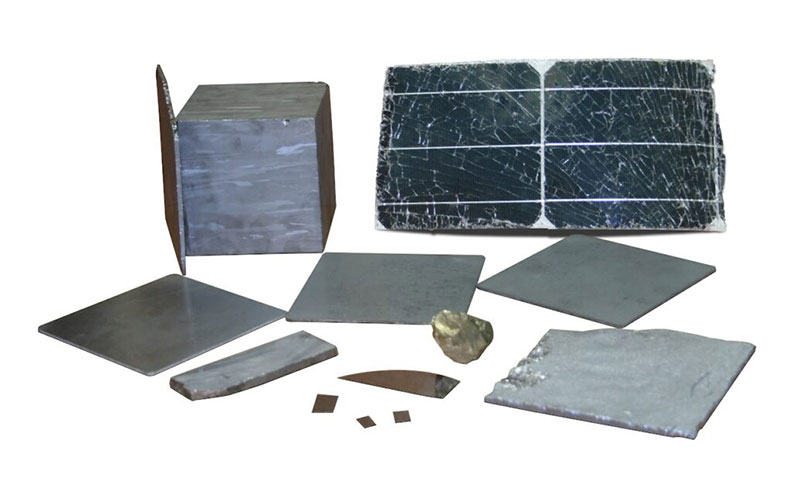
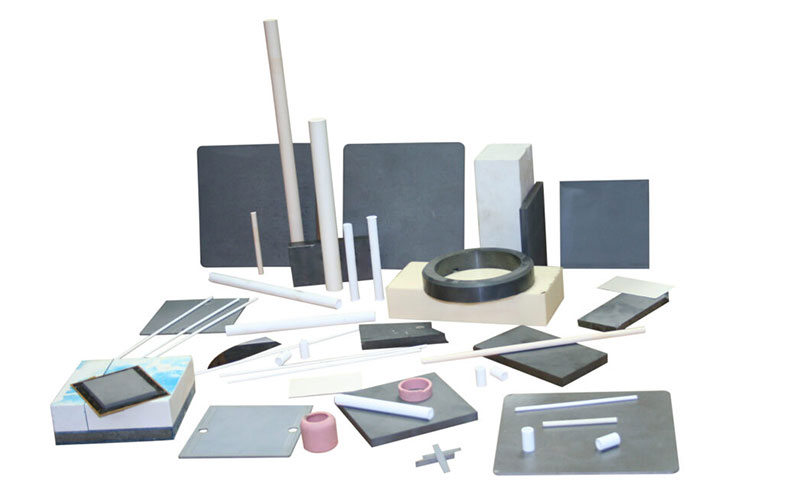
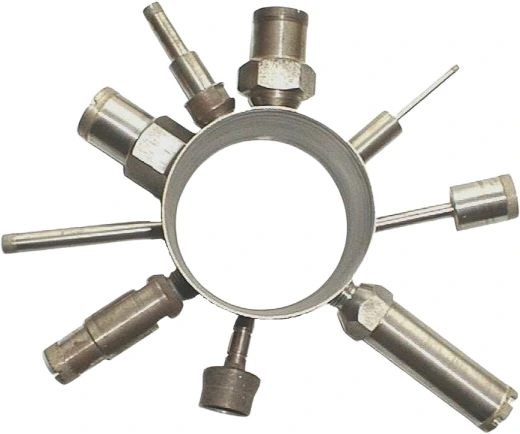
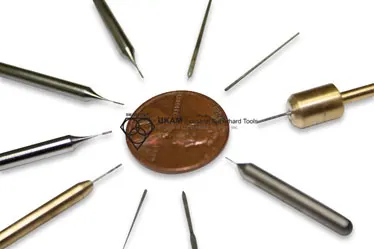
These countersinks are compatible with materials such as Glass, Quartz, Composites, Graphite Epoxy, Carbon, Boron, Fiberglass, Marble, and many other tough materials. Designed for precision, they offer excellent cutting power, ensuring smooth, clean finishes for even the most demanding countersinking operations.
In addition, SMART CUT® offers a Diamond Countersink for Sink Drains, which is specifically designed for creating a countersunk lip around the drain hole in glass sinks. This tool allows you to set the drain below the surface of the bowl, ensuring adequate drainage.
Diamond Countersink is also widely used glass sink manufacturing, where creating a smooth, professional finish around the drain is crucial for both functional and aesthetic purposes. The countersunk lip allows the drain to sit flush with the surface of the sink, creating a seamless and clean look. By setting the drain below the surface, it also ensures that any water around the drain is effectively directed toward the hole, preventing potential water buildup and drainage issues.
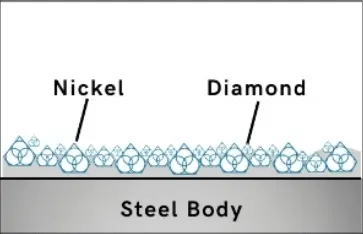
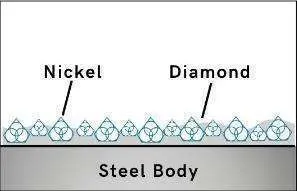
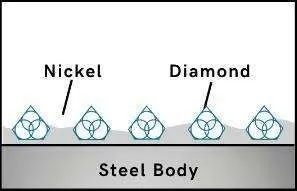
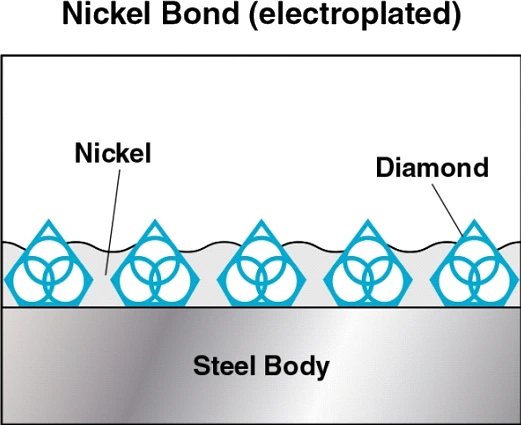
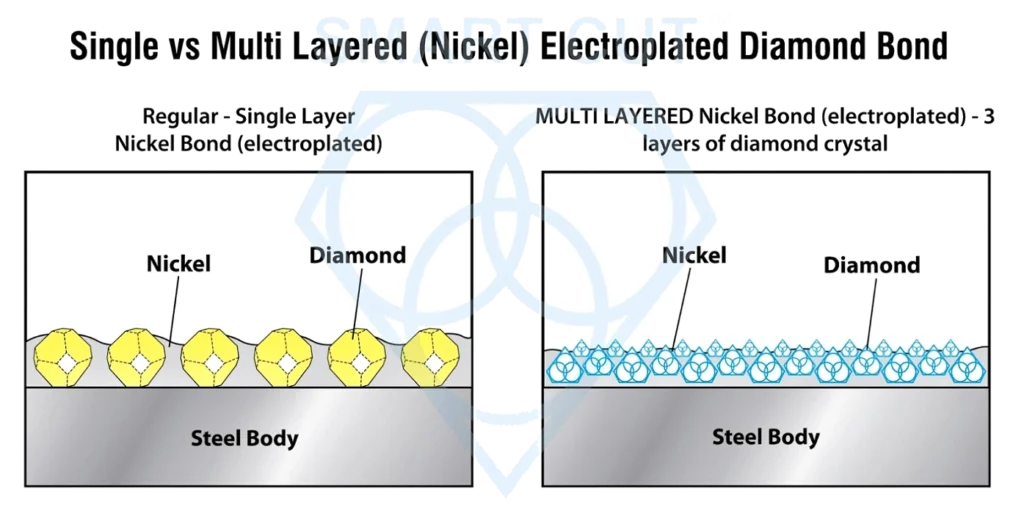
Bond Type: Nickel Bond (Plated) Multi Layered Edge Type: diamond countersink
Diamond Grit Size: Medium Fine
Transition Angle
Overall Length
Shank Diameter:
Recommended Operating Speed: 500 to 4,000 (depending on diameter)
Maximum Operating Speed: 4,000.
Always drill with a coolant and use submerged-pressure sensitive feed.
Recommended Coolant: water, for ultra hard materials best results will be achieved with mineral oil or synthetic water soluble coolant.
















































")
")

























 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")


 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")

























Recommended RPM’s
These RPM ranges are approximate and may need to be adjusted based on the specific characteristics of the material you are working with and the performance of your diamond countersink. Always start at a lower RPM and gradually increase the speed while monitoring the tool's performance and the quality of the countersink being created.