














































Table of Contents
ToggleSelecting the right diamond drill or bit for your application is one of the most important steps in achieving successful drilling results. The correct choice not only improves accuracy and efficiency but also saves time, reduces costs, and minimizes trial and error. This guide has been created for all levels of users whether you are a beginner, a researcher, a contractor, or an experienced manufacturing engineer seeking process optimization.
Today’s industries face a rapidly expanding range of materials that are harder, more brittle, and more complex than ever before. Advanced ceramics, composites, semiconductors, optical materials, and exotic alloys are increasingly replacing traditional substrates, often rendering older drill designs and methods obsolete. These new materials require advanced diamond tools and updated techniques to achieve consistent, high-quality results.
Although the marketplace offers hundreds of diamond drills, bits, accessories, and machines, it often provides very little guidance on how to select the right tool. Many users end up experimenting for days or weeks, trying different drills, speeds, and setups. This trial-and-error approach wastes time, increases costs, and leads to unnecessary material loss.
By focusing on the key variables that affect drill performance, including material properties, drill geometry, equipment capability, and application requirements you can make informed decisions that align with your objectives. Proper planning, careful tool selection, and attention to detail in setup and technique will ultimately determine the success of your operation.
This article outlines the critical factors to consider when choosing a diamond drill, helping you avoid common mistakes and achieve reliable, repeatable results for your specific application.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide
Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


Material Characteristics

The first step in choosing the right diamond drill is to understand the characteristics of the material you are drilling. Each property plays a direct role in determining the drill type, bond, grit size, and process settings. The type of material sets the overall approach.

Glass is common but brittle, so it requires drills that minimize chipping and cracking. Natural stone varies widely in hardness and density, with some stones being highly abrasive and demanding harder bonds. Advanced ceramics are extremely hard and brittle, often requiring sintered diamond drills to achieve both penetration and durability. Composites, especially fiber-reinforced materials, can wear drills unevenly because they combine soft matrix phases with hard fibers. Semiconductor materials such as silicon, sapphire, and gallium arsenide require the highest precision and clean finishes, while metals present a different challenge. Soft, ductile metals may clog the diamond surface, while very hard alloys demand softer bond drills that expose fresh diamond particles more quickly.
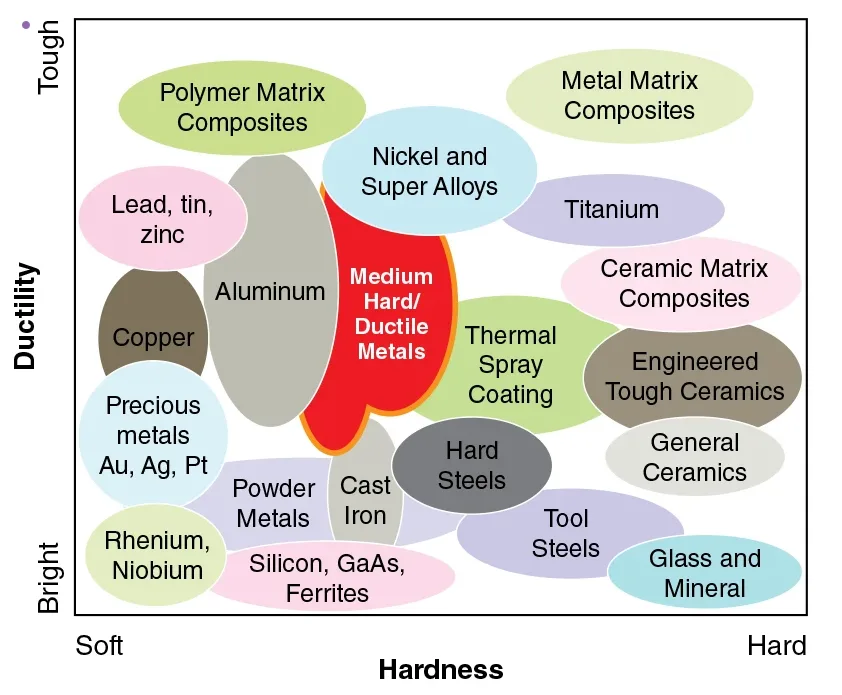
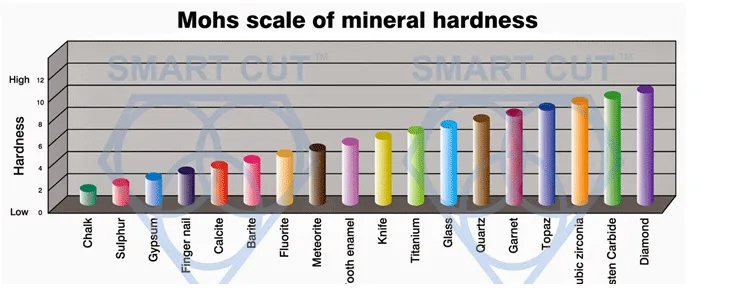
The hardness of the material is one of the most important factors in selecting the right diamond drill, equipment, and accessories. It describes the ability of a material to resist deformation and is measured using scales such as Mohs, Vickers, or Knoop.
Ultra-hard materials such as sapphire, alumina, advanced ceramics, metals with high hardness, and natural or precious stone generally require sintered (metal bond) diamond drills. For softer, less costly materials such as glass, composites, soft stone, or tile, electroplated (nickel bond) diamond drills are usually more efficient and cost effective.
As a rule:
- Harder materialsneed a softer bond to allow the drill to cut faster and more freely.
- Softer or abrasive materialsneed a harder bond to increase drill life.
The balance between brittleness and ductility also affects drill choice. Brittle materials such as ceramics, crystals, and glass fracture easily and therefore require drills that minimize vibration and control chipping. Fine grit sizes and slower, steadier feeds are often necessary to achieve clean holes. Ductile materials such as copper, aluminum, or softer alloys deform plastically and tend to smear across the diamond surface, which can block cutting action. These require adequate coolant supply and drills designed to resist clogging.
Thermal sensitivity is another concern. Glass, ceramics, and many semiconductor materials are prone to cracking under heat or thermal shock. Localized heating can also cause microfractures in brittle substrates. To avoid this, it is important to ensure continuous coolant flow, lower feed rates, and, when possible, through-tool coolant delivery to dissipate heat and protect both the drill and the workpiece.
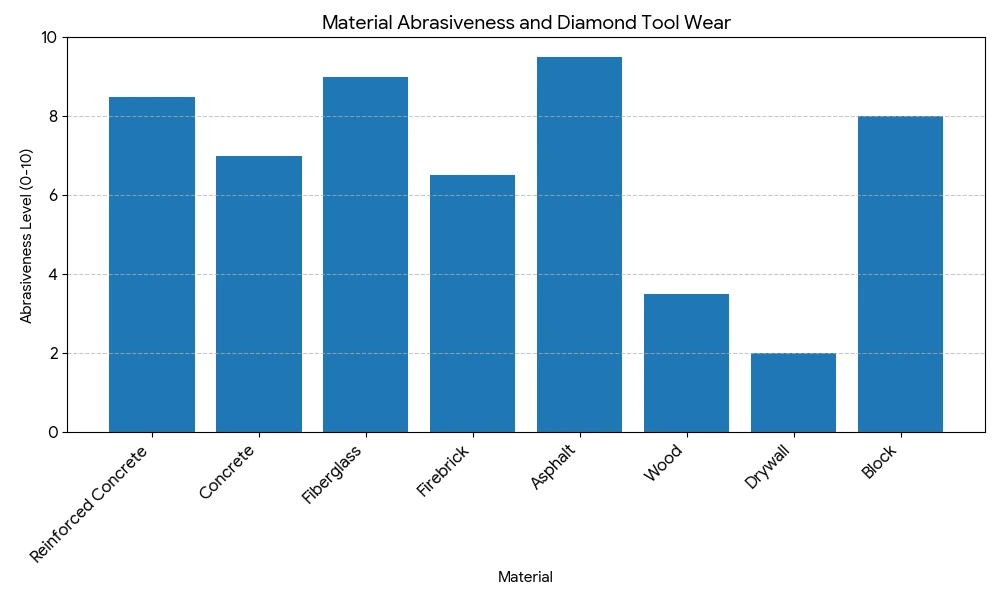
Finally, abrasiveness must be considered. Materials such as quartz-rich stone or fiber-reinforced composites are highly abrasive and can wear out a drill quickly. In these cases, a harder bond is recommended to hold the diamonds securely for longer periods of use. Strong coolant flushing is also essential, both to remove debris and to reduce premature tool loss.
b) Cost of Material
The value of your material also affects drill selection. When working with expensive, rare, or precious materials, the cost of the drill itself becomes less important than minimizing waste and preventing damage. In these cases, a thin-wall diamond core drill is recommended to reduce material loss and improve accuracy. It is best to establish a clear estimate of your target cost per hole and desired quality before selecting the drill.
c) Material Thickness (Drilling Depth)
Material thickness determines how much coolant and drilling pressure are required. For drilling depths greater than 1 inch (25.4 mm), special attention is needed. Use coolant from multiple directions: through the drill center, from the sides, and by submerging the material. A water swivel adapter that delivers high-pressure coolant through the drill center is highly recommended for thick materials. For very deep holes, drilling in steps and using more than one core drill may be necessary.
d) Geometry and Density of Material
Every material has unique properties such as density, hardness, and composition. Techniques that work well on one material may fail on another. To achieve the best results, the drill design should account for these variations. Factors such as shape, size, diameter, hardness, and brittleness of the material influence not only the drill selection, but also the clamping method, drilling equipment, and operating speeds and feeds.
Equipment to Be Used
The equipment you use and its physical condition play a decisive role in how a diamond drill performs. Machine type, spindle stability, speed capability, feed control, and coolant delivery all determine which drills are suitable. Even the best-designed drill will not perform correctly if it is paired with equipment that is not suited for the application. Choosing the right equipment ensures proper RPMs, consistent feed rates, and adequate cooling, all of which directly affect drilling speed, hole quality, and drill life. Selecting the correct drill requires not only knowledge of the material but also an understanding of the equipment’s strengths and limitations. Four key elements must always be considered: spindle speed, feed control, coolant delivery, and spindle runout or rigidity.

Types of Drilling Equipment Used with Diamond Drills
Diamond drills are compatible with a wide range of equipment. Drill presses, milling machines, and CNC systems are the primary tools used in industrial and research settings. These machines provide precise speed control, rigid fixturing, and through-tool coolant integration, making them ideal for high-precision and high-volume applications. CNC and milling machines allow automated multi-step drilling, exact depth control, and the ability to produce complex geometries.
High-speed air spindles are widely used in microdrilling and semiconductor applications. They can reach tens of thousands of RPMs, which is essential for drilling very small diameters in delicate and brittle materials such as glass, sapphire, and advanced ceramics.
For contractors, hobbyists, and home users, handheld drills, cordless drills, and angle grinders are most common. While these tools offer portability and convenience, they introduce vibration, limited rigidity, and poor coolant delivery, which reduce precision and drill life. Among handheld tools, angle grinders can provide higher RPMs and handle larger diameters, but they still lack the stability of fixed machines.
Specialized drilling rigs are used in construction, tile, and stone applications. They provide better alignment and stability compared to handheld tools, making them a good solution for field or on-site drilling when industrial equipment is not available.
Spindle speed (RPM)
Spindle speed (RPM) is one of the most critical parameters. The correct RPM must match both the drill diameter and the hardness of the material being cut. A drill spinning too slowly will rub instead of cutting, leading to excessive heat buildup and rapid wear. A drill spinning too fast can cause chipping, microfractures, or even catastrophic tool failure. For example, small-diameter drills require very high RPMs, often exceeding 20,000 RPM, while larger-diameter drills operate effectively at lower speeds. Precision machines such as CNCs and air spindles offer superior speed control, allowing exact settings for optimal performance.
Feed control
Feed control also determines drilling success. Feed may be applied manually, by gravity, or through an automated system. Manual feeds depend on operator skill and often introduce inconsistency, making them more suitable for low-volume work. Gravity feeds provide a steady and controlled load but may lack flexibility for delicate or variable materials. Automatic feed systems on CNCs or advanced drill presses offer the highest precision, allowing exact force and depth settings for consistent results across multiple holes. Automated control is particularly important for brittle materials where even small variations in force can cause chipping or cracks.
Spindle runout and rigidity
Spindle runout and rigidity directly affect hole quality and tool life. Runout refers to the amount of deviation or wobble in the spindle rotation. Even small amounts of runout can enlarge hole diameters, cause uneven wear on the drill, and reduce accuracy. A rigid spindle with minimal runout ensures that the drill engages the material evenly, producing straighter, cleaner holes and significantly extending drill life. Machines with worn bearings or poor alignment will shorten drill life regardless of the quality of the tool itself.
The condition of the equipment is just as important as the type of equipment. Spindle runout, worn bearings, and poor alignment can all cause oversized holes, chipping, premature drill wear, or complete tool failure. Regular maintenance, calibration, and inspection of equipment are essential to ensure optimal drilling performance.
Coolant delivery
Coolant delivery is essential for heat management and chip evacuation. Machines that rely on only external coolant sprays or submersion limit the performance of the drill, especially in deep-hole applications. Systems with internal coolant channels, water swivel adapters, or through-spindle coolant delivery ensure that coolant reaches the cutting zone directly. Proper coolant pressure and flow rate not only extend tool life but also improve surface finish and reduce the risk of clogging. For critical applications in semiconductors, optics, and ceramics, precision coolant control can be the difference between success and costly material loss.
Application / Number of Holes to Be Drilled
Your diamond drill requirements will vary greatly depending on the application and the frequency of use. Whether referred to as diamond drills, diamond core drills, diamond drill bits, or simply diamond bits, these tools serve the same essential function but must be matched carefully to the job at hand. The intended application, the number of holes required, and the level of precision expected are the key factors guiding drill selection.
Industry / Production
In industrial and production environments, diamond drills are used daily across thousands of operations to machine and manufacture parts that play an essential role in modern life. In these cases, a drill may be required to produce several hundred to several thousand holes every day, running continuously until the tool is worn out and replaced. Production engineers and machinists place a high priority on consistency, accuracy, throughput, and cost per hole.
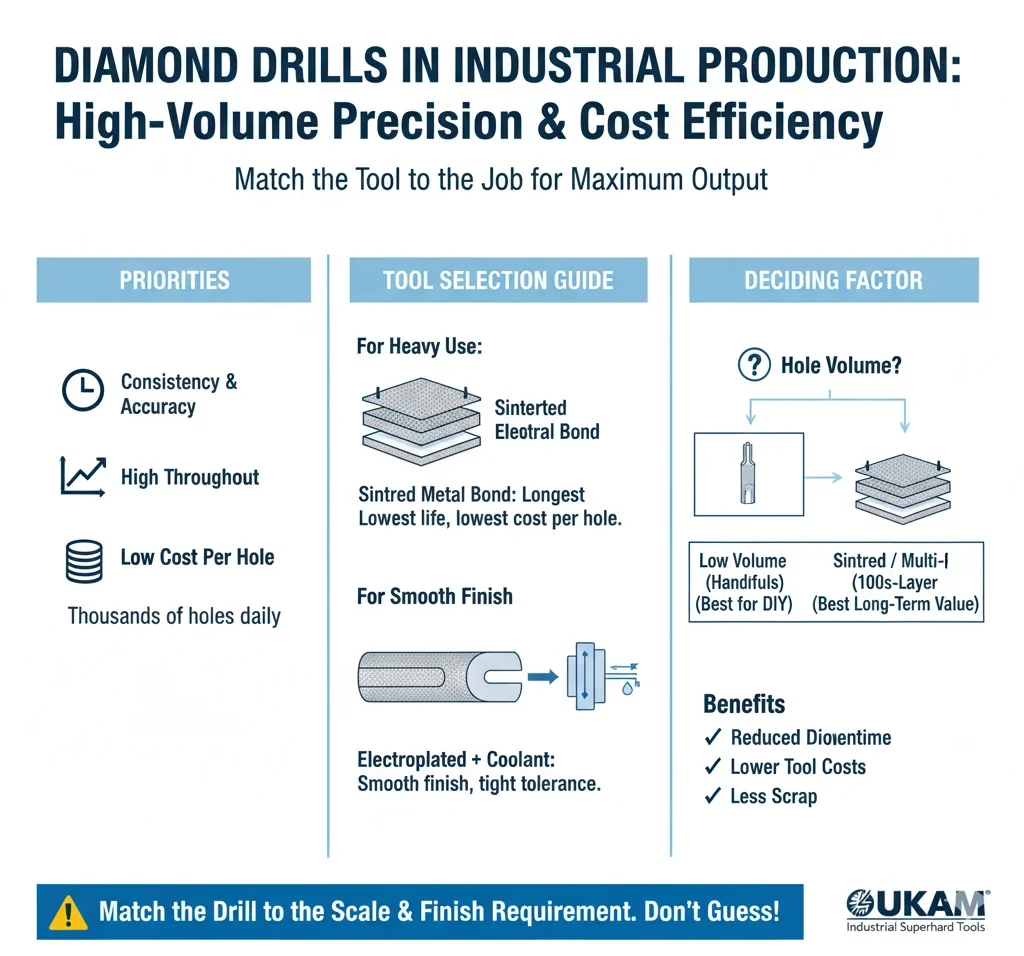
For this level of heavy-duty, continuous use, metal bond (sintered) diamond drills are generally the preferred choice. They provide the durability and long tool life needed for high-volume output. However, some industries cannot polish the workpiece after drilling and require a hole with an exceptionally smooth finish and tight tolerances. In such cases, hybrid bond diamond drills or multi-layered electroplated diamond core drills can be more suitable. When combined with a water swivel adapter that delivers high-pressure coolant through the drill center, these drills can maintain excellent surface finish while reducing heat and extending tool life.
The applications are diverse. Manufacturers of advanced and technical ceramics use diamond drills to create precise holes for electronic components and medical devices. The aerospace industry relies on diamond drills for composites and specialty alloys that demand both accuracy and durability. The optics industry uses them to machine lenses and precision glass substrates, where chipping must be minimized. In construction and fabrication, they are used to drill stone countertops, tiles, and natural stone, requiring both speed and cost control. Despite these differences, all production operations share the same requirement: tools that deliver predictable, repeatable performance at the lowest possible cost per unit.
The number of holes required is often the deciding factor between bond types. For a handful of holes or one-time jobs, electroplated drills may provide the most economical choice. For hundreds or thousands of holes, sintered or hybrid bond drills deliver far better long-term value. Correctly matching the drill to the scale of the operation reduces downtime, lowers tool costs, and prevents costly scrap from material breakage.
Research & Development
Diamond drill requirements in research environments are as diverse as the fields and applications where they are used. Unlike production operations, where cost per hole and tool life are often the primary considerations, researchers and application engineers are typically most concerned with preserving the true microstructure of the material while introducing the least possible damage, chipping, or deformation. In many cases, drilling is performed not only to create a functional hole but also to obtain a core sample that must retain its integrity for further analysis.
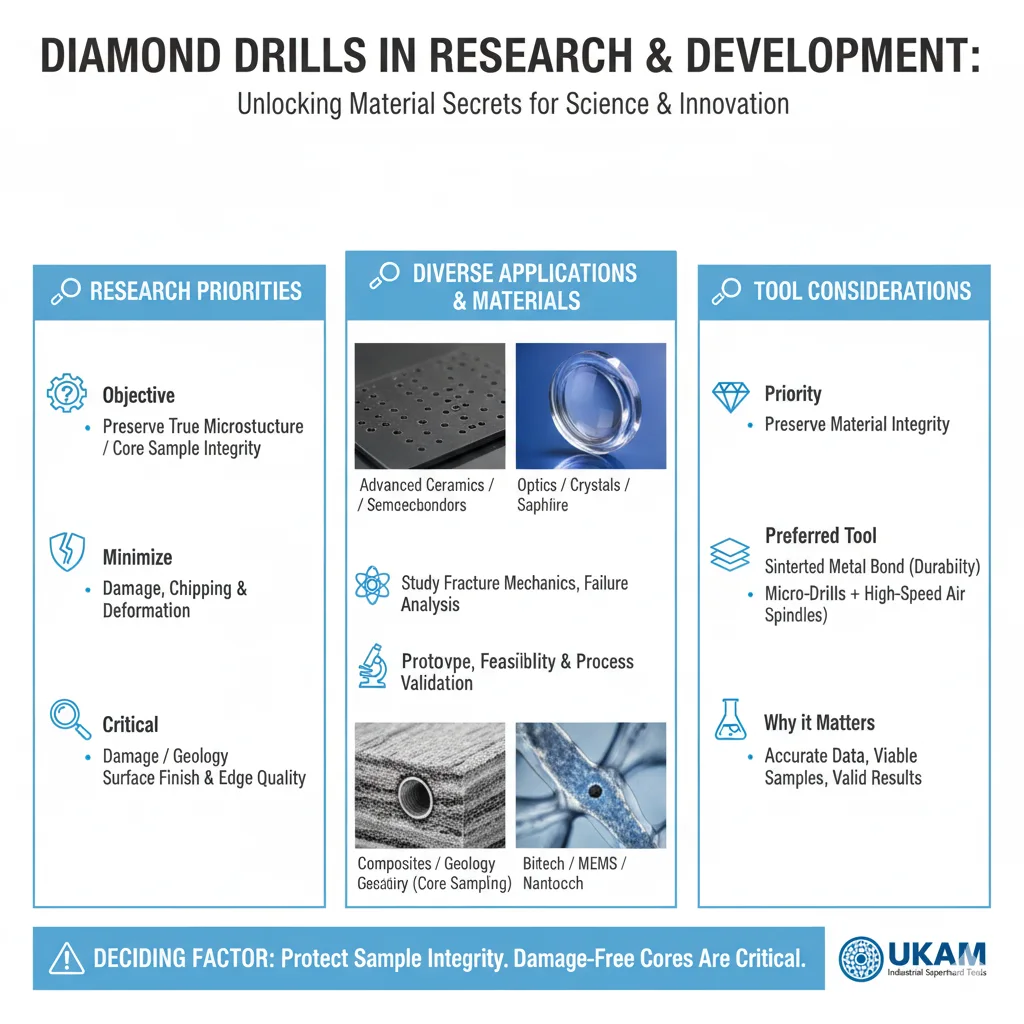
Research applications span a wide range of disciplines. In materials science and advanced ceramics, diamond drills are used to study fracture mechanics, wear resistance, and high-temperature performance of new compounds. In optics, drills are applied to precision glass, crystals, and sapphire substrates where surface finish and edge quality are critical. Metallography laboratories use diamond drills to prepare samples for microscopic examination of grain structure and failure analysis. Geology and earth sciences rely on diamond drills for core sampling of rocks, minerals, and fossils, while composites research involves drilling fiber-reinforced materials where both hard fibers and soft resins must be managed without delamination.
Emerging and breakthrough fields also depend on specialized drilling solutions. In MEMS (Micro-Electro-Mechanical Systems) and semiconductor research, extremely small diameter diamond drills are used at very high spindle speeds to machine fragile wafers and substrates. Biotechnology applications may involve drilling precision holes in bio-ceramics, medical-grade polymers, or implant materials where sterility and surface smoothness are critical. Nanotechnology continues to push the limits further, requiring drills capable of meeting ultra-fine dimensional tolerances while preserving delicate material properties.
Typical research users include universities, government laboratories, military research centers, space and science organizations, and the R&D departments of advanced manufacturing companies. Each of these environments places unique demands on diamond tooling, ranging from prototype development and feasibility studies to long-term process validation.
Hobby / Craft
Diamond drills are widely used in the world of hobbies, crafts, and artistry. They make it possible to shape and perforate a wide variety of materials for both decorative and functional purposes. Common applications include drilling river rocks, cutting all types of glass, creating holes in beads and jewelry, and lapidary work with semi-precious and precious stones. These projects often involve small batches of material, where precision and surface quality are valued, but the tools may be used only occasionally rather than in continuous production.
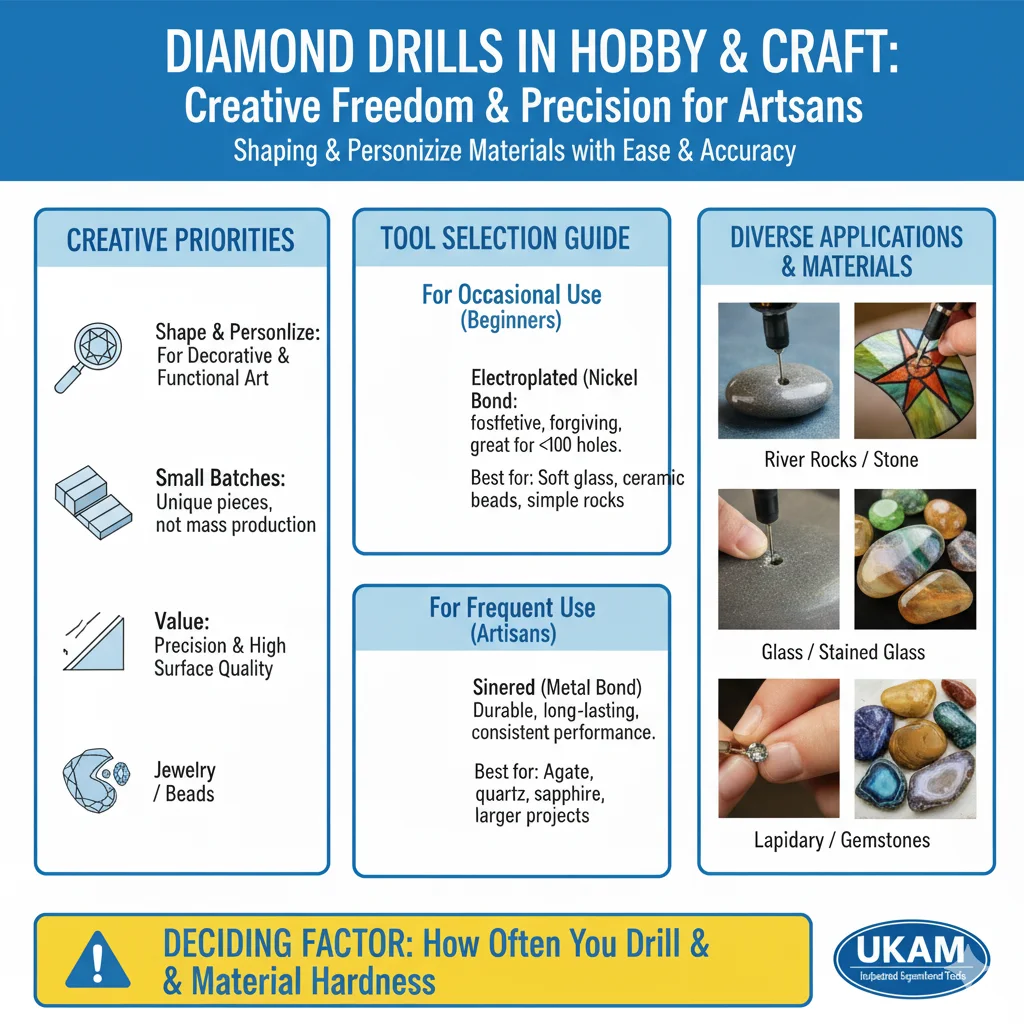
In hobby and craft applications, the typical pattern of use is different from industry. A diamond drill may be taken out for a specific project, used for a short period of time, and then stored away until the next creative task arises. For this type of occasional use, electroplated (nickel-bonded) diamond drills are usually the best choice. They are cost-effective, perform well for less than 100 holes, and are especially suited for beginners. Electroplated drills are also more forgiving of operator errors, such as incorrect feed pressure or inconsistent cooling, making them ideal for novice users who are still learning proper drilling techniques.
For hobbyists who work more frequently throughout the year, or for artisans producing larger quantities, a sintered (metal bond) diamond drill becomes a better investment. While the upfront cost is higher, sintered drills last significantly longer and provide consistent performance across many projects. They can handle more aggressive materials such as agate, quartz, or sapphire without wearing out prematurely, and they maintain sharper cutting edges over time.
Artisans and craftspeople at every level, from beginners to accomplished professionals, benefit from selecting the right drill for their needs. For example, stained glass artists rely on diamond drills to create clean holes in delicate panels, while jewelers use them to prepare gemstones for settings without risk of cracking. Lapidary enthusiasts value drills that preserve the natural beauty of stones while minimizing chipping. Even in restoration work, such as antique repair, the correct drill helps achieve results that blend seamlessly with original craftsmanship.
Contractor Applications
Diamond drills are an essential tool for contractors working across construction, renovation, and installation projects. Unlike hobbyists, who use drills occasionally, or researchers, who focus on microstructure preservation, contractors require practical, durable solutions that can handle demanding job-site conditions while keeping projects on schedule. In this setting, reliability, speed, and tool life directly affect labor costs and productivity.
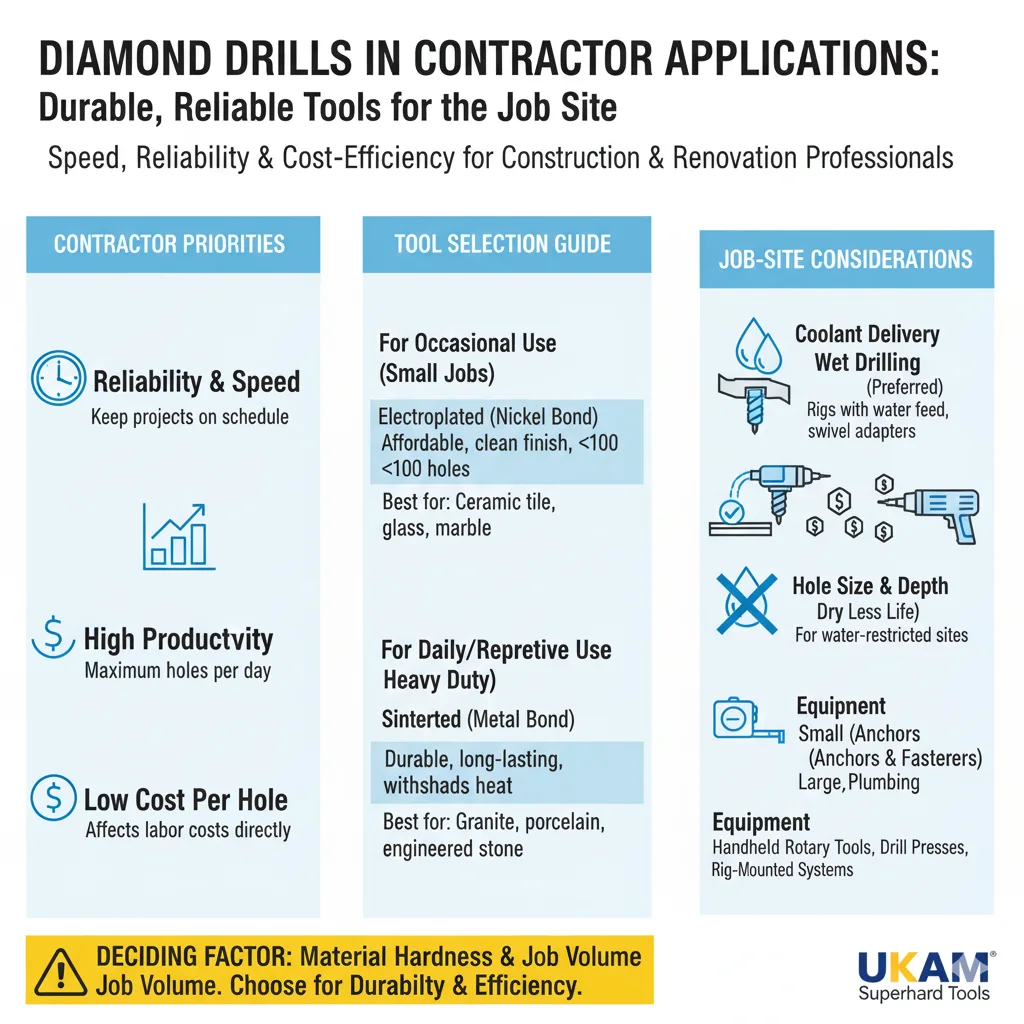
Contractor applications typically involve stone, tile, concrete, masonry, porcelain, and glass. Common uses include drilling holes for plumbing and electrical lines, anchors, dowels, faucets, shower fixtures, and railing installations. Contractors may also use diamond drills to cut through granite countertops, ceramic tiles, marble slabs, and reinforced concrete, where conventional carbide or steel bits would fail almost immediately.
The choice of drill depends on the scale and frequency of work. For occasional tasks, such as drilling a handful of holes in ceramic tile or glass, electroplated (nickel-bonded) drills are often sufficient. They provide a clean finish at a lower cost and can be easily replaced when worn out. For daily or repetitive drilling in harder materials such as granite, engineered stone, or reinforced concrete, sintered (metal bond) diamond drillare the preferred solution. These drills withstand heat, abrasion, and continuous use, providing far longer service life and reducing downtime for tool changes.
Another important consideration for contractors is coolant delivery. On job sites where water use may be restricted or messy, many contractors rely on drill rigs with built-in water feed systems or portable water swivel adapters. These allow coolant to be applied directly through the drill, reducing dust, improving drilling speed, and extending tool life. In environments where water cannot be used, dry-drilling diamond core bits with specialized bond designs are sometimes employed, although they generally provide shorter life than wet drilling methods.
Contractors also face challenges with hole size and depth requirements. Small-diameter drills may be needed for anchors and fasteners, while large-diameter core drills are required for plumbing and HVAC penetrations. Depth can vary from thin tiles and slabs to thick concrete walls, demanding equipment that can provide adequate torque, stability, and coolant flow. To address this, contractors often use drill presses, handheld rotary tools, or rig-mounted systems, depending on the material and location of the hole.
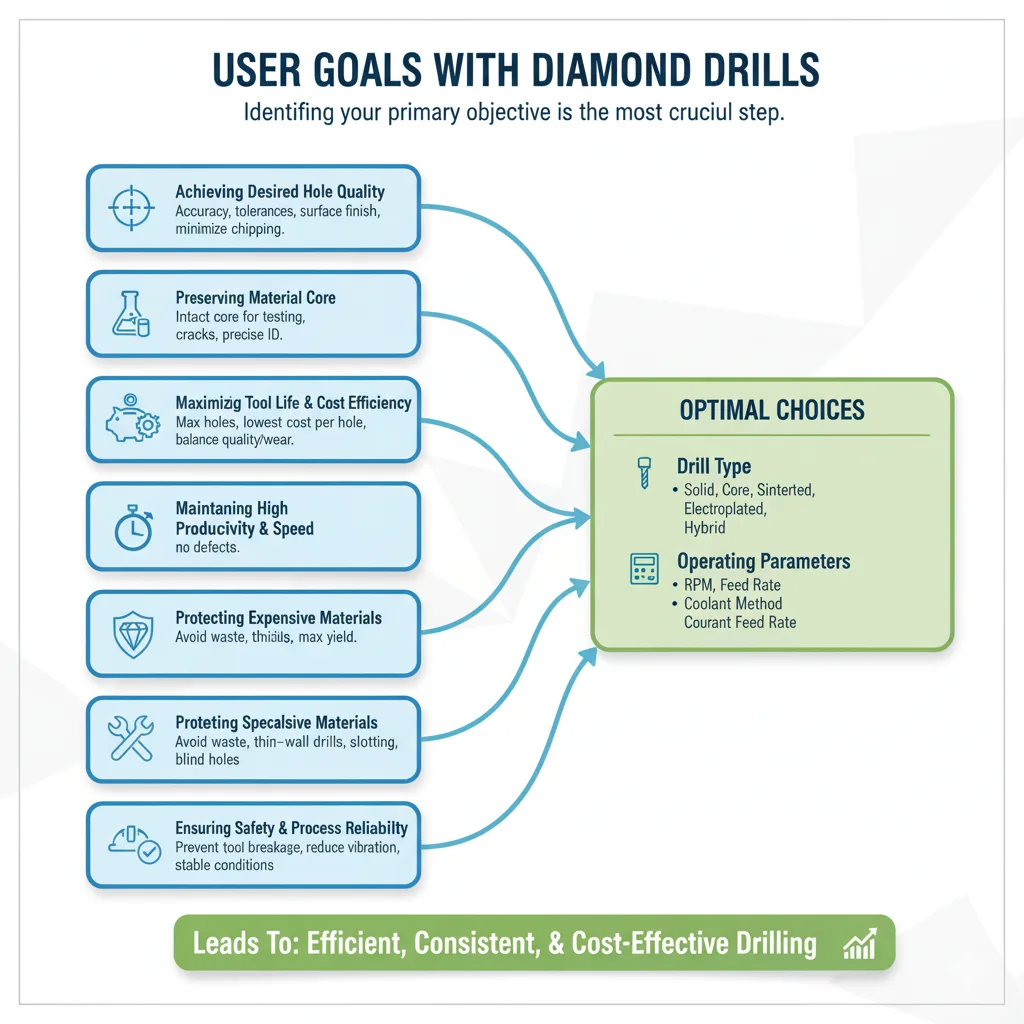
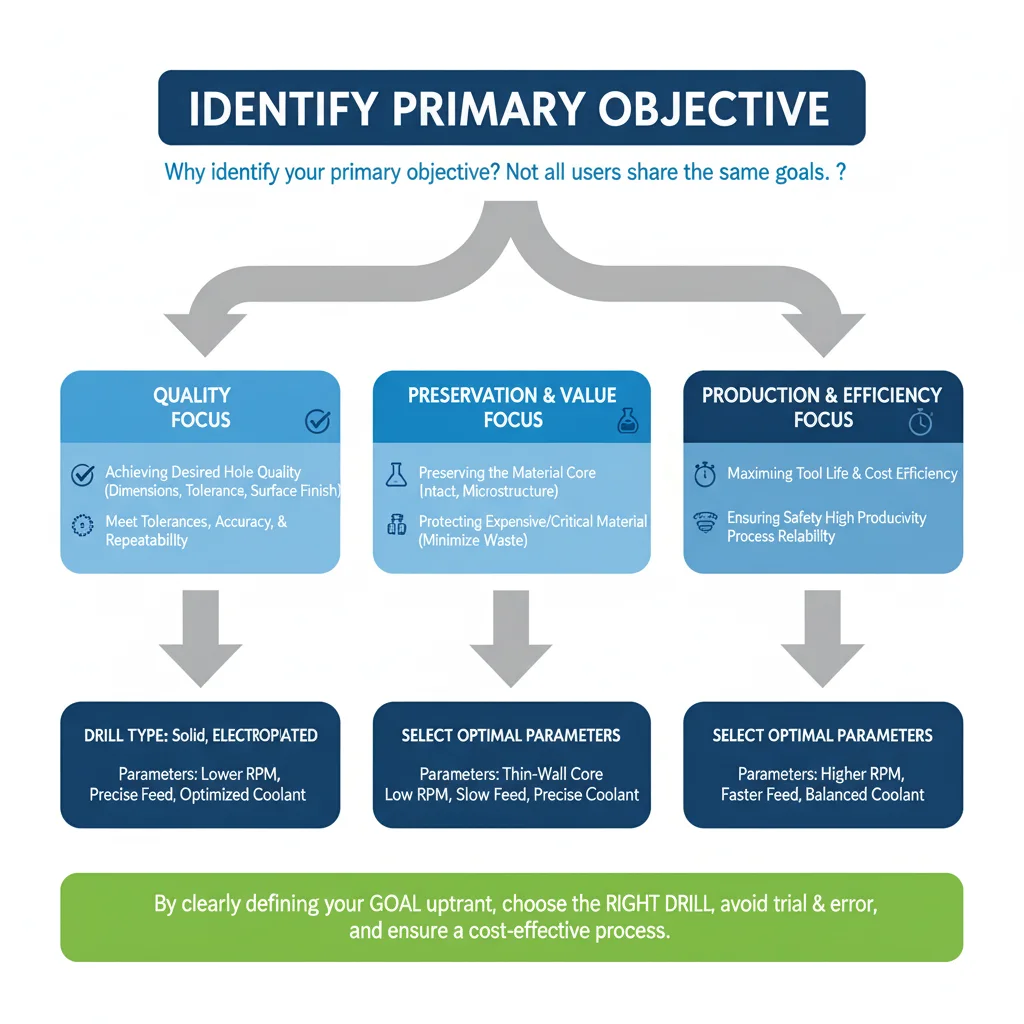
User Goals with Diamond Drills
When choosing a diamond drill, one of the most important steps is to identify the primary objective of your drilling operation. Not all users share the same goals. For some, the hole itself is the final product and must meet strict requirements for accuracy, tolerance, and surface finish. For others, the core or plug removed from the material is the item of value and must be preserved in perfect condition for testing or analysis. In production settings, the focus may be on speed, tool life, and cost per hole, while in research or high-value applications the emphasis is on minimizing damage to expensive or delicate materials.
Understanding your goal also helps determine the correct drill type, whether solid, core, sintered, electroplated, or brazed bond, as well as the most suitable operating parameters such as RPM, feed rate, and coolant method. By clearly defining what you want to achieve before starting, you can select the right drill for the job, avoid unnecessary trial and error, and ensure that your drilling process is efficient, consistent, and cost-effective.
Drill Hole in Material
In most applications, the objective is simply to drill a clean, precise hole in the material. In this case, the hole itself is the final product, and the focus should be on achieving the correct outside diameter (OD), roundness, and surface finish. Both hollow diamond core drills and solid diamond drills can be used, depending on the hole size and material requirements.
- Solid diamond drills(without a hollow center) are generally recommended for small holes ranging from 0.001″ to 3/8″ (0.025 mm to about 9.5 mm). They provide rigidity and accuracy for delicate operations, such as in microelectronics, optics, or medical components.
- Hollow diamond core drillsare better suited for larger holes, as they remove material more efficiently and require less force. They also reduce heat buildup and allow better coolant flow, resulting in faster drilling and longer tool life.
When drilling holes, users must also consider hole quality factors such as tolerance, roundness, chipping, and depth accuracy. The choice of drill bond, grit size, and machine capability will directly affect these results.
Obtain Core (Material Plug)
In some applications, the primary goal is not the hole, but the core (plug) of material that becomes trapped inside the drill. This is common in materials research, geology, gemology, quality control, and failure analysis, where the extracted plug is analyzed further.
Obtaining a usable core requires a hollow diamond core drill, because the inside diameter (ID) of the drill defines the size of the core. In these cases, the inside diameter becomes the critical dimension rather than the outside diameter. We frequently manufacture custom drills to meet specific ID tolerances, ensuring that the recovered core meets the user’s requirements.
It is important to clearly specify that the core itself is the desired outcome when ordering drills, since the tool geometry may differ from standard drills intended for hole creation. Most of our stock core drills have their inside diameters listed on our website, but for specialized research or testing, custom dimensions are often necessary.
Shaping & Contouring
Diamond drills are not limited to producing straight, round holes. They are also widely used for shaping and contouring operations where the goal is to modify or refine an existing geometry. This can involve enlarging pre-drilled holes to meet tighter dimensional requirements or create clearance for fittings and assemblies. It also includes producing countersinks and chamfers, which improve component fit, reduce stress concentrations, or prepare parts for fasteners, adhesives, or optical bonding.
In applications such as optics, aerospace, and advanced ceramics, shaping may involve creating tapered or stepped holes that serve as precision seating surfaces. In jewelry and decorative arts, contouring is used to achieve aesthetic effects, such as bevels, rounded edges, or unique entry profiles. Regardless of industry, shaping and contouring require tools with precise geometry, fine diamond grit, and consistent bond exposure to deliver smooth finishes without cracking or distorting the workpiece.
Grooving & Slotting
Diamond drills can also be used for grooving and slotting, creating elongated features rather than simple round holes. This is typically accomplished by overlapping successive drill passes or by using specialized drill geometries designed to produce non-cylindrical cuts. Grooves and slots are often required in electronics, MEMS, and optics, where they may function as channels for fluids, alignment guides, or relief cuts. In lapidary and decorative stonework, slotting allows for inlay work, custom designs, and intricate patterns.
Compared to standard drilling, grooving and slotting impose different stresses on both the tool and material. Because material removal is continuous along a line rather than concentrated at a point, drills used in these operations must be carefully matched to the material hardness, depth of cut, and desired slot width. Bond hardness and grit size selection are critical: coarse grits cut faster but may leave rough surfaces, while fine grits produce smoother slots at slower feed rates.
Key Technical Objectives in Diamond Drilling Applications
When selecting the right diamond drill for your application, it is important to first understand what the primary drilling objective is. Different users value different outcomes, and the choice of drill design, bond type, and operating parameters will depend on those priorities. For some, the final goal is to achieve perfect hole quality with precise roundness, tolerances, and a clean finish. Others are more concerned with preserving the core sample for testing or research, or with maximizing tool life and cost efficiency in high-volume production. In many industries, the emphasis is on throughput and speed, while in others the focus is on protecting valuable or delicate materials with minimal waste. There are also cases where the need goes beyond a standard hole, requiring specialized machining objectives such as slotting, grooving, or cavity preparation. Across all these situations, one constant remains: the drilling process must be safe, reliable, and repeatable, producing results that meet dimensional accuracy and consistency requirements.

1. Achieving the Desired Hole Quality
For most users, the hole itself is the final product. The goal is to obtain a hole that meets required dimensions, roundness, tolerances, and surface finish while minimizing chipping, cracks, and deformation. This is critical in industries such as optics, semiconductors, medical devices, and jewelry.
2. Preserving the Material Core
In research, geology, gemology, and quality control, the objective is often to extract the core (plug) intact for testing or analysis. Here, the emphasis is on maintaining the true microstructure of the core, preventing cracks, and meeting precise inside diameter specifications.
3. Maximizing Tool Life and Cost Efficiency
Production engineers and contractors are often focused on cost per hole and overall tool longevity. The goal is to drill the maximum number of holes at the lowest possible cost without sacrificing quality. This requires balancing drill bond type, grit size, and coolant systems with the hardness and abrasiveness of the material.
4. Maintaining High Productivity and Speed
In high-volume operations, throughput is a primary goal. Users aim to drill holes as quickly as possible without creating defects. This is common in aerospace composites, stone fabrication, and electronics manufacturing where output per shift determines profitability.
5. Protecting Expensive or Critical Materials
For applications involving precious stones, rare materials, or high-cost components, the primary goal is to avoid waste. A thin-wall diamond core drill may be chosen to reduce material loss, and the process is often optimized to ensure maximum yield and minimum risk of failure.
6. Meeting Specialized Machining Objectives
Some users require more than just a standard hole. Their goals include shaping, contouring, slotting, or grooving to create unique geometries. Others may focus on blind holes, countersinks, or cavity preparation. In these cases, precision geometry and advanced coolant delivery are critical.
7. Ensuring Safety and Process Reliability
Across all user types, another goal is to run the drilling operation safely and consistently. This means preventing tool breakage, reducing vibration, and maintaining stable conditions that protect both the operator and the material.
8. Meet Tolerances, Accuracy, and Repeatability
In production, research, and high-value industries, the goal is to produce parts that consistently meet dimensional tolerances with minimal variation from hole to hole. Accuracy, concentricity, and repeatability are critical for quality assurance and process validation.
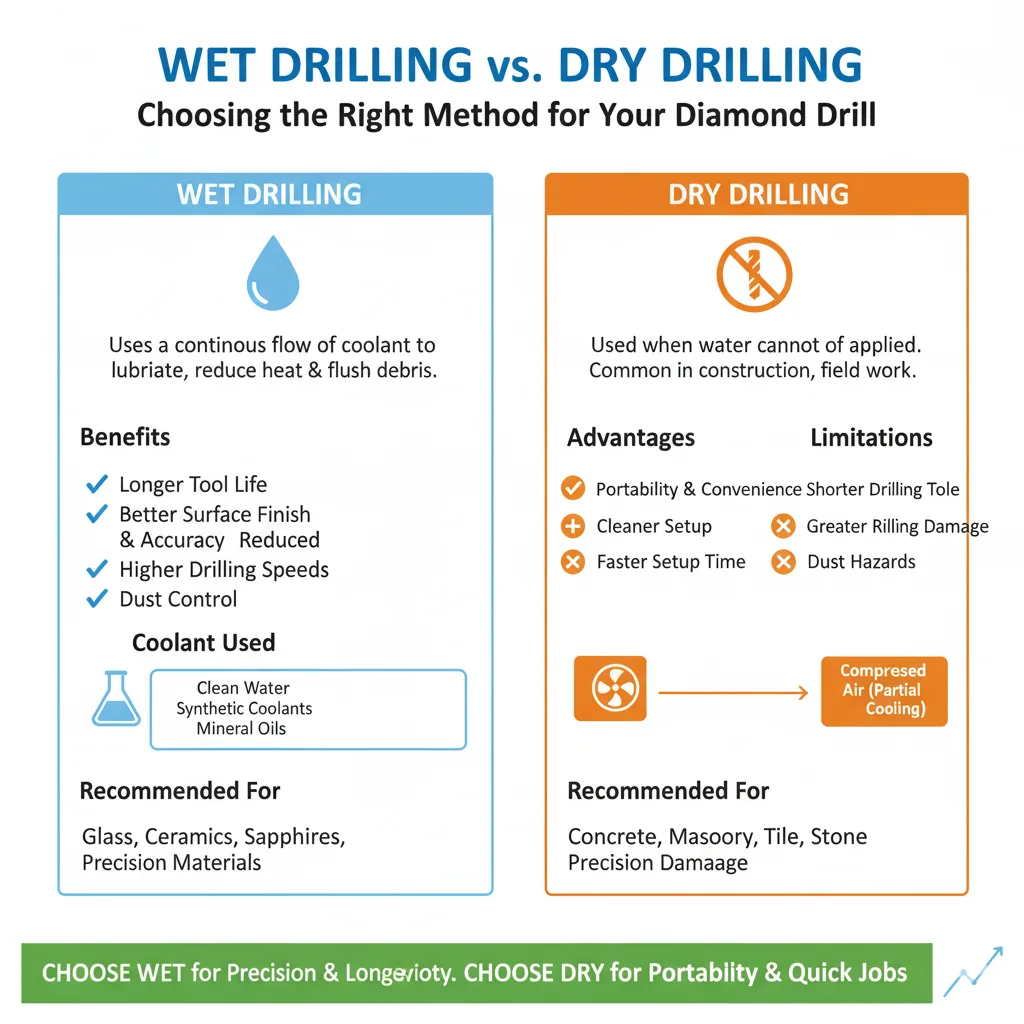
Wet vs Dry Drilling with Diamond Drills
One of the most important decisions in diamond drilling is whether to operate with coolant (wet drilling) or without coolant (dry drilling). This choice directly affects tool life, hole quality, drilling speed, and safety.
Wet Drilling
Wet drilling uses a continuous flow of coolant to lubricate the drilling zone, reduce heat, and flush out debris. Coolant can be delivered externally, by immersing the part, or internally using a water swivel adapter that feeds coolant directly through the drill.
Benefits of wet drilling include:
- Longer tool lifebecause coolant minimizes heat buildup and bond wear.
- Better surface finish and accuracy, as debris is cleared from the cutting edge.
- Reduced chipping and microfractures, especially in brittle materials like glass, sapphire, and ceramics.
- Higher drilling speeds, since cooling allows for faster feeds without overheating.
- Dust control, as coolant prevents fine particles from becoming airborne.
Wet drilling is recommended for most materials and applications, particularly where precision and consistency are required, such as in optics, semiconductors, ceramics, and gemstones.
Dry Drilling
Dry drilling is performed without coolant and is mainly used when water or liquid coolants cannot be applied. It is common in construction, installation, and field work where water access is limited, or contamination must be avoided.
Advantages of dry drilling:
- Portability and convenience, with no coolant system needed.
- Cleaner setup, useful in areas where slurry or water management is impractical.
- Faster setup timefor small, quick jobs.
Limitations of dry drilling:
- Shorter tool life, as heat damages the diamonds and bond more quickly.
- Slower drilling speedsare required to prevent overheating.
- Greater risk of material damage, particularly in brittle or thermal-sensitive substrates.
- Dust hazards, requiring protective equipment or dust collection systems.
Dry drilling is best suited for stone, tile, masonry, and concrete, where portability and speed of setup outweigh precision and surface finish requirements. Electroplated (nickel-bonded) diamond drills may sometimes be used dry for short, low-volume applications, but even in these cases tool life will be reduced compared to wet use.
Coolant to Be Used
Whenever possible, use coolant with diamond drills. Most diamond core drills are designed to run wet, and coolant selection plays a critical role in extending tool life and improving drilling results.
Common coolants include:
- Clean city water, the most widely used coolant for general applications.
- Synthetic water-soluble coolants, which provide superior lubrication and heat control, ideal for advanced materials.
- Mineral oils, used in some precision drilling applications for added lubrication.
Without coolant, users should expect shorter drill life, reduced drilling speed, and increased risk of deformation in both drill and material. While UKAM Industrial Superhard Tools has the capability to manufacture drills specifically for dry applications, this is only recommended when absolutely necessary.
If liquid coolants cannot be used due to contamination concerns or work environment restrictions, compressed air may be used as an alternative. While not a full substitute for liquid coolant, compressed air provides some cooling and debris removal, making it far better than drilling completely dry.
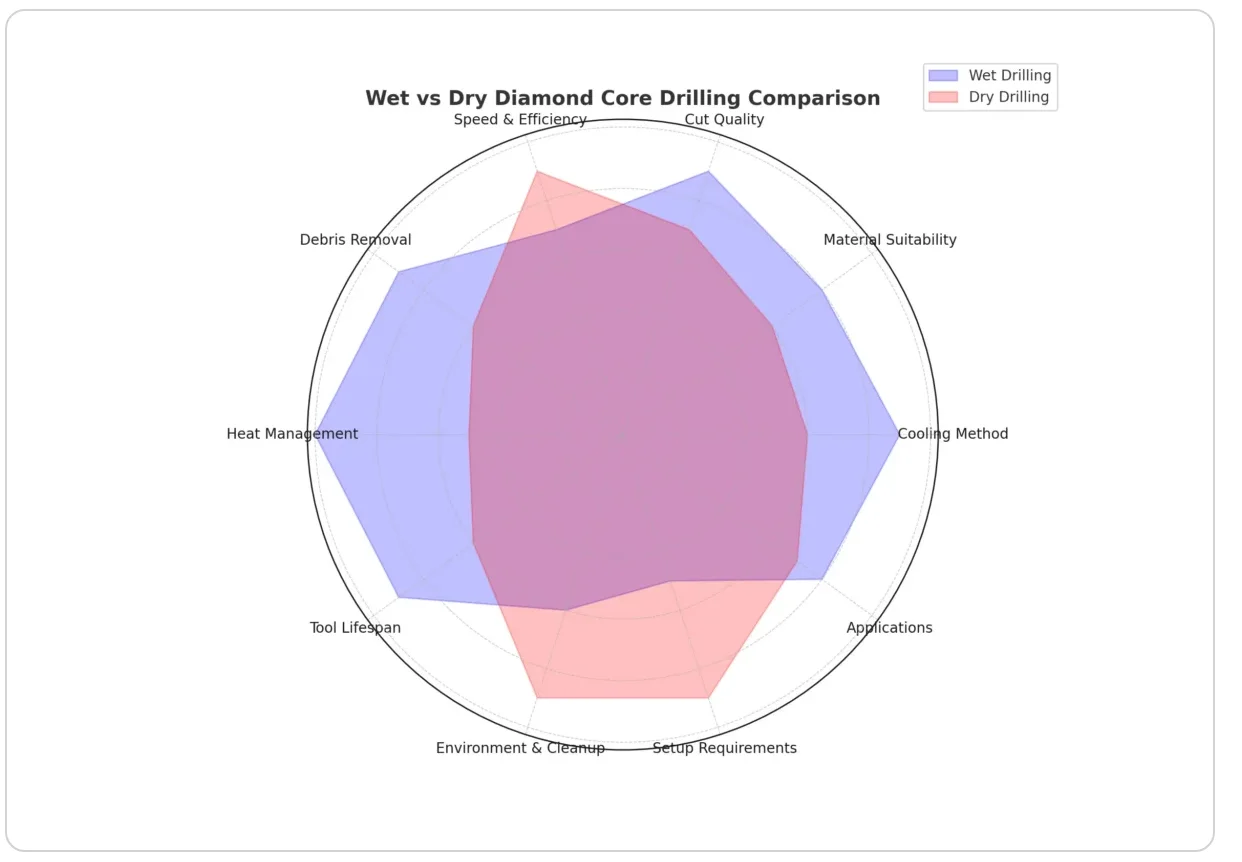
Wet vs Dry Drilling Comparison
Factor | Wet Drilling | Dry Drilling |
|---|---|---|
Tool Life | Longest life; coolant prevents overheating and excessive wear | Shorter life; heat rapidly degrades bond and diamonds |
Surface Finish | Smooth, accurate holes with minimal chipping and microfractures | Rougher finish, more chipping and risk of cracks |
Drilling Speed | Faster cutting due to effective cooling and debris removal | Slower feed required to avoid overheating |
Material Suitability | Recommended for glass, ceramics, sapphire, semiconductors, gemstones, and precision materials | Best for construction materials like concrete, masonry, tile, and stone |
Coolant Use | Requires water, synthetic coolant, or mineral oil; through-tool delivery ideal | No liquid coolant; sometimes compressed air for partial cooling |
Dust / Slurry | Produces slurry; needs cleanup and management | Produces dust; requires PPE or dust collection |
Equipment Needs | Usually requires water swivel adapter, coolant lines, or immersion | Portable; suitable for handheld drills and field use |
Setup Time | Slightly longer due to coolant setup and management | Quick setup; ideal for small or on-site jobs |
Precision | High precision; recommended for applications with tight tolerances | Lower precision; hole variation more likely |
Cost Efficiency | Lower cost per hole in the long run due to tool longevity and higher yield | Higher cost per hole due to shorter drill life and slower drilling |
Mounting & Fixturing
How the material is mounted and fixtured during drilling has a direct impact on hole quality, drill life, and overall success of the operation. Even the best diamond drill will not perform properly if the workpiece is unstable or improperly supported. Proper fixturing ensures that vibration is minimized, coolant reaches the cutting zone, and the drill is allowed to cut evenly without deflection.

Material Holding Methods
The way the workpiece is held in place depends on its size, shape, and fragility. Common methods include vacuum chucks, which provide secure, flat holding for wafers, glass, and thin plates; wax or resin mounting, which is widely used in optics, ceramics, and metallography to embed samples and protect delicate edges; and mechanical clamps, which are common in construction and contractor applications where large, heavy, or irregular parts must be secured. The choice of holding method influences not only stability but also how coolant can be applied during drilling.
Stability of Setup
Stable fixturing prevents vibration, wandering, or cracking. Vibration not only reduces hole accuracy but also causes premature tool wear and microfractures in brittle materials such as glass, sapphire, and ceramics. Rigid support and balanced clamping ensure that the drill engages the material evenly and that the tool life is maximized. In high-precision environments such as semiconductor or optics drilling, even slight instability can cause a failed part.
Access to Hole Location
The geometry of the part often restricts access to the drilling area. For example, drilling inside a cavity, near edges, or on curved or irregular surfaces may require specialized fixturing to position the drill correctly. In some cases, sacrificial substrates or support plates are used underneath thin or brittle materials to prevent breakout and ensure a cleaner hole exit. Proper fixturing also ensures the drill is aligned perpendicular to the surface unless angled drilling is required.
Economics of Diamond Drilling
When selecting the right diamond drill for your application, productivity and cost are often as important as technical performance. The economics of drilling depend not only on the tool itself but also on how it performs over time, how consistently it produces quality results, and how much downtime is required to maintain or replace it.
This may involves navigating a complex landscape of trade-offs, where factors such as drilling speed, surface finish, drill longevity, and cost must be carefully balanced. Here we will explore the critical performance trade-offs associated with diamond drills & tools, providing insights to help you make informed decisions that align with your specific drilling requirements and operational goals. Understanding these trade-offs is essential for optimizing your processes, enhancing productivity, and achieving superior results in your drilling applications.
Number of Holes Required
The total volume of work is one of the first considerations. For small jobs or one-time projects, an electroplated drill may be more cost-effective. For high-volume production, sintered (metal bond) drills typically provide greater value due to their longer life and repeatable performance.
Drill Life vs Drilling Speed Tradeoff
A common decision is whether to prioritize fast drilling or extended tool life. Coarser grits and softer bonds cut quickly but wear down faster. Finer grits and harder bonds last longer but may slow down production. The right balance depends on whether time savings or reduced tool replacement cost is more valuable to your operation.
Cost per Hole or Per Unit Depth
Evaluating cost per hole is more accurate than looking at the price of the drill alone. A drill that costs more initially but lasts for thousands of holes will usually be less expensive in the long run than a cheaper tool that fails quickly. Similarly, for deep drilling, cost per millimeter or per inch of drilled depth should be considered.
Downtime Costs
Frequent tool changes increase downtime, labor costs, and the risk of errors. In high-throughput environments, a longer-lasting drill is often more economical, even at a higher purchase price, because it reduces stoppages and keeps machines running.
Material Loss and Scrap Costs
For expensive or delicate materials, scrap cost can exceed tool cost. If a drill causes chipping, cracking, or dimensional errors, the wasted material may be far more costly than the drill itself. Using thin-wall core drills or finer grit tools may reduce material loss, increasing overall process yield.
Consistency and Repeatability
In production, consistency matters. A drill that produces variable results (hole size variation, chipping, or runout) can lead to rejected parts and rework. Investing in a higher-quality drill ensures repeatable results and lower scrap rates.
Coolant and Operating Costs
The type of coolant system required can also affect cost. Some drills need high-pressure coolant delivery or specialized fluids, which add to operating expenses. However, proper coolant use usually reduces overall costs by extending drill life and improving yield.
Operator Skill and Labor Efficiency
Tools that are more forgiving to operator error, such as electroplated drills, may save money in environments with less experienced users. In highly automated systems, durable sintered drills paired with CNC equipment reduce the need for constant supervision.
Diamond Core Drill Comparison List

Drill Types
- Multi Layered Plated: 100DE, 105DE
- Braised Bond: 135DB
- Sintered (Metal Bond): 110DM, 115DM, 120DM, 125DM, 130DMN, 140DM, 145DM
Diameters Available
Diameter Range | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
1/8"–3/16" (3.17–4.75 mm) | ✔ | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
1/4"–1/2" (6.35–12.7 mm) | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
5/8"–1.0" (16–25 mm) | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
1.125"–1.25" (29–32 mm) | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
1.50" (38 mm) | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
2.125" (54 mm) | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
4.125" (104 mm) | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
6.0" (152 mm) | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
14.5" (368 mm) | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Drill Depth
Depth | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
1.5" | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
2.75" | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
9.5" | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
14.5" | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Bond Type
Bond | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
Sintered (Metal Bond) | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Nickel Bond (Electroplated) | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
Braised Bond | ✘ | ✘ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
Coolant Use
Coolant Type | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
Water | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Water Soluble | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Mineral Oil | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Dry (No Coolant) | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
This table is very large (the chart covers Mounting Type, Wall Thickness, Edge Type, Drill Type, Core Sample, Grit Sizes, Applications, etc.).
Would you like me to continue and reproduce the entire chart section by section (Mounting, Wall Thickness, Applications, etc.), or do you only need specific parts of the comparison table right now?
You said:
yes
ChatGPT said:
Perfect. I’ll continue reproducing the entire Diamond Core Drill Comparison List here in sections, keeping it clean and structured.
Diamond Core Drill Comparison List (Full)
Drill Types
- Multi Layered Plated: 100DE, 105DE
- Braised Bond: 135DB
- Sintered (Metal Bond): 110DM, 115DM, 120DM, 125DM, 130DMN, 140DM, 145DM
1. Diameters Available
Diameter Range | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
1/8"–3/16" (3.17–4.75 mm) | ✔ | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
1/4"–1/2" (6.35–12.7 mm) | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
5/8"–1.0" (16–25 mm) | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
1.125"–1.25" (29–32 mm) | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
1.50" (38 mm) | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
2.125" (54 mm) | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
4.125" (104 mm) | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
6.0" (152 mm) | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
14.5" (368 mm) | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
2. Drill Depth
Depth | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
1.5" | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
2.75" | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
9.5" | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
14.5" | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
3. Bond Type
Bond | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
Sintered (Metal Bond) | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Nickel Bond (Electroplated) | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
Braised Bond | ✘ | ✘ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
4. Coolant Use
Coolant Type | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
Water | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Water Soluble | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Mineral Oil | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Dry (No Coolant) | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
5. Drilling Equipment Used On
Equipment | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
Drill Press | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Milling Machine | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Hand Held Drill | ✔ | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
Drilling Rig | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Angle Grinder | ✘ | ✘ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
6. Mounting Type
Mount | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
1/4" (6.35 mm) Shank | ✔ | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
3/8" (9.52 mm) Shank | ✔ | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
1/2" (12.7 mm) Shank | ✔ | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
5/8-11 Thread | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
1/2" Gas Thread | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
1-1/4" Thread | ✘ | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
7. Wall Thickness (Kerf)
Kerf | 100DE | 105DE | 135DB | 110DM | 115DM | 120DM | 125DM | 130DMN | 140DM | 145DM |
|---|---|---|---|---|---|---|---|---|---|---|
0.5–1 mm (0.020"–0.040") | ✔ | ✔ | ✔ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ | ✘ |
1.0–1.2 mm (0.040"–0.050") | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
1.3–1.5 mm (0.050"–0.059") | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
1.6–2.0 mm (0.060"–0.079") | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
2.1–3.0 mm (0.080"–0.119") | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
3.1–4.0 mm (0.120"–0.160") | ✘ | ✘ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
Diamond Drill and Tool Types

Selecting the right diamond drill begins with understanding the variety of tool designs available. Diamond drills are not a single category of tool but a family of different configurations, each engineered to meet the unique demands of specific materials, machining environments, and user objectives. The correct choice depends on whether you are trying to create a clean hole, recover a material core, achieve a particular surface finish, or shape a component into its final form.
Each tool type is designed with a purpose. Hollow core drills are ideal for producing round holes and recovering cores, making them the most commonly used in industries such as research, construction, and geology. Specialty drills like bottoming drills, countersinks, or ultrasonic core drills address unique needs such as flat-bottom holes, chamfered entries, or delicate machining of brittle materials. Beyond drilling, a wide range of shaping, grinding, and profiling tools are available for enlarging holes, finishing edges, or creating complex geometries. In advanced manufacturing, custom-engineered tools such as diamond endmills, CNC engraving tools, and expanding mandrels allow for the highest level of precision and repeatability.
Selecting the wrong style can lead to chipping, poor hole quality, premature tool wear, excessive material loss, or even complete part failure. For example, a heavy-wall core drill designed for construction will perform poorly on a thin sapphire wafer, just as an ultra-thin optical drill will fail quickly when used on abrasive stone or concrete. This makes tool selection not just a matter of preference but a critical step in ensuring efficiency, consistency, and cost control.
Hollow Core Drills
Hollow core drills are the most common choice when creating round holes and extracting a material plug. They are available in several configurations:
- Unmounted Tubes: Supplied as tube only, ideal when custom mounting is required.
- Mounted Core Drills: Supplied with male or female threads, or straight shanks, to fit standard machines.
- Wall Thickness Variations: Ultra-thin, thin, standard, and heavy-wall designs balance strength against material conservation. Thin walls reduce loss on valuable materials, while heavy walls improve life in abrasive drilling.
- Continuous Rim (Crown): Provides smoother edges and reduced chipping, recommended for brittle materials like glass and sapphire.
- Slotted or Segmented: Designed for deep drilling, these improve coolant access and chip evacuation.
- ID Core Drills: Manufactured to tight tolerances when exact inside diameters are required.
- Dual Core and Disintegrating Drills: Specialized tools for unique core sampling or to prevent plug jamming.
Specialty Variants
Some core drills are designed for unique hole shapes or environments:
- Bottoming Drills: Produce flat-bottom holes where through-drilling is not required.
- Non-Core Formation Drills: Remove all material without leaving a plug.
- Ultrasonic Core Drills: Built for ultrasonic machining of brittle and advanced materials.
- Construction Core Bits: Reinforced designs for concrete, masonry, and stone.
Custom Diamond Tools: Reamers, Threading, Engraving, and More

Not every application can be addressed with standard diamond drills. Many industries require specialized tools designed for shaping, finishing, or machining features beyond simple hole creation. This is where custom diamond tools such as reamers, threading tools, engraving tools, radius tools, chamfer tools, and many others come into play. These tools allow users to expand existing holes, refine internal surfaces, or create detailed geometries that would be impossible with a conventional drill alone.
Diamond reamers are commonly used to enlarge or finish holes to precise tolerances, ensuring accuracy in diameter and surface finish. They are widely used in aerospace, optics, and medical industries where dimensional precision is critical. Diamond threading tools enable the cutting or finishing of internal threads in hard or brittle materials that would destroy conventional tools. Engraving tools, available in both manual and CNC versions, are essential for inscribing, etching, or carving intricate designs into glass, ceramics, and semiconductors. Radius and chamfer tools are equally important for shaping edges, eliminating stress points, or preparing surfaces for assembly.
In addition to these, a wide range of grinding and profiling tools are available to meet more complex machining requirements. These include diamond carving points, mounted points, counter tools, grinding pins, routers, jig grinding mandrels, countersinks, counterbores, and ID grinding points. Each tool is designed to handle specific shapes, angles, or internal geometries. For example, ball nose tools, round end tools, and full ball tools are used to create spherical or curved cavities, while profiling and face grinding tools allow users to mill, contour, and polish surfaces with a high level of precision.
For finishing work, tools such as diamond honing tools, tapered hones, bore finishing tools, and expanding laps/mandrels provide the ability to improve roundness, smoothness, and accuracy of holes after drilling. These are essential in applications where surface integrity and repeatability are as important as the hole itself. Similarly, cone grinding tools and burs are often used in both industrial and hobby applications for fine shaping and detailing.
When selecting a diamond drill for your application, it is important to recognize that the drill may only be the first step in the machining process. If your goal extends beyond creating a hole—such as achieving exact tolerances, finishing edges, engraving, or shaping cavities—then incorporating these custom tools into your workflow is necessary. By combining drilling with reaming, honing, chamfering, or engraving, you can achieve results that meet both functional and aesthetic requirements.
- Chamfer Tools, Countersinks, Counterbores: For beveling edges, seating fasteners, and finishing hole entries/exits.
- Reamers and Bore Finishing Tools: Used to expand holes to precise tolerances with improved surface finish.
- Honing Tools and Tapered Hones: Improve hole roundness and accuracy.
- Threading Tools: Cut or finish threads in advanced materials.
Grinding and Profiling Tools
When drilling must be combined with shaping or cavity creation, specialized grinding tools are used:
- Carving Points, Mounted Points, Grinding Pins, and Mandrels: For micro-drilling, shaping, and fine detail work.
- Routers, Milling, and Profiling Tools: For creating grooves, slots, or complex geometries.
- Radius Tools, Ball Nose Tools, Chamfer Tools: For precision contours, spherical cavities, and edge finishing.
- Burs and Cone Tools: Common in hobby, jewelry, and light industrial work for shaping and fine grinding.
Advanced Machining Tools
For high-precision industries, specialized designs allow for more complex machining:
- Diamond Endmills: For CNC machining of ceramics, composites, and semiconductors.
- Diamond Engraving Tools: For marking, etching, and precision CNC operations.
- Expanding Laps / Mandrels: Adjustable tools for finishing inside diameters.
- Custom Tools: Tailored solutions for aerospace, optics, electronics, and R&D where standard drills may not suffice.
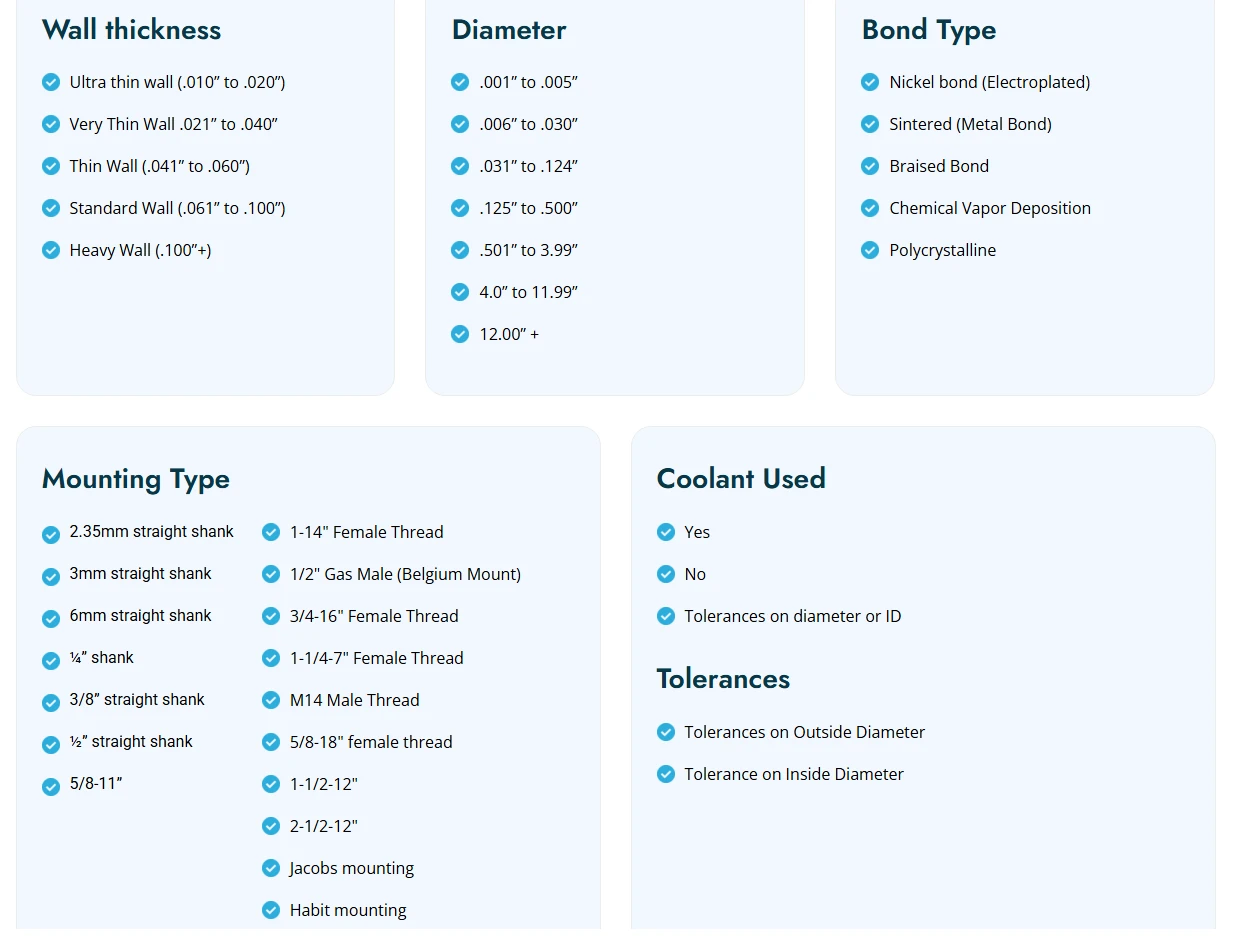
Diamond Drill Capabilities & Specifications
Hollow Core Drills OD Or ID: | .018" To 22" OD |
Solid Drills: | .002" (50 Microns) To 12" |
Wall Thickness: | 0.5Mm To 4Mm (Ultra Thin Wall, Thin Wall, Standard Wall, Heavy Wall, Very Heavy Wall) |
Drilling Depth: | Standard Tolerance On OD Or ID: +/-.004" (100 Microns) & Special Tolerances Up To .0005" (12 Microns Are Also Available) Sintered (Metal Bond), Nickel Bond (Plated), Brazed Bond |
Tolerances: | Threads may wear over time, reducing holding capability. |
Mounting Type: | Any Per Client Specification, Unmounted Core Drills, With Female Or Male Thread Or Straight Shank Per Specification |
Drill Depth: | 4Mm To 40" |
Diamond Grit Sizes: | 25 Mesh To 3,000 Mesh |
Diamond Concentration: | Low, Medium & High |
Diamond Core Drill & Tool Types

- diamond hollow core drills unmounted (tube only)
- diamond hollow core drills mounted (with female or male thread or straight shank per client spec)
- ID Core drills
- non core formation
- bottoming drills
- diamond dual core drills.
- disintegrating drills
- diamond micro drills
- Large Diamond Drills
- ultra thin wall diamond core drills
- thin wall diamond core drills
- standard wall diamond core drills
- heavy wall diamond core drills
- Continuous Rim (Crown) Diamond Core drills
- Slotted diamond core drills
- segmented diamond core drills
- diamond core drills for ultra sonic drilling machines
- concrete & construction diamond core bits
- Diamond hole saws
Diamond Core Drill & Drill Design
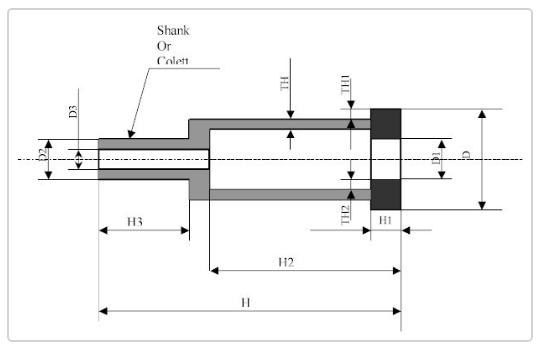
DIAMETERS:
D = Outside Diameter D1 = Inside Diameter D3 = Shank Diameter
D4 = Shank Inside Diameter
HEIGHTS:
H = Total Drill Length H1 = Diamond Depth (diamond height) H2 = Drilling Depth (how deep you can drill) H3 = Shank Length
THICKNESS:
TH = Drill Tube Wall Thickness TH1 = Outside Diameter Diamond Section Relief TH2 = Inside Diameter Diamond Section Relief
Dimension | Symbol | Description |
|---|---|---|
Diameters | ||
Outside Diameter | D | The total external width of the drill bit’s cylindrical body, determining the overall hole size. |
Inside Diameter | D1 | The internal width of the core drill, representing the diameter of the extracted core. |
Shank Diameter | D3 | The diameter of the shank that fits into the drill chuck or spindle, ensuring machine compatibility. |
Shank Inside Diameter | D4 | The internal diameter of a hollow shank, affecting drill strength and balance. |
Heights | ||
Total Drill Length | H | The complete length of the drill bit, including the drilling section and shank. |
Diamond Depth (Height) | H1 | The height of the diamond-coated section, determining cutting life and efficiency. |
Drilling Depth | H2 | The maximum depth the drill can penetrate into the material. |
Shank Length | H3 | The length of the shank inserted into the drill chuck for secure holding. |
Thickness | ||
Drill Tube Wall Thickness | TH | The thickness of the drill’s cylindrical wall, affecting strength and drilling efficiency. |
Outside Diameter Diamond Section Relief | TH1 | Relief on the outer diameter of the diamond section to reduce friction and improve cutting. |
Inside Diameter Diamond Section Relief | TH2 | Relief on the inner diameter of the diamond section to improve debris removal and prevent binding. |
Diamond Drill Variables to Consider When Selecting Right Diamond Drill for your Application
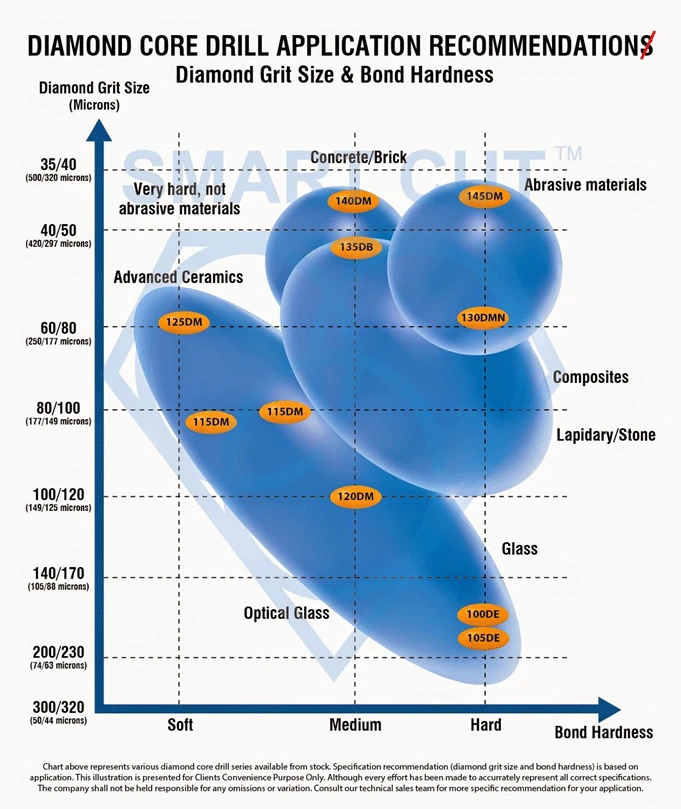
Bond Hardness refers to the ability of the drill’s bond matrix to hold and retain diamond particles during drilling. A harder bond provides stronger diamond retention and usually extends tool life, but the trade-off is slower drilling speed. Softer bonds cut faster but wear down more quickly, requiring earlier replacement.
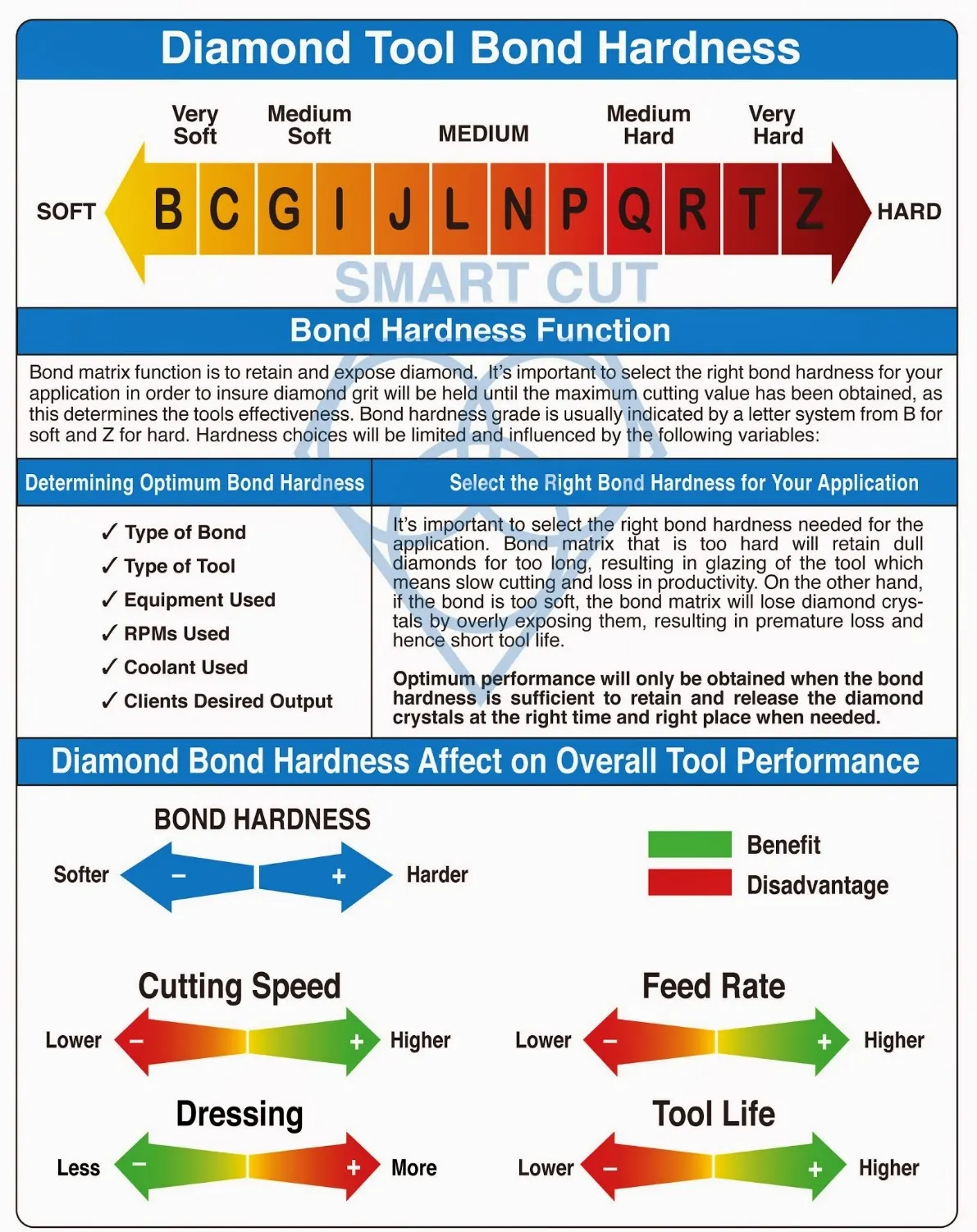
Diamond drill bonds are classified along a spectrum from soft, to medium, to hard, with many intermediate variations depending on the manufacturer. Selecting the optimal bond hardness for your specific material and application is one of the most important decisions you can make in drilling. The wrong choice often results in higher costs, reduced yield, or wasted material.
If the bond is too soft for the material, diamond particles are released faster than necessary. This causes rapid wear, fewer usable holes, and shorter drill life. On the other hand, if the bond is too hard, drilling speed drops dramatically, the drill may glaze over, and constant dressing is required to expose new layers of diamond. Both extremes lead to inefficiency and lost productivity.
As a rule of thumb, harder materials such as sapphire, quartz, and alumina (Al₂O₃) generally require a softer bond. The softer bond allows fresh diamonds to be exposed as the drill works against these tough substrates. For softer or more brittle materials, a harder bond is more effective. It holds the diamonds in place longer, maintains stability, and prevents premature diamond release.
In the context of selecting the right diamond drill for your application, bond hardness directly determines whether you achieve the right balance of cutting speed, tool life, and cost per hole. A correctly matched bond helps reduce downtime, lowers rework, and maximizes yield, while the wrong choice can turn even a high-quality drill into an underperforming tool.
Diamond Mesh/Grit Size, also referred to as mesh size, determines the size of the diamond crystals embedded in the drill and directly affects drilling speed, hole quality, and surface finish. In simple terms, it is similar to the grit classification used in sandpaper: coarse, medium, fine, and super-fine. According to U.S. standards, mesh size refers to the approximate number of sieve meshes per inch. A higher mesh size means smaller, finer diamond particles, while lower mesh size means larger, coarser particles.
The grit size defines the number of cutting points on the tool’s surface. Finer mesh sizes (such as 220 or 320 grit) contain more but smaller cutting points, producing smooth hole walls, minimal chipping, and reduced subsurface damage. These finer sizes are essential for optical and advanced crystalline materials such as lithium niobate (LiNbO₃), yttrium orthovanadate (YVO₄), gallium arsenide (GaAs), and other delicate optical substrates where surface quality and edge integrity are critical.
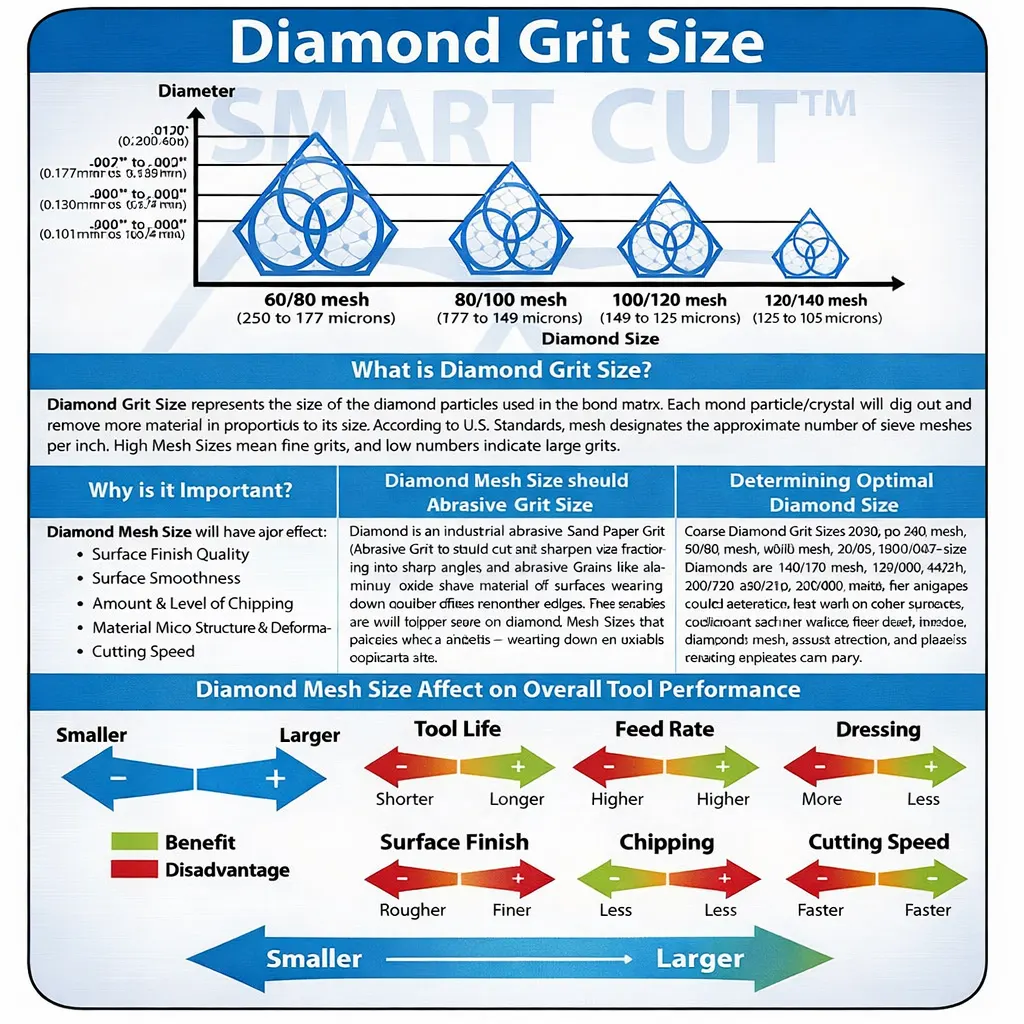
By contrast, coarser mesh sizes (such as 80 or 100 grit) have fewer but larger diamond particles. They are more aggressive and remove material quickly, allowing for faster drilling speeds and higher material removal rates. Coarse grits are often used for hard, dense, and tough materials such as granite, sapphire, silicon carbide, zirconia, alumina (Al₂O₃), stainless steels, and advanced ceramics. In these cases, a fine cosmetic finish is less important than speed and efficiency. The trade-off is that coarser grits increase microstructural damage, chipping, and roughness at the hole edges.
From a performance perspective, the mesh size also determines the number of crystals per carat and the tool’s overall cutting capability. For example, a 30/40 mesh diamond has about 660 crystals per carat, while a 40/50 mesh diamond contains approximately 1,700 crystals per carat. The smaller the mesh number, the larger the crystal. Diamond drill manufacturers carefully select the mesh size not only to match the material but also to optimize drill life, cutting aggressiveness, and power requirements. A manufacturer may even combine finer mesh with lower diamond concentration to balance cutting points, power consumption, and durability.
When selecting the right diamond drill for your application, grit size should always balance removal rate and acceptable surface finish. For fragile or high-value materials, finer grits help preserve integrity, though they cut slower. For tougher, less delicate materials, coarse grits deliver faster penetration but may require secondary finishing steps such as lapping or polishing if a fine finish is needed.
Diamond Concentration refers to the proportion and distribution of diamond particles in the drill’s bond matrix. It is one of the most important variables affecting drilling performance, tool life, and cost. Concentration is often abbreviated as CON and expressed as a percentage. By definition, Concentration 100 = 4.4 carats of diamond per cubic centimeter of bond volume (based on diamond density of 3.52 g/cm³, with 1 carat = 0.2 g). This represents approximately 25% by volume of the diamond layer. Lower concentrations contain fewer diamond particles, while higher concentrations contain more.
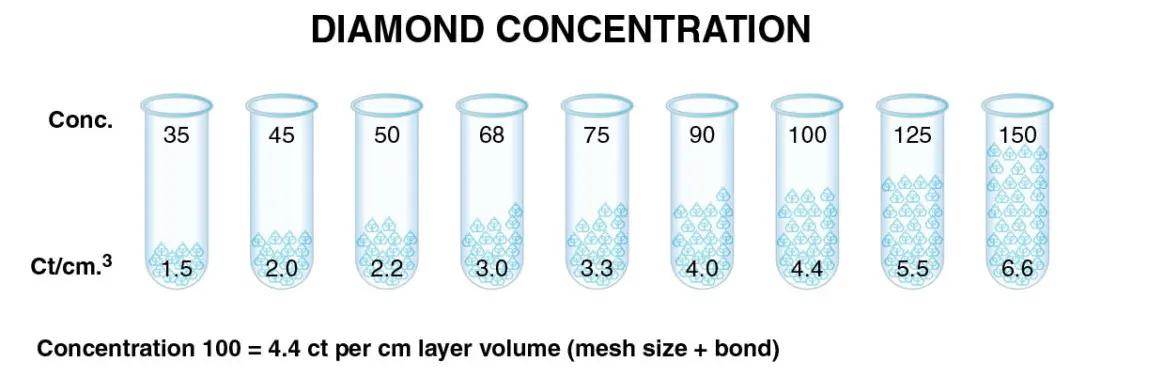
In precision diamond drills, nominal concentrations typically range from 8 to 135, or roughly 0.5 ct/cm³ to 6 ct/cm³. Selecting the correct concentration for your application is critical because it directly determines both drilling speed and drill life.
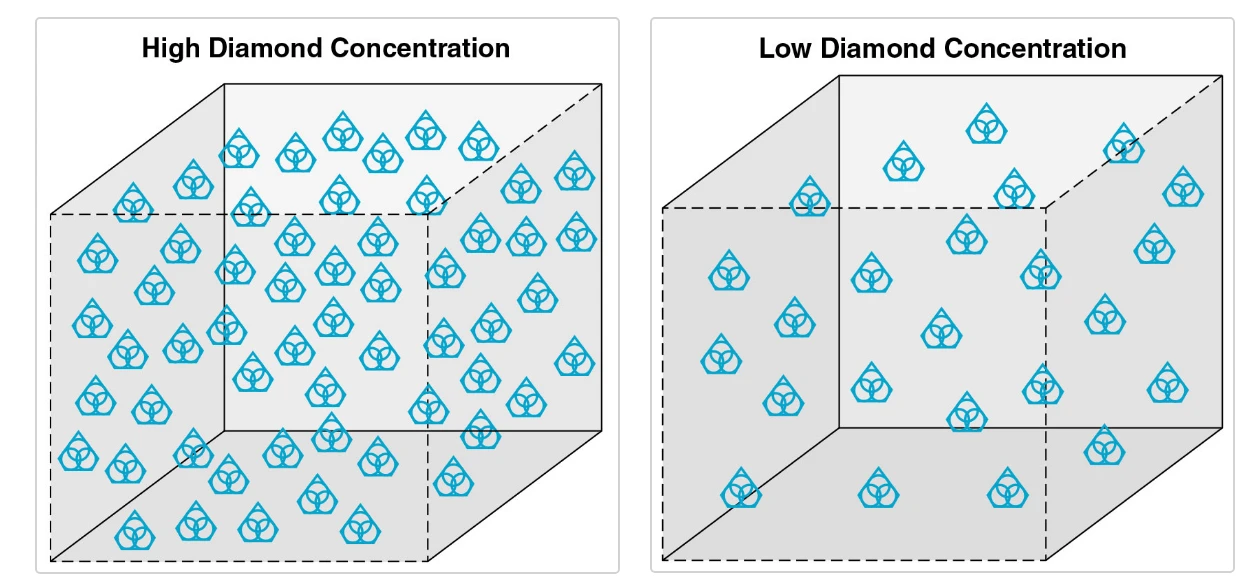
A higher diamond concentration increases the number of cutting points in contact with the material. This distributes the cutting load across more diamonds, reducing wear on individual particles and extending tool life. Higher concentrations are generally recommended for softer, more abrasive materials (such as certain glasses, composites, and stones), where tool life would otherwise be limited. The trade-off, however, is slower drilling speed, since each diamond cuts less aggressively.
A lower diamond concentration reduces the number of cutting points, placing more load on each particle. This allows the drill to cut faster and more aggressively, which is especially useful for ultra-hard and brittle materials like sapphire, quartz, silicon carbide, and advanced ceramics. The drawback is shorter tool life, since the fewer diamonds present wear out more quickly.
In practice, the optimal diamond concentration depends on a balance of variables, including:
- Material hardness and abrasiveness
- Bond type and bond hardness
- Diamond grit size
- Drilling speed and feed rate
- Coolant type and delivery method
Choosing the correct concentration is not a stand-alone decision; it must be considered together with bond hardness, grit size, and operating conditions. For example, a coarse grit combined with low concentration may provide maximum removal rates but will reduce surface quality, while fine grit with higher concentration can deliver excellent finishes but slower penetration.
For anyone selecting the right diamond drill, concentration should be viewed as a key performance lever. A drill with the wrong concentration for the application can wear out prematurely, drill too slowly, or cause material damage. When optimized, however, concentration ensures the best balance of speed, tool life, surface quality, and cost per hole.
Diamond Core Drill Wall Thickness
Wall thickness is a critical factor in diamond core drill performance because it directly affects drilling speed, material quality, and tool life. In general, the thinner the drill wall, the faster the drill can run at higher RPMs, the less heat it generates, the smoother the finish, and the lower the risk of chipping or deformation. Thin-wall drills are often preferred when precision and material preservation are the primary objectives.
By minimizing the amount of material removed, thin-wall drills also result in less material loss, which is especially important when working with precious stones, high-value optics, or rare substrates. They reduce microstructural damage, improve cooling efficiency, and allow for cleaner, more accurate holes with better edge integrity. For delicate materials such as sapphire, quartz, or ceramics, a thin wall can mean the difference between high yield and costly scrap.
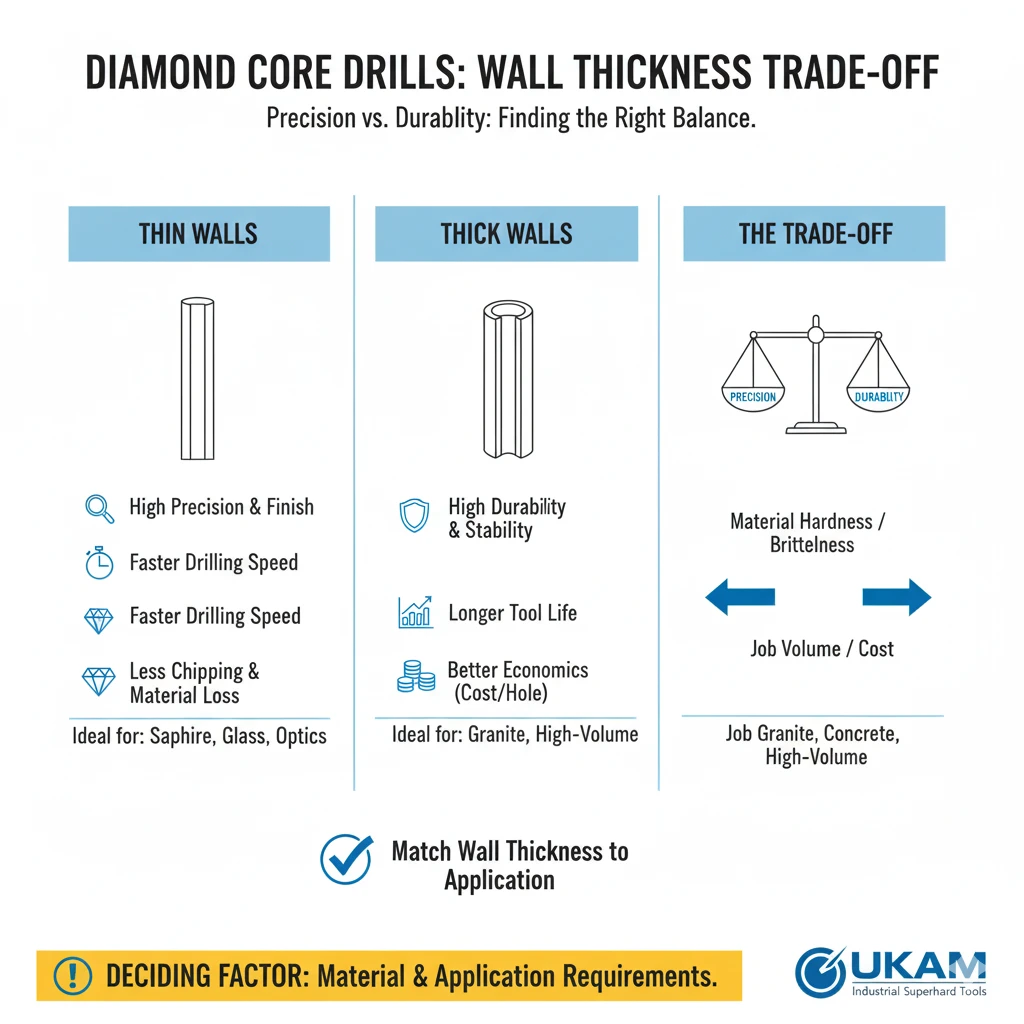
However, there is a trade-off. Thinner walls reduce structural strength and diamond retention, meaning the drill will generally wear faster and have a shorter life compared with thicker wall designs. Thicker wall drills, while slower and more prone to heat buildup, provide greater durability and stability, making them more suitable for heavy-duty, abrasive, or high-volume drilling applications where tool longevity is a priority.
At UKAM Industrial Superhard Tools, diamond core drills can be manufactured with wall thicknesses as thin as 0.003 inch (76 microns) for ultra-precision work, and up to 0.236 inch (6 mm) or thicker for demanding applications. This wide range allows each drill to be tailored to the specific requirements of the material, depth, and application.
When selecting the right diamond drill for your application, wall thickness must be considered alongside bond hardness, grit size, concentration, RPM, and coolant flow. For high-value, brittle materials where yield and finish quality are most important, ultra-thin walls provide maximum precision and minimum damage. For harder, more abrasive materials, or when tool cost per hole is the driving factor, thicker walls may offer better economics and stability.
Diamond Core Drill Mounting Type
The way a diamond core drill is mounted to your equipment is just as important as the drill design itself. Proper mounting ensures stability, concentricity, and accuracy during drilling, while also protecting both the drill and the machine from unnecessary wear. Choosing the correct mounting type is critical to achieving precision, long tool life, and repeatable results.
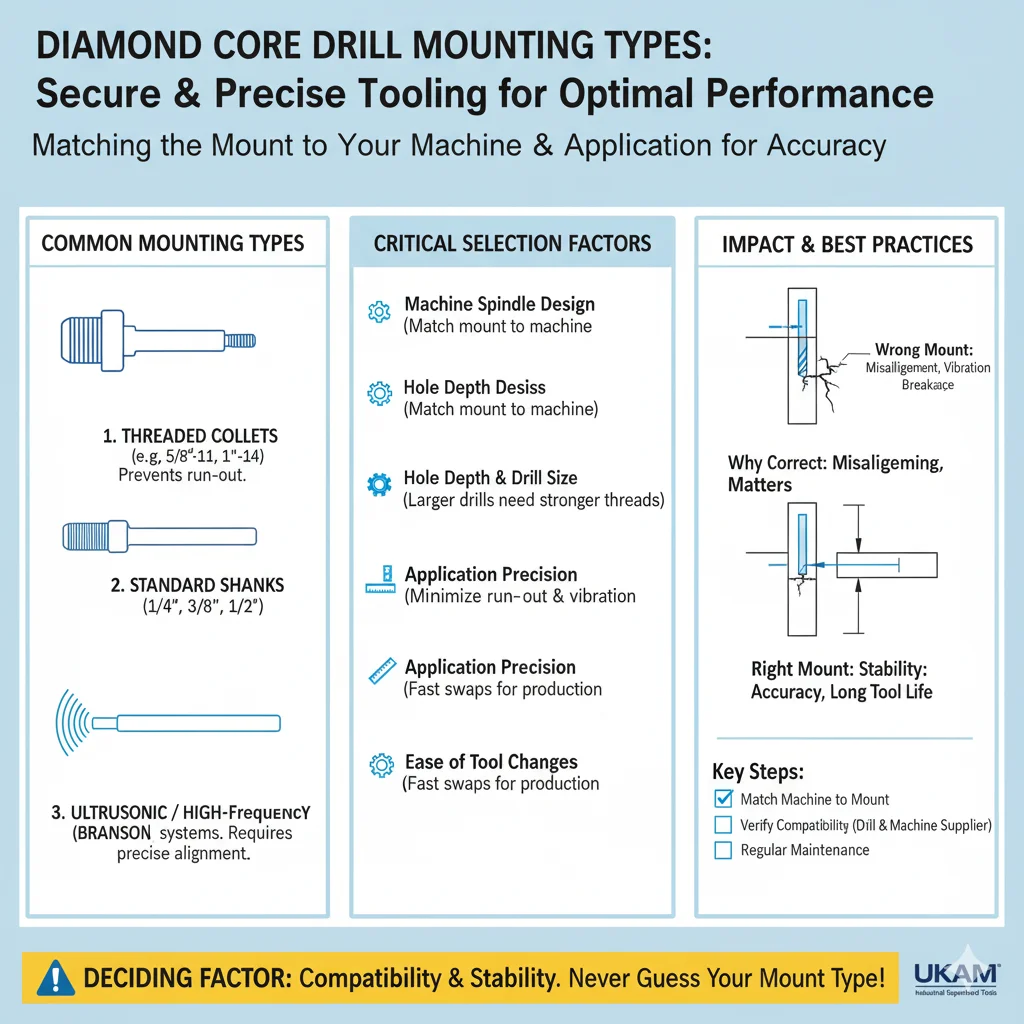
The most common mounting types for diamond core drills include threaded collets such as 5/8″-11, 5/8″-18, 1″-14, 3/4″-16, 7/8″-14, and 1-1/4″-7. These are widely used in industrial drilling machines, core drilling rigs, and specialized setups. Each thread type is designed for compatibility with specific spindle connections and torque requirements, so selecting the correct one prevents run-out, vibration, or thread damage during operation.
For ultrasonic and high-frequency drilling systems, specialized mounts such as BRANSON ultrasonic connections are required. These systems demand very precise mounting to maintain alignment and prevent tool failure under high vibration conditions.
Standard shank sizes are also available in 1/4″, 3/8″, and 1/2″ diameters, which are commonly used for hand-held or laboratory setups. In many cases, custom shanks can be manufactured to your specifications, including variations in shank length, hole placement in the shank, or other modifications needed for non-standard equipment.
When selecting a mounting type, it is important to consider:
- Machine spindle design– Always match the drill mounting type to your machine’s spindle or collet system.
- Hole depth and drill size– Larger and deeper drills require stronger threads for stability.
- Application precision– High-precision drilling demands mounts that minimize run-out and maintain concentricity.
- Ease of tool changes– For production environments, choosing mounting systems that allow fast, repeatable drill changes can save significant downtime.
Using the wrong mounting type may lead to misalignment, excessive vibration, thread stripping, or even tool breakage. For high-value applications, it is always recommended to verify mounting compatibility with both the drill manufacturer and the machine supplier before purchasing.
Diamond Drill Bond Type
Selecting the correct bond type is one of the most important steps in choosing the right diamond drill for your application. The bond controls how diamonds are held in place and how they are exposed during drilling. This directly affects drilling speed, tool life, hole quality, and cost per hole.
The right choice depends first on the material being drilled. Harder and more brittle materials often require a softer bond so that new diamonds are exposed quickly, preventing glazing and maintaining cutting efficiency. Softer or more abrasive materials generally need a harder bond to hold the diamonds longer and prevent the drill from wearing out too fast.
Production requirements also play a key role. If your priority is maximum tool life and fewer drill changes, a stronger bond that wears slowly may be best. If your focus is on speed and precision hole quality, a softer bond that self-sharpens will likely be more effective.
It is equally important to consider hole depth, wall thickness, coolant use, and machine capabilities. Deep-hole drilling, for example, benefits from bonds that balance diamond exposure with heat control, while high-speed or delicate drilling requires bonds optimized for minimal chipping and surface damage.
In practice, there is no single “best” bond type. The correct bond is always the one that gives you the lowest true cost per hole while maintaining the hole quality you need. Selecting bond type should not be based on price or catalog descriptions alone, but on careful matching to your material, equipment, and production goals.
Sintered metal bond diamond core drills
Sintered (metal bonded) diamond core drills/bits are the most widely used type of diamond drills in industrial and research applications. They are made by embedding multiple layers of diamond particles into a dense metal matrix, produced under carefully controlled heat, pressure, and time. This structure ensures durability and consistent performance even under demanding conditions.
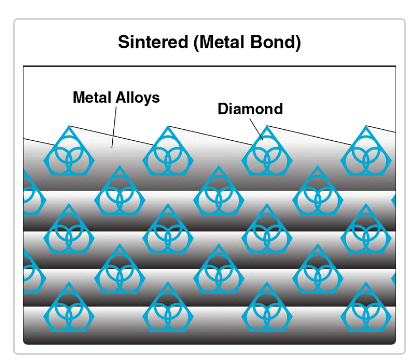
The key advantage of this design is that the metal bond gradually wears away, continuously exposing new layers of sharp diamonds. This self-renewing action allows the drill to cut efficiently through hard, brittle, and high-value materials such as glass, quartz, sapphire, silicon carbide, technical ceramics, optical substrates, composites, natural stone, granite, and tile.
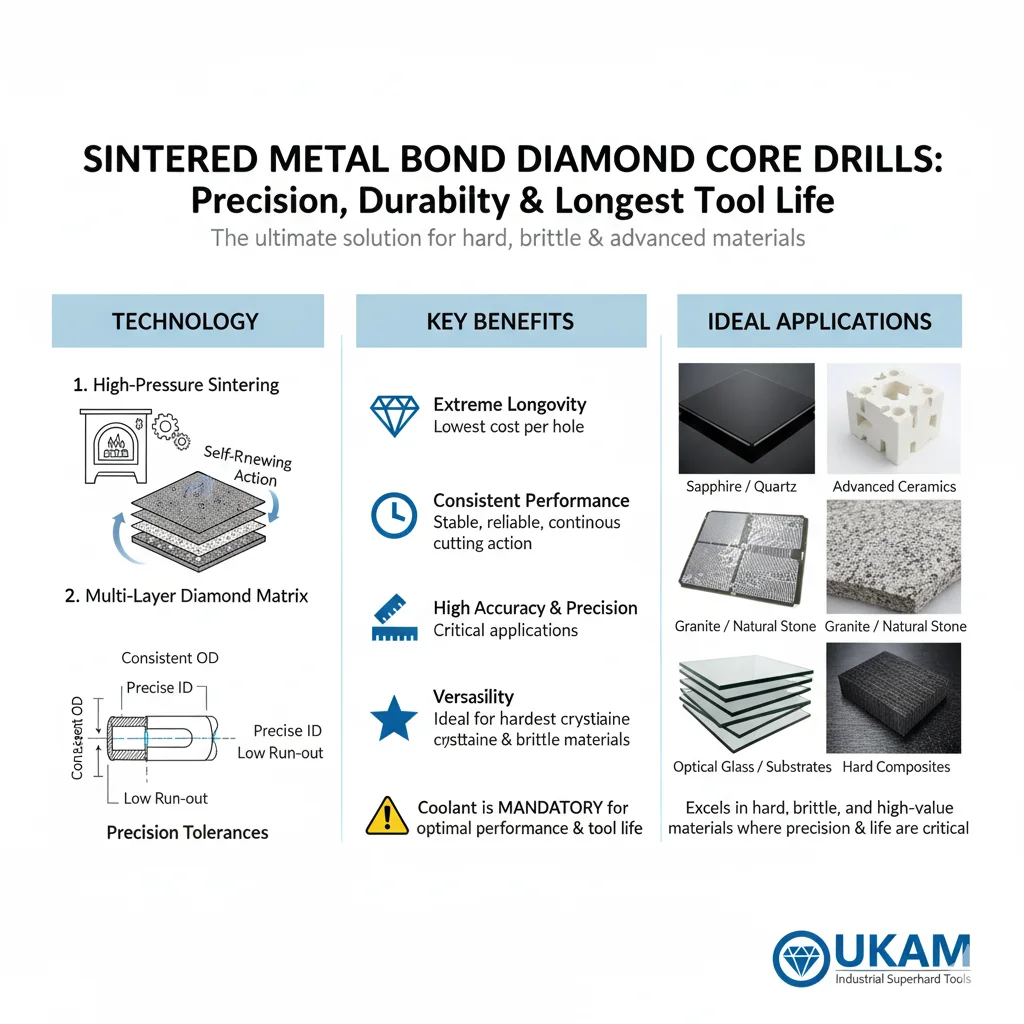
Compared with other drill types, sintered drills provide the longest life, lowest cost per hole, and highest consistency. Electroplated drills wear quickly, brazed drills are aggressive but less precise, and resin bond drills offer smooth finishes but lack durability on very hard materials. In contrast, sintered drills maintain precise tolerances in outer diameter, inner diameter, run-out, and concentricity, making them the most versatile choice.
To achieve this performance, drill specifications must be matched to the application. Bond type, grit size, concentration, and wall thickness all influence results. Machine setup also plays a critical role spindle alignment, stability, and run-out control are essential. Coolant is mandatory to control heat, remove debris, and prevent premature tool failure. Without correct handling, even the best drill may chip, crack, or wear unevenly.
The key advantage of this design is that the metal bond gradually wears away, continuously exposing new layers of sharp diamonds. This self-renewing action allows the drill to cut efficiently through hard, brittle, and high-value materials such as glass, quartz, sapphire, silicon carbide, technical ceramics, optical substrates, composites, natural stone, granite, and tile.

Because of their durability, precision, and versatility, sintered diamond drills are the preferred solution across advanced ceramics, semiconductors, optics, composites, and lapidary work. For anyone selecting the right diamond drill, sintered metal bond tools are the best option when accuracy, consistency, and cost efficiency matter most.
Electroplated (nickel bond) diamond core drills
Electroplated Diamond Core Drills are designed with a single layer of diamond particles held to the drill body by a nickel plating. Unlike sintered drills, where new diamond layers are continuously exposed as the bond wears, electroplated drills rely on the initial surface layer of diamonds. Once these diamonds wear away, the tool must be replaced.
Because of their durability, precision, and versatility, sintered diamond drills are the preferred solution across advanced ceramics, semiconductors, optics, composites, and lapidary work. For anyone selecting the right diamond drill, sintered metal bond tools are the best option when accuracy, consistency, and cost efficiency matter most.
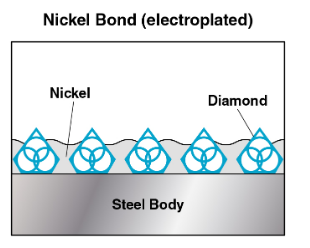
The primary advantage of electroplated drills is their high diamond concentration and maximum diamond exposure. This gives them a fast, free-cutting action with minimal heat generation, making them an excellent choice for many softer, more ductile, or gummable materials. They provide a very smooth surface finish and can cause less thermal stress and micro-cracking than other drill types when used correctly.
Electroplated drills work best on materials in the 1–6 range on the Mohs scale, such as soft glasses, composites, and certain softer optical substrates. They can still be used on harder materials up to about 9 on the Mohs scale (sapphire, ceramics, quartz), but tool life will be very short, and performance will decline quickly compared with sintered or hybrid bond drills. They are not recommended for very abrasive materials like sandstone or concrete, as they will wear out almost immediately under such conditions.

Because they are more affordable than sintered drills, electroplated drills are widely used for light-duty, small-scale, and occasional drilling needs. They are common in hobby, craft, and DIY applications, and are often selected by beginners because they are more forgiving to operator error than other drill types. Contractors and homeowners often use them for tile, marble, mirrors, shower doors, and glass installation, where only a few holes are required. Electroplated drills are also used in some glass, composite, photonics, and optics applications, where their smooth finish and low heat generation are beneficial.

One of their unique advantages is that electroplated drills are the only type of diamond core drills that can be used dry in some applications. However, coolant is always strongly recommended to achieve the best life and performance, particularly when drilling more than 1/4 inch into material. In thicker or harder materials, drilling efficiency declines rapidly, and without proper coolant, overheating and edge damage are likely.
In the context of selecting the right diamond drill for your application, electroplated drills are best when cost is a concern, hole volume is low, and the material is relatively soft. They are not suitable for high-volume industrial production or for cutting abrasive and ultra-hard materials. For professional use, sintered or hybrid bond drills will deliver far better economics, precision, and tool life.
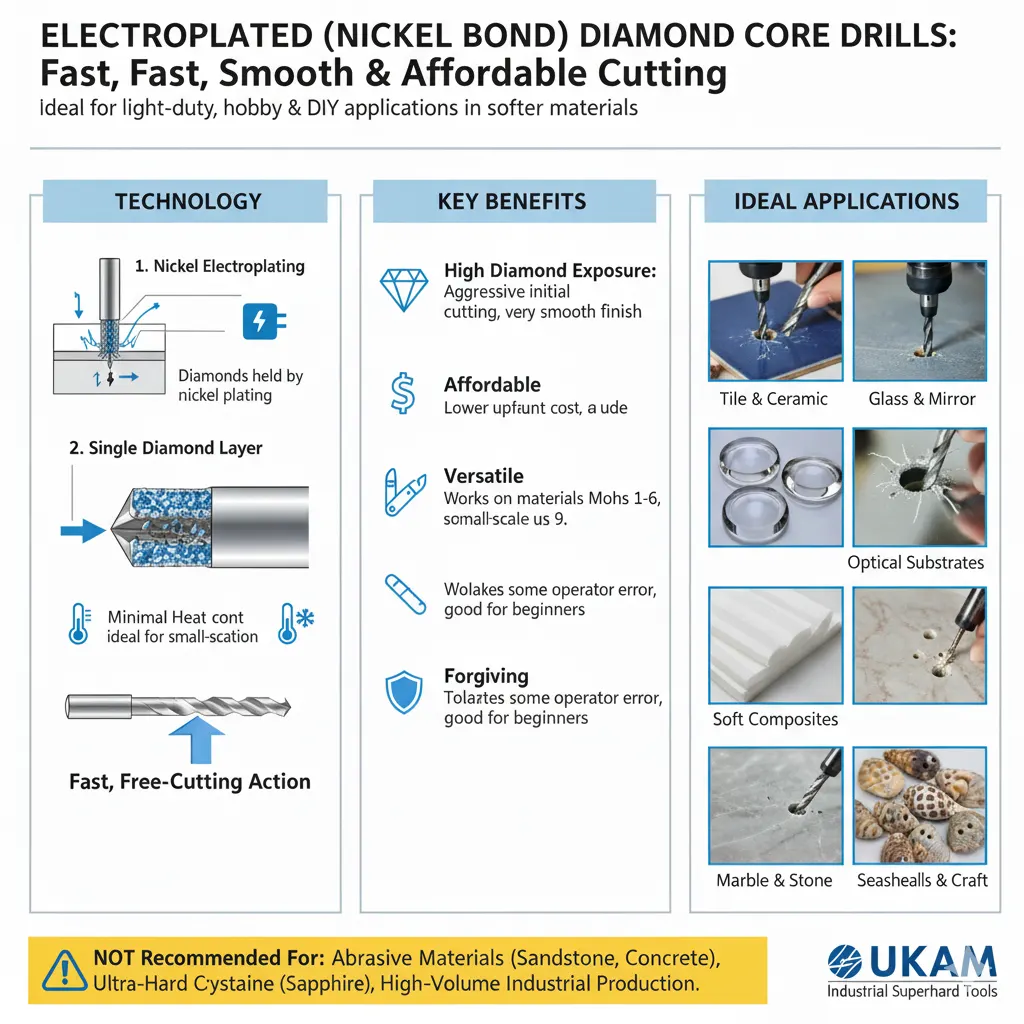
Brazed bond diamond core drills
Brazed Diamond Diamond Drills are manufactured using a process that fuses a single layer of diamond particles directly to the drill body inside a high-temperature vacuum oven. While they may look similar to electroplated (nickel bond) drills, the manufacturing process is very different. The brazing process produces a strong metallurgical bond between the diamonds and the steel body, giving these drills exceptional diamond exposure and retention.
The brazing process offers several key advantages. Unlike electroplated drills, where diamonds can loosen or strip from the plating, brazed drills permanently secure the diamonds to the tool body. This eliminates pull-out, peeling, or stripping and ensures that the drill retains its cutting ability until the diamonds are fully worn. The result is a tool that is more aggressive, runs cooler, resists loading, and cuts faster than electroplated drills. This combination provides greater productivity, more consistent performance, and longer useful life in many applications.
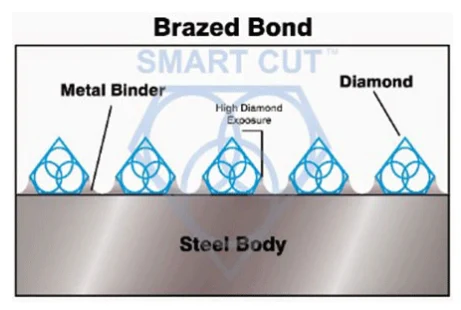

Brazed drills excel in drilling and machining tough-to-cut, non-metallic, and composite materials where fast stock removal and deeper cuts are required. They are especially effective on graphite, epoxy composites, fiberglass, FRP, friction materials, carbon fiber, honeycomb, and similar engineered materials. In these applications, the high diamond exposure allows the tool to remove material quickly without excessive heat generation or clogging.
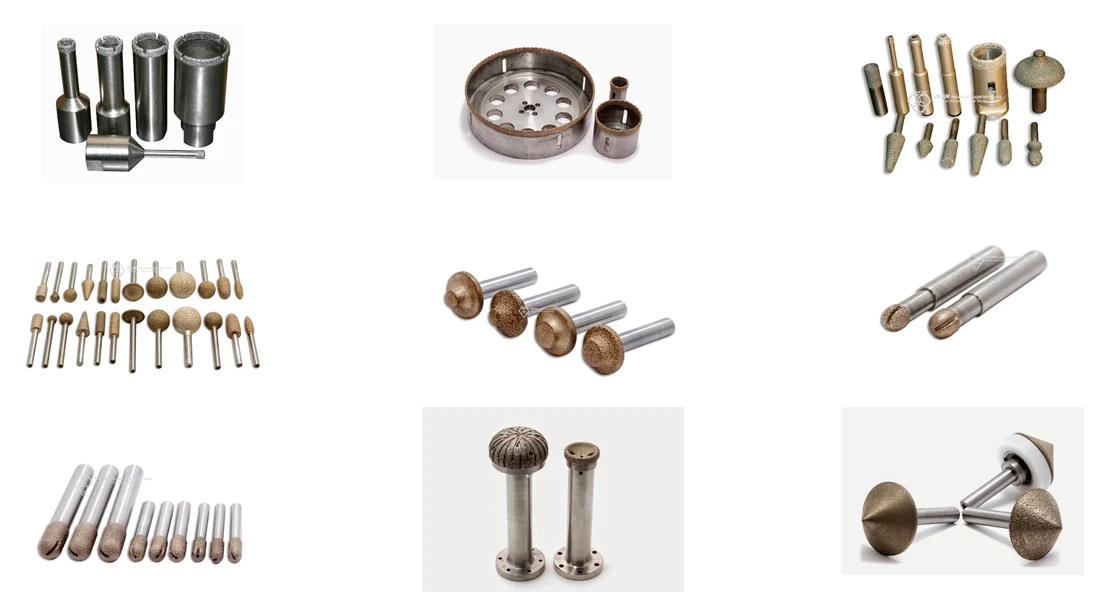
In the context of selecting the right diamond drill, brazed drills are not designed for ultra-precise holes or for working with the hardest crystalline materials like sapphire or advanced ceramics—sintered drills are better suited for those needs. Instead, brazed drills are the best choice when the priority is aggressive cutting, high material removal rates, and short drilling cycles.
They are also valuable for applications where tool stripping or premature diamond loss is a concern, since the brazed bond ensures that diamonds remain fixed until fully consumed. However, because they have only a single diamond layer, their total lifespan is shorter than sintered drills, though typically longer and more stable than electroplated drills under abrasive conditions.
Polycrystalline Diamond (PCD) Drills
Polycrystalline Diamond (PCD) is one of the hardest and most abrasion-resistant tool materials available. It is made by sintering diamond particles with a metallic binder under extreme pressure and temperature, creating a solid structure with exceptional hardness and wear resistance. PCD is commonly manufactured as inserts or tips that are then brazed onto tool bodies to create cutting, drilling, routing, or profiling tools.
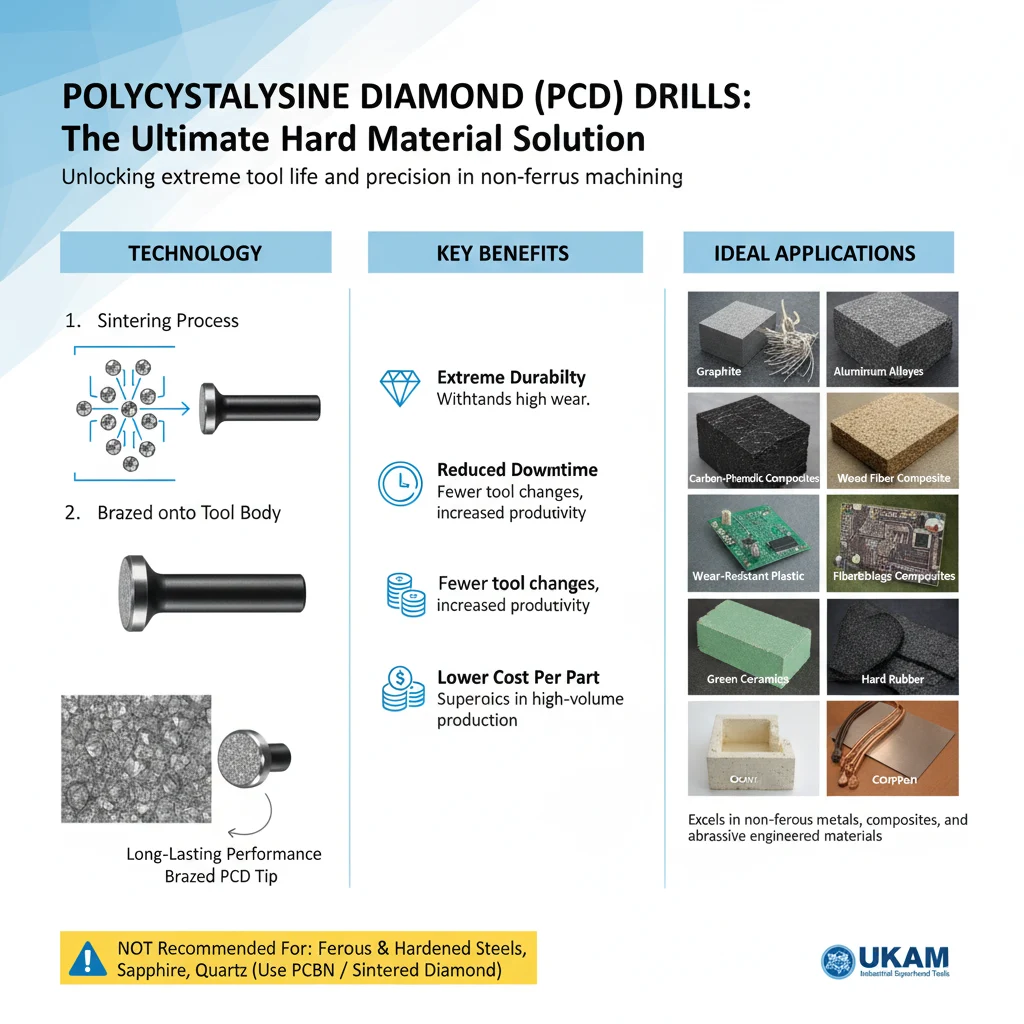
The advantage of PCD lies in its extreme durability, resistance to wear, and ability to maintain sharpness over long production runs. In many cases, PCD tools provide tool life many times greater than carbide tools, making them a preferred choice in high-volume production where tool replacement costs and downtime are significant factors. By extending tool life and reducing changeovers, PCD tools lower production costs and improve process efficiency.

PCD drills and cutting tools are particularly effective in non-ferrous and abrasive materials. They are widely used for aluminum and aluminum alloys, copper and copper alloys, babbitt metal, graphite, wood, wood-fiber composites, particle boards, engineered flooring, Bakelite, wear-resistant plastics, epoxy resins, fiberglass composites, carbon-phenolic composites, hard rubber, and unfired ceramics. Their ability to maintain sharpness and resist loading makes them ideal for applications where carbide tools fail prematurely.

In applications where ferrous or hardened materials must be machined, Polycrystalline Cubic Boron Nitride (PCBN) is the preferred alternative. PCBN tools are used for hardened steel, tool and mold steel, bearing steel, chilled and high-chromium cast irons, nickel-based superalloys, zinc alloys, and other extremely difficult-to-machine materials. Together, PCD and PCBN tools cover a wide range of advanced machining needs.
In the context of selecting the right diamond drill, PCD-tipped drills are not designed for brittle crystalline materials like sapphire, quartz, or advanced ceramics, where sintered diamond drills perform better. Instead, they are the best choice for non-ferrous metals, composites, plastics, and abrasive engineered materials, where their long tool life and wear resistance provide clear economic advantages.
CVD (Chemical Vapor Deposition) diamond drills
CVD (Chemical Vapor Deposition) diamond drills are created by depositing a thin but extremely durable coating of pure crystalline diamond onto a carbide tool body. The process takes place in a vacuum chamber, where carbon-containing gases are introduced and subjected to high temperatures. Under these conditions, carbon atoms re-bond into a continuous diamond film, which grows gradually on the tool surface. Typical coating thickness ranges up to 20 microns, forming a uniform layer of diamond that enhances wear resistance and tool performance.
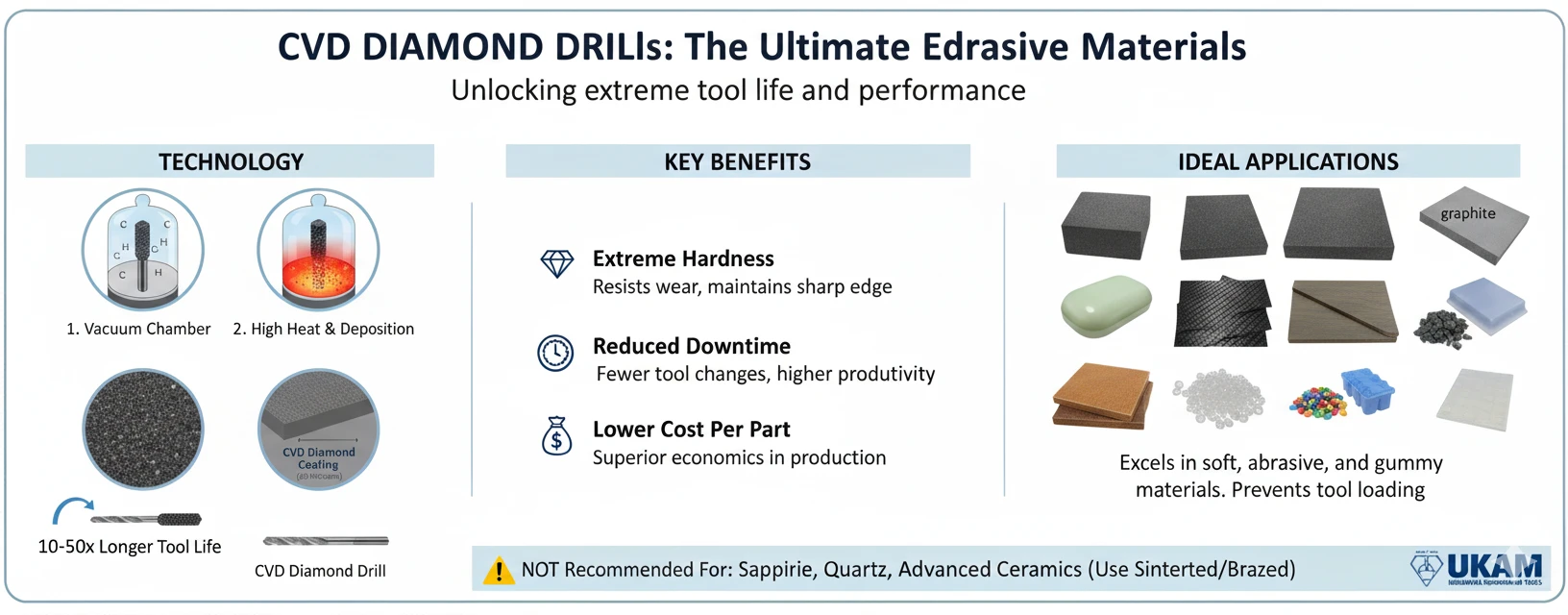
The result is a tool that combines the toughness of a carbide substrate with the hardness and abrasion resistance of synthetic diamond. Compared with standard carbide tools, CVD diamond-coated drills often last 10 to 50 times longer, depending on the application. This dramatic improvement in tool life reduces tool changes, minimizes downtime, and lowers cost per part in production environments.


CVD diamond drills are especially effective in softer, abrasive, and “gummy” materials where uncoated carbide tools wear quickly or require frequent resharpening. They are widely used for graphite, hard carbon, green ceramics, carbon fiber, reinforced polymers, fiberglass, plastics, wood laminates, and selected non-ferrous metals. In these applications, the diamond coating resists abrasive wear, prevents tool loading, and maintains a sharp edge far longer than carbide alone.
In the context of selecting the right diamond drill, CVD-coated tools should be viewed as a specialized option. They are not designed for ultra-hard crystalline materials like sapphire, quartz, or advanced ceramics, where sintered or brazed diamond drills are more appropriate. Instead, CVD diamond drills excel when machining abrasive composites, polymers, and soft non-metallics, providing excellent economics in medium- to high-volume production.
Diamond Drill Return on Investment
ROI is not just about selecting the most optimized diamond core drill or tool for your needs; it also involves optimizing all drilling parameters and processes to achieve the best possible results.
Understanding and calculating ROI is essential for making informed, cost-effective decisions. While high-quality diamond core drills may have a higher initial cost, their durability, performance, and efficiency often lead to substantial long-term savings. Evaluating ROI reveals financial benefits such as increased productivity, reduced waste, and lower maintenance costs.
High-quality diamond core drills and similar tools enhance productivity through faster drilling speeds and greater efficiency.
Understanding Diamond Drill Life & Performance
One of the most common questions our engineers hear is: “How many holes will this diamond drill last?” Another frequent one is: “Why did my drill wear out so quickly?” The truth is that there is no single answer. Diamond drill life is influenced by many variables, and even small changes can have a large effect on results.
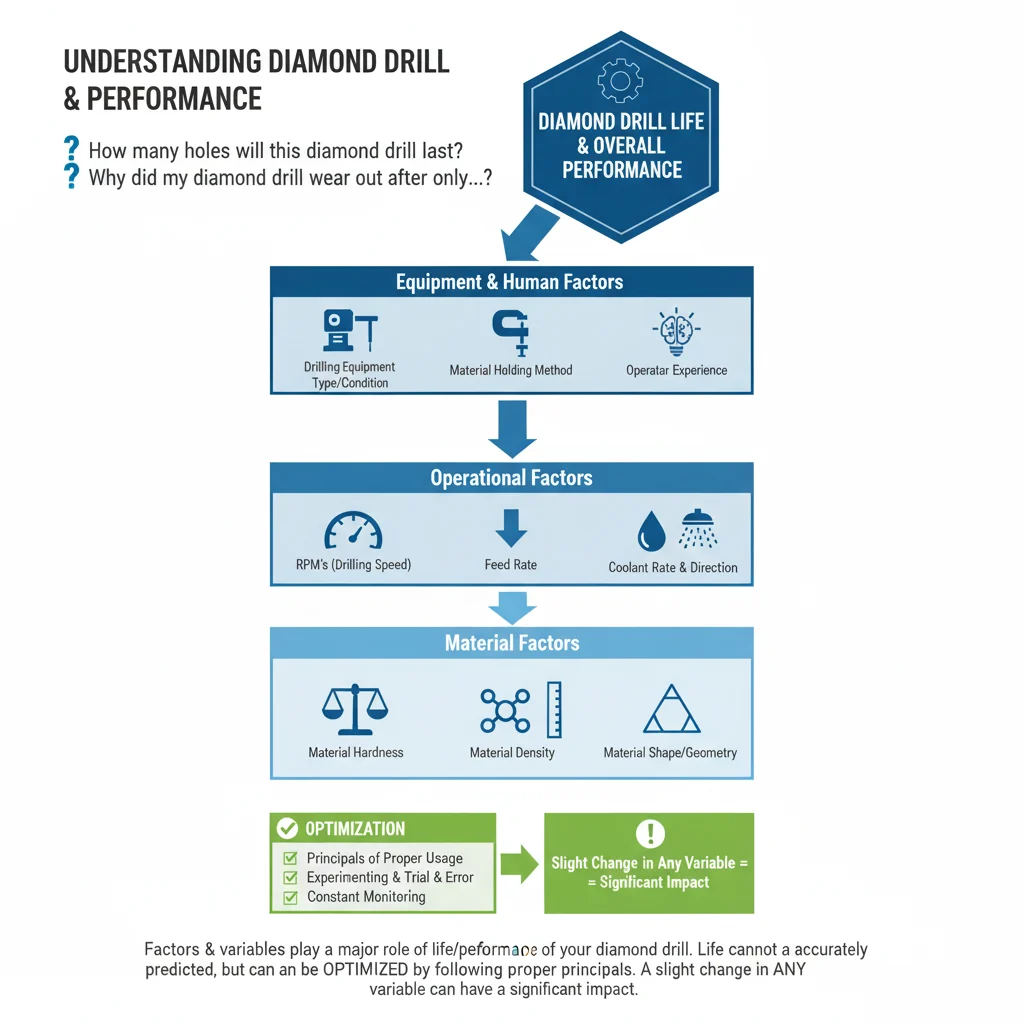
Key factors include material hardness and density, drilling depth, geometry of the workpiece, spindle speed (RPMs), feed rate, coolant type and delivery method, equipment condition, work-holding method, and operator experience. Each of these plays an important role in how long your drill lasts and how consistently it performs.
Unlike carbide or high-speed steel drills that cut with a sharp edge, diamond drills grind material away at the micro- and nano-level. Because of this, they are highly sensitive to changes in cutting conditions. For example, a small variation in coolant flow or direction, a slight shift in clamping method, or a minor adjustment in RPM can mean the difference between a drill lasting hundreds of holes or wearing out prematurely.
It is important to understand that there is no precise way to predict diamond drill life. Even highly experienced users may notice variations when drilling the same material under what appear to be the same conditions. Material composition can vary from batch to batch, coolant systems can change pressure, and machines themselves may have subtle differences in alignment or stability.
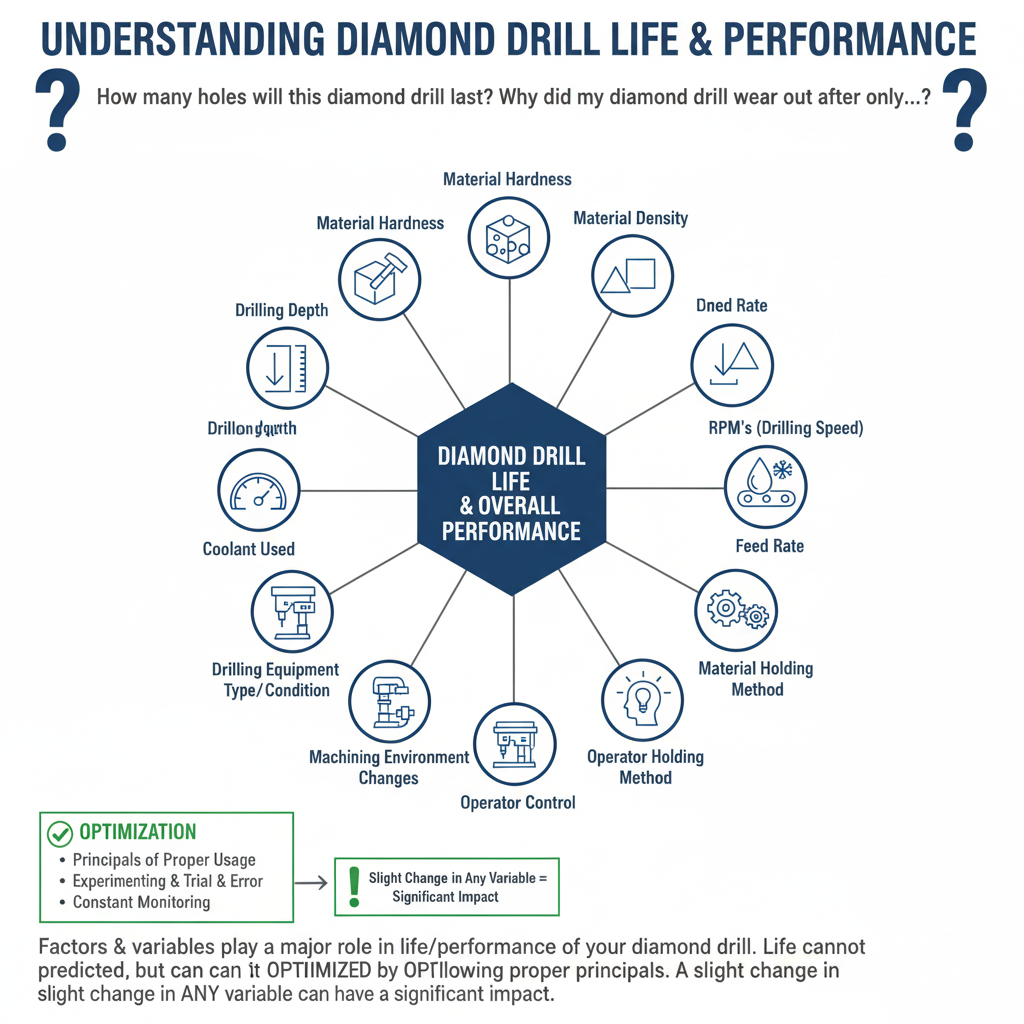
In most cases where drill life falls short of expectations, the problem is not a defective tool. More than 90% of cases are linked to operating conditions rather than drill quality. Reputable manufacturers like UKAM Industrial Superhard Tools maintain strict quality control at every stage of production, from raw diamond selection to final inspection. The root cause is usually related to application variables or operator technique.
Optimizing diamond drill performance requires careful attention to detail and proper tool use. Following correct principles of speed, feed rate, coolant application, and mounting method will dramatically extend tool life and improve hole quality. At the same time, some trial and error may be necessary, especially when working with new materials or equipment setups.
Almost every diamond drill user, regardless of experience, will make unintended errors at some point. The key is to recognize how sensitive the process is and to approach it systematically. Even slight adjustments can eliminate chipping, improve finish, reduce heat generation, and extend drill life significantly.
To support our customers, UKAM Industrial Superhard Tools has developed a detailed Diamond Drill Troubleshooting Guide. This resource explains the most common operator errors, the symptoms they produce, and the corrective actions needed to resolve them. By reviewing this guide, you can not only solve most common drilling issues but also avoid problems before they occur, ensuring consistent results and lower overall cost per hole
Conclusion
Choosing the right diamond drill is essential for achieving precise holes, clean edges, and longer tool life when working with hard and brittle materials. Factors such as material type, hole size, drilling depth, and coolant all play an important role in determining the best drill specification. By selecting the proper diamond drill and optimizing drilling parameters, manufacturers can improve accuracy, reduce tool wear, and achieve more efficient and reliable drilling results.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990
Custom manufacturing
RELATED ARTICLES



Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.