




















































-
 Metal bond blades produced significantly higher burr levels, averaging 35-45 microns, which remained relatively consistent throughout the blade life.
Metal bond blades produced significantly higher burr levels, averaging 35-45 microns, which remained relatively consistent throughout the blade life. -
Resin bond blades showed a lower burr formation, staying within the
20-30 micron range, indicating a smoother cut.
-
Higher burr formation in metal bond blades can result in increased post-processing requirements, such as additional polishing or secondary finishing steps.
-
Resin bond blades exhibit better surface integrity , reducing the need for excessive deburring and improving overall cut quality.

-
This suggests that resin bond blades are preferable for applications requiring minimal burr and a high degree of precision.
-
Metal bond exhibited a higher level of smearing, with values fluctuating between 45-55 microns over the course of blade life.
-
Resin bond performed better in minimizing smearing, remaining within a range of
25-35 microns throughout the test.
-
Smearing occurs when material deposits or deforms along the cut edge, affecting dimensional accuracy and potentially impacting subsequent bonding or assembly processes.
-
The lower smearing observed with resin bond blades, suggests superior edge definition and reduced material drag during cutting.

-
Metal bond blades , while more durable, can cause excessive smearing, leading to additional cleaning or rework in manufacturing.
-
For applications where clean and precise cuts are critical, such as semiconductor dicing and advanced electronics packaging, resin bond blades offer a significant advantage.
-
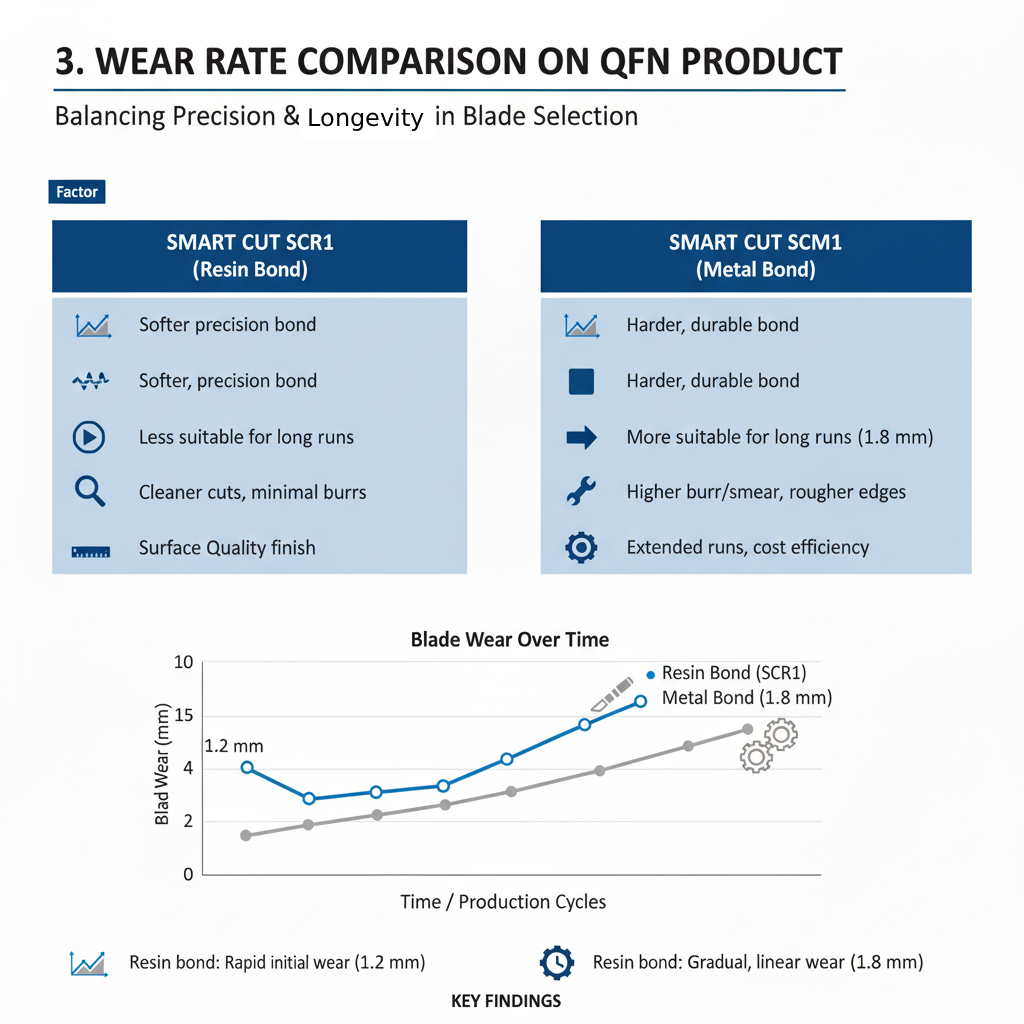
Resin bond blades experienced rapid initial wear, with blade wear reaching 1.2 mm relatively early in the blade life.
-
Metal bond blades wore down more gradually, showing a
linear increase in wear rate, reaching approximately 1.8 mm at the end of the test.
-
Resin bond blades degrade faster due to their softer bond structure, making them less suitable for long production runs but ideal for precision applications.
-
Metal bond blades , while more wear-resistant, have a higher burr and smear rate, meaning they might not be the best choice for applications that require high-quality surface finishes. , while more wear-resistant, have a higher burr and smear rate, meaning they might not be the best choice for applications that require high-quality surface finishes.

-
The decision between resin vs. metal bond blades should be based on the trade-off between longevity and cut quality.
-
For extended production runs where blade longevity is a priority, metal bond blades may be a cost-effective solution.
-
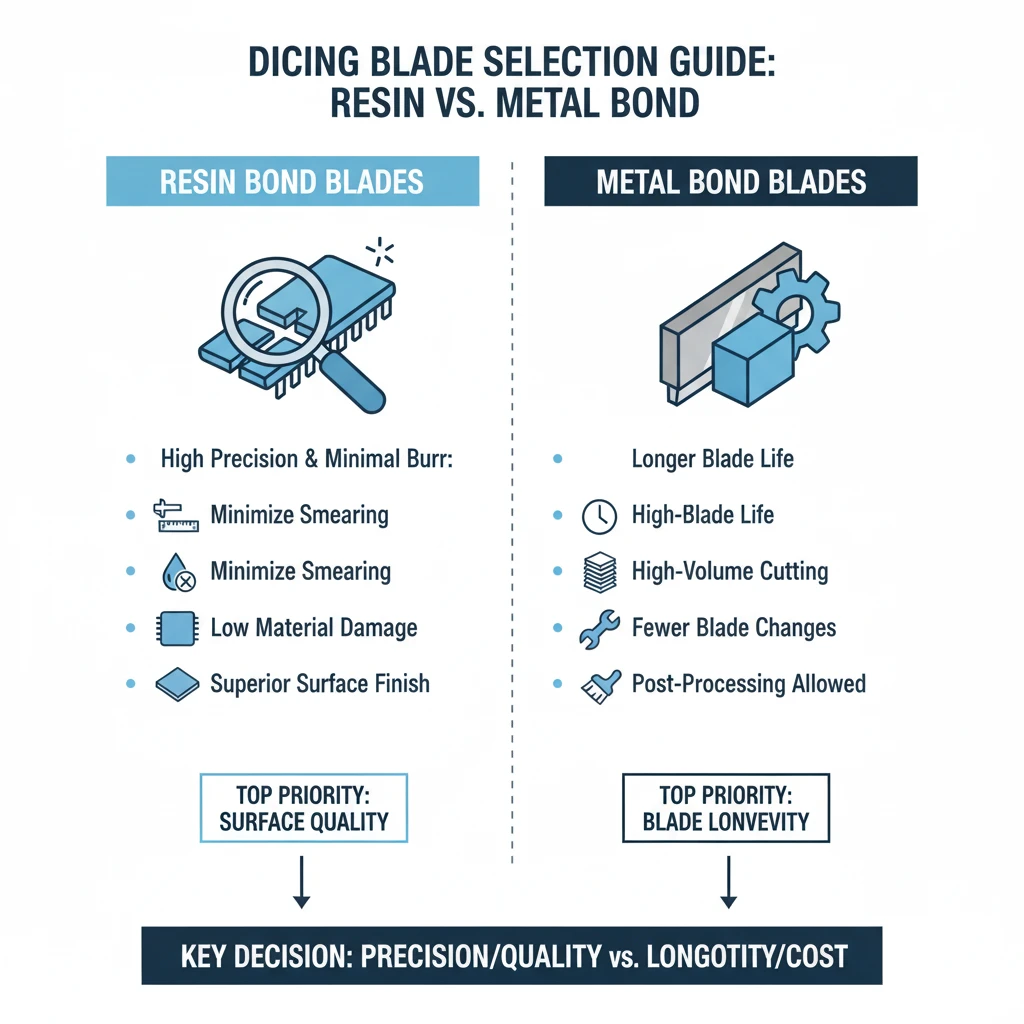
For applications where cut quality, precision, and minimal burr/smearing are critical, resin bond blades should be the preferred choice.
-
High precision and minimal burr formation are needed.
-
Smearing must be minimized to maintain clean cuts.
-
The application requires low material damage and superior surface finish..
-
Longer blade life is required.
-
The application involves high-volume cutting where frequent blade changes are not ideal.
-
Some degree of post-processing (deburring, cleaning) is acceptable.
Parameter | Resin Bond Blade | Metal Bond Blade |
|---|---|---|
 |
| |
Cut Quality | Excellent (low burr, low smear) | Moderate (high burr, high smear) |
Blade Life | Shorter (higher wear rate) | Longer (slower wear rate) |
Smearing | Low | High |
Burr Formation | Low | High |
Cutting Speed | Faster | Slower |
Best for | Precision cuts, minimal post-processing | Long production runs, high durability |

-
If the primary concern is surface quality and precision, resin bond blades are the superior choice.
-
If maximizing blade life and minimizing replacement frequency is the goal, metal bond blades are preferred, but additional finishing steps may be required.

-
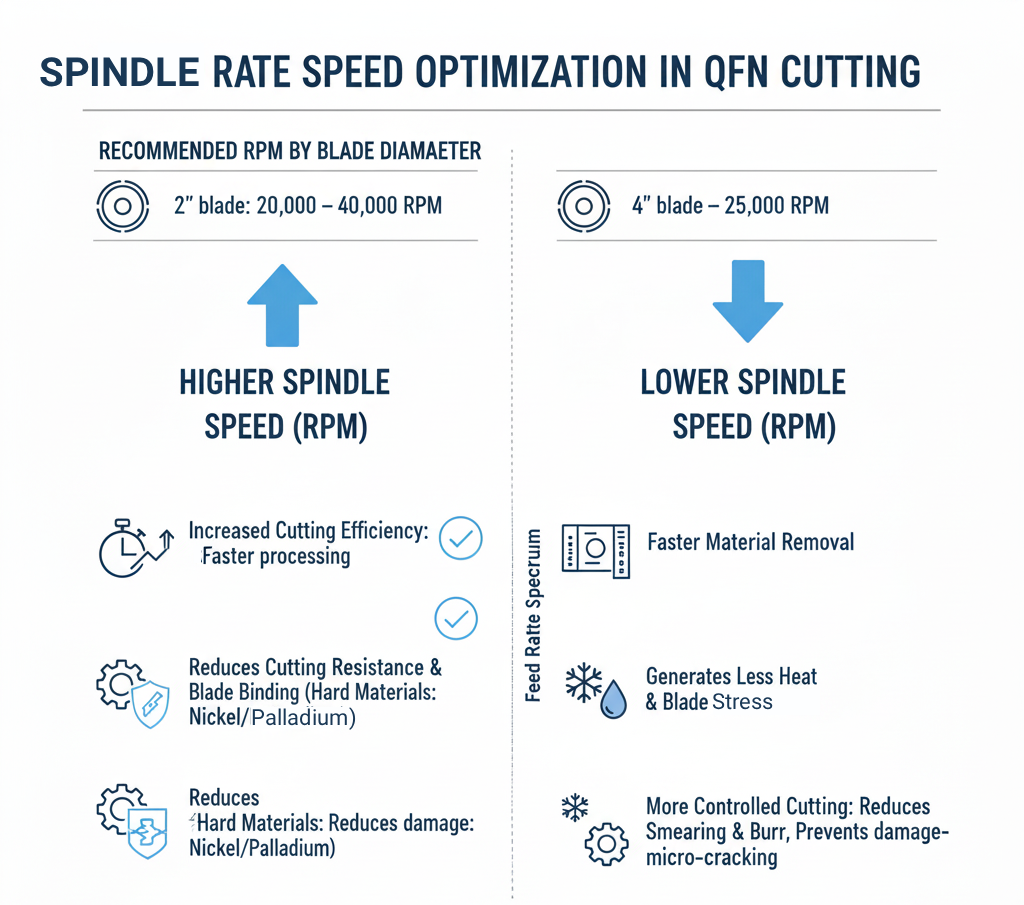
2” blade: 20,000 – 40,000 RPM
-
3” blade: 15,000 – 25,000 RPM
-
4” blade: 8,000 – 15,000 RPM
-
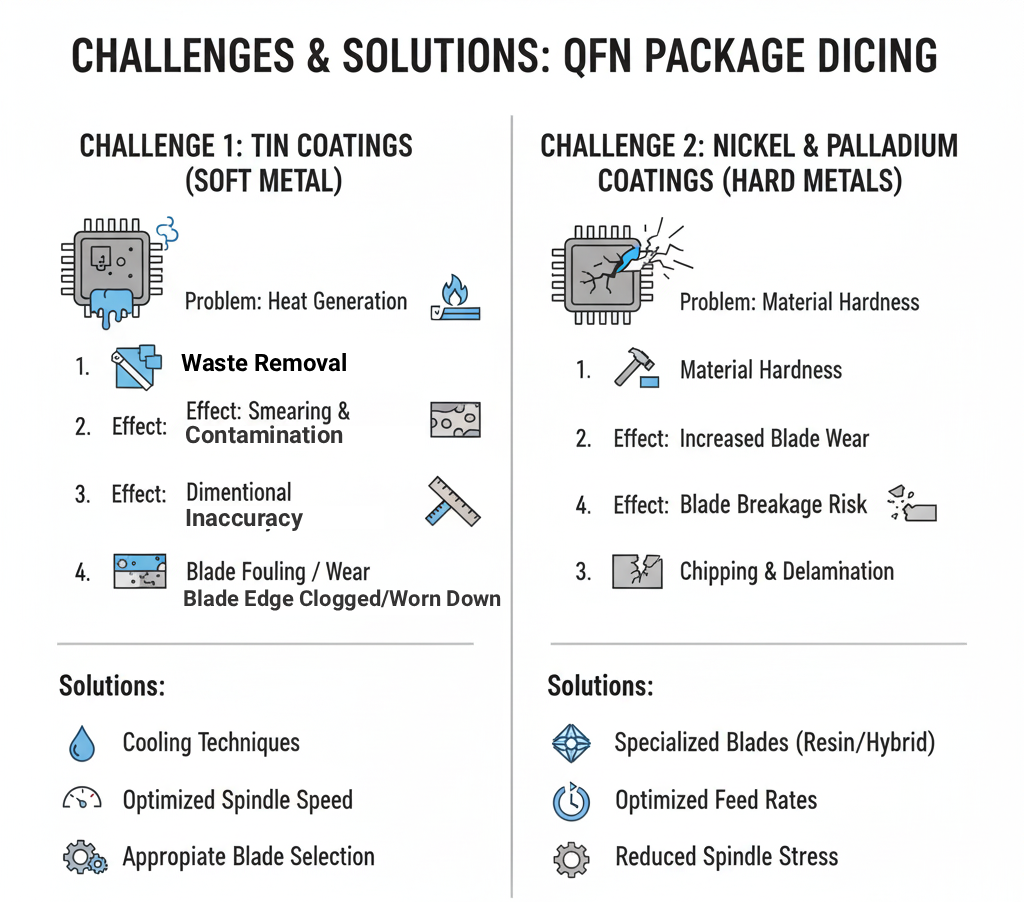
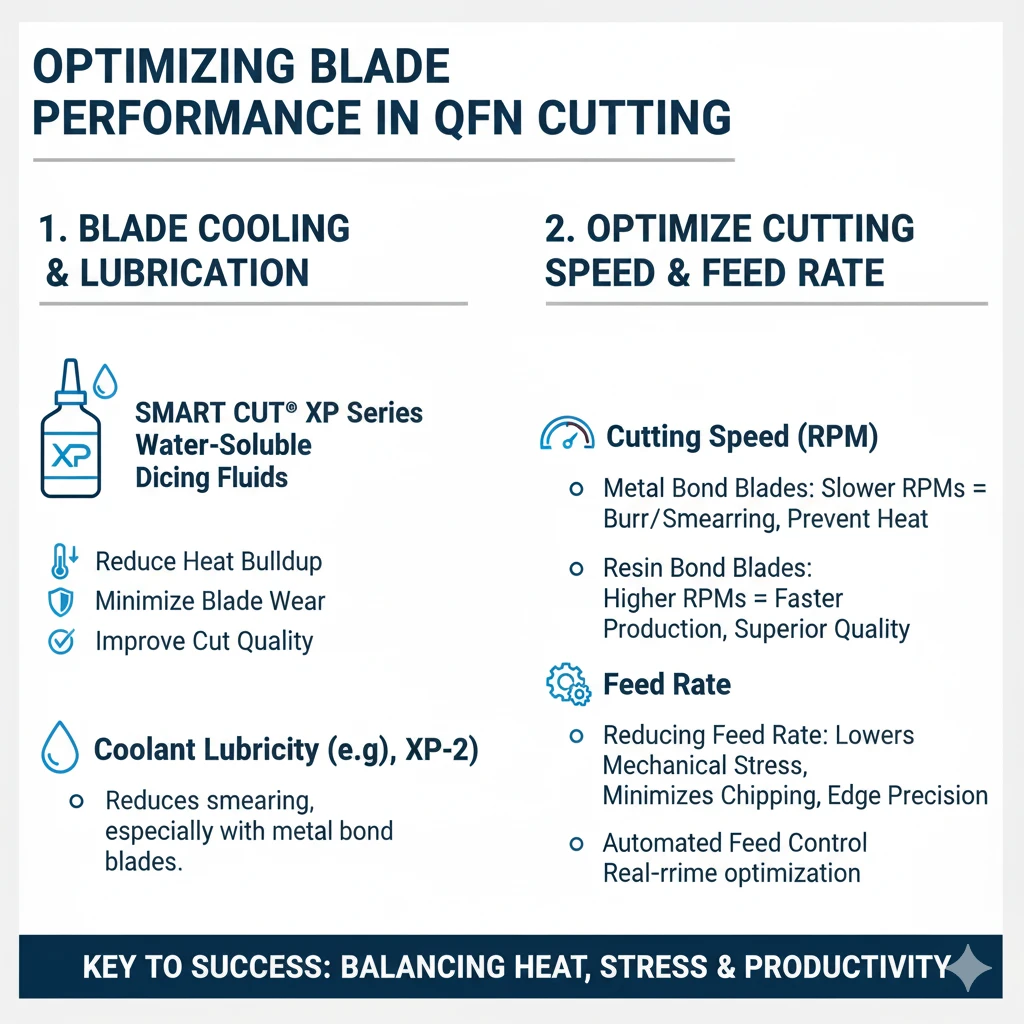
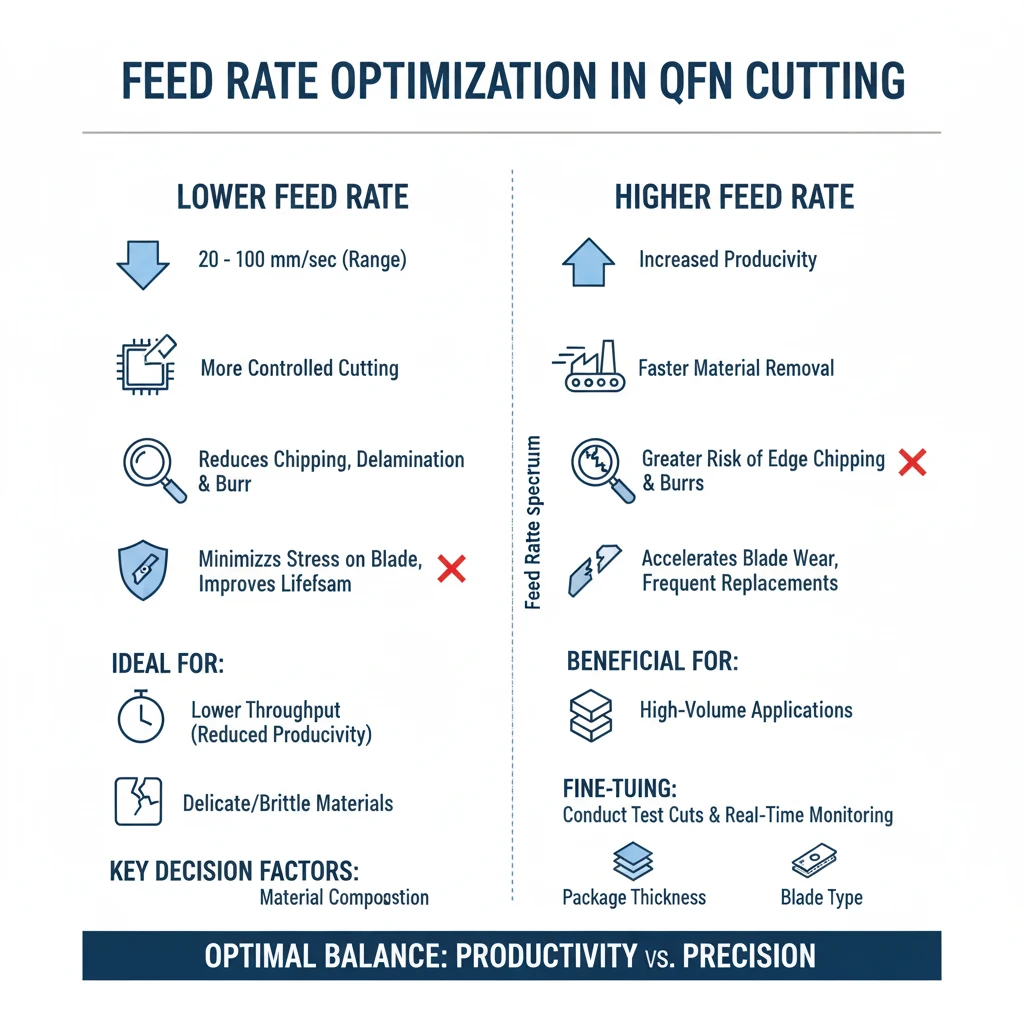
Use higher spindle speeds with moderate feed rates when cutting harder materials like nickel-palladium layers to improve cutting efficiency and blade longevity.
-
Employ lower spindle speeds with slower feed rates when dicing softer or more delicate materials to reduce smearing and improve cut precision.

-
Monitor blade condition and cut quality throughout the process to identify the ideal parameter settings for specific QFN configurations.










-
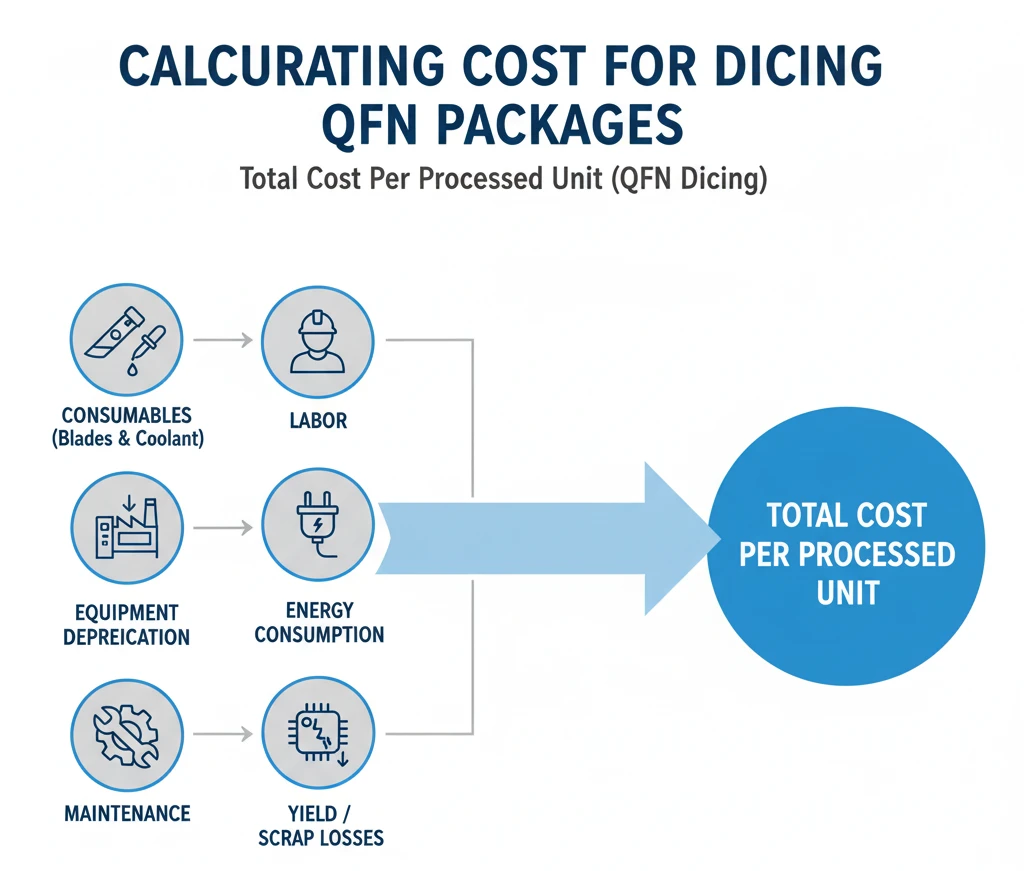
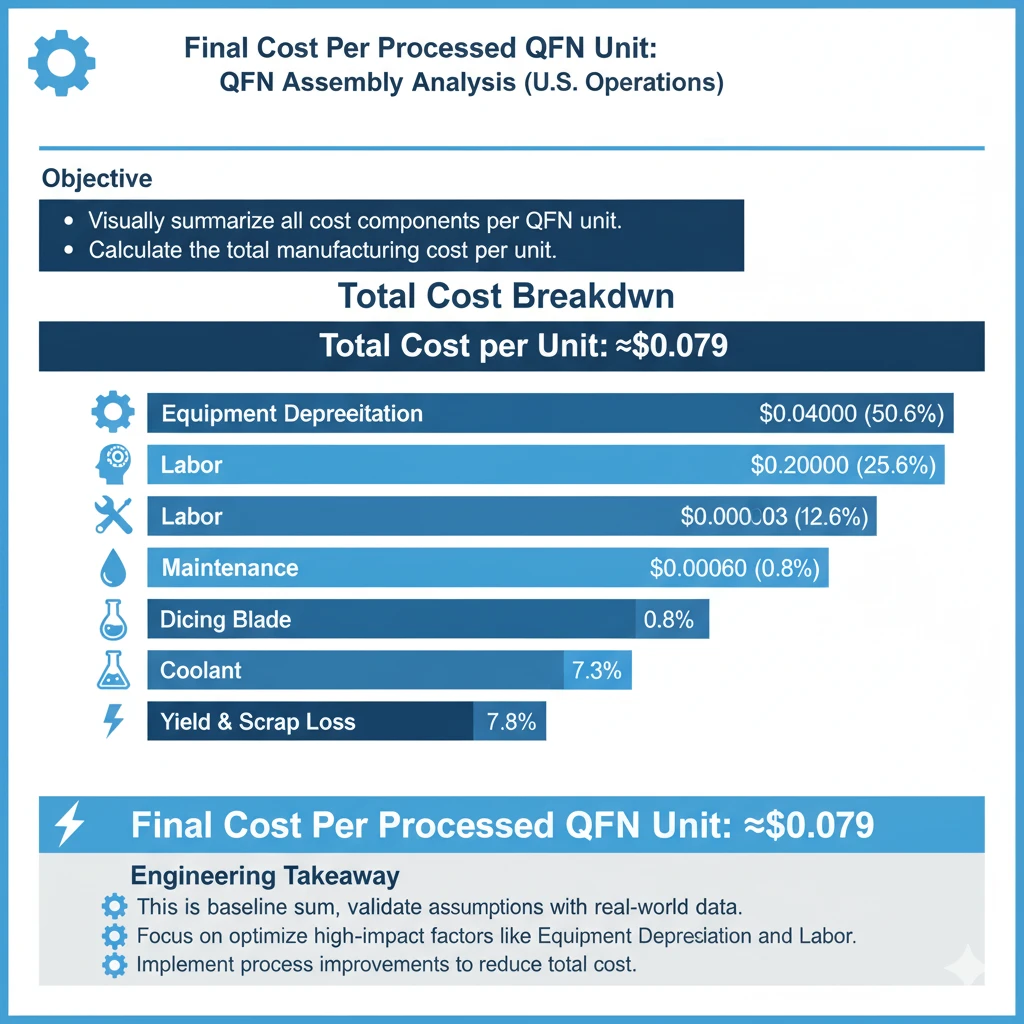
Consumables (dicing blades and coolant)
-
Equipment depreciation
-
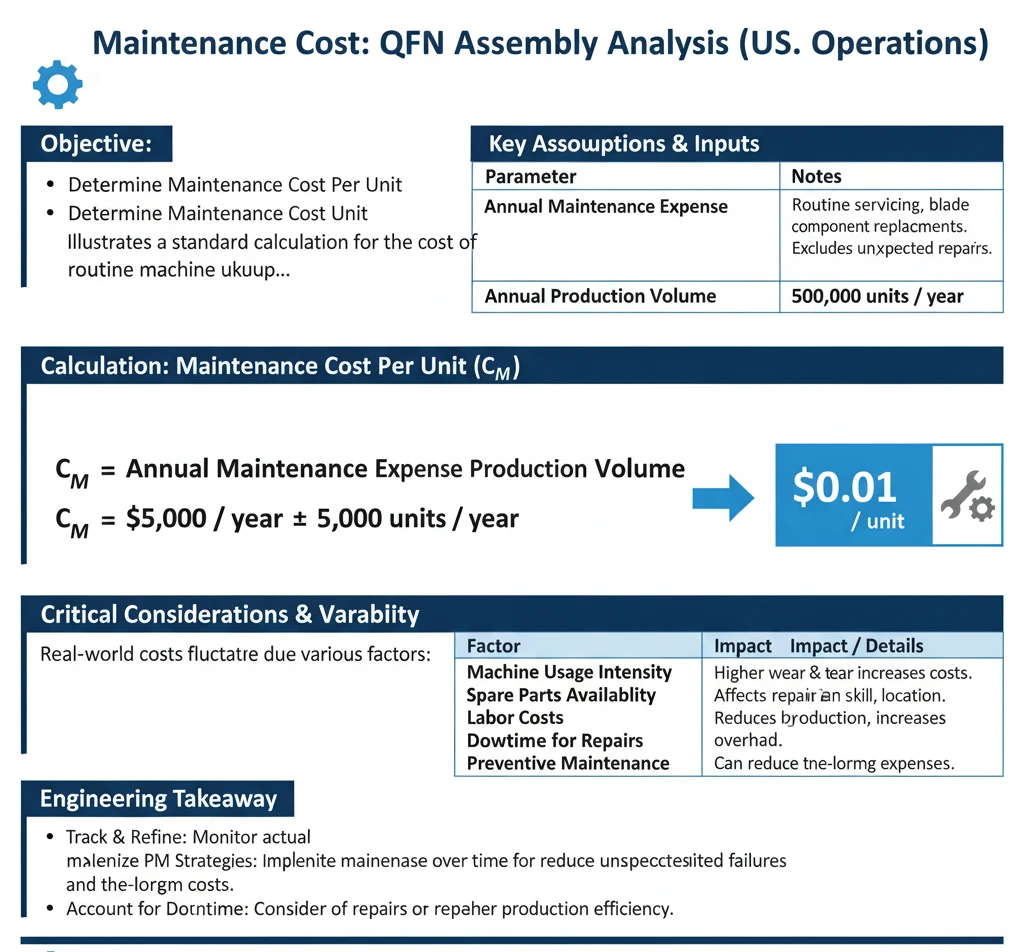
Maintenance
-
Labor
-
Energy consumption
-
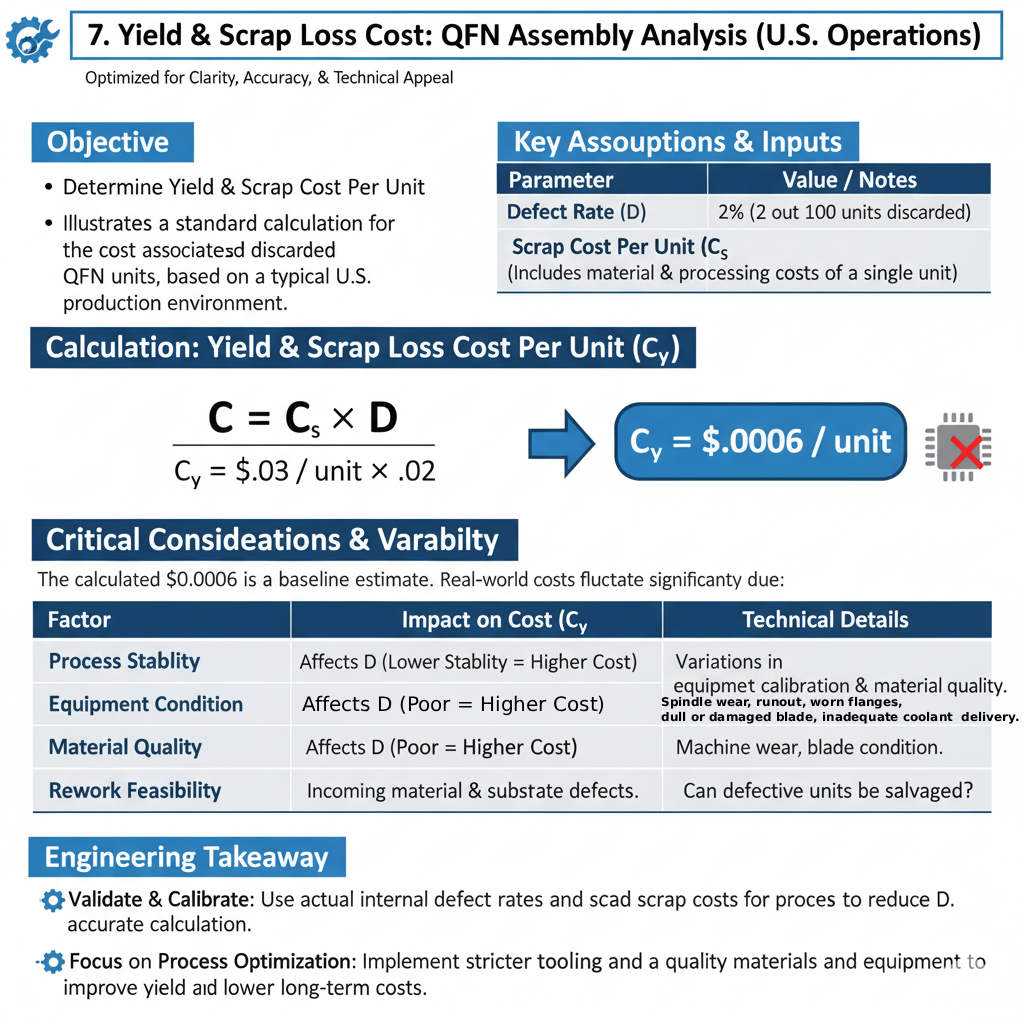
Yield/scrap losses
-
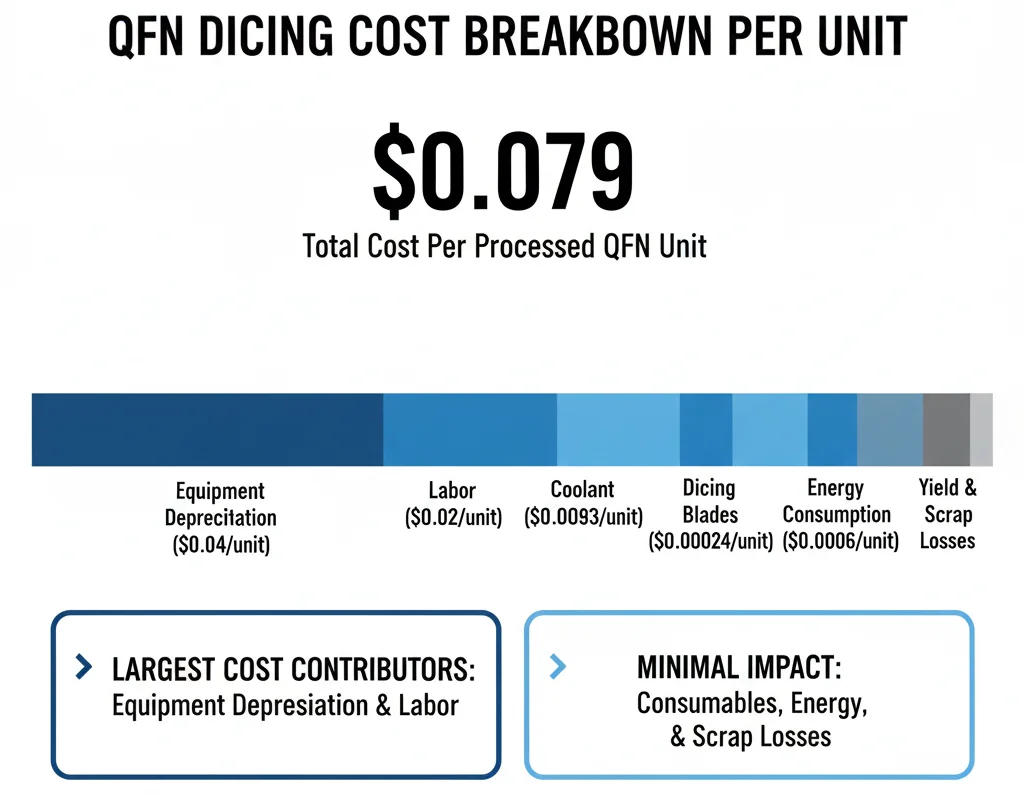
The total cost per processed QFN unit is approximately $0.079.
-
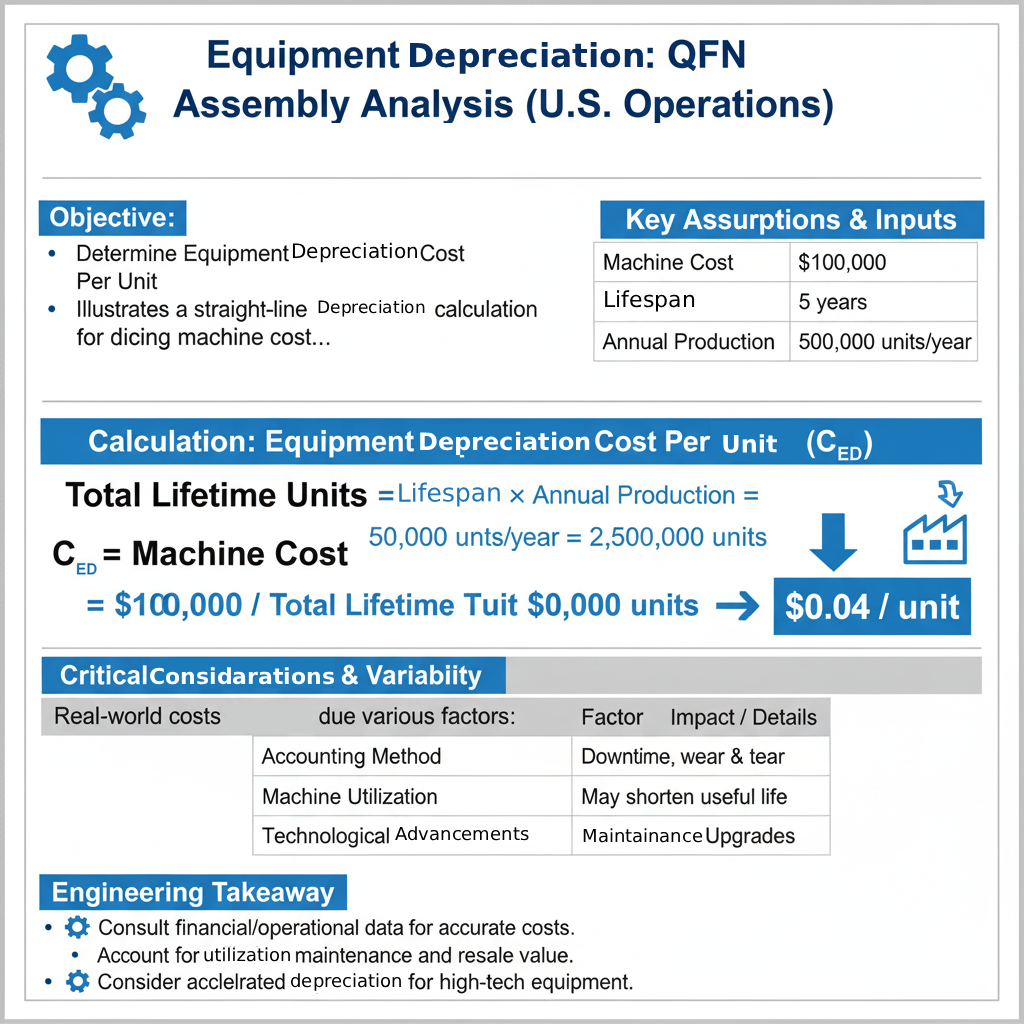
The largest cost contributors are equipment depreciation ($0.04/unit) and labor ($0.02/unit).
-
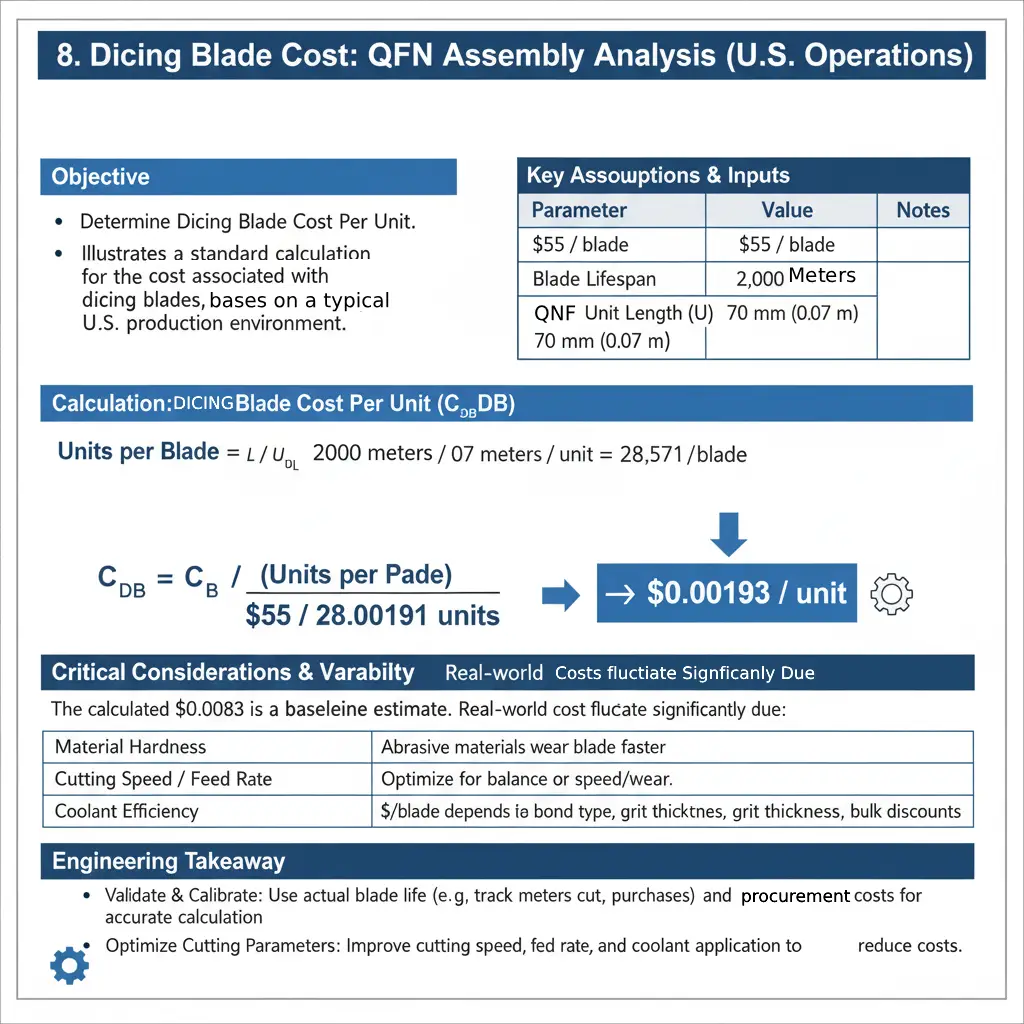
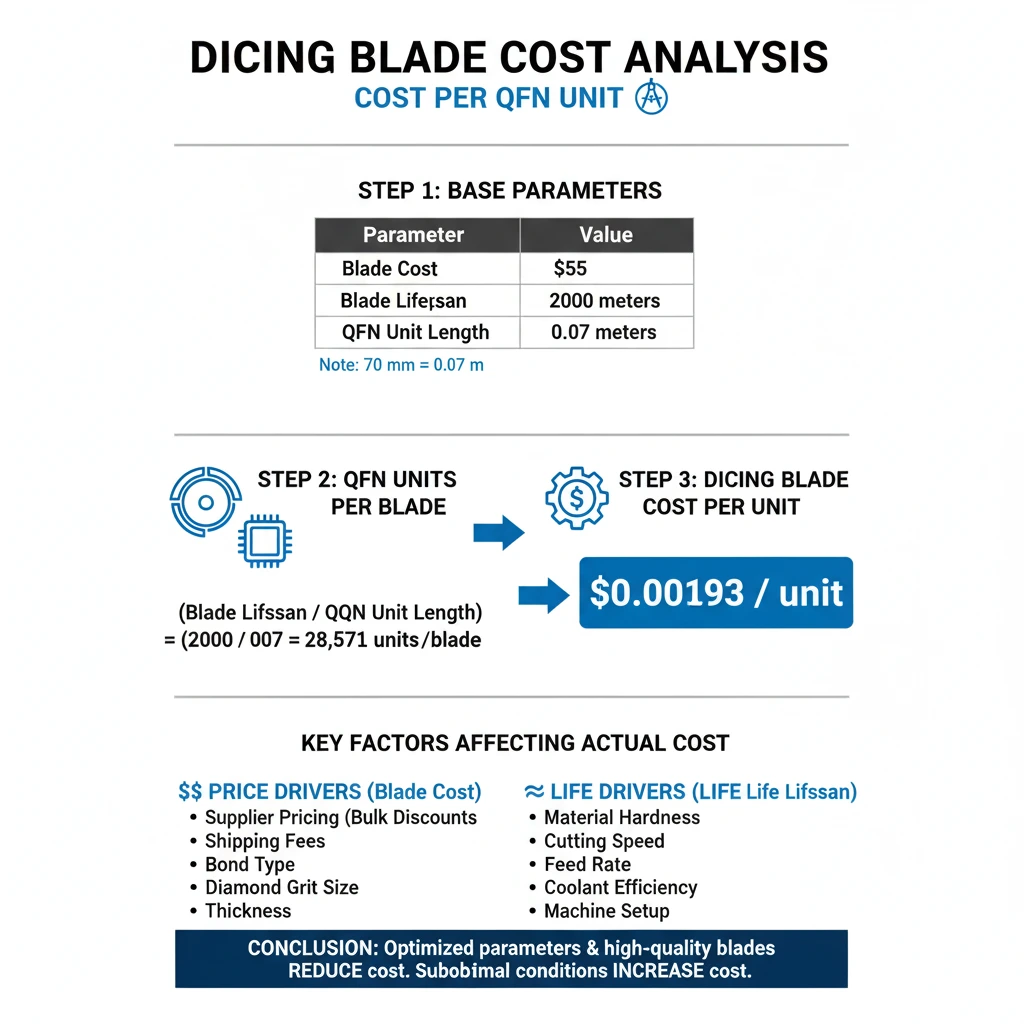
Consumables such as dicing blades ($0.00193/unit) and coolant ($0.0062/unit) have a relatively low impact on total cost.
-
Energy consumption ($0.00024/unit) and scrap losses ($0.0006/unit) contribute minimally to overall expenses.
Ayan Sadyk is a materials scientist and process engineer with over two decades of experience in the industrial diamond tooling sector. His expertise lies in integrating ultra-thin diamond blades, CBN wheels, and advanced cutting systems into precision manufacturing workflows for applications in optics, semiconductors, and technical ceramics.
With a background in materials behavior and surface integrity, Mr. Sadyk brings a data-driven, application-specific approach to cutting and grinding process development. He has worked closely with manufacturers and R&D facilities across Eastern Europe, North America, and the Middle East, helping optimize tool life, surface finish, and process stability.
As an author, he focuses on bridging materials science with tooling innovation—writing on topics such as blade wear mechanisms, thermal effects in hard material sectioning, and adaptive process design.


Select right Diamond Dicing Blade for your application

Dicing Blade Operations Recommendations
Optimizing your Diamond Dicing Performance
Trouble Shooting Dicing Problems
Application Recommendations
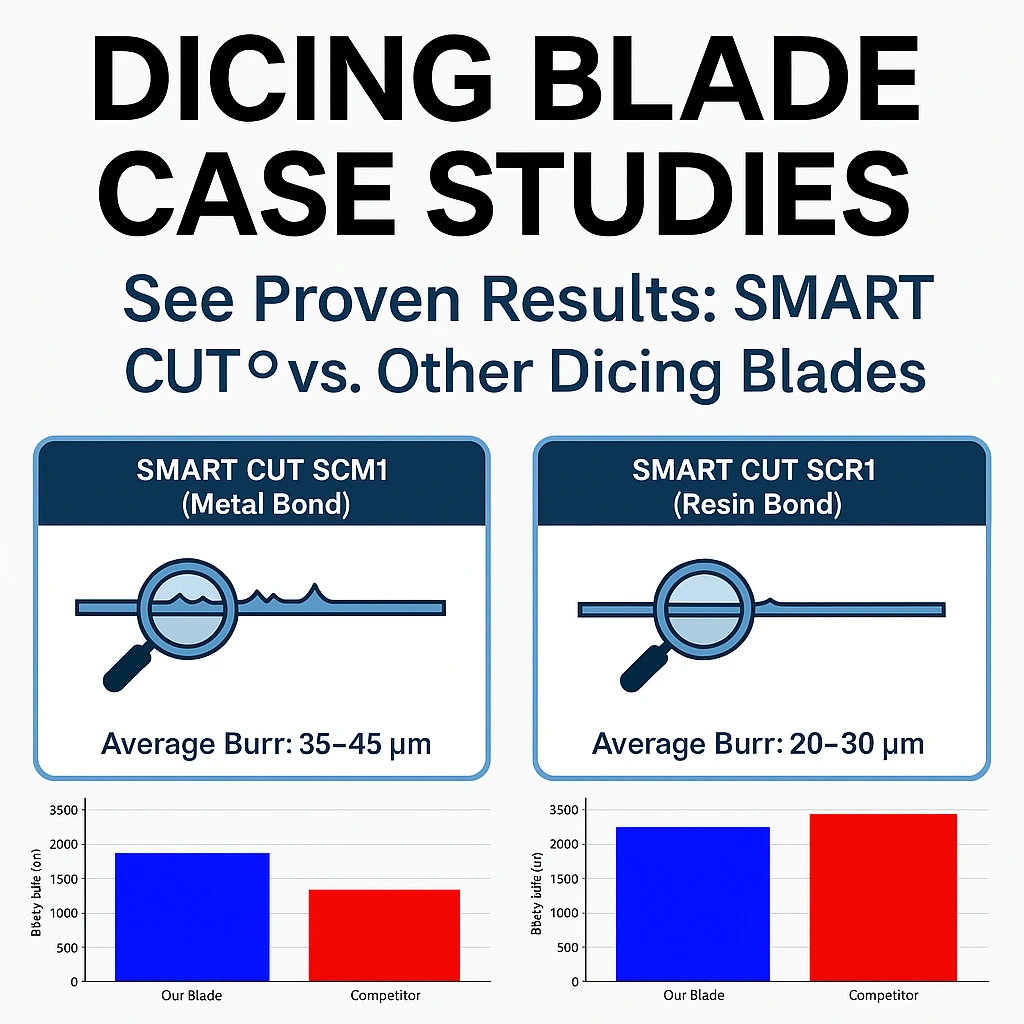
Dicing Blade Case Studies
Optimizing QFN Package Dicing Process Using SMART CUT® Dicing Blades

Selecting the Right Wafer Dicing Saw Practical Guide
Practical Guide to Semiconductor Wafer Dicing: Materials, Blades, and Process Optimization

Total Cost of Ownership – Measuring the Real Economics of Diamond Dicing
From Silicon Wafer to Microchip: The Role of Dicing in Integrated Circuit Manufacturing
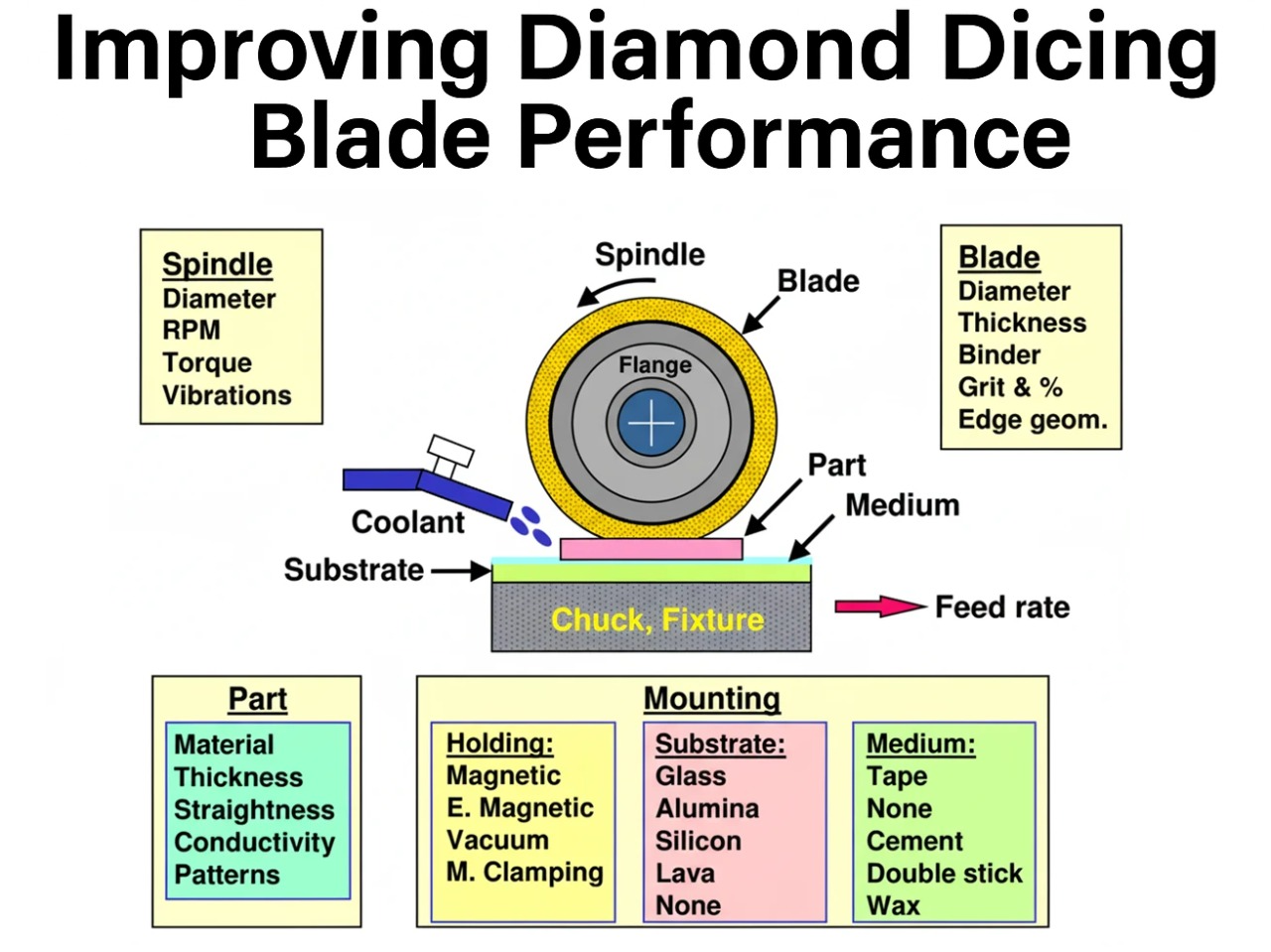
Improving Diamond Dicing Blade Performance: Key Factors and Strategies

Selecting the Right Dicing Surfactant / Fluid for Your Application

How to Use SMART CUT XP Dicing Surfactants

Dicing Surfactants Guide

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

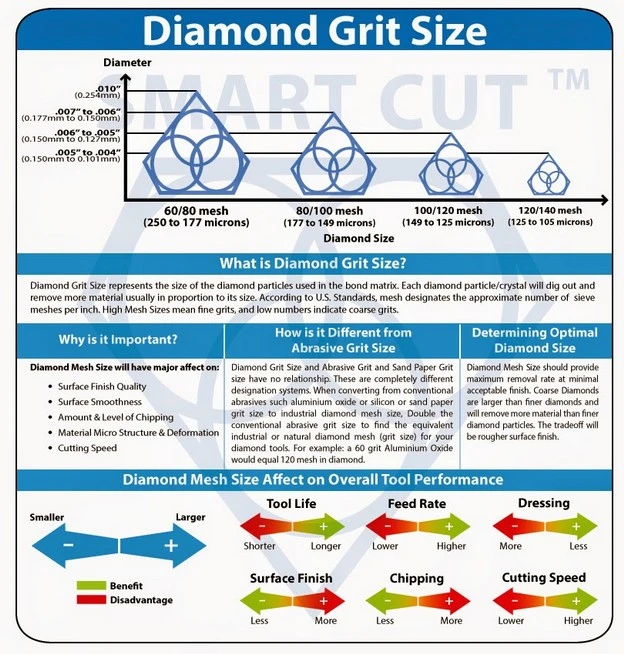
What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Diamond Tool Coolants Why, How, When & Where to Use

Diamond vs CBN (cubic boron nitride) Tools

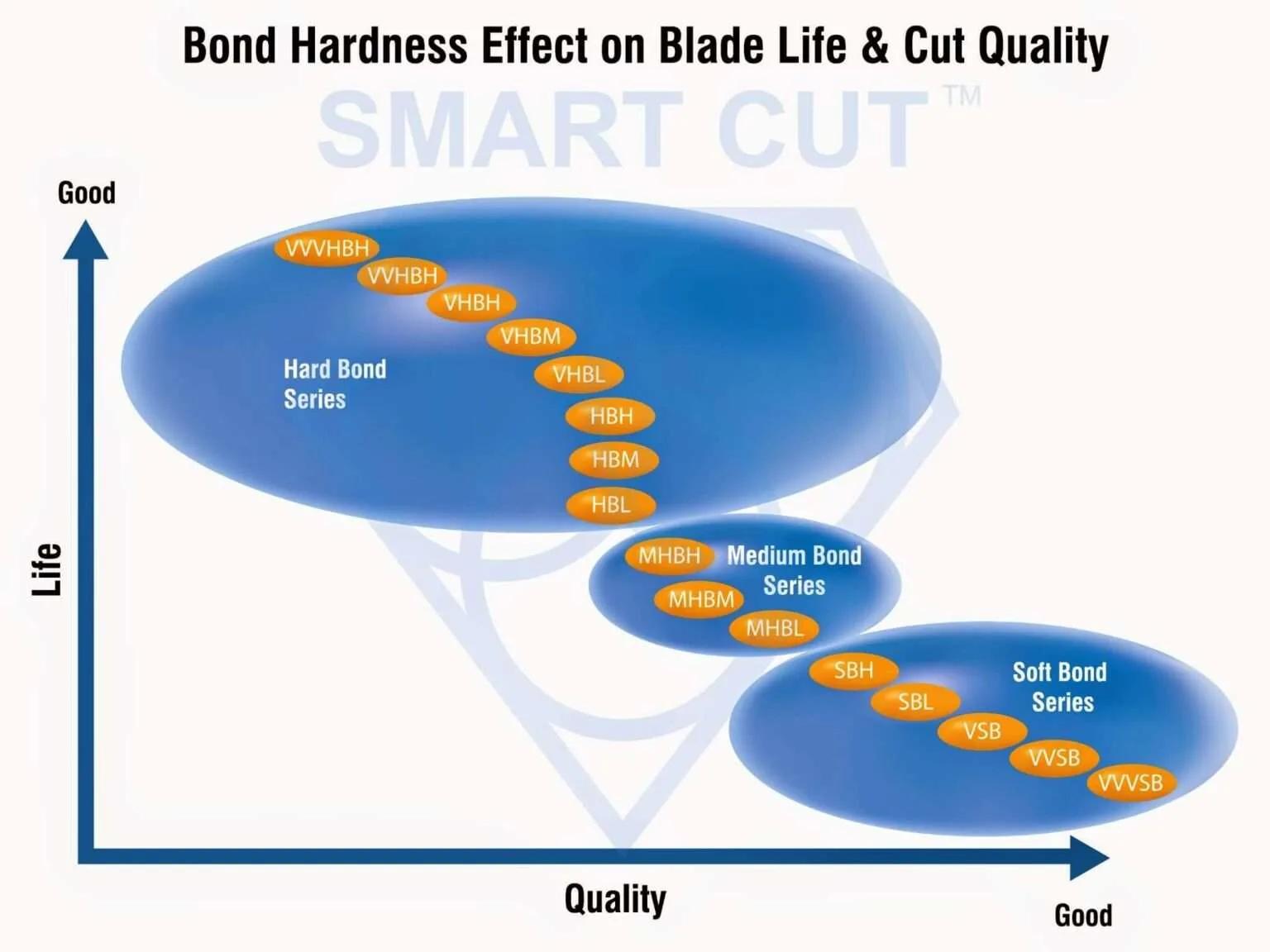
Choosing The Correct Diamond Bond Type

Selecting the Right Coolant Method for your Diamond & CBN Tools

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Ayan Sadyk is a materials scientist and process engineer with over two decades of experience in the industrial diamond tooling sector. His expertise lies in integrating ultra-thin diamond blades, CBN wheels, and advanced cutting systems into precision manufacturing workflows for applications in optics, semiconductors, and technical ceramics.
With a background in materials behavior and surface integrity, Mr. Sadyk brings a data-driven, application-specific approach to cutting and grinding process development. He has worked closely with manufacturers and R&D facilities across Eastern Europe, North America, and the Middle East, helping optimize tool life, surface finish, and process stability.
As an author, he focuses on bridging materials science with tooling innovation—writing on topics such as blade wear mechanisms, thermal effects in hard material sectioning, and adaptive process design.