CVD Diamond Micro Drills & tools consists of a microcrystalline thin film of evenly distributed diamond particles of 3-6 μm on tungsten carbide substrate. The CVD diamond layer extends the life a carbide micro drills & tools by 12 to 20 times longer, which decreases downtime due to fewer tool changes. As a physical barrier, the CVD diamond coating minimizes edge build-up and reduces wear of the tool. The diamond coating also has great thermal conductivity removing heat away from the cutting edge and increasing lubrication for better chip flow and evacuation.
Diameters Available: .0015” to .040”.
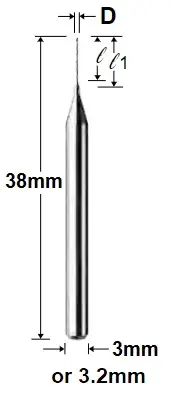
Shank diameters: 1/8”(3.175mm) and 3mm.
Head Lengths: from .020” and up
Diameter Range: 0.1mm to 3.0mm
Head Length: 0.5mm to 10mm
Body Material: Carbide
Overall Length: 1.50″
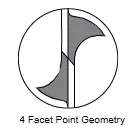
Edge Geometry: Two Flute – Four Facet Point
Diameter tolerance: +0/-0.0002″
Grit Sizes of Particles Used: 0.5 to 25 microns
Recommended RPM’s: 35,000+ to 3,000 (based on diameter of the drill and material being drilled)
Shank Diameters: 1/8″ (3.2mm) and 3mm
Recommend Coolants: water soluble coolants, oils, in some cases air or dry drilling can be done