











































SMART CUT® Water Soluble Coolant Usage Recommendations

Table of Contents
ToggleTrusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide
Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


Mixing Ratios, Process, Best Practices, & Optimization
This usage guide will cover most aspects of coolant use, including mixing ratios, the mixing process, best practices, and optimization strategies. We will start by discussing the proper mixing ratios that balance lubrication and cooling efficiency, tailored to different materials and cutting conditions. Then, we will cover into the mixing process, focusing on how to achieve a consistent mixture, and the importance of water quality and temperature.
Following that, we will discuss best practices for maintaining and adjusting coolant to ensure it performs well over time. Lastly, we'll look at how to optimize coolant use to enhance tool life and operational efficiency.
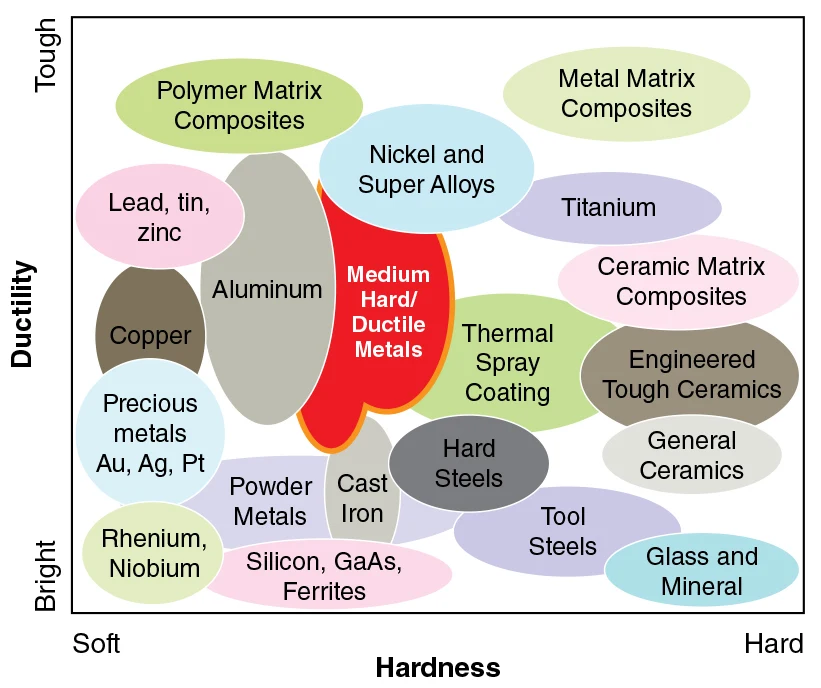
Understanding the Right Coolant Concentration For your Application & Material Hardness
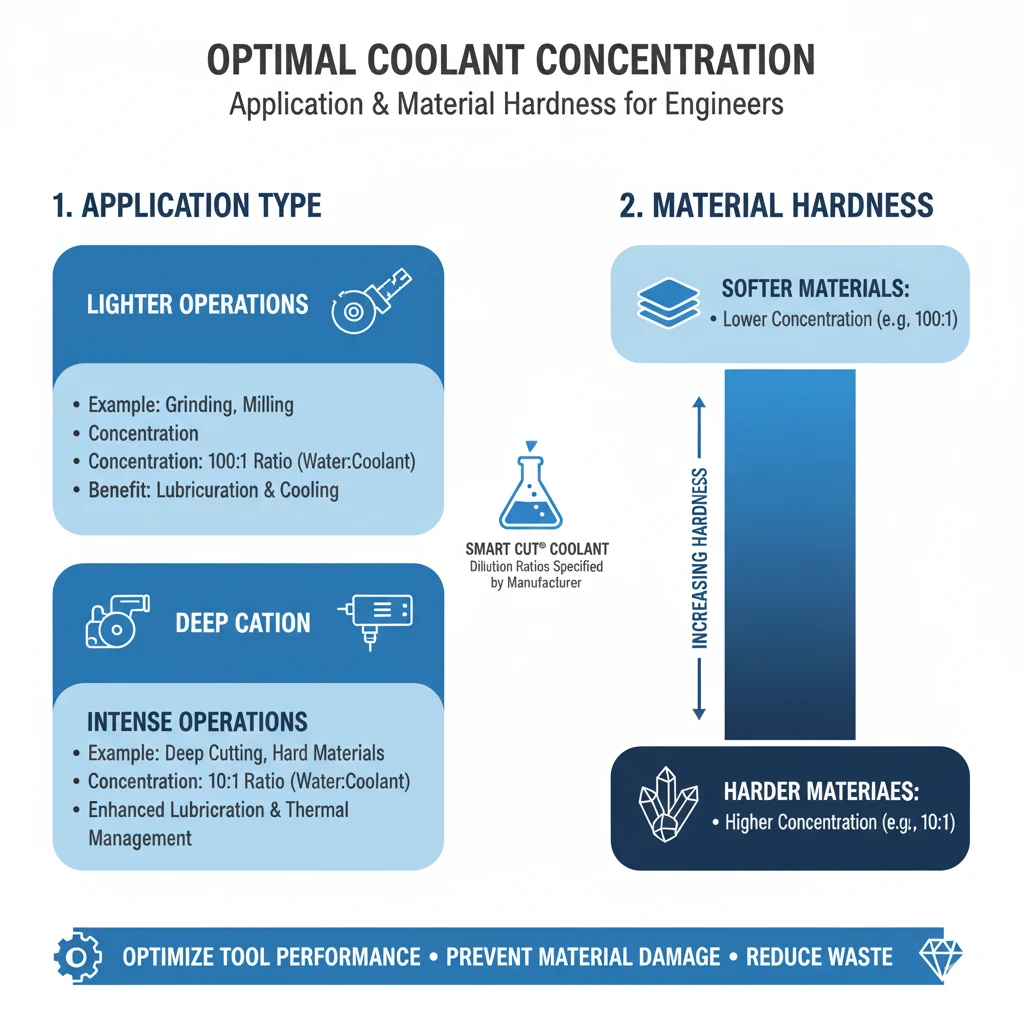
Coolant mixing ratios play a crucial role in optimizing the performance of cutting, drilling, grinding, and milling operations. They primarily serve two purposes: providing lubrication to reduce friction and heat generation, and aiding in cooling to prevent overheating, which can lead to tool wear or material damage. The correct ratio of coolant to water varies depending on both the application and the hardness of the material being worked on.
Before mixing, it is important to determine the demands of your specific operation. Lighter operations, such grinding or milling, generally require less concentration and can effectively operate with a dilution ratio of approximately 100:1 (water to coolant). This lighter mix ensures adequate lubrication and cooling without excessive waste.
For more intense operations, including deep cutting, high-volume production, or cutting of particularly hard materials, a stronger concentration is beneficial. A 10:1 ratio provides enhanced lubricative properties and improved thermal management, protecting both the tool and workpiece from heat-related damage and wear. Mixing (dilution) ratios for the SMART CUT® Water Soluble Coolant are specified for different applications and material hardness as follows:
By Application:




|
Application |
Range (Ratio) |
Description |
|---|---|---|
|
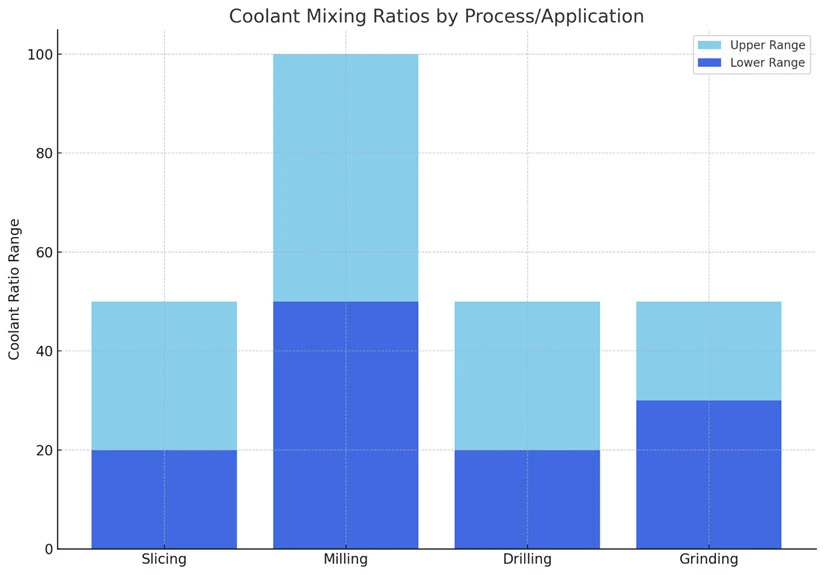
Slicing |
1:20 to 1:50 |
For precision and fine finish, lower concentration for softer materials, higher concentration for tougher materials. |
|
Milling |
1:50 to 1:100 |
Varies greatly in material removal and heat generation. Softer materials use diluted mix, harder materials need a stronger mix. |
|
Drilling |
1:20 to 1:50 |
Requires effective heat dissipation and swarf removal. Stronger mix for deeper holes and harder materials. |
|
Grinding |
1:30 to 1:50 |
Generates heat and wear, a moderately strong concentration is recommended for tougher or more abrasive materials. |
By Material Hardness:
|
Material Hardness |
Recommended Ratio |
Description |
|---|---|---|
|
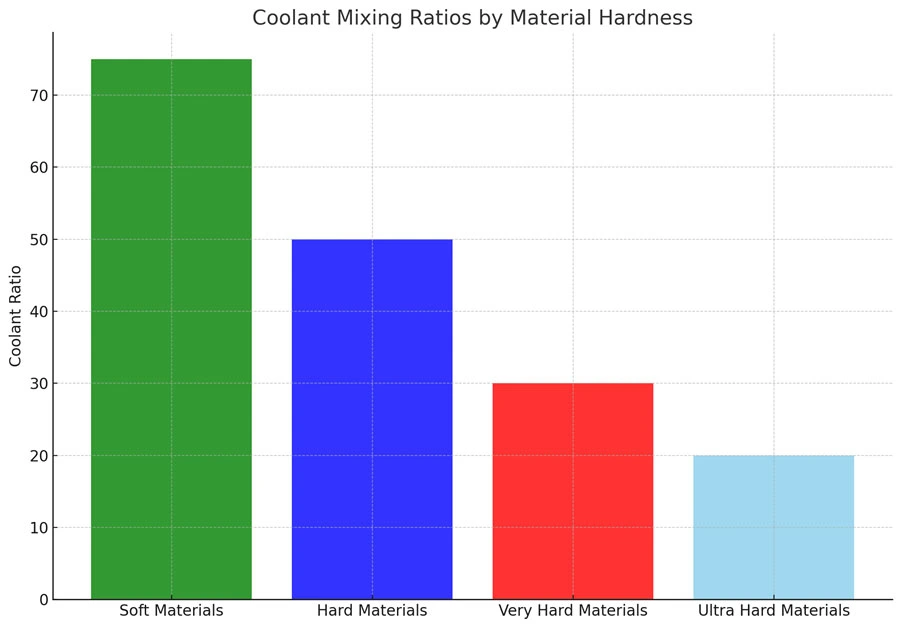
Soft Materials |
1:75 |
Soft materials require less lubrication and cooling, more diluted mix ensures cost efficiency. |
|
Hard Materials |
1:50 |
Hard materials need balance between cooling and lubrication, extending tool life and maintaining integrity. |
|
Very Hard Materials |
1:30 |
Very hard materials need stronger coolant to reduce tool stress and prevent thermal damage. |
|
Ultra Hard Materials |
1:20 |
Ultra hard materials need the strongest mix for maximum cooling and lubrication, preserving tool durability. |


These ratios indicate how many parts of water should be mixed with one part of the coolant. For example, a 1:20 ratio means one part coolant to twenty parts water. The selection of the specific ratio within the given range depends on the severity and specific requirements of the cutting operation, as well as the hardness of the materials being processed.
Mixing Ratios by Application:
Slicing (1:20 to 1:50): Slicing operations often require high precision and minimal surface damage. Softer materials such as plastics, ceramics, or thin metals can typically use a lower coolant concentration (1:50), providing just enough lubrication to maintain efficiency without wasting coolant. However, tougher materials, such as hard ceramics, composites, and high-strength alloys, may require a stronger concentration (1:20) to prevent excessive heat buildup and to ensure a smooth, clean cut with minimal friction. In slicing applications, the main concern is balancing cutting speed with high-quality surface finishes, so the coolant mix helps in achieving this balance.
Milling (1:50 to 1:100): Milling operations are characterized by the removal of material through high-speed rotation, which generates significant heat.
When machining softer materials such as plastics or light metals, a more diluted coolant mixture (1:100) is often sufficient. This helps manage costs without compromising performance. However, as material hardness increases, such as in the case of high-carbon steels or composites, a more concentrated mix (1:50) is needed. This ensures sufficient cooling, reduces the potential for thermal damage, and enhances tool life by reducing the likelihood of overheating or excessive wear.
Drilling (1:20 to 1:50): Drilling, especially in deep-hole operations, demands a coolant mix that provides effective heat dissipation and efficient removal of debris (swarf). When drilling into softer materials, a diluted coolant mix (1:50) is typically adequate. For hard or very hard materials such as stainless steel, titanium, or ceramics, a stronger mixture (1:20) is essential. This stronger mix ensures that the drill bit stays cool, minimizing wear and preventing thermal damage, which is critical in maintaining the efficiency and precision of drilling operations. Coolant also helps prevent the drill bit from becoming stuck or binding within the material, ensuring a smooth operation.
Grinding (1:30 to 1:50): Grinding generates high levels of heat due to the friction between the grinding wheel and the workpiece. This heat can lead to material burn or tool degradation if not properly managed. Softer materials, such as certain metals or composites, can generally use a more diluted mix (1:50) to keep costs down and still achieve effective results. For harder materials like carbide, ceramics, or hardened steels, a stronger mixture (1:30) is often required. This ensures adequate cooling and lubrication, prolonging the lifespan of the grinding wheel and improving the surface finish of the workpiece by reducing the likelihood of heat-induced cracks or surface damage.
Mixing Ratios by Material Hardness:
The hardness of a material significantly influences the type of coolant ratio needed. Harder materials generate more heat during cutting, grinding, or drilling, thus requiring more concentrated coolant mixtures to prevent overheating, which can lead to premature tool wear or damage to the material.
Material Hardness Ranges:
|
Material Category |
Mohs Hardness Range |
Rockwell C Hardness Range |
|---|---|---|
|
Soft Materials |
1 to 3 |
Less than 40 HRC |
|
Hard Materials |
4 to 6 |
40 to 60 HRC |
|
Very Hard Materials |
7 to 8 |
60 to 70 HRC |
|
Ultra Hard Materials |
9 to 10 |
Greater than 70 HRC |
Soft Materials (1:75): Soft materials, such as certain plastics, softer metals (e.g., aluminum), and rubber, do not generate as much heat during machining operations. As a result, they do not require a high concentration of coolant. A more diluted mixture (1:75) ensures that the material is adequately cooled while preventing overuse of coolant, which can increase operational costs without adding significant benefits. This lower concentration is effective for soft materials as it provides the necessary lubrication while reducing friction, which can lead to cleaner cuts and reduced tool wear.
Soft Materials - Examples
|
Material |
Mohs Hardness |
Type/Category |
Rockwell C |
Recommended Dilution Ratio (Coolant) |
|---|---|---|---|---|
|
Talc (Soapstone) |
1 |
Mineral |
Less than 40 HRC |
1:75 to 1:100 (more diluted mix) |
|
Gypsum |
2 |
Mineral |
Less than 40 HRC |
1:75 to 1:100 (more diluted mix) |
|
Calcite |
3 |
Mineral |
Less than 40 HRC |
1:75 to 1:100 (more diluted mix) |
|
Expanded Polystyrene (EPS) |
1-2 |
Synthetic Composite |
Less than 40 HRC |
1:75 to 1:100 (more diluted mix) |
|
Fiberglass Composites (Low Density) |
2-3 |
Reinforced Composite |
Less than 40 HRC |
1:75 to 1:100 (more diluted mix) |
|
Polyurethane Foam Composites |
1-2 |
Synthetic Composite |
Less than 40 HRC |
1:75 to 1:100 (more diluted mix) |
Hard Materials (1:50): Hard materials, such as mild steel, tool steels, or hardened alloys, require a more balanced coolant mix (1:50). The primary concern with these materials is achieving effective lubrication and cooling. A ratio of 1:50 strikes an ideal balance between reducing friction and heat generation while extending tool life. This ratio helps maintain the integrity of the cutting edge, reduces the risk of workpiece distortion, and ensures a smoother finish by preventing excessive heat buildup.
Hard Materials (Examples)
|
Material |
Mohs Hardness |
Type/Category |
Rockwell C |
Recommended Dilution Ratio (Coolant) |
|---|---|---|---|---|
|
Hardened Steel (e.g., AISI 4140) |
5-6 |
Metal |
45-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Glass |
5-6 |
Mineral |
50-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Bronze |
4-6 |
Metal |
40-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Maraging Steel |
6 |
Metal |
50-60 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Tool Steel (Non-Hardened) |
5-6 |
Metal |
40-50 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Copper Alloys (e.g., Brass) |
4-5 |
Metal |
40-50 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Titanium Alloys |
5-6 |
Metal |
45-60 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Aluminum Alloys (e.g., 7075) |
4-5 |
Metal |
40-50 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Carbon Steel (e.g., AISI 1045) |
5-6 |
Metal |
45-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Nickel Alloys |
5-6 |
Metal |
45-60 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Molybdenum (Mo) |
5-6 |
Metal |
45-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Tungsten Alloys |
5-6 |
Metal |
45-60 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Zirconia (ZrO2) |
6 |
Ceramic |
50-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Jadeite (Type of Jade) |
6 |
Mineral |
50-60 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Granite |
5-6 |
Igneous Rock |
50-60 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Quartzite |
6 |
Metamorphic Rock |
50-60 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Soapstone (Talc-Schist) |
5-6 |
Metamorphic Rock |
45-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Sandstone |
5-6 |
Sedimentary Rock |
45-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Flint |
5-6 |
Sedimentary Rock |
45-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
|
Basalt |
5-6 |
Igneous Rock |
45-55 HRC |
1:50 to 1:75 (diluted mix for softer materials) |
Very Hard Materials (1:30): When machining very hard materials like hardened steel, high-carbon steels, and advanced composites, the coolant mixture needs to be stronger (1:30). These materials require a high level of lubrication to reduce friction and prevent excessive wear on the tooling. In addition, a stronger coolant concentration helps in preventing thermal damage to both the material and the cutting tools, especially during aggressive cutting or when machining in deep cavities or blind holes. The 1:30 ratio provides the cooling necessary to maintain high cutting speeds and quality finishes when working with these challenging materials.
Very Hard Materials - Examples
|
Material |
Mohs Hardness |
Rockwell C |
Recommended Dilution Ratio (Coolant) |
|---|---|---|---|
|
Tungsten Carbide (WC) |
8.5 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Zirconium Diboride (ZrB2) |
8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Chromium Carbide (Cr3C2) |
8.5 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Silicon Nitride (Si3N4) |
8-9 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Alumina (Al2O3) |
8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Titanium Carbide (TiC) |
8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Tantalum Carbide (TaC) |
8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Cobalt Chromium (CoCr) |
7-8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Molybdenum Carbide (Mo2C) |
8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Rutile (TiO2) |
7-8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Hard Steel Alloys (e.g., D2 Tool Steel) |
8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Ferrochromium |
7-8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Hardened High-Speed Steel (HSS) |
7-8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Niobium Carbide (NbC) |
8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Vanadium Carbide (VC) |
8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Cerium Oxide (CeO2) |
7-8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Magnesium Silicate (Talcite) |
7 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Rhenium Alloys (e.g., ReW) |
7-8 |
60-70 HRC |
1:30 to 1:50 (moderately strong mix) |
Ultra Hard Materials (1:20): Ultra-hard materials such as tungsten carbide, ceramics, and diamond require the strongest coolant mixture (1:20). The extreme hardness of these materials generates significant heat during machining operations. Therefore, a high concentration of coolant is required to prevent overheating, which can lead to tool failure, material degradation, or dimensional inaccuracies. The 1:20 ratio ensures that these materials are properly lubricated, reducing friction, maintaining cutting efficiency, and preserving tool life while improving the overall surface finish of the workpiece.
Ultra-Hard Materials (Examples)
|
Material |
Mohs Hardness |
Rockwell C |
Recommended Dilution Ratio (Coolant) |
|---|---|---|---|
|
Diamond |
10 |
90-100 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Cubic Boron Nitride (CBN) |
9.5 |
80-95 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Polycrystalline Diamond (PCD) |
10 |
90-100 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Boron Carbide (B4C) |
9.5 |
70-80 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Silicon Carbide (SiC) |
9 |
60-75 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Titanium Diboride (TiB2) |
9 |
70-75 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Corundum (Al2O3) |
9 |
60-70 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Rhenium Diboride (ReB2) |
9 |
70-80 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Hafnium Carbide (HfC) |
9 |
70-80 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Carbides (Niobium, Vanadium) |
8-9 |
60-80 HRC |
1:20 to 1:30 (stronger mix for tougher materials) |
|
Silicon Nitride (Si3N4) |
9 |
70-80 HRC |
1:30 to 1:50 (moderately strong mix) |
|
Alumina (Al2O3) |
9 |
70-80 HRC |
1:30 to 1:50 (moderately strong mix) |
Mixing Process
The mixing process for coolants, particularly when preparing solutions like the SMART CUT® Water Soluble Coolant, is critical in ensuring optimal performance of both the coolant and the machinery it is used with. The quality of water used in the mix plays a significant role in the overall effectiveness of the coolant. Here’s a more detailed exploration of the water quality considerations:
Water Quality Importance: Using clean, soft water is important because hard water contains high levels of minerals, such as calcium and magnesium, which can lead to various operational challenges. These minerals tend to form scale deposits within the machinery's coolant system, including pumps and cooling lines.

Over time, these deposits can build up, potentially clogging the system and reducing the efficiency with which the coolant circulates. Furthermore, scale buildup can diminish the heat transfer capabilities of the coolant, which is essential for maintaining optimal machine performance and preventing overheating.
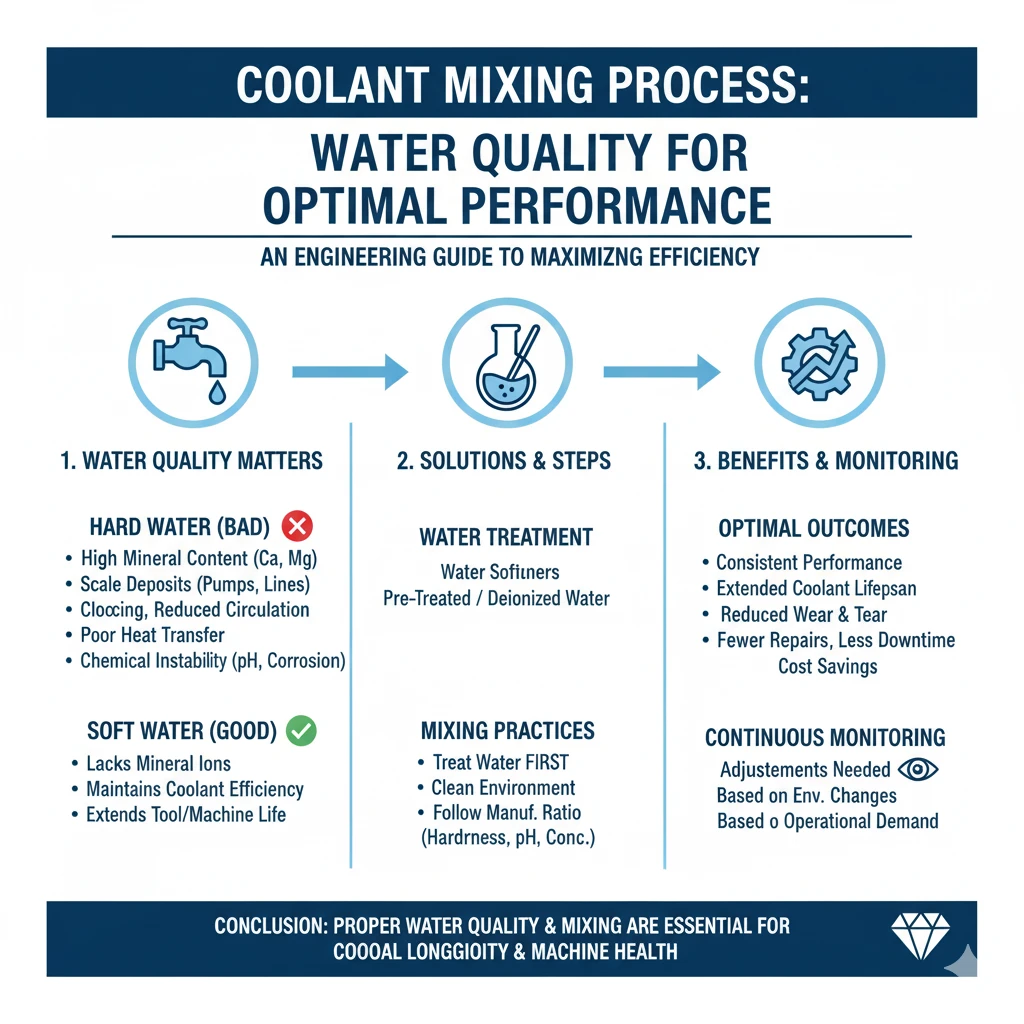
Consequences of Hard Water: In addition to causing clogs and reducing cooling efficiency, hard water can interfere with the chemical stability of the coolant. Certain minerals in hard water can react chemically with components of the coolant, altering its pH and corrosion inhibition properties. This not only reduces the coolant’s effectiveness but also can lead to increased wear and tear on the tools and machines, potentially resulting in costly repairs and downtime.
Using Soft Water: Soft water is preferred because it lacks the mineral ions that cause scaling and reactions in the cooling system. If naturally soft water isn't available, there are several practical solutions:
- Water Softeners: Installing a water softener in your coolant mixing system can be an effective way to reduce hardness. Water softeners replace calcium and magnesium ions with sodium ions, which do not form scale.
- Pre-Treated Water: For industrial applications, using pre-treated or deionized water can be a worthwhile investment. This water has been specially treated to remove not only hardness but also other impurities that might affect the performance of the coolant.
Practical Steps for Mixing Coolant: When mixing the coolant, ensure that the water is treated before adding the coolant concentrate. Mix in a clean environment to prevent any external contaminants from entering the solution. It’s important to follow the manufacturer’s guidelines regarding the ratio of water to coolant concentrate to achieve the desired concentration level. Regularly testing the mixed coolant for hardness, pH, and concentration will help maintain its quality over time, ensuring consistent performance and extending the lifespan of both the coolant and the machinery.
Regular Monitoring and Adjustment: Constant monitoring of water quality and coolant concentration is necessary to ensure ongoing effectiveness. Adjustments might be needed based on changes in water supply or variations in environmental conditions or operational demands.
Step By Step Instructions
Adding coolant concentrate to water requires careful attention to ensure the mixture is consistent and effective. Here’s a detailed approach to this process:
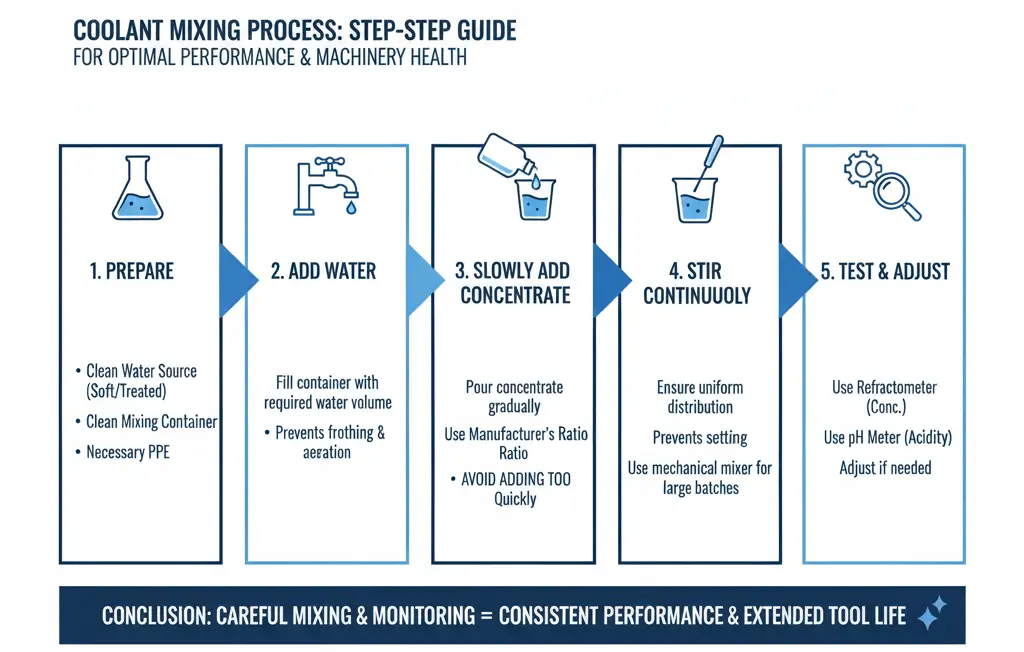
- When preparing your coolant solution, slowly adding the coolant concentrate to water while continuously stirring is essential. This method prevents the concentrate from settling at the bottom of the mixing container, which can lead to an uneven distribution of the coolant’s active ingredients. Settling can result in inconsistent cooling and lubrication properties, which could impact the performance of both the coolant and the machinery.
- Continuous stirring during the addition ensures that the chemical components of the coolant are evenly distributed throughout the water. This uniformity is crucial for the coolant’s performance as it ensures that every part of the coolant system receives the same level of protection and cooling properties, thereby avoiding hot spots and uneven wear on tools and machinery.
For larger batches, using mechanical mixers or stirrers can aid the mixing process by maintaining a consistent action that might be challenging to achieve manually. For smaller applications, a manual stirrer or a simple paddle can suffice, but care must still be taken to stir continuously and thoroughly.
- After mixing, it’s important to test the coolant mixture to ensure it has the correct concentration and chemical properties. Tools such as refractometers, pH meters, and conductivity meters are typically used for these tests. If initial tests show discrepancies from the desired coolant specifications, adjustments may be necessary.
Some common mixing errors include adding the coolant concentrate too quickly, which can cause excessive frothing and make it difficult to accurately measure the concentration. It can also lead to aeration that diminishes the coolant’s effectiveness. Additionally, insufficient stirring can create a gradient of concentration within the mixture, leading to less effective cooling and lubrication in areas that need it most. To avoid contamination, ensure that the water and mixing tools are clean before starting as impurities can alter the chemical balance of the coolant, affecting its performance and potentially damaging the machinery.
Keep the Right Temperature
When preparing coolant solutions, temperature considerations play a crucial role in maintaining the integrity and efficacy of the coolant. Mixing the coolant at room temperature is recommended because extreme temperatures can alter the chemical properties of the coolant, impacting its performance.
If the coolant is mixed in conditions that are too hot, it can lead to premature chemical reactions within the coolant. These reactions might degrade certain components of the coolant faster than intended, reducing its overall effectiveness and lifespan. For instance, higher temperatures can increase the rate of evaporation of some volatile components in the coolant, which may affect its ability to provide adequate lubrication and cooling.
On the other hand, mixing coolant in an environment that's too cold can affect its fluidity and mixing ability. Cold temperatures can thicken or partially solidify some components of the coolant, making it difficult to mix thoroughly. This can result in an uneven distribution of the coolant's ingredients, leading to inconsistent cooling and protection.
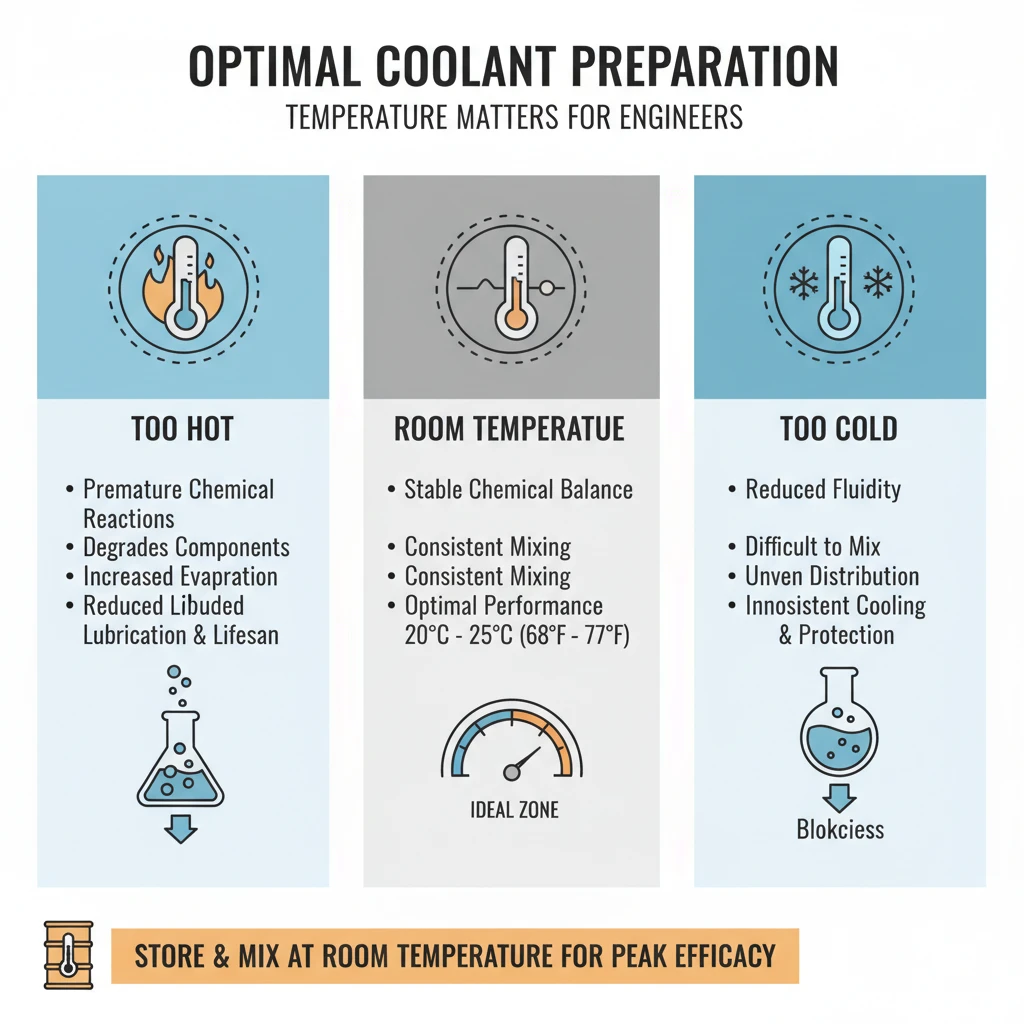
To ensure the coolant is mixed correctly, it is preferable to perform the mixing in a controlled environment where the temperature is stable around room temperature, typically between 20°C to 25°C (68°F to 77°F). This range helps to preserve the chemical balance of the coolant, ensuring that each component functions as intended.
Additionally, storing the coolant concentrate and the mixed coolant at room temperature is equally important to maintain its efficacy over time. Extreme temperatures in storage areas can also negatively affect the coolant, so it's crucial to monitor and regulate these conditions closely.
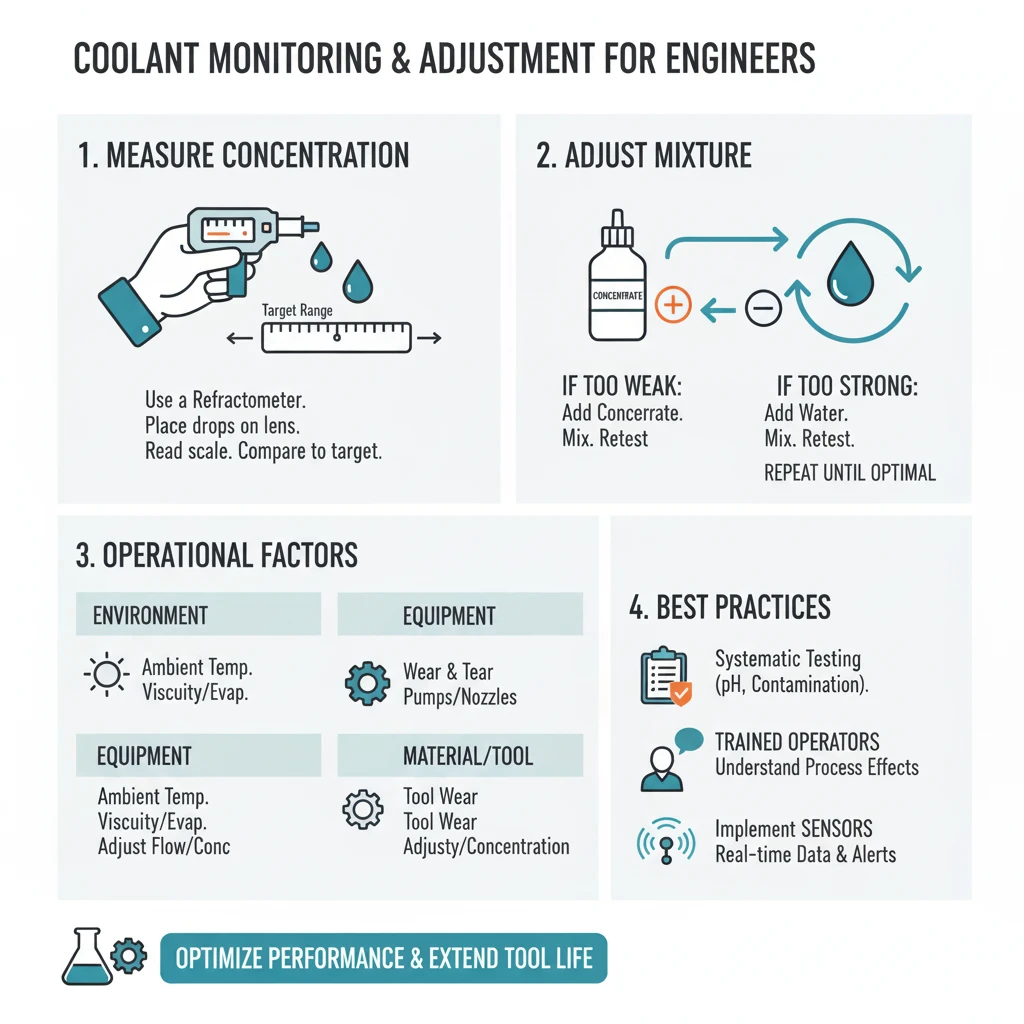
Monitoring and Adjusting
Testing and making adjustments to the coolant mixture are critical steps to ensure its effectiveness in the cutting process. After mixing, you should use a refractometer to measure the refractive index of the coolant, which directly correlates to its concentration. This test provides precise information on whether the coolant mix is too strong, too weak, or just right according to the intended specifications.
To perform the test with a refractometer, place a few drops of the mixed coolant on the lens. Close the cover plate to spread the fluid over the glass without air bubbles or dry spots, and look through the eyepiece towards a light source. The refractometer will display a line or shadow that indicates the refractive index of the coolant. This can be converted into concentration using a scale provided with the instrument.
Compare the refractometer reading to the target concentration range for your specific application. The range depends on factors such as the type of machining operation and the material being cut.

If the reading is below the desired concentration, add more coolant concentrate in small increments. After each addition, stir the mixture thoroughly to integrate the concentrate evenly. Test again after each adjustment until the desired concentration is achieved.
If the concentration is too high, slowly add water to dilute the mixture. Mix thoroughly after each addition of water and test the concentration again. Continue this process until the concentration reaches the appropriate level.
It's crucial to make adjustments in small increments to avoid overshooting the desired concentration, which can be as detrimental as having too low a concentration. Keep detailed records of the amounts of coolant concentrate or water added during adjustments. This documentation can help refine future mixes and reduce the need for extensive adjustments.
After any adjustment, if possible, allow the coolant to circulate through the system for a short period, and then perform another test. This ensures that the coolant is fully integrated and that the sample tested is representative of the entire batch.
We recommend for the operators to actively monitor performance and adjust accordingly during the cutting process. . Changes in ambient temperature can influence the viscosity and evaporation rate of the coolant. In warmer conditions, coolants may thin and evaporate faster, reducing their effectiveness in lubricating and cooling. In colder environments, the increased viscosity could hinder the coolant’s ability to flow into smaller gaps and effectively remove debris. Operators need to adjust the concentration or flow rate of the coolant to maintain optimal performance under these varying conditions.
The condition of the cutting equipment also plays a crucial role. Wear and tear on components such as pumps, hoses, and nozzles can alter the flow and spray patterns of the coolant, impacting its effectiveness. While regular maintenance helps, operators might still need to adjust coolant flow or concentration during operations to compensate for any inefficiencies that arise from the equipment's condition.
Different materials and cutting jobs may require variations in coolant application. For instance, a job involving porous materials might necessitate a higher flow rate to prevent the material from absorbing the coolant, whereas cutting more solid, dense materials might benefit from a more concentrated coolant to maximize lubrication and heat reduction.
As tools begin to wear, their cutting efficiency decreases, potentially generating more heat at the cutting site. Observing changes in tool performance can indicate when adjustments to the coolant’s flow or mix might be necessary to extend tool life and improve cut quality.
The type of material being cut significantly affects how the coolant behaves. Harder materials might require a more robust flow to manage heat, while softer materials might need finer adjustments to prevent flooding or over-lubrication, which can lead to surface finish issues. Implementing sensors to monitor temperature, flow rate, and concentration of coolants can provide real-time data that helps in making informed adjustments automatically or alerting operators when human intervention is needed.
Operators should be thoroughly trained not only in the technical aspects of the machines they operate but also in understanding how different factors affect machining processes. Experienced operators are more likely to notice subtle signs that indicate when adjustments are necessary. Systematic testing of the coolant properties like pH level, concentration, and contamination levels during operations can guide timely adjustments. Maintaining logs of adjustments and outcomes creates a valuable database for refining future operations.
Establishing feedback mechanisms where operators can report the efficacy of adjustments contributes to continuous improvement in machining processes and coolant management strategies.
Coolant Maintenance
Regular maintenance of the coolant system is essential for ensuring the long-term effectiveness and efficiency of machining operations. The coolant not only serves to reduce friction and heat during the cutting process but also plays a crucial role in the overall health of the machinery by preventing corrosion and wear. By regularly checking the coolant system for signs of contamination or degradation, operators can preemptively address issues that might otherwise lead to costly repairs or downtime.
Contamination of the coolant can occur from a variety of sources, including the accumulation of metal particles, dirt, and other debris from the machining process. Over time, these contaminants can affect the coolant's ability to function properly by altering its chemical composition and physical properties. This can result in reduced cooling and lubrication efficiency, increased tool wear, and even damage to the workpiece.
To effectively manage the coolant system, it is recommended to:

- Monitor Coolant Quality: Regular testing of the coolant’s pH, concentration, and cleanliness is critical. Tools like refractometers and pH meters can be used to check the concentration and acidity of the coolant, ensuring it remains within optimal ranges set by the coolant manufacturer.
- Inspect for Visual Signs of Contamination: Look for changes in the color or clarity of the coolant, which can indicate the presence of oil, excessive metal fines, or other contaminants. A cloudy appearance or unusual smells can also be signs that the coolant needs attention.
- Implement Filtration Systems: Using filtration systems helps remove particulate matter continuously. These systems can range from simple mesh filters to more complex magnetic or centrifugal separators, which are particularly effective in environments with high levels of metal debris.
- Schedule Regular Cleanouts: Depending on the volume of cutting and the environmental conditions, the coolant tanks should be cleaned out regularly to remove sludge and debris that settle at the bottom. This not only extends the life of the coolant but also maintains the efficiency of the cooling system.
- Replace Coolant Regularly: Follow the manufacturer’s guidelines for coolant replacement. Even with good maintenance, coolants break down and lose their effectiveness over time. If performance issues are noticed or if the coolant starts to degrade despite regular maintenance, it may be necessary to replace it more frequently.
- Educate Machine Operators: Training for operators on how to maintain and check coolant systems should be ongoing. Operators who understand what signs to look for can act swiftly to mitigate issues before they escalate.
Safety & Handling
Safety and handling protocols for coolants, such as the SMART CUT® Water Soluble Coolant, are crucial even if the coolant is labeled as biodegradable. Despite its eco-friendly designation, this coolant can still contain chemicals that may be irritating or harmful if exposed to the skin or eyes for prolonged periods.
Importance of PPE
When working with any chemical, including biodegradable coolants, wearing the right personal protective equipment (PPE) is essential to safeguard against potential hazards. Chemical-resistant gloves, such as those made from nitrile or neoprene, are necessary to prevent skin contact. Safety goggles provide critical eye protection, shielding the eyes from splashes, mists, or vapors that might arise during the mixing or application of the coolant. Depending on the extent of exposure, chemical-resistant aprons or coveralls might also be recommended to protect personal clothing and prevent coolant from contacting the skin.

Safe Handling Practices
Handling coolants safely requires more than just wearing PPE. Proper practices ensure that the coolant is used effectively without risking health or safety. Always add the coolant concentrate to water, not water to concentrate, to reduce the chances of a chemical reaction that could cause splashing or excessive vapor release. Ensure adequate ventilation in all areas where coolants are mixed and used to reduce the concentration of any hazardous vapors and help maintain a safe working environment. Coolants should be stored in clearly labeled, sealed containers to avoid any accidental misuse or contamination and kept in a cool, dry place away from direct sunlight and incompatible substances. Be prepared for potential spills by having appropriate spill containment and cleanup materials readily available, including absorbent materials, neutralizing agents for chemical spills, and secondary containment options to prevent the spread of a spill.
Training and Awareness
Educating employees on the potential hazards associated with the coolant they are using, how to handle it safely, and what to do in an emergency is critical. Training should cover the Material Safety Data Sheets (MSDS), which provide detailed information on the coolant’s chemical properties, hazards, handling precautions, and first aid measures. Additionally, staff should be trained on the proper response to exposure incidents, including first aid procedures and when to seek medical attention.
Coolant Filtration
Coolant filtration is a crucial aspect of diamond tool operations, ensuring that the coolant remains clean and effective. Proper filtration removes debris, swarf, and contaminants from the coolant, enhancing tool life and preventing issues like clogging, abrasive wear, and poor surface finishes. The quality of the coolant directly impacts the performance of the tool, the efficiency of the operation, and the quality of the finished product.
One issue is clogging, where debris and swarf accumulate in the coolant system, leading to clogged nozzles or filters. Clogging can obstruct the flow of coolant to the cutting zone, reducing cooling and lubrication efficiency. Another issue is abrasive wear, where contaminants in the coolant act as abrasive particles, accelerating wear on the tool and the workpiece. Abrasive wear can reduce tool life, increase maintenance costs, and degrade the quality of the finished product. A third issue is poor surface finish, where contaminated coolant leads to surface imperfections, such as scratches or pitting, on the finished product. This is particularly problematic in precision applications, where a high-quality surface finish is crucial.
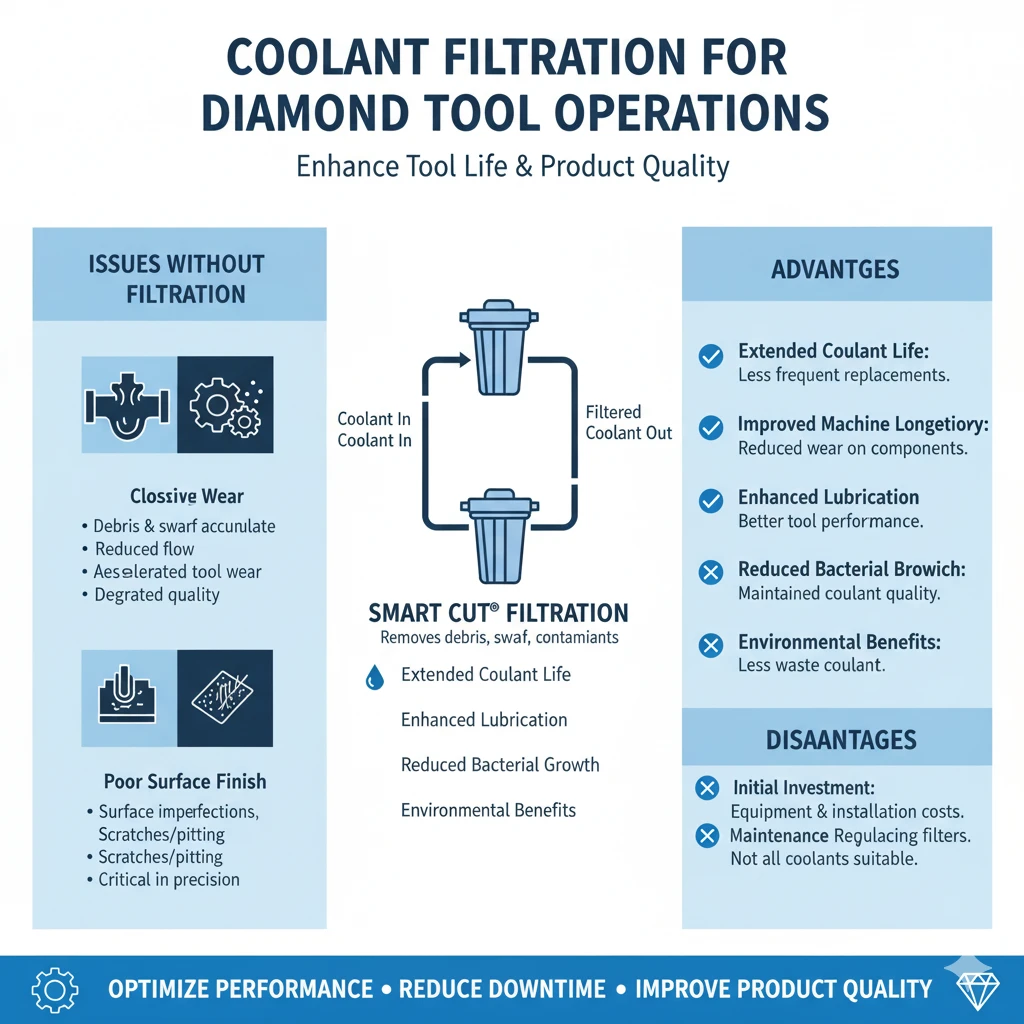
Filtering SMART CUT® water-soluble coolant offers several advantages and disadvantages. Here’s a detailed comparison:
Advantages:
- Extended Coolant Life: Filtering removes contaminants, allowing the coolant to last longer and reducing the frequency of replacements.
- Improved Machine Longevity: Clean coolant reduces wear on machinery components, potentially extending their operational lifespan.
- Enhanced Lubrication: Filtered coolant maintains its lubricating properties, leading to better tool performance and surface finishes.
- Reduced Bacterial Growth: Proper filtration helps minimize the conditions that foster bacterial growth, maintaining coolant quality.
- Environmental Benefits: By extending coolant life, you reduce the volume of waste coolant, lessening environmental impact.
Disadvantages:
- Initial Investment: Setting up a filtration system requires an upfront investment in equipment and installation.
- Maintenance Requirements: Filters need regular maintenance, including cleaning and replacing filter media, which can incur additional costs and labor.
- Compatibility Issues: Not all coolants are suitable for filtration; some may require specific types of filters or may not benefit significantly from filtration.
- Potential for Overcomplication: In some cases, especially with newer or well-maintained systems, the benefits of filtration may not justify the added complexity and cost.
To effectively filter SMART CUT® Water Soluble Coolant, it is essential to follow a structured approach to ensure that the coolant remains clean, efficient, and free of contaminants that could affect the performance of your machinery and tools.
Start with coarse filtration by using mesh filters, ideally in the range of 100-200 microns, to remove larger debris such as metal shavings, dust, and other coarse particles. This is the first line of defense in preventing the entry of larger contaminants into the coolant system, especially during operations like grinding, cutting, or drilling. It is important to clean or replace these filters regularly to maintain their effectiveness.
Next, move to fine filtration. After coarse filtration, a fine filter in the range of 5-10 microns should be employed to capture smaller particles that might have passed through the coarse filter. This step is critical for preventing the build-up of fine abrasive dust and grinding swarf, which could otherwise affect the cooling and lubrication properties of the coolant, as well as the machinery performance.

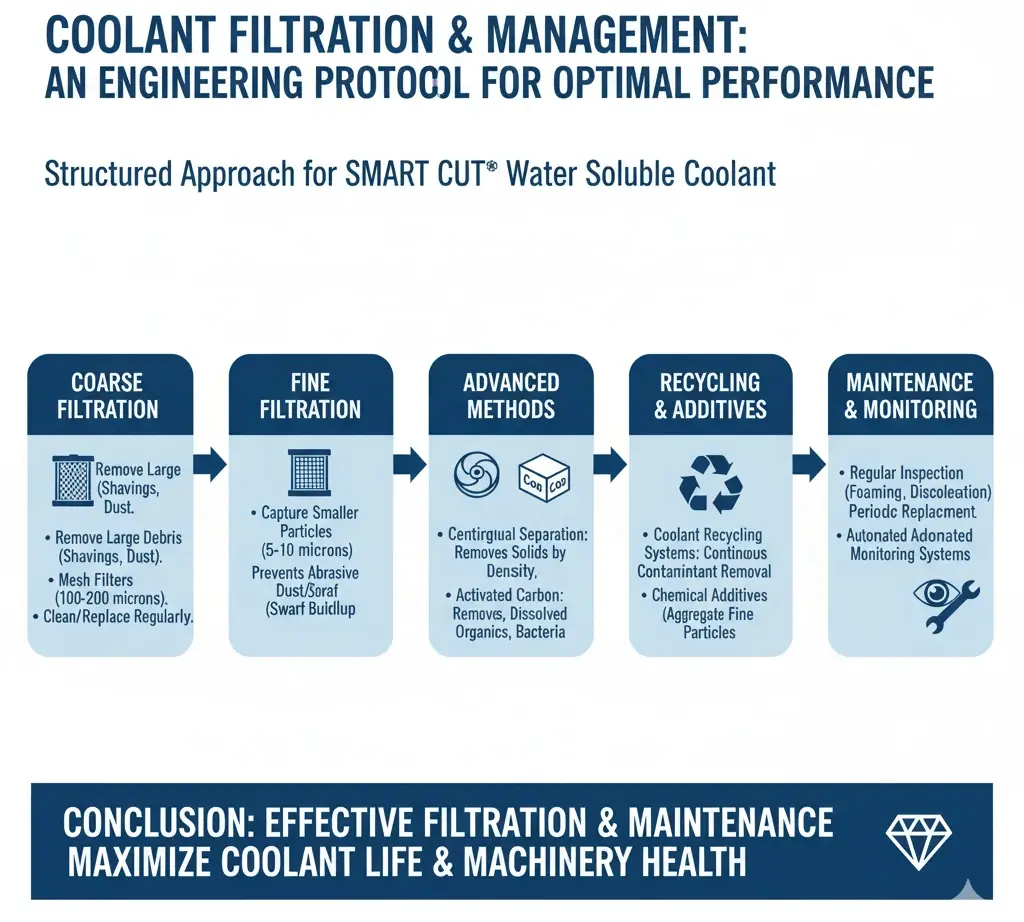
In larger systems, centrifugal filtration can be highly effective. A centrifugal separator uses high-speed rotation to separate suspended solids by density, helping to remove fine abrasives and other small particles from the coolant. This method not only helps maintain the cleanliness of the coolant but also reduces the likelihood of clogging in machine parts.
For more specialized filtering, activated carbon filtration may be considered, particularly if there are concerns about odors or dissolved contaminants, such as microorganisms or certain chemicals. Activated carbon can effectively remove organic impurities and prevent the growth of bacteria in the coolant, improving the overall quality and extending its lifespan.
To ensure continuous operation without the need for frequent coolant replacements, consider implementing a coolant recycling system. These systems typically combine fine filters, centrifuges, or electrostatic filters to continuously remove contaminants from the coolant, making it a sustainable and cost-effective solution for long-term use. It also helps to reduce waste and keeps the coolant performing at optimal levels.
If your coolant is heavily contaminated with fine particles, adding chemical additives, such as flocculants or coagulants, can help aggregate these particles into larger clusters, making it easier to filter them out. However, it’s important to use these additives with care and only when necessary to avoid disrupting the balance of the coolant.
Finally, regular maintenance and monitoring are crucial for ensuring the coolant remains in good condition. Inspecting the coolant periodically for signs of degradation—such as foaming, discoloration, or excessive buildup of particulates—will help you identify when maintenance is needed. Additionally, periodic replacement of the coolant is necessary, as even with effective filtration, coolant can lose its effectiveness over time due to chemical breakdown or excessive contamination.
Coolant Disposal
Proper disposal of used coolant is crucial for minimizing environmental impact, especially given the potential hazards associated with the chemicals in coolants. While SMART CUT® Water Soluble Coolant is biodegradable, which reduces its environmental footprint compared to non-biodegradable alternatives, it still requires careful handling to ensure that its disposal does not harm the environment.
Importance of Compliant Disposal
Coolants, after their effective life in the machinery, accumulate various contaminants including metals, oils, and other substances that can be harmful if released into the environment. It's essential to follow strict disposal protocols to prevent pollutants from entering waterways, soil, or other natural resources.

Each locality may have specific regulations that govern the disposal of industrial chemicals, and it's imperative for operators to be fully aware of and compliant with these regulations. Failure to comply not only poses environmental risks but can also lead to significant legal and financial penalties.
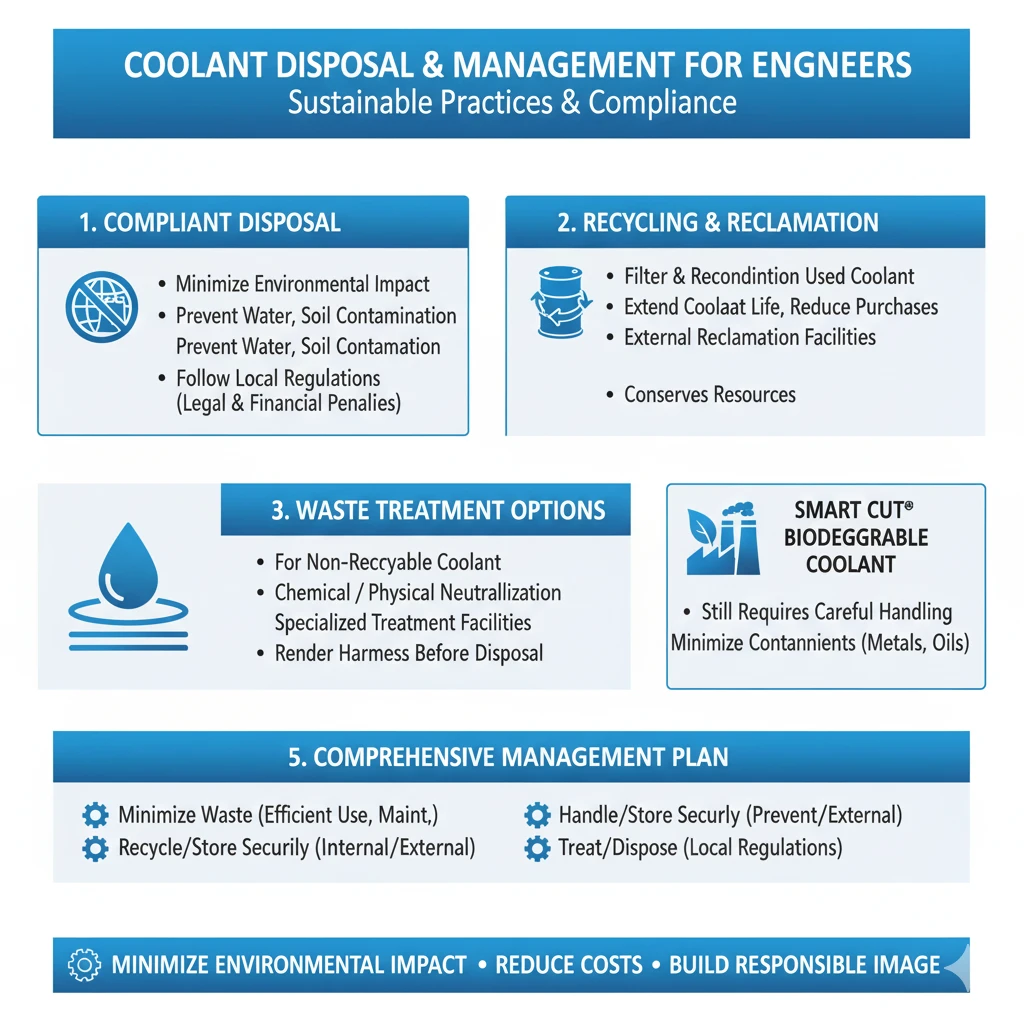
Recycling and Reclamation
Recycling used coolant is a beneficial practice, both economically and environmentally. Coolant recycling involves filtering the used coolant to remove impurities and then reconditioning it to restore its original properties. This process can significantly extend the life of the coolant, reduce the need for purchasing new coolant, and decrease the volume of waste needing disposal.
Reclamation facilities are equipped to handle and process large volumes of used coolant, ensuring that it is appropriately treated before being reintroduced into the operational cycle. This not only conserves resources but also reduces the environmental burden of manufacturing new coolant from raw materials.
Waste Treatment Options
For coolants that cannot be recycled, proper waste treatment is necessary. This often involves using chemical or physical methods to neutralize the harmful components of the coolant. Treatment facilities are equipped to handle such processes, ensuring that by the time the coolant is disposed of, it poses no risk to the environment.
Developing a Coolant Management Plan
Organizations should develop a comprehensive coolant management plan that includes:
- Procedures for minimizing coolant waste through efficient use and regular maintenance.
- Protocols for handling and storing coolant to prevent leaks and spills, which can be significant sources of contamination.
- Strategies for recycling or reconditioning coolant internally or partnerships with external facilities that can perform these services.
- Detailed plans for the proper treatment and disposal of coolant that cannot be recycled, in accordance with local environmental regulations.
Implementing such a plan not only ensures compliance with environmental laws but also promotes sustainable practices within the organization. It helps in building a corporate image that is coessentially focused on environmental responsibility, which can be beneficial in terms of customer perception and regulatory goodwill.
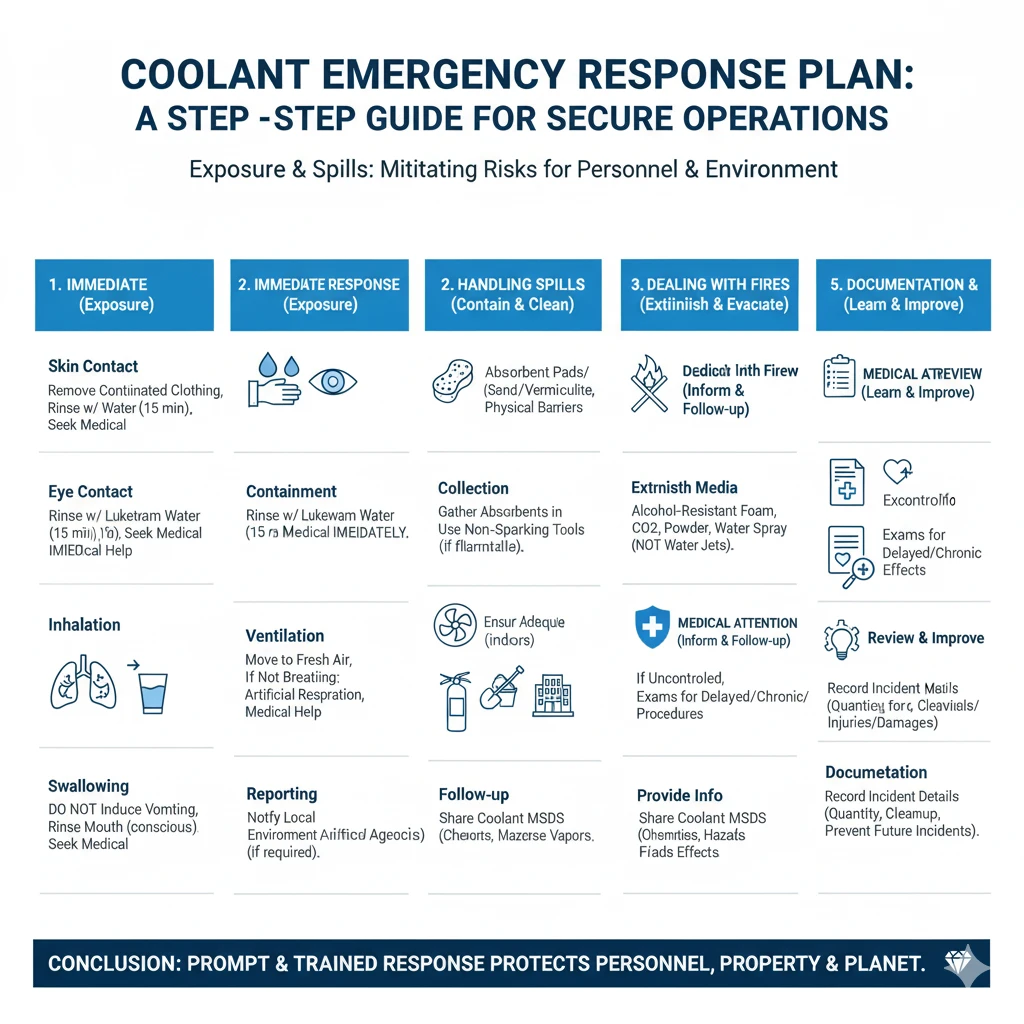
Emergences (exposure or spills)
In an emergency involving coolant exposure or spills, quick and effective action is crucial to mitigate any risks to health, safety, and the environment. Here's a detailed step-by-step response plan:
Immediate Response to Exposure: If there's skin contact with coolant, quickly remove any contaminated clothing and rinse the skin thoroughly with plenty of water for at least 15 minutes. If irritation persists, seek medical attention. For eye contact, rinse the affected eye(s) with clean, lukewarm water for at least 15 minutes, lifting the upper and lower eyelids occasionally. Seek medical attention immediately after rinsing. In cases of inhalation, move the affected individual to fresh air right away. If they are not breathing, administer artificial respiration and seek medical help immediately. If the coolant is swallowed, do not induce vomiting. Instead, rinse the mouth with water if the person is conscious and able to swallow, and seek medical attention immediately.

Handling Spills: Use appropriate containment materials like absorbent pads, sand, or vermiculite to prevent the coolant from spreading. For larger spills, use physical barriers or containment booms. Collect the absorbents and any contaminated soil or water in suitable containers for proper disposal. Use non-sparking tools to handle the cleanup if the coolant is flammable. Ensure the area is well ventilated, especially if the spill occurs indoors, to disperse any vapors or gases. Depending on the quantity and nature of the spill, it may be necessary to report the incident to local environmental agencies or other regulatory bodies.
Dealing with Fires: Use appropriate extinguishing media such as alcohol-resistant foam, CO2, powder, or water spray to tackle coolant fires. Avoid using water jets as they can spread the fire. If the fire cannot be controlled immediately, evacuate the area following established emergency evacuation procedures.
Medical Attention: Provide medical responders with as much information as possible about the coolant, including its Material Safety Data Sheet (MSDS), which outlines its chemical properties and associated hazards. Ensure that those affected by exposure receive follow-up medical examinations to detect any delayed or chronic effects associated with exposure.
Documentation and Review: Document all details of the incident, including the amount of coolant involved, the cleanup measures taken, and any injuries or damages incurred. After the emergency has been handled, review the response procedures with all relevant staff. Identify any gaps in the current emergency plan and make improvements to prevent future incidents.
Trouble Shooting Guide:
|
Issue |
Possible Cause |
Recommended Solution |
|---|---|---|
|
Excessive Heat Generation |
Insufficient coolant concentration for material hardness |
Increase coolant concentration (e.g., use 1:20 for tougher materials like ceramics or composites). |
|
Poor Cutting Performance (Slow Cuts) |
Too diluted coolant mixture |
Adjust coolant ratio to a stronger mix (e.g., use 1:20 for harder materials such as high-carbon steels or composites). |
|
Overheating of Equipment |
Low coolant flow rate |
Increase coolant flow to ensure proper cooling and swarf removal. Consider adjusting the equipment settings. |
|
Chatter or Vibration During Cutting |
Incorrect RPM for the material or tool |
Adjust the RPM to match the material and tool specifications. Ensure the tool is properly balanced. |
|
Tool Wear or Premature Failure |
Incorrect coolant ratio for material |
Use a stronger coolant mix (e.g., 1:30 to 1:50) for harder materials such as carbide or hardened steel. |
|
Poor Surface Finish |
Coolant mixture too strong or too weak |
Fine-tune the coolant mix based on the material type: use a lighter mix for softer materials and a stronger mix for hard materials. |
|
Excessive Wear on Tooling |
Incorrect or inconsistent coolant mixture |
Ensure the correct coolant mix is being used for the material type and application. |
|
Blockage of Cooling Channels |
Swarf buildup or excessive viscosity of coolant |
Regularly clean coolant lines and ensure that the correct coolant viscosity is maintained for each application. |
|
High Friction or Heat at Cutting Edge |
Inadequate lubrication from coolant |
Increase the coolant ratio to provide better lubrication and reduce friction at the cutting edge. |
|
Inconsistent Cutting Quality |
Variability in coolant mixture concentration |
Check the mixing process for consistency. Use accurate ratios for each material and verify coolant mixture consistency. |
|
Fluctuating Cutting Speed |
Incorrect coolant ratio or pressure inconsistency |
Adjust coolant pressure to maintain a constant flow rate. Ensure that the correct coolant mix is used for each material. |
|
Coolant Contamination |
Accumulation of foreign particles in the coolant |
Regularly replace coolant, filter out contaminants, and ensure no cross-contamination with other tools or materials. |
|
Streaking or Surface Imperfections |
Coolant mix not matched to material hardness |
Fine-tune the coolant mixture by selecting a ratio based on the hardness and abrasiveness of the material being cut. |
|
Coolant Evaporation |
Coolant temperature too high |
Ensure coolant is at the correct temperature for the operation. Consider using coolants with higher boiling points for high-heat operations. |
|
Clogged Filters or Pumps |
Filter or pump issues leading to poor coolant flow |
Regularly clean and maintain the coolant system, including filters and pumps, to ensure efficient coolant flow. |
|
Increased Cutting Force |
Tool dullness or material hardness mismatch |
Regularly check and replace dull tools. Match the cutting tool to the material type for optimal force and precision. |
|
Coolant Splatter or Mist |
High-pressure coolant delivery |
Adjust coolant pressure to reduce splatter or mist formation, and ensure that no air pockets or blockages are present. |
|
Excessive Foam Formation |
Incorrect coolant concentration or pump speed |
Decrease coolant concentration slightly or adjust pump speed to avoid excessive foam. |
|
Coolant Staining Workpiece |
Incompatible coolant with material |
Choose a coolant that is compatible with the material type to prevent staining, and regularly clean the workpiece. |
Need Help Selecting the Right Diamond
or CBN Tool for Your Application?
Our applications engineers will review your material, machine, and cutting parameters and recommend the optimal
Diamond or CBN Tool specification/solution for your application
Free consultation. No obligation.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990
American Based Manufacturer
Established in 1990
Custom manufacturing
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.
ARE YOU USING RIGHT TOOLS
FOR YOUR APPLICATION?
LET US
HELP YOU
HAVING ISSUES WITH
YOUR CURRENT TOOLS?
Knowledge Center

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

Diamond vs CBN (cubic boron nitride) Tools

What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.