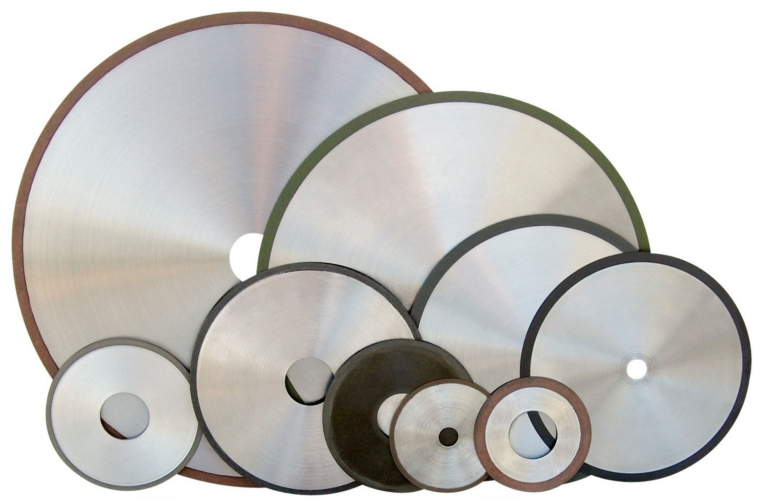
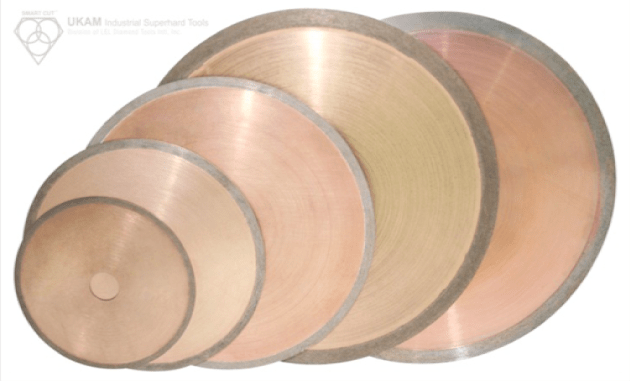
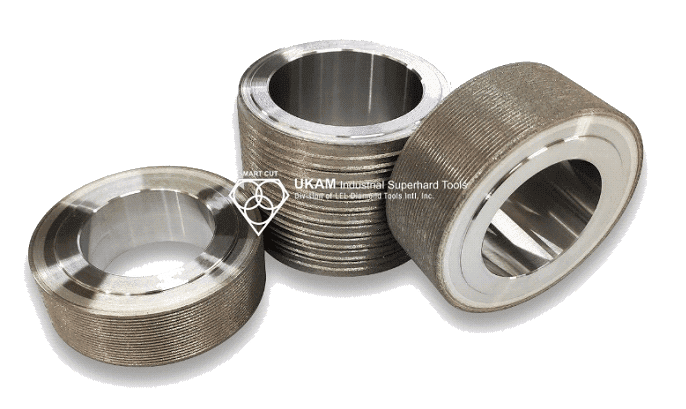
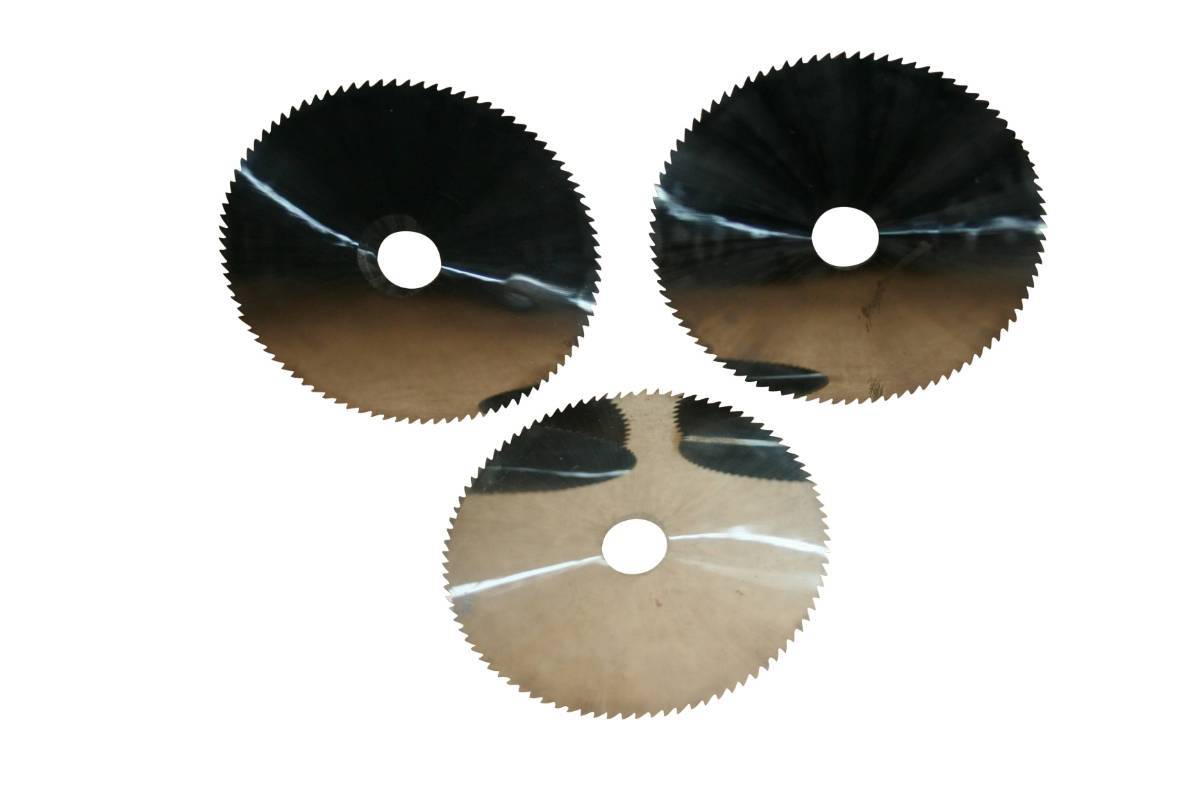
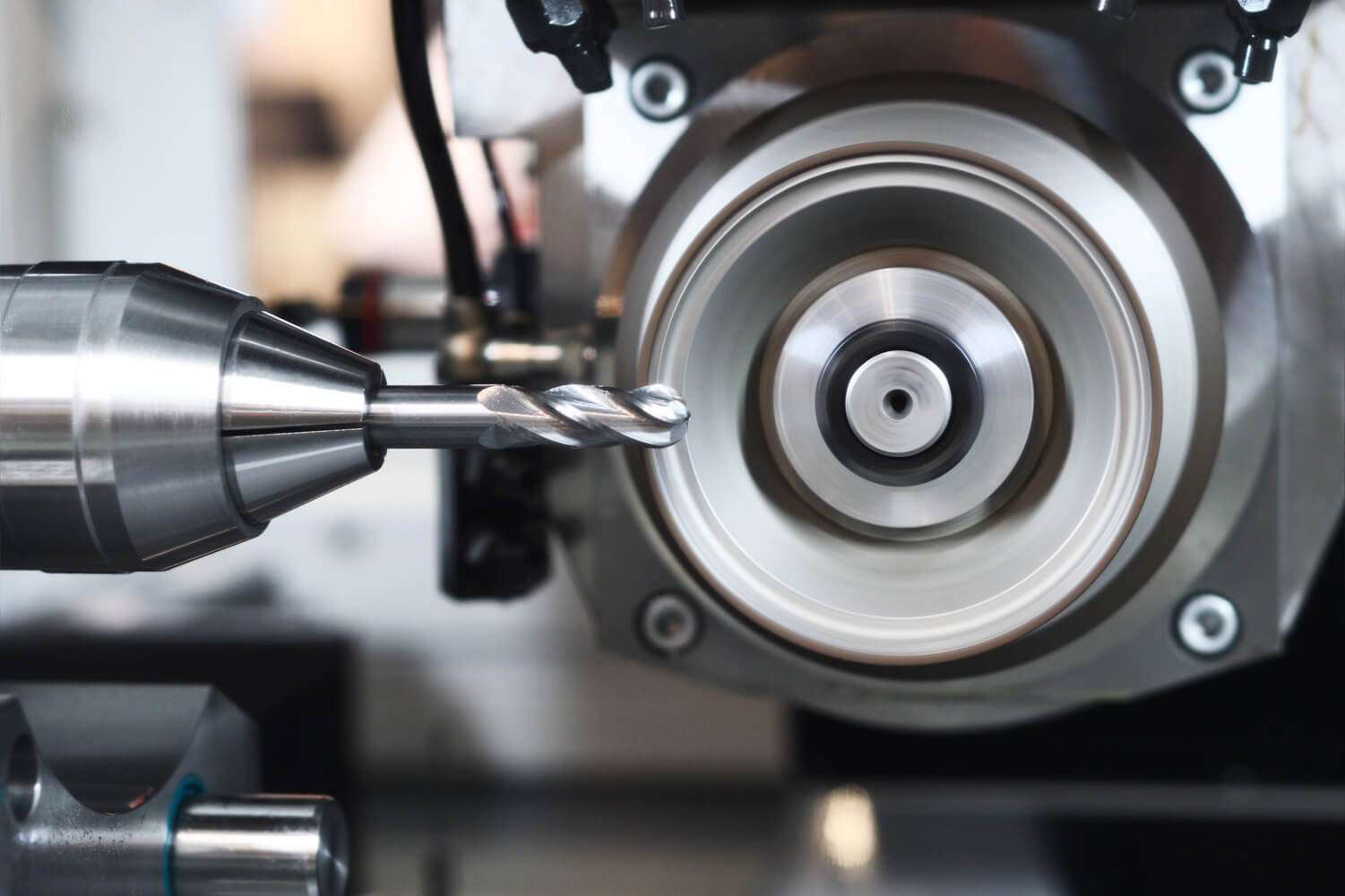
SMART CUT® resin bond diamond wheels are engineered to maximize blade life while maintaining your desired cut quality and speed. These blades offer numerous advantages, including unmatched cut quality that often eliminates the need for secondary finishing operations. They feature a faster and freer cutting speed, generate less heat, and apply minimal stress to the material.
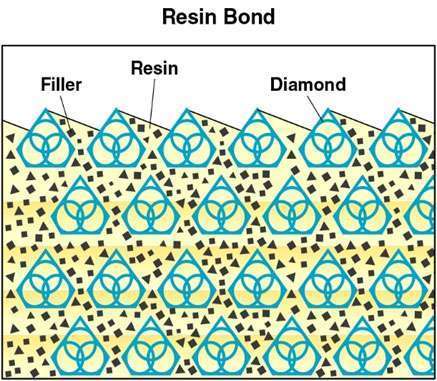
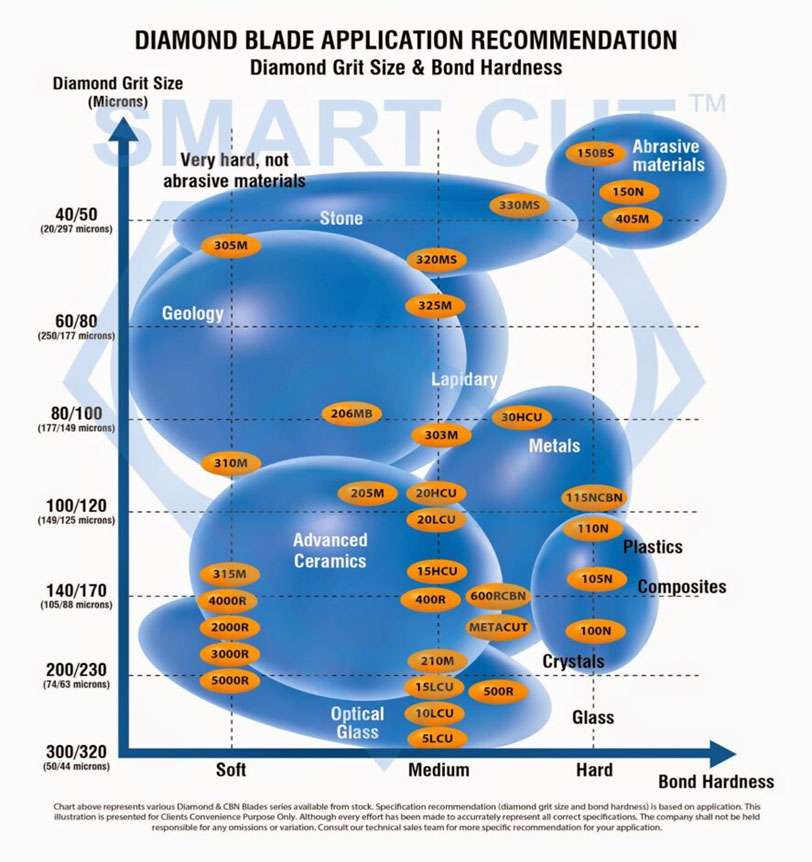
Manufactured using phenolic resin as the binder and diamond abrasive as the cutting medium, these blades incorporate ceramic and other advanced components as fillers. SMART CUT® Resin Bond Bond Diamond Cut off Blades & Wheels are produced using an advanced molding process and can be customized various geometries, diamond sizes, concentrations, and bond hardness to fit your particular objectives.
We recommend using with coolant such as SMART CUT® water soluable coolant. Their unique bond formulation and design minimizes chipping and material deformation, improving surface finish while maximizing cutting performance and coolant retention. SMART CUT® Resin Bond Blades are known for their longevity, surpassing any other Resin Bond Blades in the industry.
Application
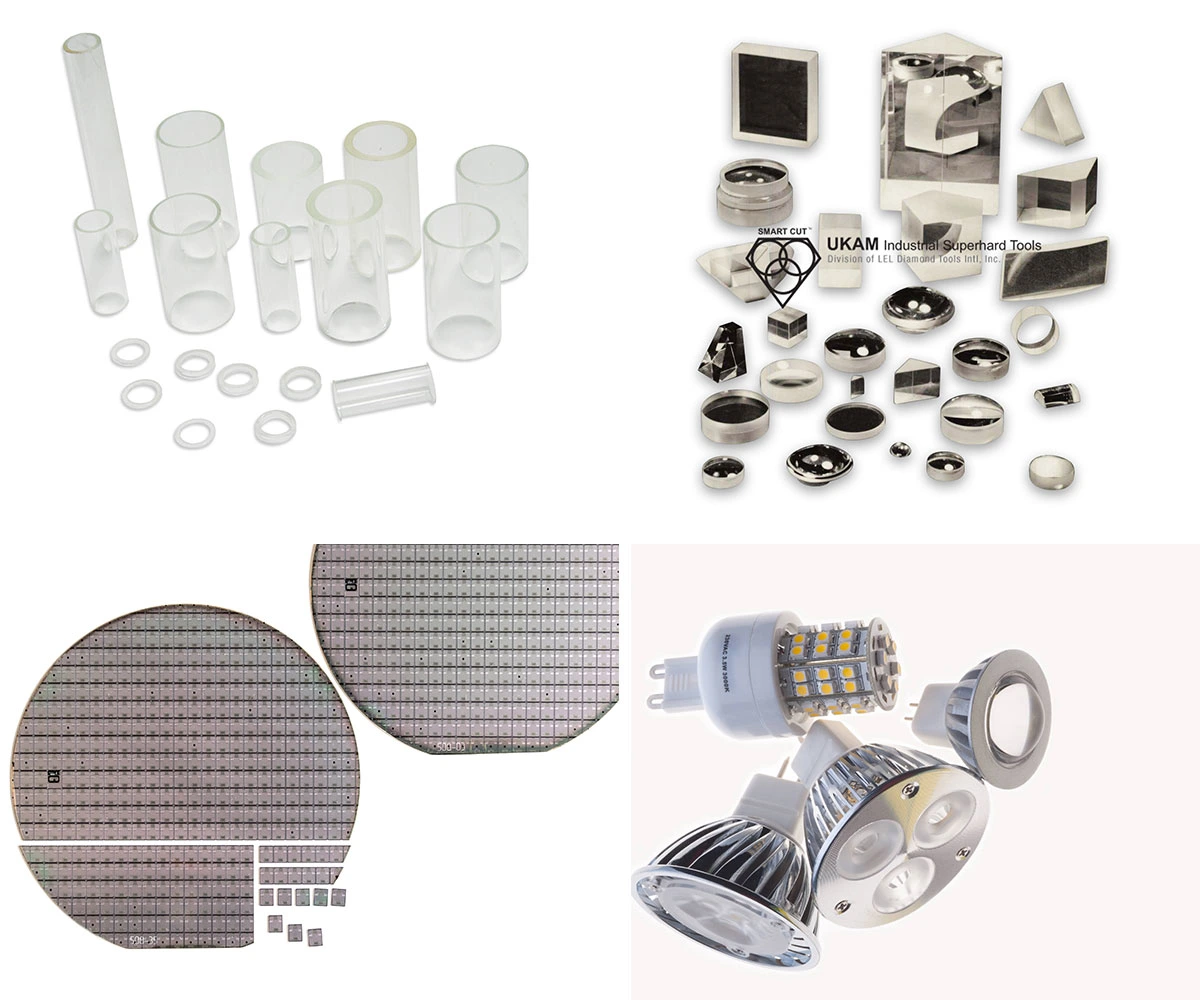
- Quartz
- Pyrex
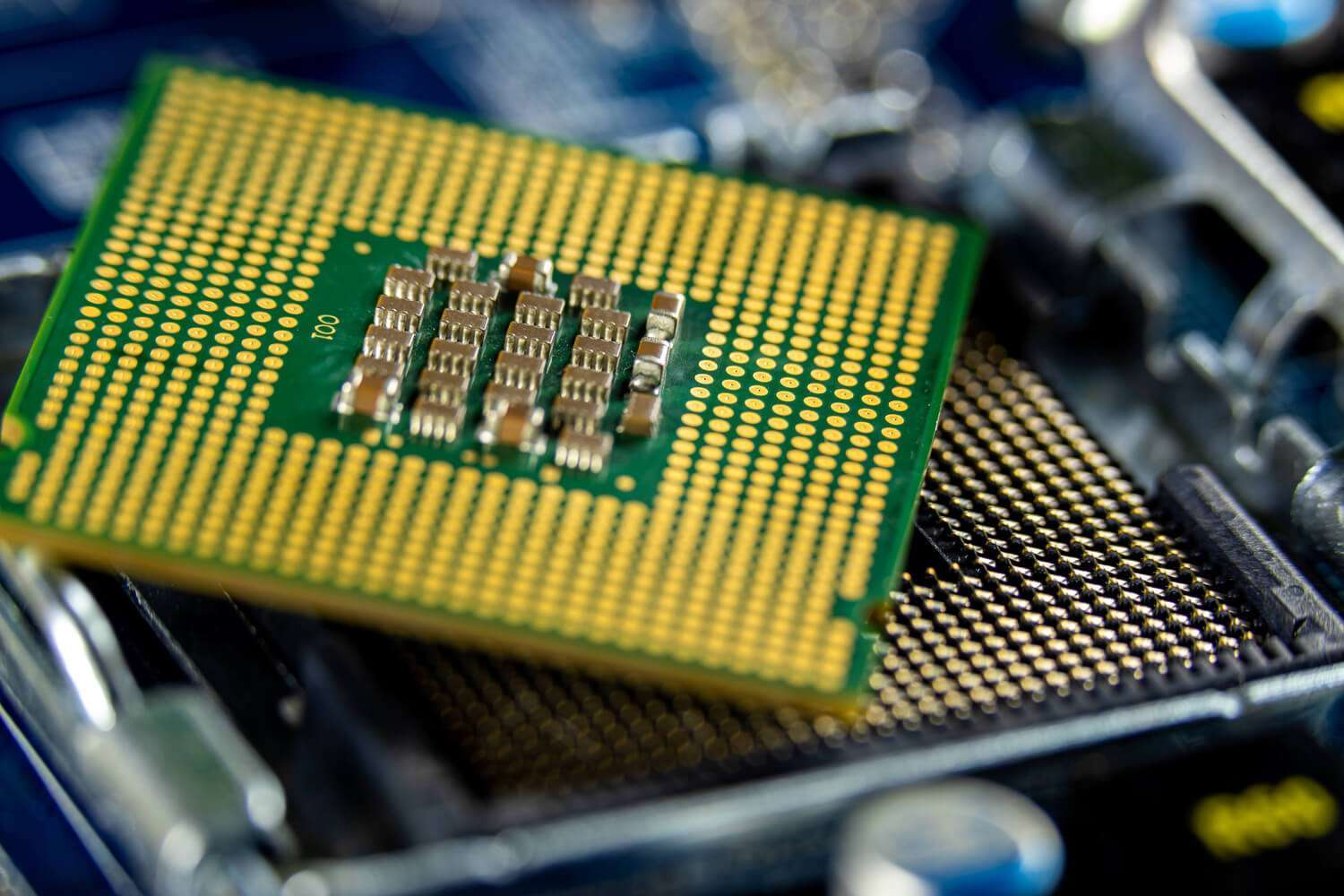
- Wafers
- Substrates
- Crystals
- Lithium Niobate
- Indium Phosphide (InP)
- Germanium
- Fuse Slilica
- Gallium Arsenide (GaAs)
- Silicon Wafers
- Optical Glass
- Pzt Ceramic
Bond Type: Resin Bond
Diamond Type: Synthetic
Diameters Range: 7″ (177.8mm) to 16″ (406.4mm)
Standard Inside Diameters: 5/8″ (15.875mm), 3/4″ (19.05mm), 1″ (25.4mm), 1.25″ (31.75mm), 32mm, we can also machine any inside diameter needed same day
Kerf Thickness: .050″ (1.27mm) to .095″ (2.41mm)
Concentration: High
diamond depth/height: 8.5mm
Core Type: Steel
Tolerances on Kerf Thickness:
RPM’s range: 1,000 to 10,000 (based on diameter of the blade)
Recommended Coolant: SMART CUT water soluble coolant
































")
")




 or finer.")