











































Diamond Lapping Discs for Precision Surface Finishing
Table of Contents
ToggleTrusted by Tens of Thousands of Manufacturers, Laboratories Research Institutions Worldwide Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


Diamond grit size is one of the most significant factors influencing the performance of diamond debt cutting, grinding, and polishing tools. While operators in many applications may focus on machine settings, feed rates, or coolant conditions, they often ignore the fact that, like any material, diamond abrasive particle size is a fundamental requirement that dictates tool/material interaction.
Diamond abrasives have relevance to a range of domains, including semiconductor, optical, ceramics processing, and precision machining. This means the grit size within the precious tool bond influences how coarse or fine the cut the diamond makes and how long the tool will hold up before degrading in service.
Knowing the diamond grit size that produces the result allows engineers and operators to choose and configure an optimal abrasive for their application.
The Problem Engineers Bring to Us
A semiconductor wafer rejected over a 5nm surface deviation. An advanced ceramic bearing that failed under load because subsurface cracking started at the lapping stage. An optical lens that passed visual inspection but failed wavefront testing because of mid-spatial frequency errors introduced by the wrong abrasive.
These are not edge cases. They are the conversations our engineers have weekly.
If you are reading this page, you are likely dealing with one of three situations:
Your current lapping disc is not holding flatness across production batches. You are changing tools too frequently and it is affecting your cycle time. You are getting inconsistent Ra values and cannot isolate the cause.
UKAM has been solving exactly these problems since 1990. What follows is a practical guide to selecting the right diamond lapping disc for your material and application — and knowing when to call us instead of guessing.
Quick Selection Guide — Start Here
If you need a fast answer before reading further, use this:
Coarse Grit Sizes
Coarse diamond grits contain larger particles that penetrate deeper into the material being processed. Because each particle removes more material with each pass, tools using coarse grits typically achieve higher material removal rates.
These grits are commonly used in applications such as:
- Processing SiC, sapphire, or tungsten carbide? → SMART CUT® Hybrid Bond or Sintered Metal Bond. High concentration, coarse-to-fine sequence. Contact us for grit recommendation by material thickness.
- Optical components — lenses, prisms, flats — in fused silica or borosilicate? → SMART CUT® Resin Bond Diamond Discs, fine grit sequence starting at 15 µm down to 3 µm or below. Minimizes subsurface damage and mid-spatial frequency error.
- Semiconductor wafers — silicon, GaAs, InP? → Resin Bond or Hybrid Bond depending on wafer diameter and TTV spec. We stock configurations tested on Buehler, Struers, and Leco equipment.
- Metallographic cross-sections and failure analysis samples? → SMART CUT® Resin Bond Discs, 8″ or 10″ diameter with PSA or magnetic backing, compatible with most sample prep platforms.
- Production volume with strict batch-to-batch consistency requirements? → Metal Bond or Hybrid Bond. Fixed abrasive eliminates slurry drift. Call us — this is where the cost-per-part calculation matters most.
Not sure? Send us your material, target Ra, and current process. We will specify the disc.
What a Diamond Lapping Disc Actually Does — and Why Bond Type Is the Decision
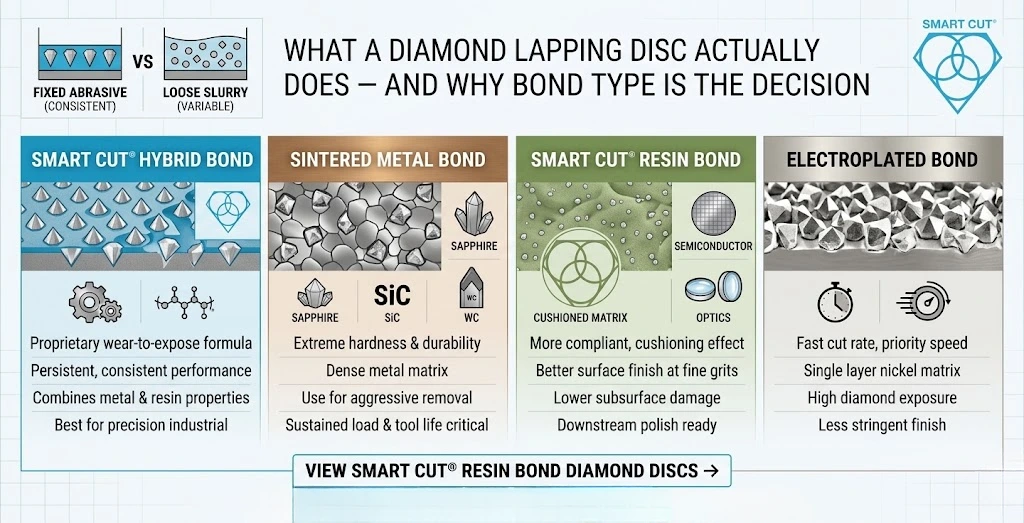
A diamond lapping disc is a fixed-abrasive tool: diamond crystals permanently embedded in a bonded matrix, applied to a flat platen, removing material at the micro or nanometer level. Unlike loose abrasive slurry on a cast iron plate, the abrasive concentration and particle size are set at manufacture and stay consistent through the disc’s working life.
This matters in production because slurry degrades. Particles break down, size distribution shifts mid-batch, plates load unevenly, and flatness corrections require constant re-conditioning. Fixed-abrasive discs eliminate that variability. Material removal rate stays predictable. Lot 50 performs the same as Lot 1.
The bond system is where the real performance engineering happens.
This results in:
- SMART CUT® Hybrid Bond — UKAM’s proprietary formulation. As the bond matrix wears, fresh diamond is continuously exposed, so the disc maintains consistent cutting efficiency throughout its life rather than degrading as conventional bonds do. Combines metal and resin bond characteristics. Best choice for most precision industrial applications.
- Sintered Metal Bond — Densest, most durable. Diamond locked in metal matrix through high-pressure sintering. Use this for aggressive material removal on sapphire, SiC, tungsten carbide, and other extreme hardness materials where tool life under sustained load is critical.
- SMART CUT® Resin Bond — More compliant bond with cushioning effect. Better surface finish at fine grits, lower subsurface damage. Specified for semiconductor and optical applications where the finish after lapping directly affects downstream polish or coating performance. View SMART CUT® Resin Bond Diamond Discs →
- Electroplated Bond — Single-layer nickel matrix, high diamond exposure, fast cutting. Use where cut rate is the priority and surface finish requirements are less stringent.
Bond selection is not a catalog decision. It depends on your material hardness and fracture behavior, your target Ra and flatness tolerance, your equipment, and your acceptable tool life per cost. Wrong bond selection is the most common cause of the problems described at the top of this page. Knowledge Center: Choosing the Correct Diamond Bond Type →
UKAM's Diamond Lapping Disc Product Lines

- SMART CUT™ Diamond Discs (Toppers) — Pressure-sensitive adhesive backing, applies directly to any master backing plate. Highest-quality diamond and raw material. Available in a full grit range. View Diamond Laps & Toppers →
- SMART CUT™ Channel / Ripple Diamond Discs — Textured surface with channels that whisk swarf away during grinding, maximizing diamond contact and extending disc life. Come standard with pre-attached aluminum master lap. Suited for lapidary, ceramics, and optical rough-to-fine sequences.
- SMART CUT™ No-Hole Laps — Full-faced diamond discs for maximum surface contact. Available in multiple diameters and grit sizes including 180 mesh (item #28-5083S and related series). View No-Hole Laps →
- Solid Steel Diamond Laps — Precision-ground steel backing with diamond plating. Extremely durable, recommended for commercial faceting machines and high-load industrial use.
- Metal Bond Diamond Discs for Sample Prep — 8″ (200mm), 10″ (250mm) and 12″ (300mm) OD with PSA adhesive, magnetic backing, or no backing. Diamond sizes from 250 to 6 microns. Compatible with Buehler, Struers, Leco, and other major sample preparation platforms. View Grinding & Polishing Equipment →
- Custom-Manufactured Discs — Non-standard diameter, custom grit distribution, custom bond formulation. No minimum quantity. Fast lead times. Request Custom Tool →
Diamond Grit Size and Tool Life
The size of the abrasive particles also influences tool wear and lifespan.
Coarse Grit Tools
The reason is that coarse grits undergo higher mechanical stress because one particle has to take more of the cutting load. They are very efficient for fast material removal, but they wear out sooner based on the hardness of the material being machined.
However, in many heavy-duty applications, coarse grits are still the most efficient choice since their higher cutting efficiency makes up for a higher wear rate.
Fine Grit Tools
Fine grits spread out the cutting load over a greater – and smaller – number of particles, which can lower the stress on individual abrasives. This does not always make tools, but can sometimes lead to greater cutting performance that remains consistently over time.
AdvertisementFine grits are often ideal for precision applications, achieving a balance between tool life and surface quality.
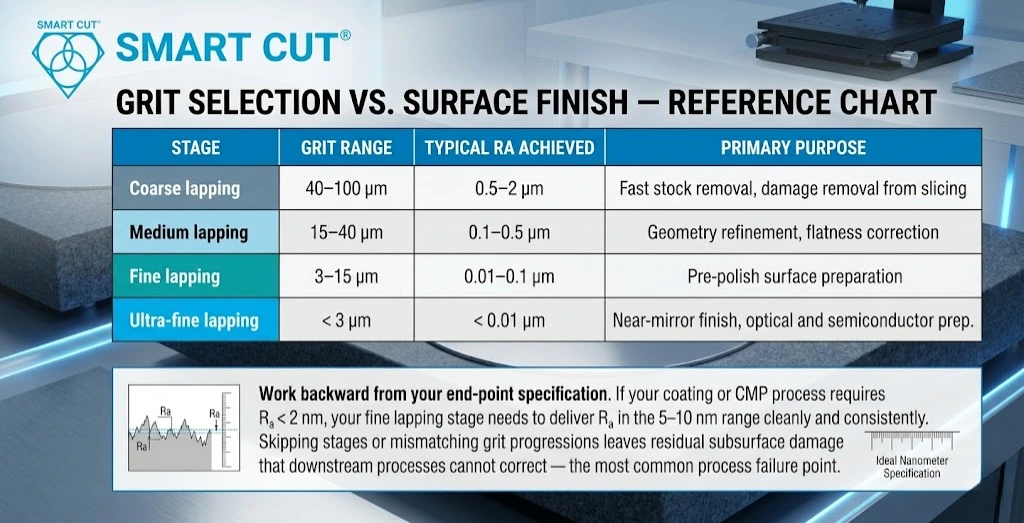
Grit Selection vs. Surface Finish — Reference Chart
|
Stage |
Grit Range |
Typical Ra Achieved |
Primary Purpose |
|---|---|---|---|
|
Coarse lapping |
40–100 µm |
0.5–2 µm |
Fast stock removal, damage removal from slicing |
|
Medium lapping |
15–40 µm |
0.01–0.1 µm |
Geometry refinement, flatness correction |
|
Fine lapping |
3–15 µm |
0.01–0.1 µm |
Pre-polish surface preparation |
|
Ultra-fine lapping |
< 3 µm |
< 0.01 µm |
Near-mirror finish, optical and semiconductor prep |
Work backward from your end-point specification. If your coating or CMP process requires Ra < 2 nm, your fine lapping stage needs to deliver Ra in the 5–10 nm range cleanly and consistently. Skipping stages or mismatching grit progressions leaves residual subsurface damage that downstream processes cannot correct — the most common source of yield loss in advanced ceramics and semiconductor fabrication. Knowledge Center: Lapping vs. Grinding vs. Polishing — Key Differences →
Application-Specific Guidance

Advanced Ceramics (Al₂O₃, ZrO₂, SiC, Si₃N₄)
The core challenge with hard, brittle ceramics is removing material without propagating micro-cracks into the substrate. Cracks introduced at the lapping stage compromise structural integrity and prevent proper coating adhesion — neither of which is detectable until the part is in service or under load.
For SiC and high-density alumina, we specify high-concentration Sintered or SMART CUT® Hybrid Bond discs with a controlled grit sequence starting at 40–60 µm for saw damage removal, stepping down through 15 µm and 6 µm before polish. Fixture design to support edges is equally important — unsupported edges concentrate pressure and cause chipping. See UKAM Tooling for Advanced Ceramics →
Semiconductor Wafers (Silicon, Sapphire, GaAs, InP)
Wafer lapping has two jobs: correct TTV (total thickness variation) from wire slicing and remove saw damage depth to a level CMP can handle efficiently. Getting this wrong extends CMP cycle time, accelerates CMP pad wear, and increases defect density in the final device layer.
UKAM wafer lapping discs are specified to maintain TTV within process spec across full wafer diameter. For 150mm and 200mm sapphire wafers, Hybrid Bond discs in the 9–15 µm range are our most common specification. For compound semiconductors (GaAs, InP), Resin Bond with de-ionized water coolant is required to avoid ionic contamination. Explore Semiconductor Tooling →
Metallography and Sample Preparation (Failure Analysis, R&D, Quality Control)
Lapping disc quality directly affects the reliability of microstructural analysis. Pull-outs, smearing, and relief at phase boundaries in the polished cross-section can be traced back to an incorrect lapping sequence or wrong bond type for the material.
UKAM’s Metallography & Sample Preparation product line includes SMART CUT® Resin Bond Diamond Discs in 8″ and 10″ diameters, compatible with Buehler AutoMet, Struers Tegramin, Leco VP-300, and other automated preparation systems. Available with PSA or magnetic backing. View Metallography Products →
Complete Process Support — Beyond the Disc

A lapping disc solves the precision finishing stage. The full process requires matched tooling at every stage.
Before the lapping stage, if you are slicing ingots or sectioning, the cut surface quality determines how much lapping stock you need to remove. UKAM manufactures Ultra-Thin Diamond Slicing & Dicing Blades from 0.001″ (25 micron) thick, and Diamond Core Drills from 0.001″ to 48″ diameter, for every sectioning requirement before the lapping stage. View Diamond Slicing & Dicing Blades → | View Diamond Core Drills →
After the lapping stage, Diamond Polishing Discs and Diamond Suspensions complete the surface finishing sequence. SMART CUT® Diamond Suspensions are available in monocrystalline and polycrystalline formulations, water-based and oil-based, from 80–120 mesh down to 1/10 micron — engineered to match each lapping stage output. View Diamond Suspensions →
For compatible equipment, UKAM manufactures 6″ to 24″ (150mm to 609mm) diamond grinding, polishing, and lapping machines for both industry and R&D. View Grinding, Lapping & Polishing Machines →
Coolant is not optional — it controls surface temperature, flushes swarf from the abrasive matrix, and extends disc life significantly. For materials sensitive to ionic contamination (GaAs, InP), coolant selection is a process variable, not an afterthought. View Diamond Tool Coolants & Accessories →
Why UKAM vs. a Distributor
After the lapping stage, Diamond Polishing Discs and Diamond Suspensions complete the surface finishing sequence. SMART CUT® Diamond Suspensions are available in monocrystalline and polycrystalline formulations, water-based and oil-based, from 80–120 mesh down to 1/10 micron — engineered to match each lapping stage output. View Diamond Suspensions →
For compatible equipment, UKAM manufactures 6″ to 24″ (150mm to 609mm) diamond grinding, polishing, and lapping machines for both industry and R&D. View Grinding, Lapping & Polishing Machines →
Coolant is not optional — it controls surface temperature, flushes swarf from the abrasive matrix, and extends disc life significantly. For materials sensitive to ionic contamination (GaAs, InP), coolant selection is a process variable, not an afterthought. View Diamond Tool Coolants & Accessories →
Frequently Asked Questions
Sapphire at Mohs 9 requires a bond that resists rapid wear under the high pressures needed for efficient material removal. We typically specify Sintered Metal Bond or SMART CUT® Hybrid Bond. Grit sequence depends on your starting surface condition — typically 40–60 µm for wafering damage removal, stepping to 9 µm and 3 µm for pre-polish preparation. Contact us for material-specific grit sequencing.
Edge chipping is caused by concentrated downward pressure at unsupported part edges combined with a bond system that is too aggressive for the material’s fracture toughness. The solution involves reducing grit size, reducing applied pressure, and redesigning the fixture to support the full part perimeter. In some cases, switching from sintered to hybrid bond reduces the fracture force at the edge. We can walk through your fixture design if needed.
Electroplated discs are single-use. Metal bond and SMART CUT® Hybrid Bond discs can often be re-dressed to extend working life depending on wear condition and application. Contact us with your disc lot information to evaluate reconditioning options.
With 3 µm and finer SMART CUT® discs on hard ceramics and semiconductor materials, Ra values below 10 nm are achievable consistently. On optical glass with proper process parameters, Ra below 5 nm before polishing is routine. The exact achievable finish depends on material, grit sequence, equipment parameters, and coolant — our team can give you specific numbers for your application.
Yes. Our metal bond and resin bond discs are available in 8″, 10″, and 12″ diameters with PSA adhesive, magnetic, or plain backing to fit all major sample preparation platforms. Custom diameters are available for specialized lapping equipment.
Send us your material, current process parameters, target surface finish, and equipment. We will specify the correct series, grit, and bond — including parameter recommendations for your machine. This is a free consultation with no obligation to purchase. Request Consultation →
Ready to Specify the Right Disc?
After the lapping stage, Diamond Polishing Discs and Diamond Suspensions complete the surface finishing sequence. S
Surface finish at this tolerance level is an engineering problem. The correct disc is the one specified for your exact material, your equipment, your process sequence, and your surface finish requirement — not the one with the most generic description in a catalog.
Our application engineering team works directly with process engineers, R&D laboratories, and production managers. We have solved these problems before. We will tell you what to use, what parameters to run, and what to expect.
Request an Engineering Consultation → — speak directly with a specialist.
View Diamond Lapping Disc Products → — SMART CUT® Toppers, Channel Discs, No-Hole Laps, Metal Bond and Resin Bond series.
Browse All Diamond & CBN Products → — grinding, drilling, slicing, dicing, polishing, suspensions, and equipment.
Request a Custom Tool → — non-standard diameter, grit, or bond formulation. No minimum quantity.
UKAM Industrial Superhard Tools | Valencia, CA, USA | 661-257-2288 | American Manufacturer Since 1990
MART CUT® Diamond Suspensions are available in monocrystalline and polycrystalline formulations, water-based and oil-based, from 80–120 mesh down to 1/10 micron — engineered to match each lapping stage output. View Diamond Suspensions →
For compatible equipment, UKAM manufactures 6″ to 24″ (150mm to 609mm) diamond grinding, polishing, and lapping machines for both industry and R&D. View Grinding, Lapping & Polishing Machines →
Coolant is not optional — it controls surface temperature, flushes swarf from the abrasive matrix, and extends disc life significantly. For materials sensitive to ionic contamination (GaAs, InP), coolant selection is a process variable, not an afterthought. View Diamond Tool Coolants & Accessories →
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990