Diamond Core Drills: The Complete Expert Guide to Precision Drilling, Bond Selection & Material Application

Table of Contents
ToggleBy Brian Farberov | 27+ Years in Precision Diamond Tooling | UKAM Industrial Superhard Tools — American Manufacturer Since 1990
Whether you’re drilling reinforced concrete on a job site, coring a silicon wafer in a semiconductor cleanroom, or producing optical-grade bores in fused quartz — the engineering challenge is the same: you need the right diamond core drill, configured correctly for your material, machine, and quality requirements.
This guide is written for engineers, lab technicians, and production managers who need a specification decision — not a generic purchasing decision. We cover how diamond core drills work, which bond type matches your material, grit and concentration selection, correct operating parameters, and how to diagnose and fix the most common process failures.
Trusted by Tens of Thousands of Manufacturers, Laboratories Research Institutions Worldwide Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


What Is a Diamond Core Drill and How Does It Work?

A diamond core drill is a hollow cylindrical tool whose working end — called the crown or segment — is embedded with industrial-grade diamond abrasive. Unlike carbide or HSS twist drills that remove material by shearing, a diamond core drill works entirely by micro-abrasion: as the hollow barrel rotates under controlled speed and feed pressure, individual diamond crystals grind a circular ring path through the workpiece, producing a clean, dimensionally precise bore.
Why the Hollow Geometry Matters
The hollow design is not incidental — it serves two critical engineering functions.
First, it dramatically reduces the volume of material being removed. Only the annular ring path is ground, not the full disc cross-section. This lowers cutting forces, reduces heat generation at the interface, and allows deeper penetration with less machine torque.
Second, in geological and geotechnical drilling, the intact cylindrical core produced inside the barrel is the actual deliverable — an undisturbed formation sample preserved for analysis.
The Role of Bond System in Wheel Longevity
The bond system holding your diamond abrasive is an active engineering variable that determines how quickly diamond is exposed, how heat is managed, and how long the wheel holds its profile. Mismatching bond system to application is one of the most common and costly errors in diamond wheel specification. For a full comparison of all bond types, see our guide: Choosing the Correct Diamond Bond Type.
The Four Structural Components
A properly engineered diamond core drill has four structural components:
Shank or connection interface —
attaches to the drill spindle, press, or drilling rig. Common configurations include NQ/HQ core barrel threads, SDS+, 5/8″-11 UNC, and fully custom interfaces.
Steel barrel or tube body —
transfers rotation and feed force from the spindle to the crown while maintaining concentricity throughout the cut.
Diamond crown or segment —
the cutting zone; a matrix of bond material embedding precisely sized diamond crystals at a controlled depth and concentration.
Water outlets and flute geometry —
attaches to the drill spindle, press, or drilling rig. Common configurations include NQ/HQ core barrel threads, SDS+, 5/8″-11 UNC, and fully custom interfaces.
Why Diamond — and Not Carbide or HSS?
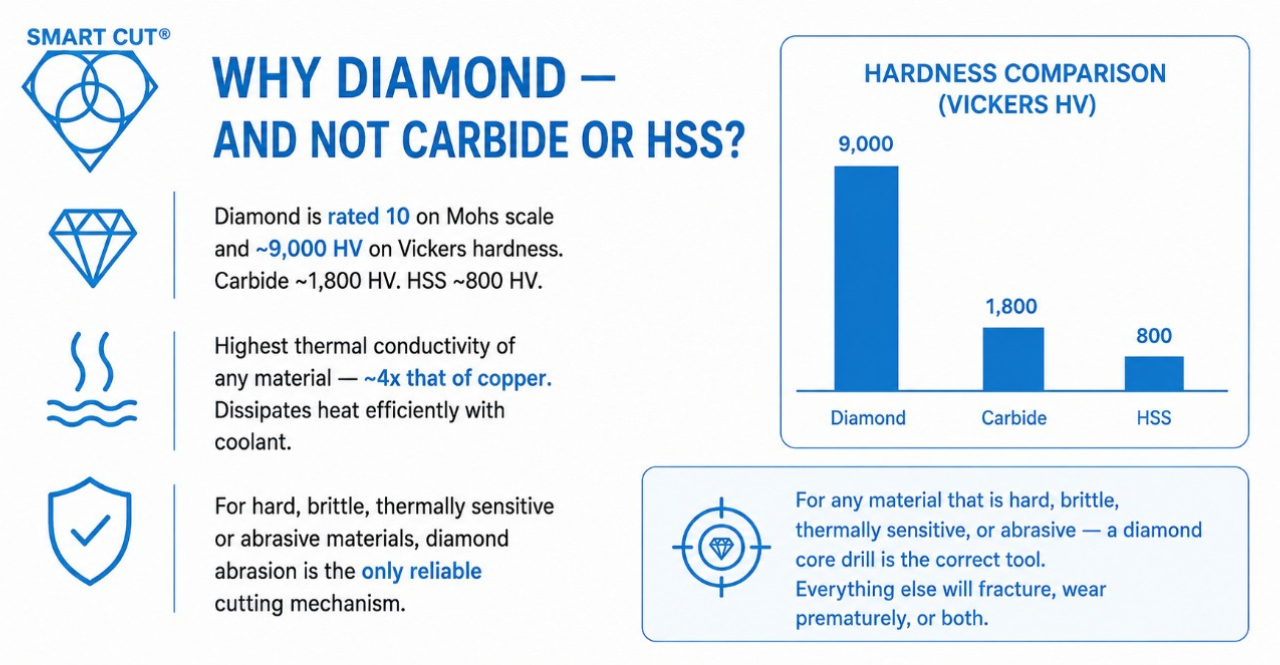
Diamond is rated 10 on the Mohs scale and approximately 9,000 HV on the Vickers hardness scale. For comparison, tungsten carbide measures around 1,800 HV, and high-speed steel around 800 HV.
For any workpiece with hardness above 60 HRC — or brittle materials like glass, quartz, or advanced ceramics where shear-based cutting causes fracture — diamond abrasion is not one option among several. It is the only reliable cutting mechanism.
Diamond also carries a critical thermal advantage: it has the highest thermal conductivity of any known material, approximately four times that of copper. With adequate coolant delivery, diamond dissipates heat from the cutting interface with exceptional efficiency. This is decisive for photonic substrates, thin silicon wafers, and borosilicate glass, where even brief localized overheating causes microcracking or complete fracture.
The practical conclusion: for any material that is hard, brittle, thermally sensitive, or abrasive, a diamond core drill is the correct tool. Everything else will fracture the workpiece, wear prematurely, or both.
The Five Bond Types: Matching the Matrix to Your Material
Bond type is the single most important specification decision in diamond core drill selection. The bond is the matrix that holds diamonds in place. The right bond releases worn diamonds on a predictable schedule, exposing fresh cutting crystals continuously. The wrong bond either wears too fast — shedding diamonds before they cut — or wears too slowly, glazing over and generating heat without penetration.
Before diving into each bond type, here is the rule that governs all bond selection decisions:
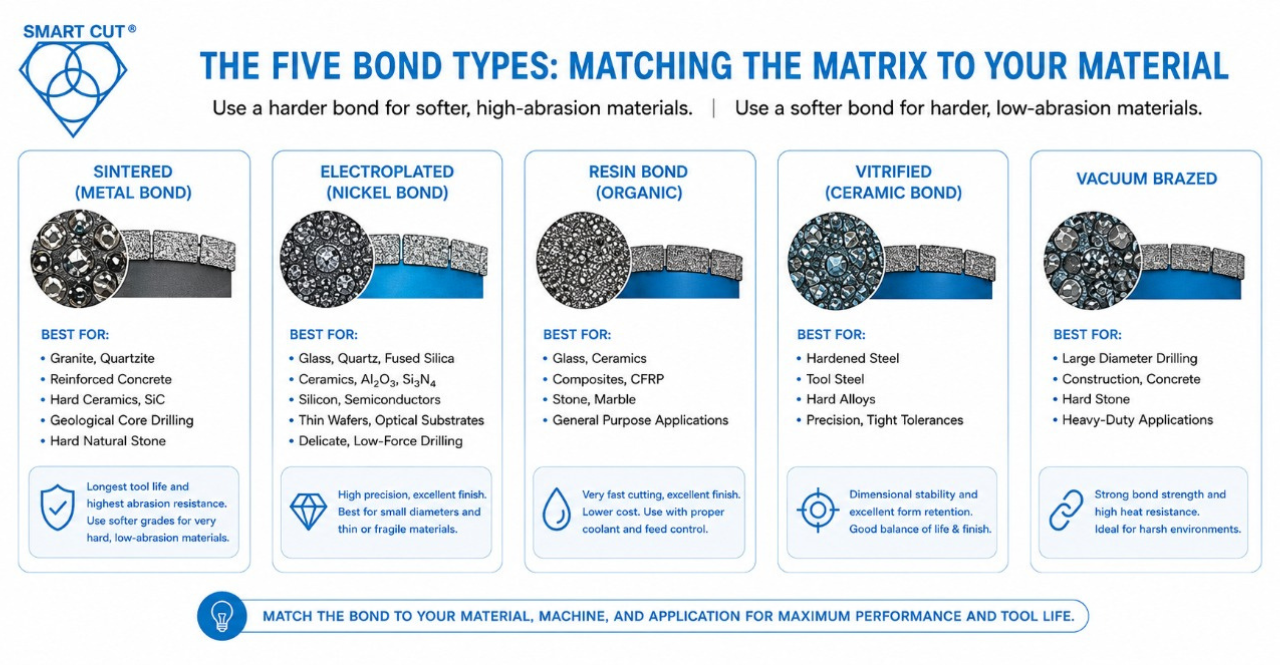
Use a harder bond for softer, high-abrasion materials. The bond must resist rapid erosion so diamonds have time to cut. Use a softer bond for harder, low-abrasion materials. The bond must wear away continuously to expose fresh diamond layers.
This is counterintuitive but critical. Drilling sapphire or silicon carbide requires a softer bond — not a harder one. If the bond is too hard on a very hard workpiece, it will not release worn diamonds, the tool glazes, and penetration stops entirely.
Sintered (Metal Bond)
Manufactured by hot-pressing diamond crystals in a matrix of metal powders — typically cobalt, bronze, or iron alloys — at high heat and pressure. This produces the most durable diamond core drill available.
Best for granite, quartzite, reinforced concrete, hard ceramics, silicon carbide, geological core drilling, and hard natural stone. It delivers the longest tool life and highest abrasion resistance of all bond types. As the bond wears, fresh diamond layers are continuously exposed, maintaining cutting performance through the tool’s entire service life.
Use softer metal bond grades for very hard, low-abrasion materials. Use harder bond grades for softer, high-abrasion materials.
→ Explore UKAM Sintered (Metal Bond) Diamond Core Drills
Bond type is the single most important specification decision in diamond core drill selection. The bond is the matrix that holds diamonds in place. The right bond releases worn diamonds on a predictable schedule, exposing fresh cutting crystals continuously. The wrong bond either wears too fast — shedding diamonds before they cut — or wears too slowly, glazing over and generating heat without penetration.
Before diving into each bond type, here is the rule that governs all bond selection decisions:
Use a harder bond for softer, high-abrasion materials. The bond must resist rapid erosion so diamonds have time to cut. Use a softer bond for harder, low-abrasion materials. The bond must wear away continuously to expose fresh diamond layers.
This is counterintuitive but critical. Drilling sapphire or silicon carbide requires a softer bond — not a harder one. If the bond is too hard on a very hard workpiece, it will not release worn diamonds, the tool glazes, and penetration stops entirely.
Electroplated (Nickel Bond)
Diamond crystals are bonded to the steel substrate via nickel electrodeposition. UKAM manufactures both standard single-layer and multi-layer electroplated configurations — a significant advantage over conventional single-layer tools that extends service life substantially.
Best for optical glass, fused quartz, borosilicate, photonic substrates, thin ceramics, laboratory and R&D applications, and gemstones. Maximum diamond protrusion above the bond surface creates open, aggressive cutting action with minimal cutting forces — ideal for brittle materials where force control is critical to preventing edge chipping and subsurface cracking.
→ Explore UKAM Electroplated Diamond Core Drills for Glass & Optics
Resin Bond
A polymer-based matrix that is self-dressing — bond wear is consistent and gentle, making it ideal for applications requiring fine surface finish. Best for glass, ceramics, silicon, granite, marble, optical components, and semiconductor substrates.
The self-dressing action continuously exposes fresh diamonds without requiring manual dressing intervention. Resin bond produces excellent bore wall surface finish and is gentler on brittle workpieces than sintered bond under equivalent operating parameters.
SMART CUT® Technology: UKAM's Patented Bond Advantage
In a conventional sintered or metal bond tool, diamonds are randomly distributed throughout the bond matrix during manufacturing. This creates four compounding performance problems: some diamonds are buried too deep to ever reach the cutting surface; exposed diamonds carry unequal loads and fracture or pull out early; bond wear becomes inconsistent; and overall diamond utilization efficiency remains low.
UKAM’s patented SMART CUT® Technology resolves each of these problems through a proprietary manufacturing process that uniformly positions and orients every diamond crystal within an open bond matrix. Each diamond is held at a consistent, precise depth. When the tool begins cutting, all diamonds engage simultaneously, carry equal loads, and wear at the same predictable rate.
Documented performance benefits across tens of thousands of real applications since 1990 include faster penetration rates, longer tool life, lower cutting forces, more consistent bore quality, and measurably lower cost per hole versus equivalent conventional tooling. SMART CUT® Technology is available across UKAM’s complete diamond core drill range — from micro drills at 0.001″ diameter to large-diameter production drills up to 48″.
Grit Size, Diamond Concentration & Diameter Selection
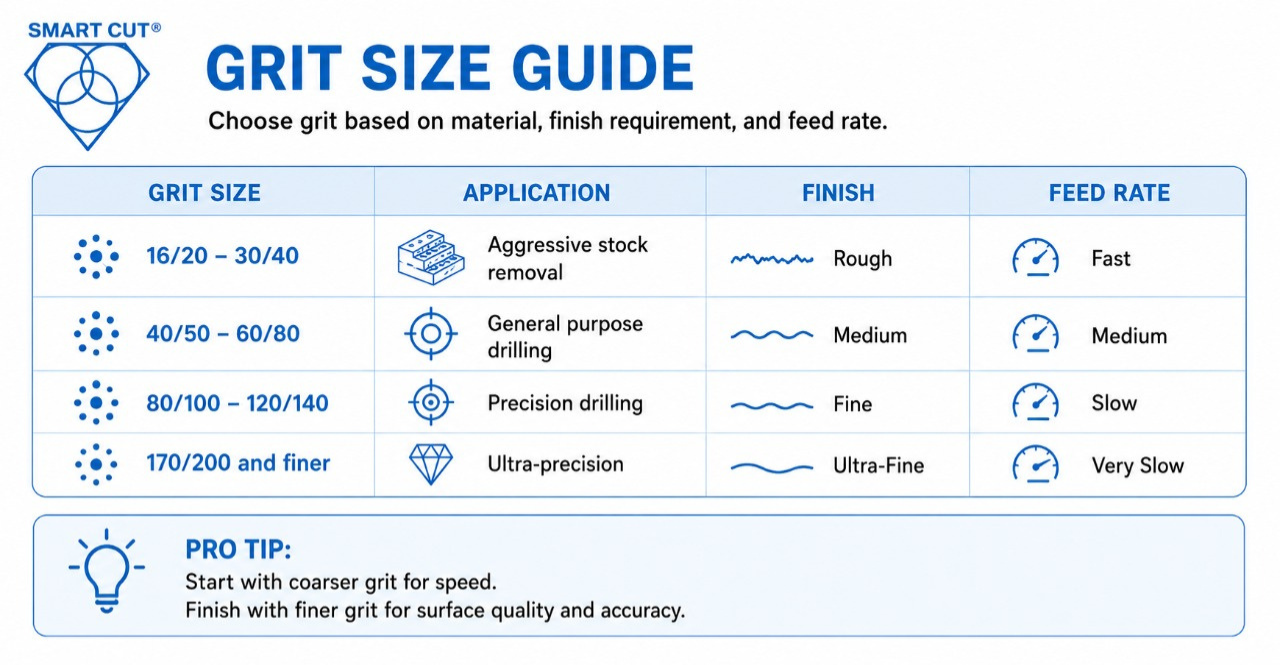
- Grit Size directly controls the tradeoff between cutting speed and bore surface quality.
- Coarse (30–60 mesh) delivers maximum penetration rate. Use for construction, geological drilling, and hard rock where surface finish is not a priority.
- Medium (80–120 mesh) provides a balanced combination of speed and finish. Use for general industrial drilling, ceramics, and natural stone production.
- Fine (150–320 mesh) produces superior surface finish. Use for optics, photonics, precision ceramics, and borosilicate glass where bore wall quality is specified.
- Micro / Ultra-fine (400+ mesh)delivers mirror-grade bore finish. Use for semiconductor wafers, nanotechnology research, and photonic substrates where surface roughness is measured in nanometers.
Diamond Concentration
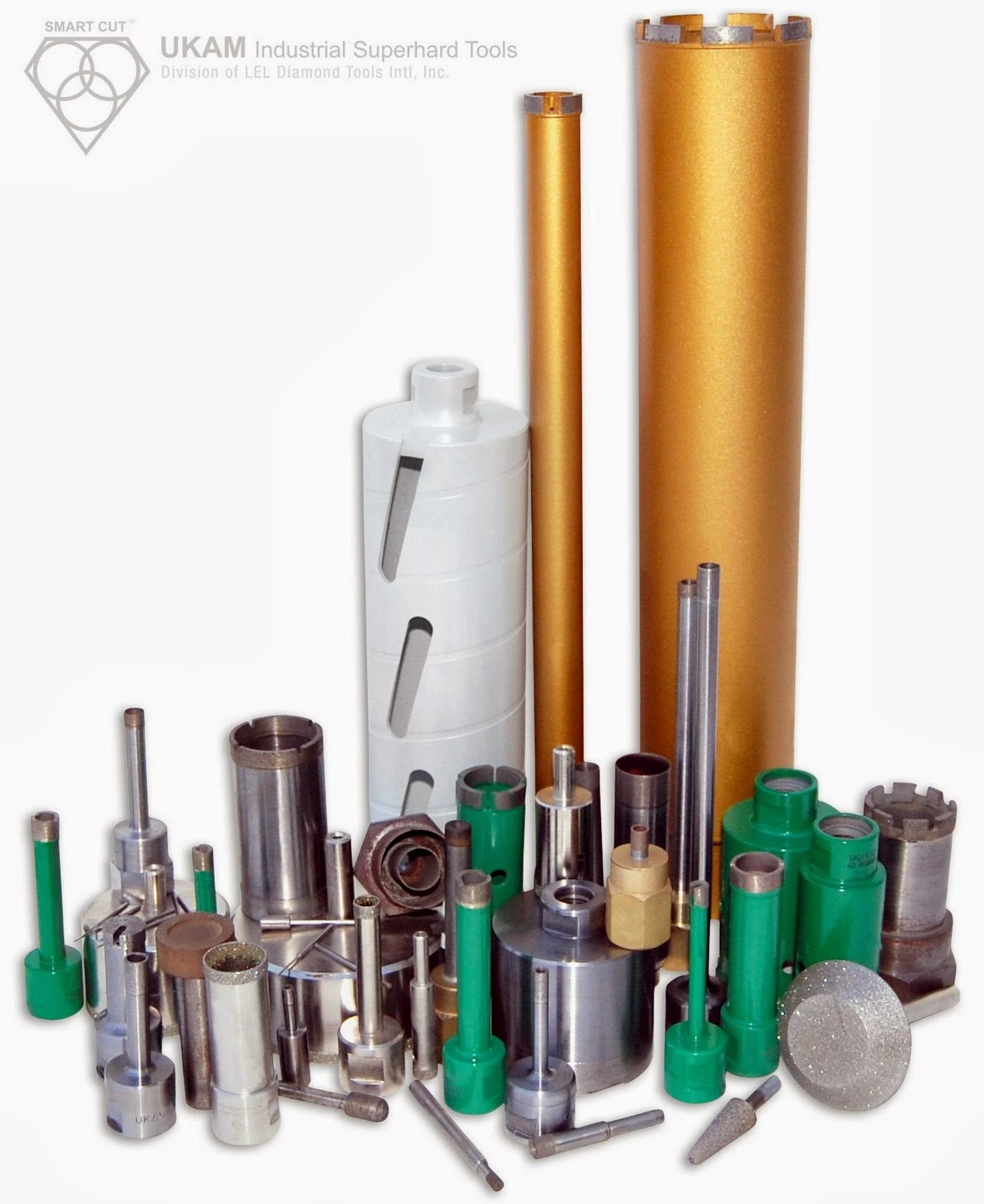
UKAM manufactures diamond core drills from 0.001″ (0.0254mm) to 48″ (1,219mm) — the broadest specification range available from a single manufacturer. Thousands of standard diameters are stocked for same-day shipping. Custom diameters are produced to your exact specification with no minimum quantity requirement.
→ Browse the Complete Diamond Core Drills Catalog | Diamond Micro Drills & Tools
Diameter Range
Concentration 100 (C100) equals approximately 4.4 carats of diamond per cubic centimeter of bond.
Higher concentration means more cutting points per unit area, slower bond wear, and longer tool life. It is the correct choice for hard, abrasive materials where consistent surface finish is required.
Lower concentration means fewer, more widely spaced diamonds, faster penetration per diamond, and a higher removal rate. It is the correct choice for softer, less abrasive materials where self-dressing action is needed.
Operating Parameters: Speed, Feed Rate & Coolant
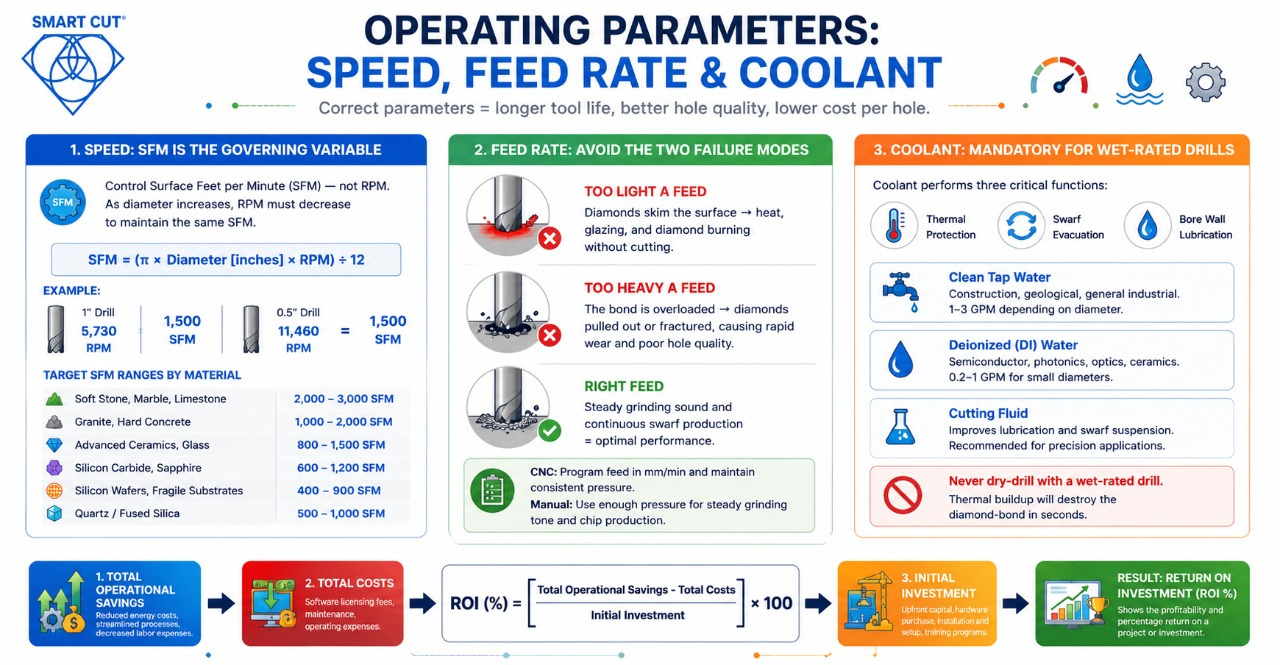
The correct variable to control is surface feet per minute (SFM) — the linear velocity at the cutting face — not RPM. As drill diameter increases, RPM must decrease to maintain the same SFM at the cutting interface.
Spindle Speed: SFM Is the Governing Variable
A diamond core drill performs at its rated specification only when operated within the correct parameter envelope. The most common cause of premature tool failure and glazing is incorrect operating parameters — not a tool defect.
SFM = (π × Diameter [inches] × RPM) ÷ 12
As a practical example: a 1″ diamond core drill at 5,730 RPM produces 1,500 SFM. A 0.5″ drill must run at 11,460 RPM to reach the same 1,500 SFM at the cutting face.
Target SFM ranges by material category:
SFM = (π × Diameter [inches] × RPM) ÷ 12
As a practical example: a 1″ diamond core drill at 5,730 RPM produces 1,500 SFM. A 0.5″ drill must run at 11,460 RPM to reach the same 1,500 SFM at the cutting face.
Target SFM ranges by material category:
- Soft stone, marble, limestone: 2,000–3,000 SFM. Higher end is acceptable with generous coolant flow.
- Granite, hard concrete: 1,000–2,000 SFM. Reduce feed at entry to prevent chipping on hard aggregate.
- Advanced ceramics, glass: 800–1,500 SFM. Drilling ceramics and drilling glass both require fine grit and steady, consistent feed pressure.0–3,000 SFM. Higher end is acceptable with generous coolant flow.
- Silicon carbide, sapphire: 600–1,200 SFM. Drilling silicon carbide is demanding — extremely abrasive material wears bond rapidly; monitor crown condition regularly. Drilling sapphire requires the softest available bond grade and strict runout control below 0.0005" TIR.
- Silicon wafers, fragile substrates: 2,000–3,000 SFM. Higher end is acceptable with generous coolant flow.
- Drilling quartz / fused silica:Drilling quartz / fused silica:
Feed Rate: Avoiding the Two Failure Modes
Two failure modes define the feed rate envelope.
Too light a feed:
Diamonds skim the surface without penetrating — generating heat, glazing the bond, and burning diamonds without cutting. This is the most common cause of tool glazing and the most frequently misdiagnosed failure in the field. Operators instinctively reduce feed when a drill runs hot, which is exactly the wrong response — the heat is caused by insufficient feed, and reducing it further makes the problem worse.
Too heavy a feed:
The bond matrix is overloaded — diamonds are pulled out or fractured before completing their useful life, causing rapid wear and inconsistent bore geometry.
In CNC applications, program feed rates in mm/min and maintain consistent pressure throughout the cut. In manual press applications, use enough downward pressure to hear a steady grinding tone and see continuous swarf production — if the drill is silent or generating heat without chip production, increase feed immediately.
- Explore the full product range: ukam.com/product
- Visit the Knowledge Center: ukam.com/knowledge-center
- Request a consultation: ukam.com/request-consultation
- Custom manufacturing: ukam.com/custom-manufacturing
- Custom manufacturing: ukam.com/custom-manufacturing
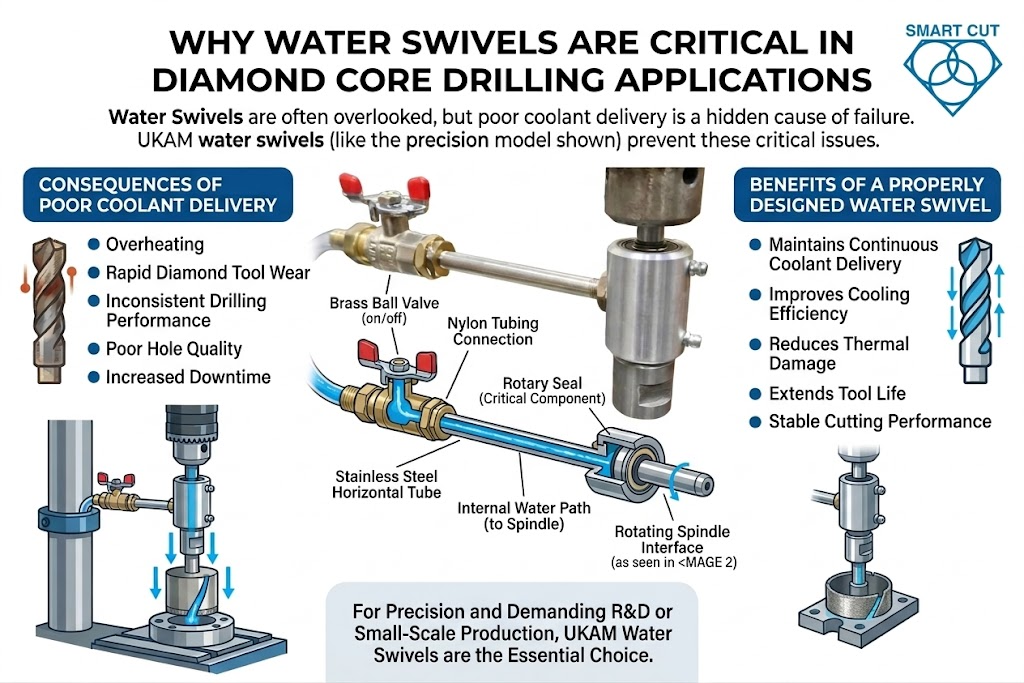
Coolant: Mandatory for Wet-Rated Drills
Water cooling is mandatory for all wet-rated diamond core drills. Coolant performs three irreplaceable functions: thermal protection of the diamond-bond interface and workpiece; continuous swarf evacuation to prevent loading and glazing; and bore wall lubrication on deep cuts.
- Clean tap water is adequate for construction, geological drilling, and general industrial applications at 1–3 GPM depending on drill diameter.
- Deionized (DI) water is required for semiconductor wafers, photonics, optics, and ceramic substrates to prevent ion contamination. Use at 0.2–1 GPM for small diameters.
- Purpose-formulated cutting fluid improves lubrication and swarf suspension versus water alone — recommended for precision ceramics, composites, and high-value substrates.
- Dry drilling is only appropriate with specifically formulated dry-rated tools. Never dry-drill with a wet-rated diamond core drill — thermal buildup will destroy the diamond-bond interface within seconds.
Truing and Dressing Diamond Core Drills
Two maintenance procedures are critical to sustained performance. Neglecting either wastes the remaining diamond supply before the tool reaches end of life.
Truing
Truing restores cutting edge geometry so diamond particles are evenly exposed and working around the full circumference. It is critical when abrasive has become unevenly distributed from eccentric runout or uneven initial engagement. Perform truing when bore entry becomes uneven or the drill tracks off-center. Use a truing block against a flat, sacrificial material to re-engage the full crown circumference. Maintain spindle runout below 0.001″ TIR for precision drilling applications.
Dressing (Conditioning)
Dressing removes bond material from the cutting face to expose fresh diamond particles when the working surface has become glazed or loaded.
The three reliable signs that dressing is needed: the drill generates excessive heat despite normal operating parameters; the feed rate drops noticeably with no change in speed, pressure, or material; and the drill produces a high-pitched whining or rubbing sound rather than a steady grinding tone.
To dress the tool, run it at normal operating speed with full coolant flow and feed it into a silicon carbide or aluminum oxide dressing stick at light-to-moderate pressure for three to five passes. The cutting tone should return to normal and heat generation should drop. Test on a sample workpiece before returning to production.
Common Drilling Problems: Root-Cause Diagnosis & Solutions
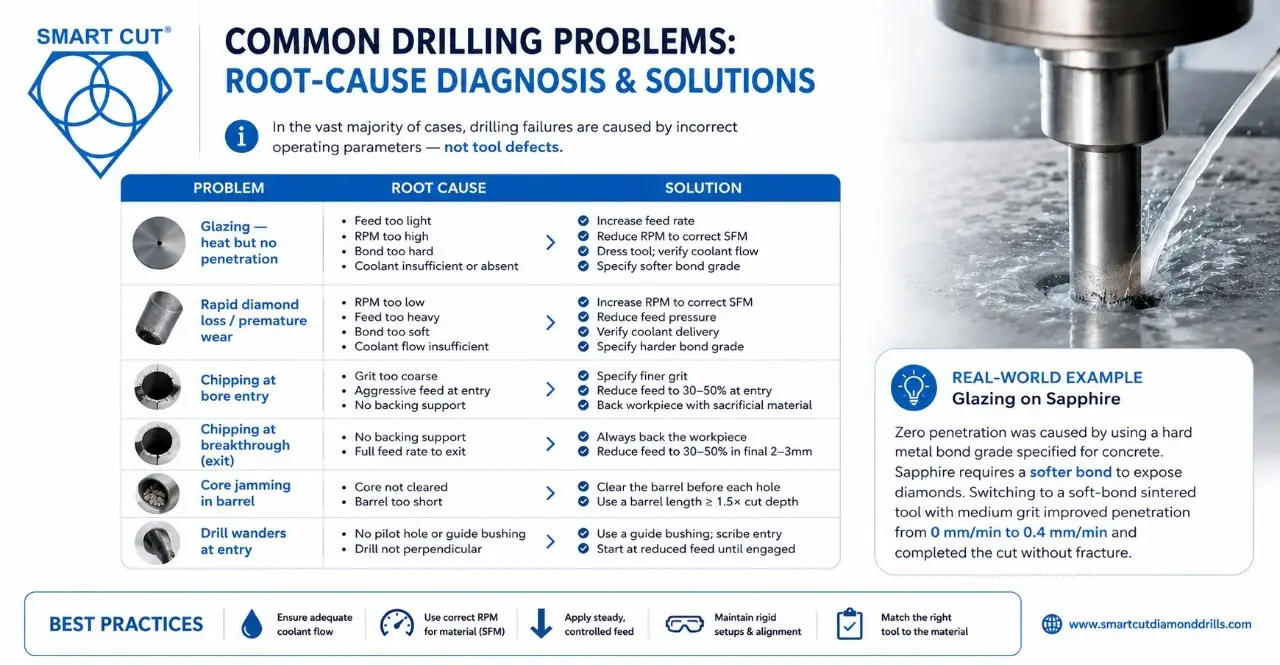
In the vast majority of cases, drilling failures are caused by incorrect operating parameters — not tool defects. The following covers the most frequent failure modes.
Glazing — heat but no penetration. Root cause: feed too light; RPM too high; bond too hard; coolant insufficient or absent. Solution: increase feed rate; reduce RPM to correct SFM; dress tool; verify coolant flow; specify softer bond grade on reorder.
Rapid diamond loss / premature wear. Root cause: RPM too low; feed too heavy; bond too soft; coolant flow insufficient. Solution: increase RPM to correct SFM; reduce feed pressure; verify coolant delivery; specify harder bond grade.
Chipping at bore entry. Root cause: grit too coarse for material; aggressive feed at entry; no backing support. Solution: specify finer grit; reduce feed to 30–50% at entry until the crown is fully engaged; back workpiece with a sacrificial material such as glass, MDF, or a scrap piece of the same material.
Chipping at breakthrough (exit). Root cause: no backing support; full feed rate maintained to exit. Solution: always back the workpiece; reduce feed to 30–50% in the final 2–3mm of cut.
Bore oversize or out-of-round. Root cause: worn shank; inadequate machine rigidity; freehand drilling. Solution: replace worn shank; check spindle runout (target < 0.001″ TIR); use a drill guide bushing; rigidly fixture both the workpiece and the drill.
Core jamming in barrel. Root cause: core not cleared between holes; barrel too short for cut depth. Solution: clear the barrel before each hole; use a barrel length at least 1.5× the cut depth for adequate clearance.
Drill wanders at entry. Root cause: no pilot hole or guide bushing; drill not perpendicular to surface. Solution: use a guide bushing; scribe the entry point; start at reduced feed until the crown is fully engaged.
Real-world example — glazing on sapphire: A customer reported zero penetration on a sapphire substrate despite normal-appearing operating parameters. Inspection revealed the operator was using a hard metal bond grade specified for concrete. Sapphire is one of the hardest materials drilled — the bond was too hard to wear at all, so diamonds were never exposed. Switching to a soft-bond sintered tool with medium grit brought penetration rate from 0 mm/min to 0.4 mm/min, and the cut completed without fracture. This is the single most common misunderstanding in hard-material drilling: very hard workpieces require softer bonds, not harder ones.
→ Full Diamond Core Drill Troubleshooting Guide (30+ Issues)
Material-Specific Drilling Guidance
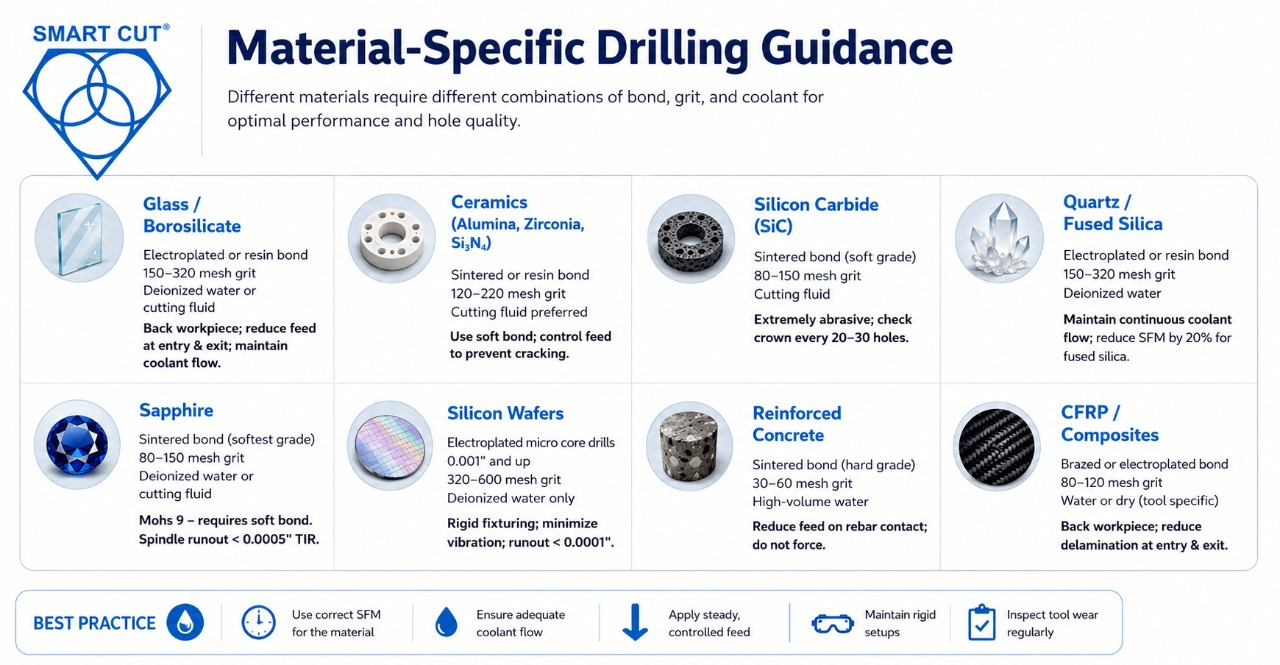
Different materials require different combinations of bond, grit, concentration, SFM, and coolant. The following covers the most commonly drilled materials.
Different materials require different combinations of bond, grit, concentration, SFM, and coolant. The following covers the most commonly drilled materials.
Drilling glass / borosilicate: Use electroplated or resin bond with 150–320 mesh grit and deionized water or cutting fluid. Minimize cutting forces; back the workpiece with sacrificial glass; reduce feed at entry and exit to prevent edge chipping. Glass is thermally sensitive — maintain coolant flow at all times. → Glass & Quartz Drilling Application Guide
Drilling ceramics (alumina, zirconia, silicon nitride): Use sintered or resin bond with 120–220 mesh grit and cutting fluid preferred. Hard ceramics require a soft bond grade. Control feed carefully throughout — ceramics have low fracture toughness and will crack under impact loading. → Advanced Ceramics Drilling Guide
Drilling silicon carbide (SiC): Use sintered bond in a soft grade with 80–150 mesh grit and cutting fluid. SiC is extremely abrasive — bond wear is rapid; monitor the crown condition every 20–30 holes in production settings. SMART CUT® tooling is strongly recommended for consistent results and lower cost per hole. → SiC & Hard Ceramics Drilling
Drilling quartz / fused silica: Use electroplated or resin bond with 150–320 mesh and deionized water. Quartz is thermally sensitive — maintain continuous coolant flow. No dry passes. Fused silica is particularly prone to subsurface cracking from thermal shock; reduce SFM by 20% from the glass target range.
Drilling sapphire: Use sintered bond in the softest available grade with 80–150 mesh and deionized water or cutting fluid. Sapphire is 9 on the Mohs scale — the softest available bond is still barely soft enough to release diamonds at a usable rate. Spindle runout must be below 0.0005″ TIR; any lateral vibration on sapphire will fracture the workpiece.
Drilling silicon wafers: Use electroplated micro core drills from 0.001″ upward with 320–600 mesh and deionized water only. Rigid fixturing is essential. Minimize all vibration. Micro drills require a rigid, well-trued spindle — even 0.0001″ of runout is significant at this scale. → Diamond Micro Drills & Tools for Semiconductor Applications
Drilling reinforced concrete: Use sintered bond in a hard grade with 30–60 mesh grit and high-volume water flow. Rebar contact requires reduced feed — do not force through steel reinforcement at drilling speed; this will damage the crown geometry. → Construction Core Drilling Guide
Drilling CFRP / carbon fiber composites: Use brazed or electroplated bond with 80–120 mesh. Delamination risk is highest at entry and exit faces — always back the workpiece and use sharp grit to minimize cutting forces. Some CFRP applications permit dry drilling with specifically formulated tools; confirm with UKAM engineering before specifying. → Composites & CFRP Drilling Guide
Drilling granite / hard stone: Use sintered bond in a medium grade with 60–100 mesh and high-volume water flow. High abrasion requires mid-range diamond concentration. Check crown wear every 50 holes in production settings.
Drilling glass / borosilicate: Use electroplated or resin bond with 150–320 mesh grit and deionized water or cutting fluid. Minimize cutting forces; back the workpiece with sacrificial glass; reduce feed at entry and exit to prevent edge chipping. Glass is thermally sensitive — maintain coolant flow at all times. → Glass & Quartz Drilling Application Guide
Drilling ceramics (alumina, zirconia, silicon nitride): Use sintered or resin bond with 120–220 mesh grit and cutting fluid preferred. Hard ceramics require a soft bond grade. Control feed carefully throughout — ceramics have low fracture toughness and will crack under impact loading. → Advanced Ceramics Drilling Guide
Drilling silicon carbide (SiC): Use sintered bond in a soft grade with 80–150 mesh grit and cutting fluid. SiC is extremely abrasive — bond wear is rapid; monitor the crown condition every 20–30 holes in production settings. SMART CUT® tooling is strongly recommended for consistent results and lower cost per hole. → SiC & Hard Ceramics Drilling
Drilling quartz / fused silica: Use electroplated or resin bond with 150–320 mesh and deionized water. Quartz is thermally sensitive — maintain continuous coolant flow. No dry passes. Fused silica is particularly prone to subsurface cracking from thermal shock; reduce SFM by 20% from the glass target range.
Drilling sapphire: Use sintered bond in the softest available grade with 80–150 mesh and deionized water or cutting fluid. Sapphire is 9 on the Mohs scale — the softest available bond is still barely soft enough to release diamonds at a usable rate. Spindle runout must be below 0.0005″ TIR; any lateral vibration on sapphire will fracture the workpiece.
Drilling silicon wafers: Use electroplated micro core drills from 0.001″ upward with 320–600 mesh and deionized water only. Rigid fixturing is essential. Minimize all vibration. Micro drills require a rigid, well-trued spindle — even 0.0001″ of runout is significant at this scale. → Diamond Micro Drills & Tools for Semiconductor Applications
Drilling reinforced concrete: Use sintered bond in a hard grade with 30–60 mesh grit and high-volume water flow. Rebar contact requires reduced feed — do not force through steel reinforcement at drilling speed; this will damage the crown geometry. → Construction Core Drilling Guide
Drilling CFRP / carbon fiber composites: Use brazed or electroplated bond with 80–120 mesh. Delamination risk is highest at entry and exit faces — always back the workpiece and use sharp grit to minimize cutting forces. Some CFRP applications permit dry drilling with specifically formulated tools; confirm with UKAM engineering before specifying. → Composites & CFRP Drilling Guide
Drilling granite / hard stone: Use sintered bond in a medium grade with 60–100 mesh and high-volume water flow. High abrasion requires mid-range diamond concentration. Check crown wear every 50 holes in production settings.
Frequently Asked Questions
- A core drill is hollow — it grinds only the annular ring path and leaves an intact cylindrical core inside the barrel
- A solid drill bit removes all material across the drilled area
- Core drills are preferred when hole geometry, reduced cutting force, or core sample recovery matters
- For holes above approximately 0.5″ diameter in hard or brittle materials, a core drill almost always outperforms a solid drill bit on both quality and tool life
- → Selecting the Right Diamond Drill for Your Application
- Use a harder bond for softer, high-abrasion materials where the bond must resist rapid erosion
- Use a softer bond for harder, low-abrasion materials where the bond must wear away continuously to expose fresh diamonds
- This rule is counterintuitive — drilling sapphire or SiC requires a softer bond, not a harder one
- When in doubt, request a free application consultation — bond selection has the highest single impact on results and cost per hole
- → Don’t Buy a Diamond Core Drill Until You Read This Guide
- Most wet-rated UKAM drills require water cooling for rated performance and tool life
- Dry-drilling formulations are available for specific applications where water is not practical
- Never dry-drill with a wet-rated tool — thermal buildup destroys the diamond-bond interface within seconds
- Contact engineering at (661) 257-2288 to confirm suitability before ordering
- Drill generates excessive heat despite normal operating parameters
- Feed rate drops noticeably with no change in speed, pressure, or material
- Drill produces a high-pitched whining or rubbing sound rather than a steady grinding tone
- Use UKAM dressing sticks to expose fresh diamond particles and restore cutting performance
- → UKAM Abrasive Dressing Sticks
- 0.001″ (0.0254mm) — suitable for semiconductor wafer coring, nanotechnology research, and micro-scale sample preparation
- → Diamond Micro Drills & Tools
- 48″ (1,219mm) — for large-scale construction, geological, mining, and infrastructure applications
- Yes — any diameter, length, bond type, grit, concentration, shank configuration, and thread standard
- No minimum quantity requirement
- Fast lead times from our Valencia, California manufacturing facility
- → Custom Diamond & CBN Tools
- UKAM’s patented manufacturing process that uniformly positions and orients every diamond crystal in the bond matrix — rather than allowing random distribution
- All diamonds engage the cutting surface simultaneously, carry equal loads, and wear at the same predictable rate
- Result: faster penetration, longer tool life, lower cutting forces, and more consistent bore quality versus conventional tooling
- Available across all UKAM drill types and sizes from 0.001″ to 48″
- → SMART CUT® Technology Overview
Since 1990, UKAM Industrial Superhard Tools has manufactured diamond and CBN tools from our Valencia, California facility. The combination of the broadest specification range in the industry (0.001″ to 48″), patented SMART CUT® Technology, and direct application engineering support makes UKAM the qualified source for precision diamond core drilling — from a single prototype hole to high-volume production.
Direct engineering support means free application consultation for tool selection, parameter optimization, and troubleshooting — direct access to application engineers, not a general customer service line.
Guaranteed Trial Order Program lets you test tools in your actual application with no financial risk.
Same-day shipping on thousands of stock items from Valencia, CA.
No minimum quantity on custom orders — any specification, any quantity.
Best Price Guarantee on comparable American-made tooling.
→ Browse Diamond Core Drills | Request a Free Consultation | Call (661) 257-2288 | Email: lel@ukam.com
UKAM Industrial Superhard Tools | 25205 & 25201 Avenue Tibbits, Valencia, CA 91355 | American manufacturer of diamond core drills, ultra-thin cutting blades, diamond micro tools, and advanced industrial diamond tooling — serving engineers, manufacturers, research institutions, and contractors in 30+ industries since 1990.
- Explore the full product range: ukam.com/product
- Visit the Knowledge Center: ukam.com/knowledge-center
- Request a consultation: ukam.com/request-consultation
- Custom manufacturing: ukam.com/custom-manufacturing
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990
Custom manufacturing
Why UKAM Industrial Superhard Tools

Since 1990, UKAM Industrial Superhard Tools has manufactured diamond and CBN tools from our Valencia, California facility. The combination of the broadest specification range in the industry (0.001″ to 48″), patented SMART CUT® Technology, and direct application engineering support makes UKAM the qualified source for precision diamond core drilling — from a single prototype hole to high-volume production.
Direct engineering support means free application consultation for tool selection, parameter optimization, and troubleshooting — direct access to application engineers, not a general customer service line.
Guaranteed Trial Order Program lets you test tools in your actual application with no financial risk.
Same-day shipping on thousands of stock items from Valencia, CA.
No minimum quantity on custom orders — any specification, any quantity.
Best Price Guarantee on comparable American-made tooling.
Ready to specify the right tool?
→ Browse Diamond Core Drills | Request a Free Consultation | Call (661) 257-2288 | Email: lel@ukam.com
UKAM Industrial Superhard Tools | 25205 & 25201 Avenue Tibbits, Valencia, CA 91355 | American manufacturer of diamond core drills, ultra-thin cutting blades, diamond micro tools, and advanced industrial diamond tooling — serving engineers, manufacturers, research institutions, and contractors in 30+ industries since 1990.
RELATED ARTICLES