-
0 items in quote
No products in the Quote Basket.

























































DESCRIPTION
SPECIFICATIONS
FREQUENTLY ASKED QUESTIONS
INDUSTRIES USED IN
ACCESSORIES
USAGE RECOMMENDATION
DESCRIPTION
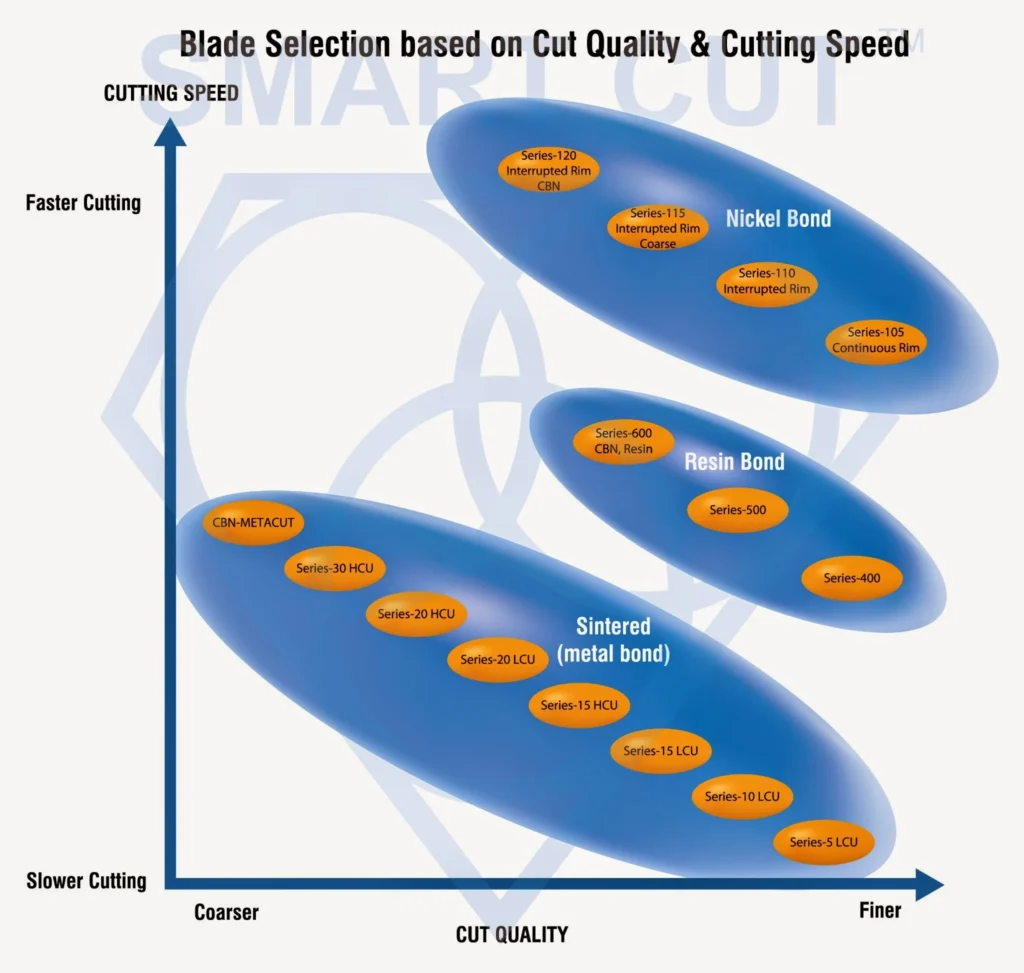
The resin bond diamond cut off blades / cut off wheels excel in delivering superior cut quality compared to other diamond cutting blade, making them ideal for applications where cut quality and surface finish is highly important. They are designed to operate at higher speeds to minimize heat generation and improve surface finishes.
SMART CUT® resin bond diamond wheels are engineered to maximize blade life while maintaining your desired cut quality and speed. These blades offer numerous advantages, including unmatched cut quality that often eliminates the need for secondary finishing operations. They feature a faster and freer cutting speed, generate less heat, and apply minimal stress to the material.
Manufactured using phenolic resin as the binder and diamond abrasive as the cutting medium, these blades incorporate ceramic and other advanced components as fillers. SMART CUT® Resin Bond Bond Diamond Cut off Blades & Wheels are produced using an advanced molding process and can be customized various geometries, diamond sizes, concentrations, and bond hardness to fit your particular objectives.
SMART CUT® CBN, Resin Bond Cut off Blades offer Best Return on Investment & Lowest Cost of Ownership
Advantages:
- Softer Bond: The resin bond is comparatively softer than metal bonds, allowing for a smoother cutting experience.
- Fast Material Removal: They offer quicker stock removal due to the softer bond.
- Better Surface Finish: Resin bond blades generally provide a superior surface finish on the material being cut.
- Less Heat Production: Resin bonds produce less heat during the cutting process, reducing the risk of thermal damage.
- Self-Sharpening: As the resin wears away, new sharp CBN particles are exposed, providing a consistent cut.
SPECIFICATIONS
Tab Content
FREQUENTLY ASKED QUESTIONS
INDUSTRIES USED IN


ACCESSORIES
Filters Sort results
Reset Apply
Image | Item No. | Description | Price | Quantity | Add to cart |
|---|---|---|---|---|---|
 | Color: 5/8″-11″ thread. Fits into drill press chuck. Shank adapter threads into 5/8″-11″ female thread of diamond drill. Can be used with any other tool with 5/8″-11″ thread. | $26.72 | | ||
| | Color: 5/8″-11″ thread. Fits into drill press chuck. Shank adapter threads into 5/8″-11″ female thread of diamond drill. Can be used with any other tool with 5/8″-11″ thread. | $22.46 | | ||
 | 1 Gallon Blue SMART CUT® General Materials Formula Synthetic Water Soluble Coolant | $99.81 | | ||
 | 1 Quart Blue SMART CUT® General Materials Formula Synthetic Water Soluble Coolant | $34.81 | | ||
 | 5 Gallons Blue SMART CUT® General Materials Formula Synthetic Water Soluble Coolant | $317.41 | | ||
 | 55 Gallons Blue SMART CUT® General Materials Formula Synthetic Water Soluble Coolant | $1,745.00 | | ||
 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.") | 1/2″ x 1/2″ x 6.0″ White Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools. | $8.65 | | ||
| | 1.0″ x 1.0″ x 6.0″ White Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools. | $15.99 | | ||
| | 1/2″ x 1/2″ x 6.0″ White For use on diamond tools 150 to 220 Grit Size. | $8.65 | | ||
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.") | 1.0″ x 1.0″ x 6.0″ Black Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer. | $15.39 | | ||
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.") | 2.0″ x 2.0″ x 6.0″ Black Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer. | $39.47 | | ||
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.") | 1.0″ x 1.0″ x 6.0″ Black Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools. | $15.99 | | ||
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.") | 2.0″ x 2.0″ x 6.0″ Black Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools. | $39.47 | | ||
 | $154.87 | | |||
 | $154.87 | | |||
 | $235.00 | |
USAGE RECOMMENDATION
Tab Content



Filters Sort results
Reset Apply
Image | Item No | Outside Diameter | Kerf Thickness | Arbor Size / Inside Diameter | Price | Quantity | Add to cart |
|---|---|---|---|---|---|---|---|
 x .035” (0.89mm) x 32mm SMART CUT™ Series 600 RCBN CBN") | 8" (200mm) | .035” (0.89mm) | 32mm | $0.00 | | ||
| | 8" (200mm) | .045” (1.14mm) | 1.25” | $225.00 2 pcs - $220.00 ea ⋅ 3 pcs - $215.00 ea | | ||
| | 8" (200mm) | .045” (1.14mm) | 32mm | $225.00 2 pcs - $220.00 ea ⋅ 3 pcs - $215.00 ea | | ||
| | 8" (200mm) | .035” (0.89mm) | 1.25” | $235.00 2 pcs - $230.00 ea ⋅ 3 pcs - $225.00 ea | | ||
| | 10” (254mm) | .060” (1.52mm) | 1.25” | $245.00 2 pcs - $240.00 ea ⋅ 3 pcs - $235.00 ea | | ||
| | 10” (254mm) | .060” (1.52mm) | 32mm | $245.00 2 pcs - $240.00 ea ⋅ 3 pcs - $235.00 ea | | ||
| | 12" (300mm) | .065” (1.65mm) | 1.25” | $285.00 2 pcs - $280.00 ea ⋅ 3 pcs - $275.00 ea | | ||
| | 12" (300mm) | .065” (1.65mm) | 32mm | $285.00 2 pcs - $280.00 ea ⋅ 3 pcs - $275.00 ea | | ||
| | 14” (350mm) | .065” (1.65mm) | 1.25” | $305.00 2 pcs - $300.00 ea ⋅ 3 pcs - $295.00 ea | | ||
| | 14” (350mm) | .065” (1.65mm) | 32mm | $305.00 2 pcs - $300.00 ea ⋅ 3 pcs - $295.00 ea | | ||
| | 16” (400mm) | .095” (2.43mm) | 1.25” | $575.00 2 pcs - $300.00 ea ⋅ 3 pcs - $295.00 ea | | ||
| | 16” (400mm) | .095” (2.43mm) | 32mm | $575.00 2 pcs - $300.00 ea ⋅ 3 pcs - $295.00 ea | |
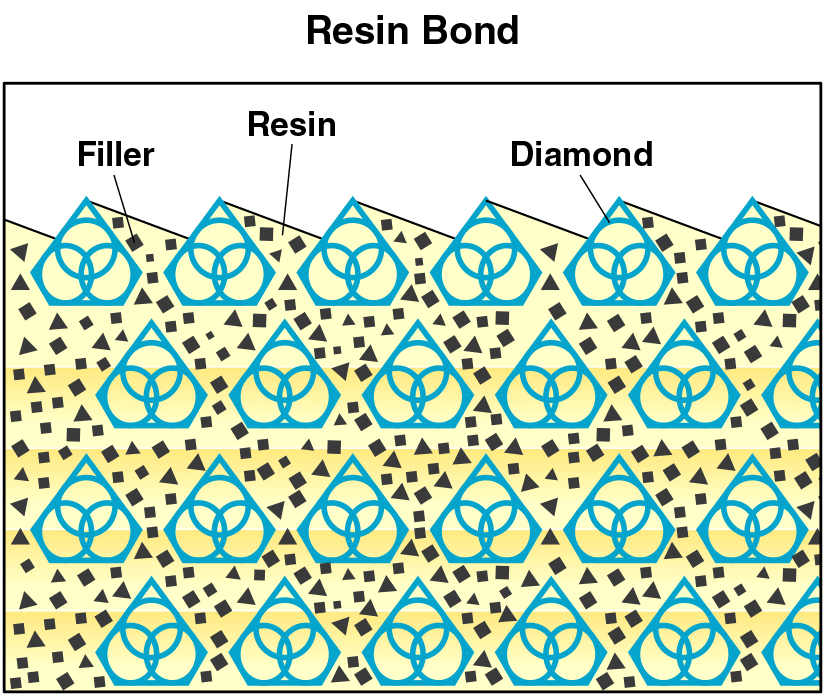
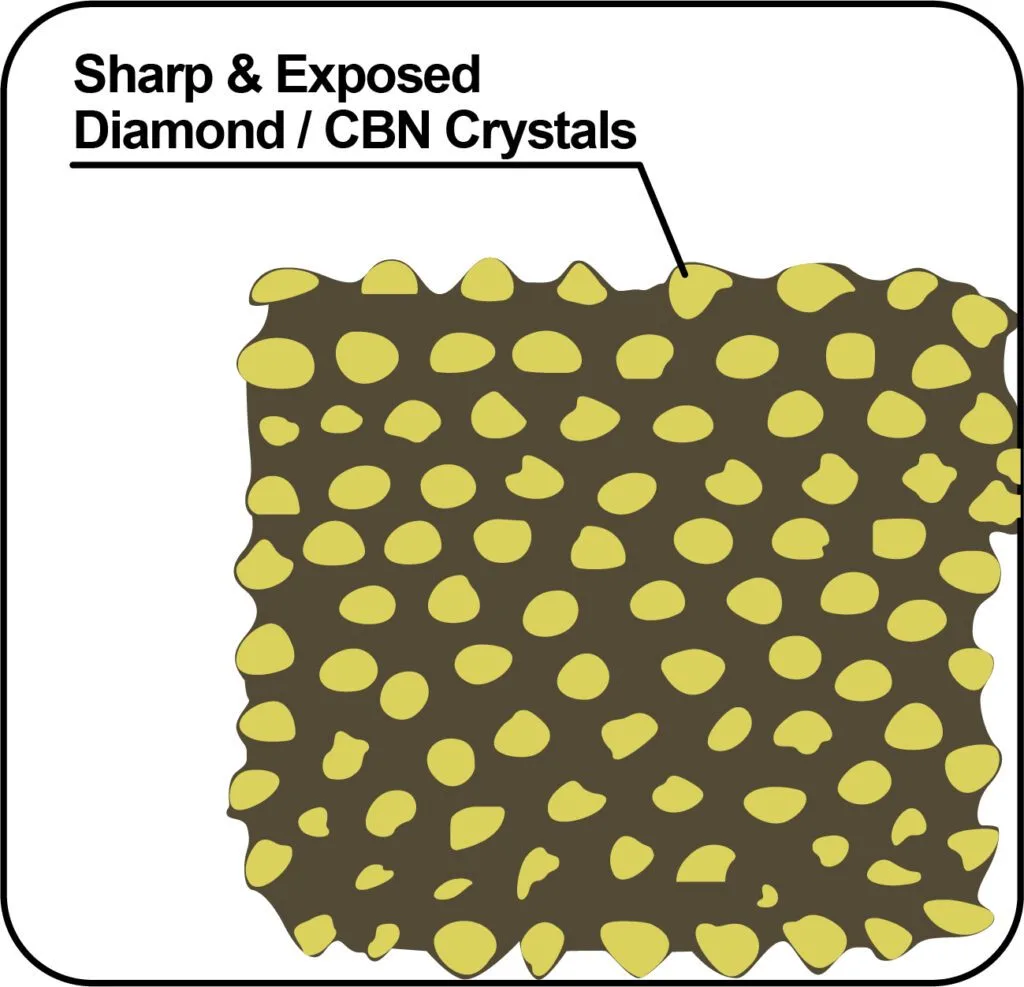




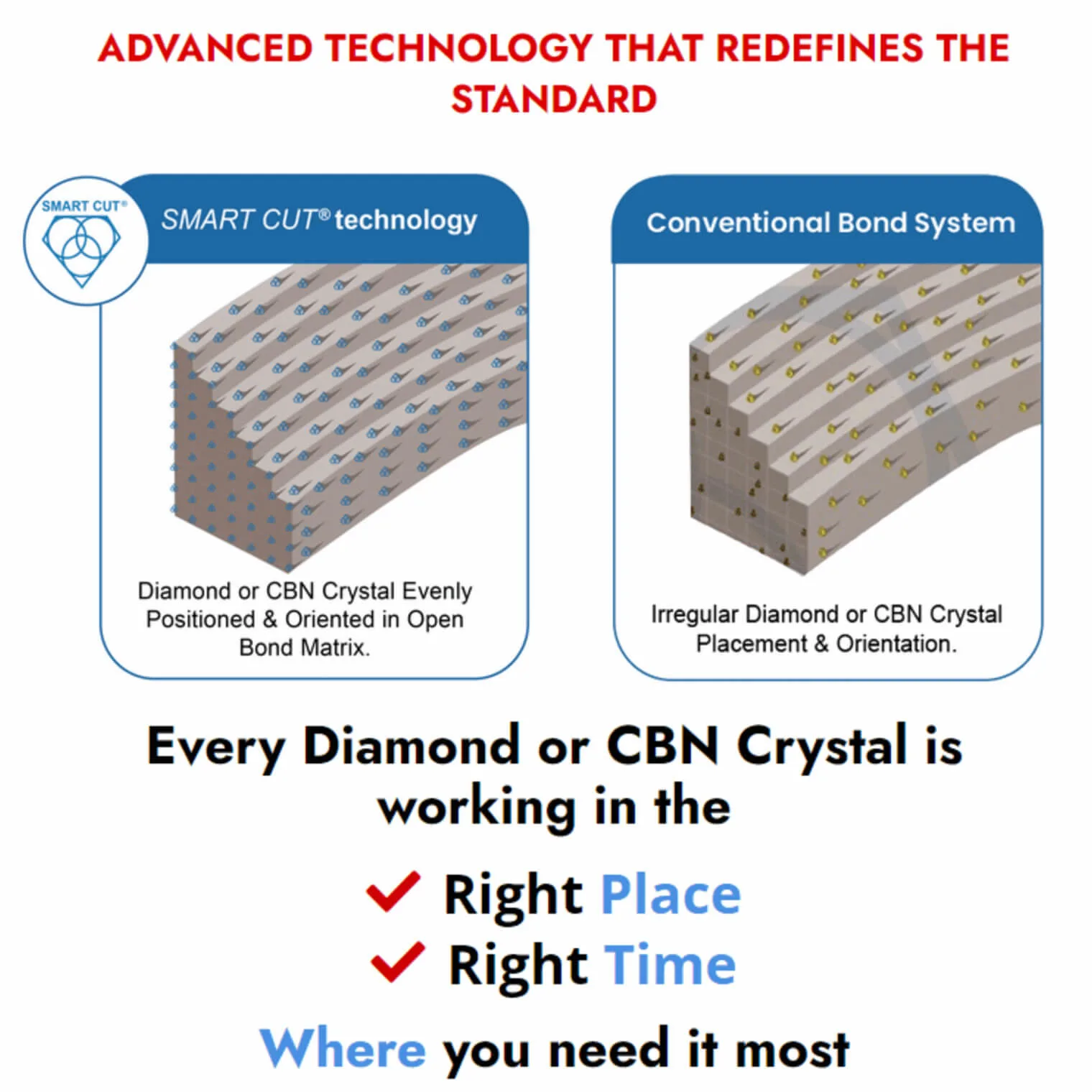
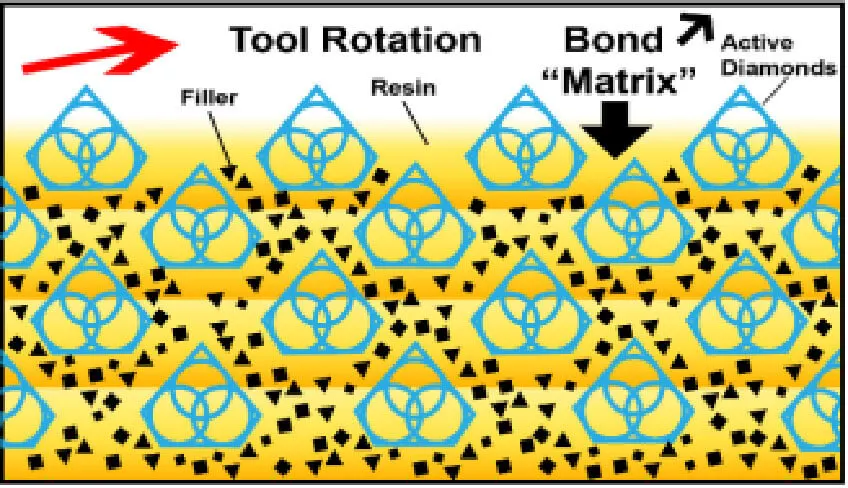
Diamonds or CB Crystals are activated only at the exposed layer. As Bond Matrix layer begin to wear out, diamonds in a new Bond Matrix layer are immediately activated, substituting the already used up diamond layer. The SMART CUT® Bond Diamond Bond makes sure every diamond is in the right place. and at the right time, working where you need it most.
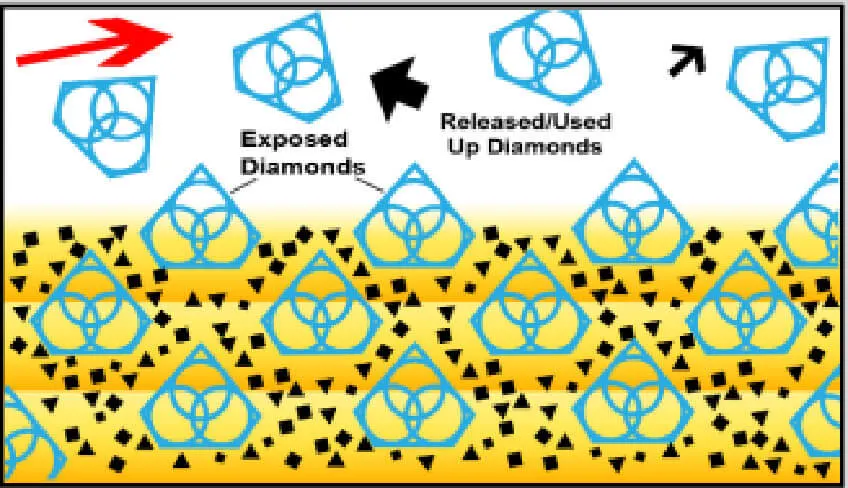
The newly exposed diamonds don't effect diamonds already working on the material. Unlike many other diamond bonds, diamonds in a SMART CUT® remains sharp and grow sharper with each cut, prolonging product life and consistent performance.
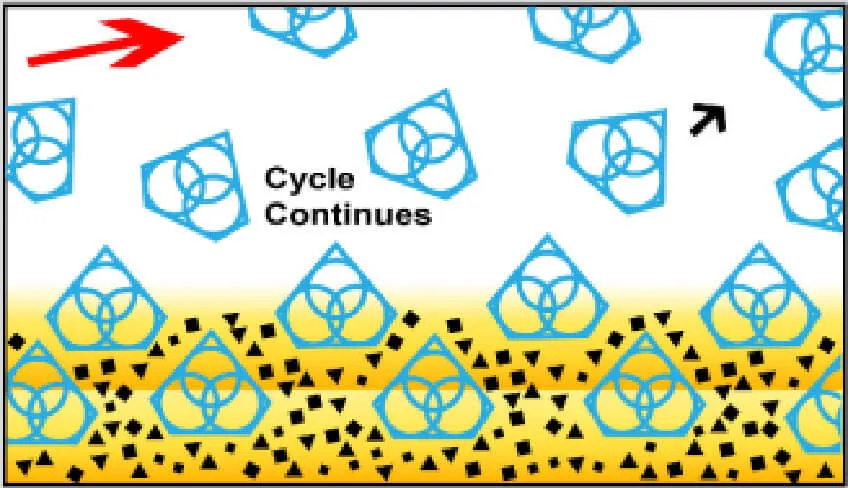
This advanced formulated open diamond bond design insures minimal chipping, fast cut, constant speed of cut, minimal cutting noise, and most important of all, consistent performance.
Diamond Concentration
Diamond Concentration – Diamond Concentration is still a factor in determining the life and cutting speed of your Diamond Cut off Wheels / Blades.
High diamond concentration helps enhance the longevity of the blade by distributing the cutting workload across more diamonds, reducing wear on individual diamonds and extending the blade's overall life. This setup results in a smoother finish since more cutting points engage with the material simultaneously, which is crucial for materials requiring a high-quality finish like optical materials or precision ceramics.
With more diamonds embedded in the resin matrix, these blades maintain their cutting capability longer, ensuring consistent performance throughout their lifespan. This is vital for applications needing uniform cuts in serial production or where precise dimensional tolerances are critical. Although resin bonds inherently generate less heat, the increased number of cutting points with high diamond concentration disperses the friction-generated heat more evenly, further reducing the risk of thermal damage to sensitive materials.
Low concentration resin bond diamond cut off blades and wheels provide several advantages, especially suited for cutting hard and brittle materials like ceramics, glass, or sapphire. With fewer diamonds embedded in the resin matrix, each diamond can exert more force on the material, enhancing precision and minimizing material deformation. This setup also reduces the risk of removing too much material too quickly, which is vital in applications requiring high precision and minimal kerf.
The increased spacing between the diamonds allows for better chip formation and removal, preventing the accumulation of debris that can affect cutting quality and increase the risk of blade overheating. Additionally, fewer diamonds mean less friction during cutting, which results in decreased heat generation. This is crucial when working with materials sensitive to thermal damage, such as those that might warp or undergo microstructural changes.
Blade Thickness
For resin bond diamond cut off blades and wheels, blade thickness plays a critical role in determining the amount of material removed during the cutting process, which is referred to as the kerf. The kerf size increases in proportion to the blade diameter, and it represents the width of the material that is removed as the blade passes through the sample. Choosing the correct blade thickness is essential for minimizing material loss, while insuring blade stability and cut quality.
For applications demanding high precision, thinner and smaller diameter blades are preferable. Blades ranging from 3 inches to 6 inches (75mm to 150mm) in diameter with a thickness of 0.015 inches to .020” thickness (0.4mm to 0.5mm) are typically best suited for these purposes. The optimal blade thickness for a particular material or application depends on various factors, including the cutting equipment used on, desired cutting speed, load or feed rate, material diameter, thickness, hardness, density, and shape, as well as the skill and experience of the operator.
Thicker resin bond diamond cut off blades offer increased stiffness and can withstand higher loads and feed rates. Another advantage of a thicker kerf is that it is more forgiving to operator error and misuse. This makes thicker kerf blades particularly recommended for environments where equipment is shared among a large number of individuals, They are ideal for less experienced or novice saw operators, providing a safer and more forgiving use-case scenario.
.

Diamond Particle/Grit size
The diamond particle or grit size in resin bond diamond cut off wheels plays a an important role in how they perform across various cutting parameters such as cutting speed, surface finish, & blade life. Larger, coarser diamond particles allow the wheel to cut through material more quickly, improving time efficiency and increase blade life. However, this comes with a trade-off as coarser diamonds can increase microstructural damage to the material due to their aggressive cutting action.
On the other hand, finer diamond grits contribute to a superior surface finish and higher quality cut. These smaller particles make less aggressive cuts, and produce better surface finish with minimal to no chipping on edges of material. Additionally, finer diamonds ideal for cutting fragile or delicate materials where maintaining the material's integrity is essential.
Choosing the right diamond grit size is key for optimizing the cutting process with resin bond diamond cut off wheels. For delicate or brittle materials, finer diamond grits are preferable to minimize chipping and microstructural damage while ensuring a high-quality surface finish. In scenarios where cutting speed is a priority and the material can tolerate more aggressive cutting, coarser diamond grits might be more suitable.
Coarse Diamond Grit Size, ranging from 60 to 100 mesh, are typically for cutting large variety of hard materials such as tungsten carbide, metals, and some ultra hard ceramics such as boron nitride and silicon carbide.
Medium Diamond Grit Sizes, As grit sizes become slightly finer, in the 120 to 200 mesh range labeled as medium, these are more commonly used for most resin bond diamond cut off blade / wheel applications such as cutting most types of glass, ceramics, optical glass, and other ultra hard and brittle materials
Fine grit size, which span from 229 to 320 mesh, designed for providing smoothest surface finish and minimal amount of chipping possible. These sizes are usually used for cutting quartz, Pyrex, fragile crystals and other fragile materials
Bond Type
Resin bond diamond cut off blades are renowned for their exceptional cut quality, surpassing that of any other type of diamond blade available. They are specifically recommended for applications where the quality of the cut and the surface finish are paramount. This superior performance is particularly evident when compared to sintered (metal bond) blades, which, while durable, do not typically match the precision and smoothness provided by resin bond blades.
Resin bond blades use a composite material in which diamond particles are embedded in a resin matrix. This configuration allows for a smoother interaction with the material being cut, resulting in cleaner cuts with minimal chipping and superior surface finishes. The flexibility of the resin bond also enables a finer control over the cutting process, which is crucial in applications requiring high precision, such as in the fabrication of intricate components in the electronics and aerospace industries.
Furthermore, the unique properties of resin bond blades allow them to deliver excellent performance on a wide range of materials, including hard, brittle substances like glass, ceramics, and semiconductor materials.

Blade Outside Diameter
These diameters are carefully chosen based on the specific needs of the application, the properties of the material being cut, and the capabilities of the cutting machine. Resin diamond cut off blades & cutoff wheels, which are available in sizes ranging from 1 inch to 20 inches in diameter, offer varied capabilities based on their size. The diameter of the blade should be chosen with consideration to the diameter and thickness of the material being cut. Smaller diameter blades, which tend to be thinner, are more susceptible to bending and warping during use. On the other hand, larger diameter blades, being thicker, provide greater stability and are typically employed for cutting larger and heavier materials. These larger blades can handle higher loads and speeds, making them suitable for more demanding cutting tasks.

Feed Rates
Feed rates for resin bond diamond cut off blades in tile saws and precision cutting saws are critical to the cutting performance and quality of the final cut, and these rates must be adjusted to achieve desired objectives
For harder materials such as ceramics and metals, a faster feed rate may be necessary to efficiently cut through the material. This requires careful handling to ensure the blade does not overheat or wear prematurely. On the other hand, brittle materials like silicon, often used in precision applications, benefit from a slower feed rate to prevent chipping or cracking.
The optimal feed rate is also influenced by the speeds or RPMs at which the blade operates. Higher speeds can allow for quicker cuts but might increase the risk of damage to sensitive materials. Additionally, the geometry and size of the material, along with how securely it is held in place, are important considerations. Proper clamping of the material minimizes movement and vibration, enhancing the blade's effectiveness and the quality of the cut. Adjusting the feed rate manually requires a careful balance of these factors
Bond Hardness
In resin bond diamond cut off blades, the hardness of the bond matrix significantly influences its ability to retain diamond particles and impacts the overall performance of the blade. As the bond hardness increases, the retention of diamonds improves, which can enhance the blade's durability but may result in a slower cutting speed. Blades with harder bond matrices generally exhibit a longer lifespan due to this increased retention.
Resin bond diamond cut off blades are classified according to their bond hardness, with designations ranging from Soft, Medium, to Hard, and numerous variations within these categories based on the degree of hardness or softness.
Selecting a blade with the optimum bond hardness is critical for achieving efficient and precise diamond sawing operations. A bond matrix that is too soft for the material being cut tends to release diamond particles prematurely, leading to rapid wear and a reduced lifespan of the blade. Conversely, a bond matrix that is too hard can significantly slow down the cutting process and necessitate frequent dressing to expose new layers of diamond.
For cutting harder materials like sapphire and alumina, softer bonds are typically preferred because they allow for easier diamond exposure and faster cutting, essential for maintaining efficiency without damaging the blade. For softer and more brittle materials, harder bonds are advantageous as they ensure better diamond retention, reducing the frequency of blade replacements and maintaining consistent performance.

Blade Speeds/RPM’s
Resin bond diamond cut off wheels are usually used at higher speeds then sintered (metal bond) Resin bond diamond blades are usually used on manual saws such as tile saws and precision cut off saws, it’s essential to select the right RPM range to ensure optimal cutting performance and to maintain the integrity of the material. Tile saws and other lower-powered manual saws typically operate at RPMs up to 5,000, which is suitable for cutting large variety of materials such as glass.
In contrast, precision manual and automatic cut off saws, which handle a wider variety of materials and more complex cutting tasks, can accommodate a broader RPM spectrum. These saws might operate at speeds up to 100 to 6,000 RPMs.. The higher speeds enable efficient cutting of dense materials, whereas lower speeds are preferable for brittle materials such as advanced ceramics.Adjusting the blade speed according to the material properties, from the hardness to the brittleness, is critical.
Diamond Concentration
Diamond Concentration – Diamond Concentration is still a factor in determining the life and cutting speed of your Diamond Sectioning/Wafering Blade. Higher diamond concentration is recommended and usually used for cutting softer and more abrasive types of materials. However, the trade off is significantly slower cutting speed. Low diamond concentration is recommended and widely used for cutting ultra hard and brittle materials.
Low Diamond Concentration - typically low concentration wafering blades should be for cutting ultra hard and brittle materials such as ceramics and glass. In Low Concentration Wafering Blades, diamond works by fracture process. Pressure on each diamond crystal/particle is higher which provides enough stress to chip off small flakes in the cut.
High Diamond Concentration - High concentration diamond wafering blades are recommended for cutting metals, plastics and polymers. In this application, materials cut by a plowing mechanism. In this applications diamond plough through the material, work hardened strips of materials become brittle and break off. The greater number of diamond by volume, the quicker the cutting action will be. Increasing the number of diamond s also lowers the per unit force. For metals where it is possible to induce deep deformation layers, a lower per unit force is desirable to reduce the deformation during the cut.
Blade Thickness
Wafering blade thickness typically ranges from .006” to .040” (1mm). Thinner and thicker wafering blade are available, frequently from stock upon request. Kef thickness typically increases with blade diameter (in proportion to diameter of the blade). Kerf is the amount of material removed from the material/sample due to the thickness of blade passing though the material/sample. Blade thickness is important for users requiring most minimal amount of material loss during sectioning
For example if the user requires precision position of the cutting plane relative to the detail on the sample (IC circuit for example), a thinner and smaller diameter blade would be best for this application. Blades ranging from 3” to 5” (75mm to 125mm) in diameter and thickness .006” to .015” (0.2mm to 0.4mm) would be bet suited for this purpose. There are large variety of factors that will contribute to optimal blade thickness for your material/application Including your desired cutting speed, load/feed rate, material diameter, thickness, hardness, density, and shape. As well as skill & experience of the operator. Thicker wafering blades are more stiff and can whistand higher loads/feed rates. Another advantage of thicker kerf blades is they are more forgiving to operator error and abuse. Thicker kerf blade are recommended for use in environment where large number of individuals will be sharing and using same equipment. Perfect for less experienced and novice saw operators, such as in University laboratory.
.
Diamond Particle/Grit size
Diamond Mesh Size plays a major role in determining your cutting speed, cut quality/surface finish, level of chipping you will obtain, and material microstructure damage you will obtain. Diamond Mesh size does have considerable effect on cutting speed. Coarse Diamonds are larger than finer diamonds and will cut faster. However, the tradeoff is increase in material micro damage. If you are cutting fragile, more delicate materials then finer mesh size diamond wafering blades are recommended.
Bond Type
Metal bonding offers long life and durability, while resin bonding creates less heat, provides better surface finish and is well suited for cutting hard, delicate or brittle materials.
Blade Outside Diameter
typically wafering blade diameters range form 3” (75mm) to 8” (200mm). Wafering blade diameter should be selected based on material diameter and thickness being cut. Smaller diameter wafering blades are thinner than the larger diameter blades and are more prone to bending and warping. Although large diameter blades are thicker, they are typically used for cutting larger and heavier samples at higher loads and speeds than smaller blades
Feed Rates
load/feed rate applied to wafering blades typically vary from 10-1000 grams. Generally, harder specimens are cut at higher loads and speeds (e.g. ceramics and minerals) and more brittle specimens are cut at lower loads and speeds (e.g. electronic silicon substrates). The Speeds/RPM’s you are using, shape/geometry of the specimen, and how the specimen is being clamped/hold in place will affect the load that can be used for your application.
Bond Hardness
Ability of the bond matrix to hold diamonds. As the hardness of the bond is increased, its diamond retention capabilities increase as well. However the trade off is slower cutting speed. Life of the diamond blade is usually increased with hardness of its bond matrix. Bonds are designated on their scale of hardness from Soft, Medium, and Hard. There are dozens of variations and classification schemes based on bond degree of hardness or softness.
Using diamond blades with optimum bond hardness for your application is important to successful precision diamond sawing operation. Bond matrix that is too soft for the material being cut will release diamond particles faster than needed, resulting in faster wear and shorter diamond blade life. On other hand bond matrix that is too hard will result in much slower cutting speeds and require constant dressing to expose the next diamond layer. As rule of thumb, harder materials such as sapphire and alumina generally require a softer bond. Whereas softer and more brittle materials require a harder bond.
Blade Speeds/RPM’s
Most wafering blades are used between 50 to 6,000 RPM’s Typically harder and more denser materials such as Silicon Carbide, are cut at higher RPM’s/speeds Where more brittle materials such as silicon wafers and gallium arsenide are cutting at lower RPM’s. Low Speed saws RPM’s are typically limited from 0 to 600 RPM’s. Where high speed saws offer much large variety of cutting speeds from 0 to 6,000 RPM’s.