or speed;
- Inadequate coolant;
- Material hardness
- Inappropriate drill specification
- Inappropriate wall thickness of diameter and dimensions of material
- Bond Hardness too Soft
- Incorrect RPM’s or Feed Rate
- Using Incorrect Coolant
- Coolant Not affectively used
- Not Dressing the Drill
- Poor Equipment Maintenance
| - Reduced cutting efficiency;
- Increased drill time
- Process Inconsistency & Inefficiency
| - Adjust feed rate and speed;
- Ensure adequate coolant flow;
- Use a drill suited for the material’s hardness
- Optimize Drill Specification
- Optimize Type of Coolant Used and How It Reaches Drilling Zone
- Optimize Drill RPM’s & Fee Rate
- Check the Condition of your Drilling Equipment
- Make sure the diamond drill is being dressed properly
|
| 2 | Diamond Drills Breakage
Signs: Sudden snapping or fracturing of the diamond drill; visible cracks or chips on the diamond drill | - Excessive pressure
- Misalignment; Material defects
| - Sudden halt in drilling
- Potential damage to workpiece
| - Apply correct pressure;
- Ensure proper alignment;
- Inspect material for defects before drilling
|
| 3 | Poor Surface Finish
Signs: Rough or uneven hole finish; excessive burring around the hole entrance or exit | - Inadequate coolant;
- Worn Diamond Drill
- Incorrect feed rate or speed
| - Rough hole surface
- Potential need for post-processing
| - Ensure proper coolant flow;
- Replace or sharpen diamond drill;
- Adjust feed rate and speed
|
| 4 | Diamond Drill or Material Overheating
Signs: Excessive heat generation; discoloration of the Diamond Drills or material; smoke or burning smell | - Insufficient coolant;
- High feed rate or speed;
- Prolonged drilling without breaks
- Incorrect Coolant or Mix Ratio Used
- Inadequate Amount of Coolant Reaching Drilling zone
- Incorrect Diamond Drill Specification
| - Premature wear of the drill;
- Potential thermal damage to the material
- Possible Chipping
- Possible Material Micro Cracking
- Possible Material Deformation
- Change in Material Properties
| - Optimize Coolant:
- Align the coolant nozzles
- Increase coolant flow
- Use specialized water soluble coolant
- Adjust feed rate and speed
- Allow intermittent breaks during drilling
- Try using diamond drill more optimized for the application
|
| 5 | Core Ejection IssuesSigns: Difficulty in removing the core from the material; the core sticks or breaks during ejection | - Inadequate core breaker;
- Incorrect drill design;
- Material adhesion
| - Difficulty in removing the core;
- Potential damage to the core or hole
| - Use an adequate core breaker;
- Choose the correct drill design;
- Apply release agents if necessary
|
| 6 | Diamond Drills Wonders
Signs: Diamond Drill deviates from the intended path; uneven hole diameter; off-center hole entrance or exit | - Misalignment;
- Uneven surface;
- Inadequate drill rigidity
| - Inaccurate hole location;
- Potential damage to workpiece
| - Ensure proper alignment;
- Flatten surface before drilling;
- Use a more rigid drill setup
|
| 7 | Material Cracking
Signs: Visible cracks in the material around the hole; chipping or flaking of the material surface | - Excessive pressure;
- Thermal shock;
- Material flaws
| - Cracks in the material;
- Compromised structural integrity
| - Reduce pressure;
- Ensure proper coolant temperature;
- Inspect and pre-treat material if necessary
|
| 8 | Diamond Drills Glazing
Signs: Smooth, shiny surface on the Diamond Drills edges; reduced cutting debris; increased force required to drill | - Inadequate coolant;
- Too low feed rate;
- Material abrasiveness
| - Reduced cutting ability;
- Increased friction and heat
| - Increase coolant flow;
- Adjust feed rate;
- Use a drill suited for abrasive materials
|
| 9 | Inconsistent Hole Size
Signs: Hole diameter varies from top to bottom or between multiple holes; holes not consistent with Diamond Drills size | - Drill wear;
- Misalignment;
- Material heterogeneity
| - Holes not meeting tolerance;
- Potential rework or scrap
| - Monitor and replace Diamond Drills as needed;
- Ensure proper alignment;
- Adjust process for material variance
|
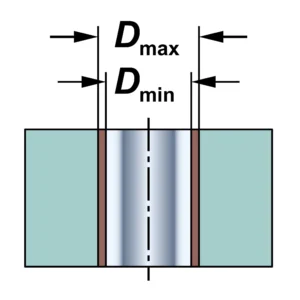
| 10 | Inaccurate Hole TolerancesSings: Holes are consistently larger or smaller than the specified diameter. Measurement of the hole diameter shows deviation from the design specifications. | - Diamond wear or damage
- Inaccurate Diamond Drill size
- Misalignment or instability during drilling.
- Excessive Run Out
- Inaccurate Tolerances
- Runout on Collet or Chuck
- Incorrect Material Mount
- Incorrect Drilling Equipment
- Incorrection Drill Specification
- Not Maintaining the Drill
- Incorrect Drilling Technique runout
| - Compromised precision in hole dimensions;
- Potential for part rejection or rework.
| - Regularly inspect and replace worn or damaged diamond drills
- Verify diamond drill size before use.
- Ensure drill and workpiece stability and alignment.
|
| 11 | Noise and VibrationSigns: Unusual sounds during operation; excessive shaking or movement of the drill or workpiece | - Misalignment;
- Loose components;
- Inadequate mounting
| - Unpleasant working conditions;
- Potential inaccuracies in drilling
| - Check and correct alignment;
- Tighten all components;
- Ensure proper mounting and support
|
| 12 | Drill Jamming
Signs: Diamond Drills gets stuck in the material; difficulty in advancing or retracting the drill | - Material swarf build-up;
- Inadequate lubrication;
- Diamond Drills misalignment
| - Interrupted drilling process;
- Potential for Diamond Drills breakage
| - Clean Diamond Drills regularly;
- Ensure proper lubrication;
- Check and correct Diamond Drills alignment
|
| 13 | Sound FluctuationSigns: Irregular or intermittent cutting sounds; changes in drilling noise patterns | - Diamond Drills wear;
- Loose components;
- Inconsistent material density
| - Inconsistent drilling performance;
- Potential for inaccuracies
| - Inspect and replace worn diamond drills;
- Tighten loose components;
- Adjust drilling parameters for material
|
| 14 | Diamond Drill OverloadingSigns: Excessive power consumption or increased load on the drilling machine | - Dull diamond drill; Inadequate coolant;
- Material hardness
| - Increased operational costs;
- Potential overheating of machine
| - Sharpen or replace diamond drill;
- Ensure adequate coolant flow;
- Use a drill suited for the material’s hardness
|
| 15 | Slow/ Inefficient Drilling 
Signs: Slow drilling progress; increased time to penetrate material | - Blunt drill edges
- Inadequate drilling speed
- Hard or abrasive material
- Incorrect Drill Specification
- Coolant not adequately reaching the drilling zone
- Incorrect feed rates
- Material core (plug) is stuck inside core drill
- Poor Equipment Maintenance
- Operator Oversight
| - Prolonged drilling time;
- Increased wear on diamond drill
- Higher Process Cost
- Loss of Productivity
| - Dress the diamond drill
- Adjust drilling speed;
- Select a more suitable Diamond Drills for the material
- Use Larger (coarser) Diamond
- Use Softer Bond Matrix
- Optimize rpm’s and fee rate
- Try higher RPM’s
|
| 16 | Diamond Drill Overheating
Signs: Discoloration or burn marks on the material around the hole | - Excessive friction; Inadequate coolant;
- Too high drilling speed
| - Aesthetic damage to material;
- Potential structural damage
| - Reduce drilling speed; Increase coolant flow;
- Adjust drilling parameters
|
| 17 | Diamond Drill Instability
Signs: Chattering or bouncing of the diamond drill | - Unstable drill setup;
- Worn drill bearings or spindle; Misalignment
| - Poor hole quality;
- Potential damage to Diamond Drills or material
| - Stabilize drill setup;
- Replace worn components; Ensure proper alignment
|
| 18 | Debris AccumulationSwarf or debris accumulation around the Diamond Drills or in the hole | - Inadequate chip removal;
- Insufficient coolant flow; Incorrect drill design
| - Blocked drilling path;
- Potential for Diamond Drills overheating
| - Improve chip removal; Increase coolant flow;
- Use a drill with appropriate chip removal design
|
| 19 | Trouble Starting HoleSigns: Difficulty in starting the hole; Diamond Drills skidding or slipping on the material surface | - Inadequate surface preparation;
- Diamond Drills not sharp enough; Incorrect angle of entry
| - Inaccurate hole initiation;
- Potential for surface damage
| - Prepare surface properly;
- Sharpen or replace diamond drill; Ensure correct angle of entry
|
| 20 | Drill VibratingSigns: Excessive tool vibration or machine movement | - Imbalanced diamond drill;
- Loose machine components; Uneven work surface
| - Reduced drilling accuracy;
- Increased wear on machine and diamond drill
| - Balance diamond drill;
- Tighten loose components; Ensure work surface is even and stable
|
| 21 | Drilling Heat BuildupSigns: Unusual or excessive heat in the drill chuck or spindle | - Overworked drill motor;
- Inadequate lubrication; Excessive drilling speed
| - Potential damage to drill or machine;
- Reduced lifespan of components
| - Allow motor to cool periodically;
- Ensure proper lubrication; Adjust drilling speed
|
| 22 | Decline in Drilling Performance
Signs: Reduced cutting speed despite constant machine settings | - Diamond Drills wear;
- Hardening of the material;
- Inadequate coolant
| - Increased drilling time;
- Potential for overheating
| - Inspect and replace the diamond drill;
- Adjust coolant flow;
- Review material specifications
|
| 23 | Short Drill LifeSigns: Frequent need for Diamond Drills replacement | - Excessive wear rate;
- Unsuitable Diamond Drills material;
- Incorrect drilling parameters
| - Increased operational costs;
- Downtime for replacements
| - Choose appropriate Diamond Drills material;
- Optimize drilling parameters;
- Regularly inspect diamond drills
|
| 24 | Diamond Drill JammedSigns: Diamond Drills becomes lodged or jammed in the hole | - Swarf build-up;
- Inadequate hole clearance;
- Material deformation
| - Interrupted drilling process;
- Potential for Diamond Drills damage
| - Ensure adequate hole clearance;
- Use appropriate Diamond Drills design;
- Regularly clear swarf
|
| 25 | Drill Life InconsistencySigns: Inconsistent Diamond Drills life across similar operations | - Variable material properties;
- Inconsistent machine calibration;
- Fluctuating operating conditions
| - Unpredictable maintenance schedule;
- Variable drilling performance
| - Standardize material selection; Calibrate machines regularly;
- Monitor and stabilize operating conditions
|
| 26 | Excessive Drilling NoiseExcessive noise from the drilling machine | - Worn or damaged machine components; Misalignment;
- Unbalanced load
| - Unpleasant working environment;
- Potential for machine damage
| - Inspect and replace damaged components;
- Align and balance machine;
- Distribute load evenly
|
| 27 | Drill Angle InstabilityDifficulty in maintaining the desired drilling angle | - Unstable machine setup; Worn machine components;
- Inadequate operator training
| - Inaccurate hole angle;
- Compromised hole integrity
| - Stabilize machine setup;
- Replace worn components; Provide adequate training
|
| 28 | Diamond Drill DeflectionIncreased occurrence of Diamond Drills deflection | - Inadequate drill rigidity; Uneven material density;
- Incorrect Diamond Drills design
| - Inaccurate hole dimensions;
- Potential for off-center drilling
| - Use a more rigid drill setup;
- Assess material density;
- Choose the correct Diamond Drills design
|
| 29 | Diamond Drill Tube Wear
Visible wear or damage on the drill sides/body | - Abrasive material;
- Inadequate coolant;
- High feed rate or speed
| - Reduced Diamond Drills effectiveness;
- Increased heat generation
| - Use diamond drills designed for abrasive materials;
- Ensure proper coolant flow; Adjust feed rate and speed
|
| 30 | Feed Rate IssuesDifficulty in controlling Diamond Drills feed rate | - Inconsistent material density;
- Worn machine components;
- Inadequate operator control
| - Inconsistent drilling performance;
- Potential for material damage
| - Assess material density;
- Maintain machine components; Train operators adequately
|
| 31 | Material Bottom Side Deformation
Excessive burring or material deformation at the hole exit | - Too high feed rate;
- Inadequate support for the material;
- Dull diamond drill
| - Poor hole quality;
- Additional finishing required
| - Adjust feed rate;
- Provide adequate material support;
- Sharpen or replace the diamond drill
|
| 32 | Diamond Drills WonderingDiamond Drills “walking” or drifting at the start of drilling | - Uneven starting surface;
- Diamond Drills not perpendicular to material;
- Inadequate clamping
| - Inaccurate hole start;
- Potential for material damage
| - Flatten starting surface;
- Ensure Diamond Drills is perpendicular; Secure material properly
|
| 33 | Excessive Wear on One Drill Side
Signs: Excessive wear on one side of the diamond drill | - Misalignment;
- Uneven material hardness;
- Improper Diamond Drills rotation
| - Asymmetrical Diamond Drills wear;
- Reduced Diamond Drills life
| - Check and correct alignment;
- Assess material properties;
- Ensure proper Diamond Drills rotation
|
| 34 | Diamond Drill Overheating
Changes in Diamond Drills coloration (e.g., bluing, yellowing) | - Overheating due to high friction;
- Inadequate coolant supply
- Excessive drilling speed
- Diamond Crystal too Fine for the application
- Bond Matrix is too High
- Inappropriate Drill Specification
| - Potential loss of Diamond Drills hardness;
- Reduced cutting efficiency
- Material Deformation
- Material Burring, chipping, cracking
- Diamond section breakage or cracking
- Drill stops drilling
| - Optimize drilling speed;
- Increase coolant flow;
- Monitor Diamond Drills temperature
- Increase RPM’s
- Make sure the RPM’s are recommended for the application
- Use dressing stick to dress the drill
- Consider using diamond drill more optimized for the application
|
| 35 | Drilling Depth IssuesSigns: Difficulty in achieving the required hole depth | - Inadequate Diamond Drills length;
- Material hardening at deeper levels;
- Diamond Drills deflection
| - Incomplete drilling;
- Inaccurate hole depth
| - Use the correct length diamond drill;
- Adjust drilling parameters for depth;
- Ensure drill rigidity
|
| 36 | Drilling Torque VariationsFluctuations in drilling torque or resistance | - Inconsistent material composition;
- Worn diamond drill; Clutch or gearbox issues
| - Inconsistent drilling performance;
- Potential for stalling or jamming
| - Assess material consistency;
- Replace worn diamond drills; Service clutch or gearbox
|
| 37 | Material Discoloration
Material discoloration around the hole | - Excessive heat generation; Chemical reaction with coolant;
- Material sensitivity
| - Aesthetic or structural material damage;
- Potential weakening of material
| - Adjust drilling parameters;
- Check and replace coolant;
- Assess material sensitivity
|
| 38 | Chip Removal IssuesSigns: Increased difficulty in chip removal | - Inadequate flute design; High material ductility;
- Insufficient coolant pressure
| - Clogged diamond drill;
- Reduced drilling efficiency;
- Potential overheating
| - Optimize flute design;
- Adjust drilling parameters for ductile materials;
- Increase coolant pressure
|
| 39 | Diamond Drills StallingDiamond Drills fails to cut or progress through the material | - Diamond Drills wear or damage;
- Material hardness exceeds Diamond Drills capacity;
- Incorrect Diamond Drills type
| - Stalled drilling process;
- Potential for Diamond Drills damage
| - Inspect and replace diamond drill;
- Use a Diamond Drills suited for the material hardness;
- Ensure correct Diamond Drills type
|
| 40 | Diamond Section Glazed Over
Signs: Unusual or rapid Diamond Drills dulling | - Abrasive material;
- Inadequate coolant;
- Incorrect drilling parameters
- Diamond Crystals too Friable
- Bond Matrix too High
- Drilling speed is too High or low
- Incorrect drilling speed
- Incorrect drill specification
| - Frequent Diamond Drills replacement;
- Increased operational costs
- Diamond drill slows down
- Diamond drill stops drilling altogether
- Diamond Drill Overheats
- Possible Material Deformation
- Material Burring, Chipping, & cracking
- Possible Diamond Section Breakage
| - Select diamond drills designed for abrasive materials;
- Optimize coolant flow;
- Adjust drilling parameters
|
| 41 | Diamond Drill Suddenly StopsSudden increase in drilling noise or vibration | - Diamond Drills or machine component failure;
- Material fracture;
- Loose fixtures
| - Potential for immediate halt in drilling;
- Safety hazard
| - Stop drilling immediately;
- Inspect Diamond Drills and machine;
- Secure all fixtures
|
| 42 | Uneven Wear on Diamond Section
Uneven wear on the drills diamond section surface | - Uneven material hardness;
- Diamond Drills not level with material;
- Inconsistent feed pressure
| - Uneven drilling;
- Reduced Diamond Drills life
| - Assess material for uniformity;
- Level Diamond Drills with material;
- Apply consistent feed pressure
|
| 43 | Diamond Drills “pulls” into the material unexpectedly | - Too aggressive feed rate;
- Diamond Drills design not suited for material;
- Inadequate clamping of material
| - Loss of control over drilling;
- Potential for over-drilling or material damage
| - Adjust feed rate;
- Select appropriate Diamond Drills design;
- Ensure material is clamped securely
|
| 44 | Difficulty in Starting HoleDifficulty in hole start or Diamond Drills skating on material surface | - Lack of pilot hole or starting point;
- Hard or slippery material surface;
- Worn Diamond Drills tip
| - Inaccurate hole placement;
- Increased time for hole initiation
| - Create a pilot hole or use a center punch;
- Assess and prepare material surface;
- Replace or sharpen Diamond Drills tip
|
| 45 | Drill Mounting OverheatingExcessive accumulation of heat in the Diamond Drills shank | - High friction in the chuck;
- Over-tightening of the diamond drill;
- Inadequate lubrication in chuck area
| - Potential for Diamond Drills or chuck damage;
- Reduced Diamond Drills life
| - Adjust chuck tightness;
- Ensure proper lubrication;
- Monitor and manage friction levels
|
| 46 | Wall Smoothness VariabilityInconsistent hole wall smoothness | - Fluctuating feed rate; Diamond Drills vibration;
- Material inhomogeneity
| - Variable hole quality;
- Potential need for post-processing
| - Stabilize feed rate;
- Minimize Diamond Drills vibration;
- Assess material for consistency
|
| 47 | Edge Sharpness Loss
Diamond Drills unable to retain cutting edge sharpness | - Material abrasiveness; Inadequate cooling;
- Incorrect Diamond Drills material
| - Frequent Diamond Drills re-sharpening or replacement;
- Increased downtime
| - Use diamond drills designed for abrasive materials;
- Optimize cooling; Select appropriate Diamond Drills material
|
| 48 | Sharp Decline in Drill PerformanceSudden decrease in drilling performance | - Takes lot longer to drill
- Decrease in drilling speed & feed rate
- Sudden material hardness change;
- Diamond Drills reaching end of life
| - Slowed drilling progress;
- Potential for Diamond Drills failure
| - Clean flutes regularly; Assess material for consistency;
- Monitor Diamond Drills life and replace as needed
|
| 49 | Diamond Drills BendingDiamond Drills bending or flexing during operation | - Excessive length to diameter ratio;
- Inadequate support for diamond drill; High lateral pressure
| - Diamond Drills deflection;
- Inaccurate hole dimensions
| - Use diamond drills with appropriate length to diameter ratio;
- Ensure Diamond Drills is adequately supported;
- Minimize lateral pressure
|
| 50 | Shank or Drill Mount FracturePremature shank wear or failure | - Excessive chuck pressure;
- Misalignment in chuck;
- Repeated high-torque scenarios
| - Reduced Diamond Drills life;
- Potential for Diamond Drills s lippage or breakage
| - Adjust chuck pressure;
- Ensure proper alignment in chuck;
- Monitor and manage torque levels
|
| 51 | Loss of ConcentricityDiamond Drills loses concentricity | - Worn spindle or bearings;
- Improper Diamond Drills installation;
- Material side forces
| - Hole diameter inconsistency;
- Reduced drill accuracy
| - Service or replace spindle/bearings;
- Ensure proper Diamond Drills installation;
- Stabilize material during drilling
|
| 52 | Increased Diamond Drills side play | - Worn chuck jaws;
- Overuse or wear of Diamond Drills shank;
- Misalignment in drill setup
| - Reduced precision;
- Potential for hole deviation
| - Replace or adjust chuck jaws;
- Replace worn diamond drills;
- Ensure proper alignment in setup
|
| 53 | Intermittent Drilling ActionDiamond Drills exhibits intermittent cutting action | - Intermittent material hardness;
- Fluctuating feed rate;
- Diamond Drills vibration
| - Inconsistent hole quality;
- Potential for material damage
| - Assess material for consistency;
- Stabilize feed rate; Minimize Diamond Drills vibration
|
| 54 | Excessive coolant consumptionExcessive coolant consumption | - Coolant leaks;
- Inefficient coolant delivery system;
- High evaporation rate
| - Increased operational costs;
- Potential for inadequate cooling
| - Check for and repair leaks;
- Optimize coolant delivery system;
- Assess coolant type and application
|
| 55 | Coolant FoamingCoolant foaming or discoloration | - Contamination;
- Chemical reaction with materials;
- Incorrect coolant mixture
| - Reduced cooling efficiency;
- Potential for material or tool corrosion
| - Identify and remove contaminants;
- Assess material compatibility;
- Check and adjust coolant mixture
|
| 56 | Diamond Drills exhibits premature wear patterns | - Material abrasiveness;
- Inadequate coolant;
- Incorrect drilling parameters
| - Reduced Diamond Drills life;
- Increased replacement frequency
| - Select diamond drills for abrasive materials;
- Optimize coolant flow;
- Adjust drilling parameters
|
| 57 | Poor Drill AlignmentDifficulty in maintaining Diamond Drills alignment during deep hole drilling | - Diamond Drills deflection;
- Inadequate machine rigidity;
- Misalignment in setup
| - Hole deviation at depth;
- Reduced hole accuracy
| - Use drill guides or bushings;
- Ensure machine rigidity;
- Check and correct alignment
|
| 58 | Material fuses to the diamond drill | - Excessive heat generation;
- Material ductility;
- Inadequate coolant or feed rate
| - Stalled drilling process;
- Potential for material waste
| - Optimize feed rate;
- Use suitable coolant;
- Select appropriate Diamond Drills material
|
| 59 | Oversized HolesDiamond Drills produces oversized holes | - Diamond Drills wear;
- Material thermal expansion;
- Diamond Drills wobble
| - Hole size inconsistency;
- Reduced dimensional accuracy
| - Replace worn diamond drills;
- Control material temperature;
- Check and correct Diamond Drills mounting
|
| 60 | undersized holesDiamond Drills produces undersized holes | - Incorrect Diamond Drills sizing;
- Material compression;
- Inadequate cutting pressure
| - Hole size inconsistency;
- Potential for rework or scrap
| - Verify Diamond Drills size;
- Assess material properties;
- Adjust cutting pressure
|
| 61 | Drill Mounting Deformation
Diamond Drills shank wear or deformation | - Excessive chuck pressure;
- Misalignment in chuck;
- Repeated high-torque scenarios
| - Reduced Diamond Drills life;
- Potential for Diamond Drills slippage or breakage
| - Adjust chuck pressure; Ensure proper alignment in chuck;
- Monitor and manage torque levels
|
| 62 | Inconsistent drilling speedInconsistent drilling speed despite constant settings | - Variable voltage supply; Worn or damaged motor;
- Mechanical issues in drill feed mechanism
| - Inconsistent drilling performance;
- Potential for reduced precision
| - Check and stabilize power supply;
- Service or replace motor;
- Inspect and repair feed mechanism
|
| 63 | Excessive Dust GenerationExcessive dust or debris generation during drilling | - Inadequate dust extraction;
- High material brittleness;
- Incorrect Diamond Drills type
| - Poor visibility and working conditions;
- Potential health hazards
| - Improve dust extraction system;
- Adjust drilling parameters;
- Select appropriate Diamond Drills type
|
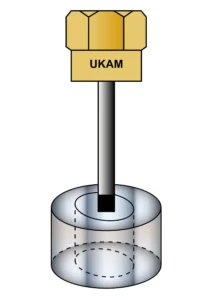
| 64 | Difficulty Removing Diamond Drill from Material
Diamond Drills fails to disengage properly from the material | - Material adhesion; Vacuum effect in the hole;
- Mechanical issues with drill retraction
| - Difficulty in Diamond Drills removal;
- Potential for Diamond Drills or material damage
| - Apply release agents;
- Ensure proper hole ventilation;
- Inspect and repair retraction mechanism
|
| 65 | Unusual wear or damage on non-cutting parts of the diamond drill | - Contact with debris or workpiece;
- Handling or storage issues;
- Accidental collisions
| - Reduced Diamond Drills life;
- Potential for inaccuracies in drilling
| - Protect Diamond Drills during non-use;
- Ensure proper handling and storage;
- Avoid collisions
|
| 66 | frequent recalibration RequiredDiamond Drills requires frequent recalibration or adjustment | - Inconsistent material hardness;
- Thermal expansion of drill or material;
- Wear and tear of drill components
| - Increased downtime for recalibration;
- Potential for reduced accuracy
| - Assess material consistency;
- Monitor temperature effects;
- Regularly inspect and maintain drill components
|
| 67 | Difficulty in achieving straight hole walls | - Diamond Drills deflection; Inadequate machine stability;
- Uneven material density
| - Hole wall irregularities;
- Reduced hole quality
| - Use more rigid drill setup;
- Enhance machine stability;
- Assess and accommodate material density
|
| 68 | Rough Surface at Entrance or ExitDiamond Drills produces a rough hole entrance or exit | - Inadequate Diamond Crystal Sharpness & Exposure;
- High feed rate
- Material chipping or flaking
- Diamond Crystal too Coarse or Fine
- Drilling Speed too High or Low
- Insufficient Coolant reaching the drilling zone
- Incorrect diamond drill application
| - Poor hole quality
- Potential for additional finishing processes
- Process Inconsistency
- Loss of Productivity
- Higher Cost
- Scrap Parts
| - Dress the Diamond Drill
- Adjust feed rate
- Optimize drilling parameters for material
- User Finer diamond grit size
- Optimize Diamond Concentration
- Use Softer Bond Matrix
- Use Different Bond Type
- Make Sure Coolant is reaching drilling zone
- Make sure the material is supported and does not move
|
| 69 | Material Delamination
Material layers separate or delaminate during drilling | - High drilling pressure;
- Inadequate support for layered materials;
- Diamond Drills not suited for layered materials
| - Layer separation;
- Compromised material integrity
| - Reduce drilling pressure; Provide adequate support;
- Use diamond drills designed for layered materials
|
| 70 | Tapered HoleDiamond Drills produces a tapered hole | - Diamond Drills not perpendicular to material;
- Worn or damaged diamond drill;
- Inconsistent material density
| - Hole dimension inconsistencies;
- Reduced hole quality
| - Ensure Diamond Drills is perpendicular;
- Replace worn or damaged diamond drills;
- Assess material density
|
| 71 | Bell Mouthed Hole
Diamond Drills produces a bell-mouthed hole | - Excessive Diamond Drills wear at the tip; Inadequate support for material;
- Diamond Drills wobbling
| - Hole diameter inconsistency;
- Compromised hole geometry
| - Replace or sharpen diamond drill;
- Ensure material is adequately supported;
- Stabilize Diamond Drills to prevent wobble
|
| 72 | Difficulty Maintaining Consistent Hole DepthDifficulty in maintaining consistent hole depth | - Inconsistent feed rate;
- Fluctuating Diamond Drills pressure;
- Material compressibility
| - Variable hole depth;
- Potential for incomplete drilling
| - Stabilize feed rate; Apply consistent pressure;
- Account for material compressibility
|
| 73 | Holes with Rough Interior SurfaceDiamond Drills produces a hole with a rough interior surface | - Blunt diamond drill;
- High feed rate;
- Abrasive material
| - Poor hole interior finish;
- Potential for additional processing
| - Sharpen or replace diamond drill;
- Adjust feed rate;
- Use diamond drills suitable for abrasive materials
|
| 74 | Material BurningMaterial burns or smokes during drilling | - Excessive friction; Inadequate coolant;
- Too high drilling speed
| - Potential thermal damage to material;
- Safety hazard
| - Reduce drilling speed; Increase coolant flow;
- Monitor and adjust drilling parameters
|
| 75 | Irregular Shape HolesDiamond Drills produces a hole with an irregular shape | - Diamond Drills deflection;
- Material inhomogeneity;
- Inadequate clamping of material
| - Compromised hole geometry;
- Reduced precision
| - Minimize Diamond Drills deflection;
- Assess material uniformity;
- Ensure material is clamped securely
|
| 76 | Excessive Wear on Drills BodyExcessive tool wear on the diamond drill’s non-cutting areas | - Contact with workpiece during retraction;
- Abrasive debris in the work area;
- Inadequate tool storage
| - Reduced tool life;
- Potential for tool failure
| - Avoid contact with workpiece during retraction;
- Keep work area clean; Store tools properly
|
| 77 | hole with a conical entranceDiamond Drills produces a hole with a conical entrance | - Diamond Drills not entering material straight;
- Inadequate material surface preparation;
- Diamond Drills tip wear
| - Inaccurate hole entrance geometry;
- Potential for rework
| - Ensure straight Diamond Drills entry;
- Prepare material surface properly;
- Inspect and maintain Diamond Drills tip
|
| 78 | Drill Stuck Inside Chuck or ColletDifficulty in Diamond Drills removal after drilling | - Material contraction or warping;
- Vacuum effect in the hole;
- Diamond Drill expansion due to heat
| - Stuck diamond drill;
- Potential for tool or material damage
| - Allow material and Diamond Drills to cool;
- Ensure proper hole ventilation;
- Apply release agents if necessary
|
| 79 | Hole with a stepped profileDiamond Drills produces a hole with a stepped profile | - Diamond Drills retraction and re-entry;
- Material hardness variation;
- Inconsistent feed rate
| - Stepped hole profile;
- Compromised hole integrity
| - Avoid unnecessary Diamond Drills retraction;
- Assess material for hardness variation;
- Stabilize feed rate
|
| 80 | Shank CorrosionDiamond Drills shank shows signs of corrosion or rust | - Exposure to corrosive substances;
- Inadequate tool maintenance;
- High humidity storage conditions
| - Reduced tool life;
- Potential for tool failure
| - Avoid exposure to corrosive substances;
- Maintain tools properly;
- Store in low humidity conditions
|
| 81 | Chipping at Hole ExitDiamond Drills produces a hole with a rough or chipped exit | - Sudden material exit support loss;
- High exit feed rate;
- Brittle material
| - Poor hole exit quality;
- Potential for material damage
| - Support material at exit point;
- Reduce feed rate at hole exit;
- Adjust drilling parameters for material
|
| 82 | Diamond Drill Uneven ExposureDiamond Drills shows uneven diamond exposure | - Uneven wear;
- Inconsistent diamond distribution;
- Material abrasiveness
| - Inconsistent cutting performance;
- Reduced Diamond Drills life
| - Ensure even Diamond Drills wear;
- Select diamond drills with consistent diamond distribution
- Adjust for material abrasiveness
|
| 83 | Over Exposed Diamond CrystalsSigns: Diamond protrude from bond material within minimal support its bond matrix. Visible amount of diamond pullout | - Inadequate bond matrix hardness
- Excessive wear rate of the bond matrix
- Improper bond matrix composition for the material being drilled.
| - Increased risk of diamond loss;
- Reduced diamond drill life and efficiency.
| - Select a diamond drill with a bond matrix of appropriate hardness for the material
- Optimize drilling parameters to reduce wear rate of the bond matrix
- Ensure the bond matrix composition is suitable for the material and drilling conditions.
|
| 84 | Excessive Premature Diamond LossSigns: Diamond section shows signs of high amount of lost diamond crystal from the bond matrix | - Excessive drilling pressure.
- Impact with very hard or abrasive materials.
- Inadequate bond hardness relative to the material being drilled.
| - Reduced cutting efficiency;
- Increased wear and tear on the diamond drill.
| - Adjust drilling pressure to appropriate levels.
- Assess and match the diamond drill specifications with the material hardness.
- Select a diamond drill with a bond hardness that is appropriate for the material.
|
| 85 | Crushed Diamond CrystalsSigns: Diamond crystals in bond show signs of high amount of fracture | - Excessive drilling pressure
- Impact with very hard or abrasive materials
- Inadequate bond hardness relative to the material being drilled.
| - Reduced cutting efficiency
- Increased wear and tear on the diamond drill
| - Adjust drilling pressure to appropriate levels
- Assess and match the diamond drill specifications with the material hardness
- Select a diamond drill with a bond hardness that is appropriate for the material.
|
| 86 | Diamond Crystal Premature Loss of Sharp PointSigns: Diamond crystals premature glazing (loss of sharp point) and poor exposure from bond matrix | - Premature diamond wear
- Inappropriate drilling parameters for the material
- Insufficient diamond protrusion from the bond.
| - Slower drilling process;
- Increased wear on the diamond drill and machinery.
| - Monitor and adjust for diamond wear
- Tailor drilling parameters to the specific material
- Check and ensure adequate diamond protrusion for effective cutting
|
| 87 | Diamond Drill Stops DrillingDiamond Drills experiences sudden loss of cutting ability | - Diamond grit pull-out;
- Bond material failure;
- Impact or excessive load
| - Immediate halt in drilling progress;
- Potential for Diamond Drills damage
| - Inspect Diamond Drills for damage;
- Select diamond drills with appropriate bond material;
- Avoid excessive loads
|
| 88 | Wider Hole on entrance & exitDiamond Drills produces a hole with a double-diameter profile | - Diamond Drills size change during operation;
- Material layer hardness change; Diamond Drills slippage
| - Hole dimension inconsistency;
- Compromised hole integrity
| - Ensure consistent Diamond Drills size;
- Assess material layers for hardness
- Secure Diamond Drills properly
|
89 | Diamond Drills Loss of ProfileDiamond Drills shows signs of abnormal flattening or rounding | - Excessive pressure;
- Soft bond material for given material;
- High temperature during drilling
| - Reduced cutting efficiency;
- Premature Diamond Drills wear
| - Adjust drilling pressure;
- Select bond material suited for the material;
- Manage drilling temperature
|
90 | Excessive Drilling NoiseDiamond Drills produces excessive noise during retraction | - Material snagging on diamond drill;
- Inadequate retraction speed;
- Diamond Drills misalignment
| - Unpleasant noise;
- Potential for Diamond Drills or material damage
| - Ensure smooth Diamond Drills path;
- Adjust retraction speed;
- Align Diamond Drills properly
|
91 | Diamond Drill SlippingDiamond Drills experiences intermittent engagement with the material | - Diamond Drills bouncing;
- Inconsistent material surface;
- Worn Diamond Drills bearings or spindle
| - Inconsistent drilling;
- Potential for hole defects
| - Stabilize Diamond Drills engagement;
- Flatten material surface;
- Service or replace bearings or spindle
|
| 92 | Tapered HoleDiamond Drills produces a hole with a tapered exit | - Diamond Drills withdrawal angle;
- Inadequate support at hole exit;
- Material deformation
| - Hole exit dimension inconsistency;
- Reduced hole quality
| - Control Diamond Drills withdrawal angle;
- Support material at hole exit;
- Account for material deformation
|
93 | Diamond Section Coming OffDiamond Drills shows signs of solder failure or diamond section coming off | - Excessive heat;
- Mechanical shock;
- Improper Diamond Drills use
| - Potential for segment detachment;
- Compromised drilling performance
| - Manage heat generation;
- Avoid mechanical shocks;
- Use Diamond Drills as intended
|
| 94 | Hole WavinessDiamond Drills produces a hole with an irregular or wavy profile | - Diamond Drills vibration;
- Inconsistent feed rate;
- Material inhomogeneity
| - Hole profile irregularity;
- Compromised hole quality
| - Minimize Diamond Drills vibration;
- Stabilize feed rate;
- Assess material for consistency
|
94 | Material Burring Signs: Raised edges or small fragments of material at the hole entrance or exit | - Dull or damaged diamond drill edges.
- Excessive feed rate or pressure.
- Inadequate support for the material at the drilling point.
- Diamond drill vibration or instability.
- Material properties such as ductility or softness.
- Inadequate or improper use of coolant.
| - Compromised hole quality;
- Potential for additional finishing work or material damage.
- Reduced quality of hole finish; Potential for increased post-processing work.
| - Inspect and replace or sharpen diamond drills as necessary.
- Adjust feed rate and pressure to appropriate levels.
- Provide stable support for the material during drilling.
- Stabilize the drill setup to minimize vibration.
- Select diamond drills and drilling parameters suitable for the material’s properties.
- Optimize coolant flow and type to enhance cutting conditions.
|
| 95 | Material ScratchesSings: Visible scratches or grooves on the surface of the material around the drilled hole | - Foreign particles between the diamond drill and material.
- Diamond drill misalignment or wobbling.
- Rough handling or improper storage of the diamond drill causing edge damage.
| - Aesthetic damage to the material;
- Potential for reduced structural integrity.
| - Ensure a clean working environment and clean material surface.
- Check and correct diamond drill alignment.
- Handle and store diamond drills properly to prevent damage.
|
| 96 | Material SmearingSigns: Material residue adhering to the sides of the drilled hole | - Excessive heat generation during drilling.
- Inadequate or improper use of coolant.
- Soft or ductile material that tends to smear.
| - Compromised hole quality;
- Potential for inaccurate hole dimensions and increased finishing work.
| - Optimize drilling parameters to manage heat.
- Ensure proper coolant flow and application.
- Select diamond drills and drilling parameters suitable for the material’s properties.
|
| 97 | Material Pull OutSings: Material fragments or chunks dislodged from the hole walls | - Abrupt or excessive pressure at the start of drilling.
- Diamond drill not properly aligned or secured.
- Surface irregularities or material brittleness.
| - Compromised surface finish and structural integrity of the hole entrance;
- Potential for material waste or rework.
| - Gradually apply pressure and start drilling at a reduced speed.
- Ensure diamond drill alignment and secure clamping.
- Inspect material surface and prepare adequately before drilling.
|
| 98 | Top Sided Chipping
Sings: Uneven or rough edges around the hole entrance | - Abrupt or excessive pressure at the start of drilling.
- Diamond drill not properly aligned or secured.
- Surface irregularities or material brittleness.
- Diamond drill vibration or instability.
- Inadequate material support at the drilling point.
- Incorrect or worn diamond drill for the material type.
| - Compromised surface finish and structural integrity of the hole entrance;
- Potential for material waste or rework.
- Reduced quality of hole entrance;
- Potential for additional processing or finishing work.
| - Gradually apply pressure and start drilling at a reduced speed.
- Ensure diamond drill alignment and secure clamping.
- Inspect material surface and prepare adequately before drilling.
- Stabilize the drill setup to minimize vibration.
- Provide stable support for the material at the drilling point.
- Select and use the correct, sharp diamond drill for the material.
|
| 99 | Bottom Side Chipping
Sings: Chipping or flaking on the exit side of the drilled hole | - Sudden release of pressure as the diamond drill exits the material.
- Lack of supporting material or backing plate at the exit point.
- Excessive feed rate or pressure as the diamond drill completes the hole.
- Diamond drill vibration or wobbling.
- Material brittleness or susceptibility to chipping.
- Inadequate or improper use of coolant.
| - Compromised finish and integrity of the hole exit;
- Potential for material waste or rework.
- Reduced quality of hole finish;
- Potential for additional processing or finishing work.
| - Gradually reduce pressure and feed rate before the diamond drill exits the material.
- Use a backing plate or support material to provide stability at the exit point.
- Monitor and adjust drilling parameters as the diamond drill nears the exit side.
- Stabilize the drill setup to minimize vibration.
- Select diamond drills and drilling parameters suitable for the material’s properties.
- Optimize coolant flow and type to enhance cutting conditions.
|
| 100 | Excessive Backside ChippingChipping or flaking on the exit side of the drilled hole | - Sudden release of pressure as the diamond drill exits the material.
- Lack of supporting material or backing plate at the exit point.
- Excessive feed rate or pressure as the diamond drill completes the hole.
| - Compromised finish and integrity of the hole exit;
- Potential for material waste or rework.
| - Gradually reduce pressure and feed rate before the diamond drill exits the material.
- Use a backing plate or support material to provide stability at the exit point.
- Monitor and adjust drilling parameters as the diamond drill nears the exit side.
|
| 101 | Consistently Spaced ChippingSigns: Chipping or flaking observed predominantly on one side of the drilled hole | - Regular imperfections or inclusions in the material.
- Cyclic loading or vibration during drilling.
- Periodic engagement of damaged or irregular diamond drill segments.
| - Compromised hole integrity and finish;
- Potential for reduced structural strength of the hole.
| - Assess material quality and plan drilling to avoid imperfections.
- Stabilize the drilling process to minimize vibration.
- Inspect the diamond drill for damage and ensure uniform segment distribution.
|
| 102 | One Sided ChippingSings: Chipping or flaking observed predominantly on one side of the drilled hole | - Diamond drill misalignment or tilt.
- Uneven material support or surface.
- Inconsistent pressure or side loading during drilling.
| - Compromised hole integrity and aesthetics;
- Potential for material waste or rework.
| - Ensure proper diamond drill alignment and machine calibration.
- Provide even and stable support for the material.
- Apply consistent and straight drilling pressure.
|
| 103 | Diamond Drill Gummed Up | - Accumulation of cutting debris in the diamond segments.
- Inadequate or improper use of coolant.
- Drilling soft, gummy materials that clog the diamond drill.
| - Slower drilling process;
- Increased effort and time required for drilling.
| - Clean the diamond drill regularly to remove debris.
- Ensure proper coolant flow and application.
- Use diamond drills designed for specific materials to reduce clogging.
|
| 104 | Nick of Diamond Section Chipped Out
visible nick or missing segment in the diamond section | - Impact with hard inclusions or foreign objects.
- Excessive force or pressure.
- Diamond drill fatigue or overuse.
| - Reduced cutting efficiency;
- Potential for uneven drilling or further diamond drill damage.
| - Inspect material for hardness and inclusions before drilling.
- Apply appropriate force and pressure.
- Regularly inspect diamond drills for wear and replace as necessary.
|
| 105 | Crack in Diamond Section
Sings: Visible cracks in the diamond section of the diamond drill | - Mechanical stress or impact.
- Thermal shock due to rapid temperature changes.
- Material defects or inclusions in the diamond section.
| - Reduced structural integrity of the diamond drill;
- Potential for diamond section failure.
| - Avoid excessive force or pressure during drilling.
- Manage temperature changes and ensure proper coolant use.
- Inspect diamond drills for material quality and avoid using bits with visible defects
|
| 106 | Drill Tube Fractured From Collet
Fracture or separation at the brazed joint between the drill tube and brass collet | - Inadequate brazing process or material.
- Excessive mechanical stress or torque.
- Thermal stress due to extreme temperature changes.
| - Loss of drill stability;
- Immediate halt in drilling;
- Potential for damage to the workpiece or drilling equipment.
| - Ensure high-quality brazing with appropriate materials and techniques.
- Apply torque within the specified limits.
- Avoid rapid temperature changes during drilling operations.
|
| 107 | Difficulty in screwing or unscrewing DrillDifficulty in screwing or unscrewing the diamond drill from the machinery | - Deformation or damage to the collet thread
- Material build-up or galling in the threads
- Cross-threading or misalignment during attachment.
| - Increased setup time;
- Potential for thread damage or inability to properly secure the drill tube.
| - Inspect and repair any damaged threads
- Clean and maintain the threads to prevent material build-up.
- Ensure proper alignment and careful handling when attaching or detaching the drill tube.
|