Bond Type
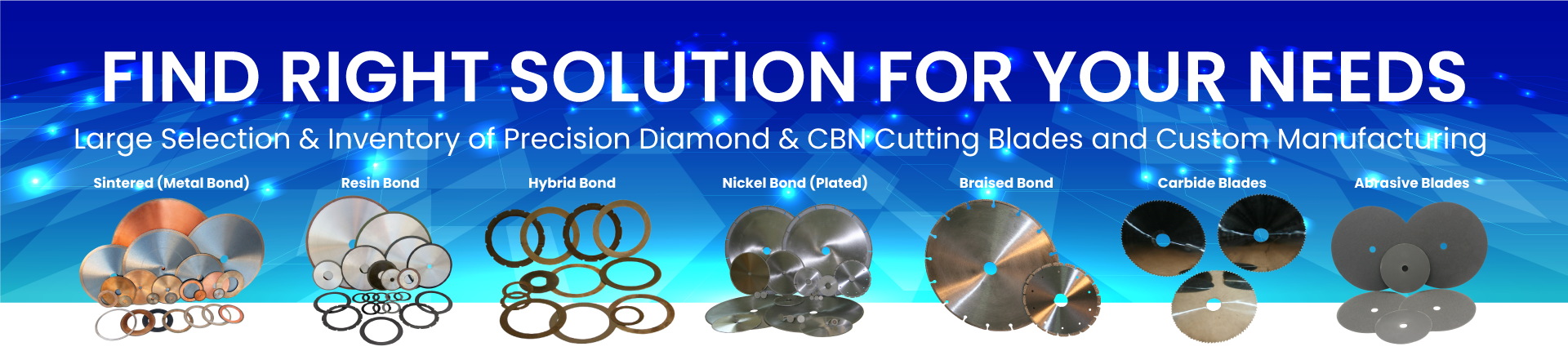
The bond type used in a diamond carving point plays a central role in determining its cutting characteristics, life span, surface finish quality, resistance to heat, and overall suitability for a specific material or application. In diamond carving points, the most common bond types include sintered metal bond, resin bond, electroplated (nickel bond), and brazed bond. Each of these offers distinct advantages and trade-offs depending on the hardness of the workpiece, complexity of the carving, and operational parameters such as feed rate, spindle speed, and cooling.
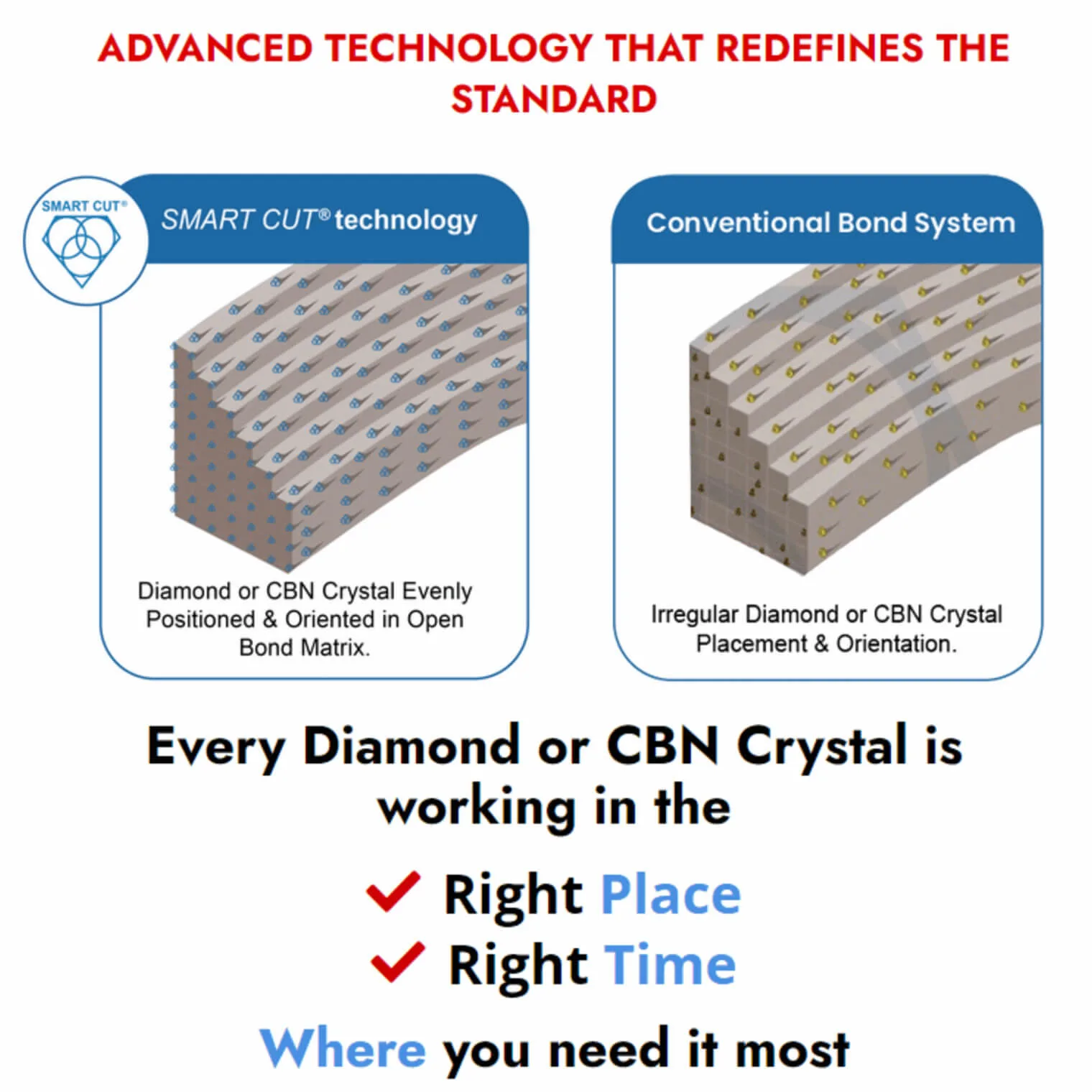
Sintered metal bond diamond carving points are manufactured by sintering a blend of metal powders with diamond crystals under high pressure and temperature, creating a dense, durable structure. These carving tools are engineered for longevity and are ideal for use on extremely hard, abrasive materials such as alumina, zirconia, silicon carbide, and technical ceramics. Their primary advantage lies in their extended tool life and ability to maintain performance under high loads and continuous-duty operations. However, they tend to generate more heat and require higher cutting forces compared to other bond types. Because the diamond particles are embedded throughout the body of the tool, sintered tools can be dressed periodically to expose new layers of diamond, making them especially valuable for long-term use in industrial environments.
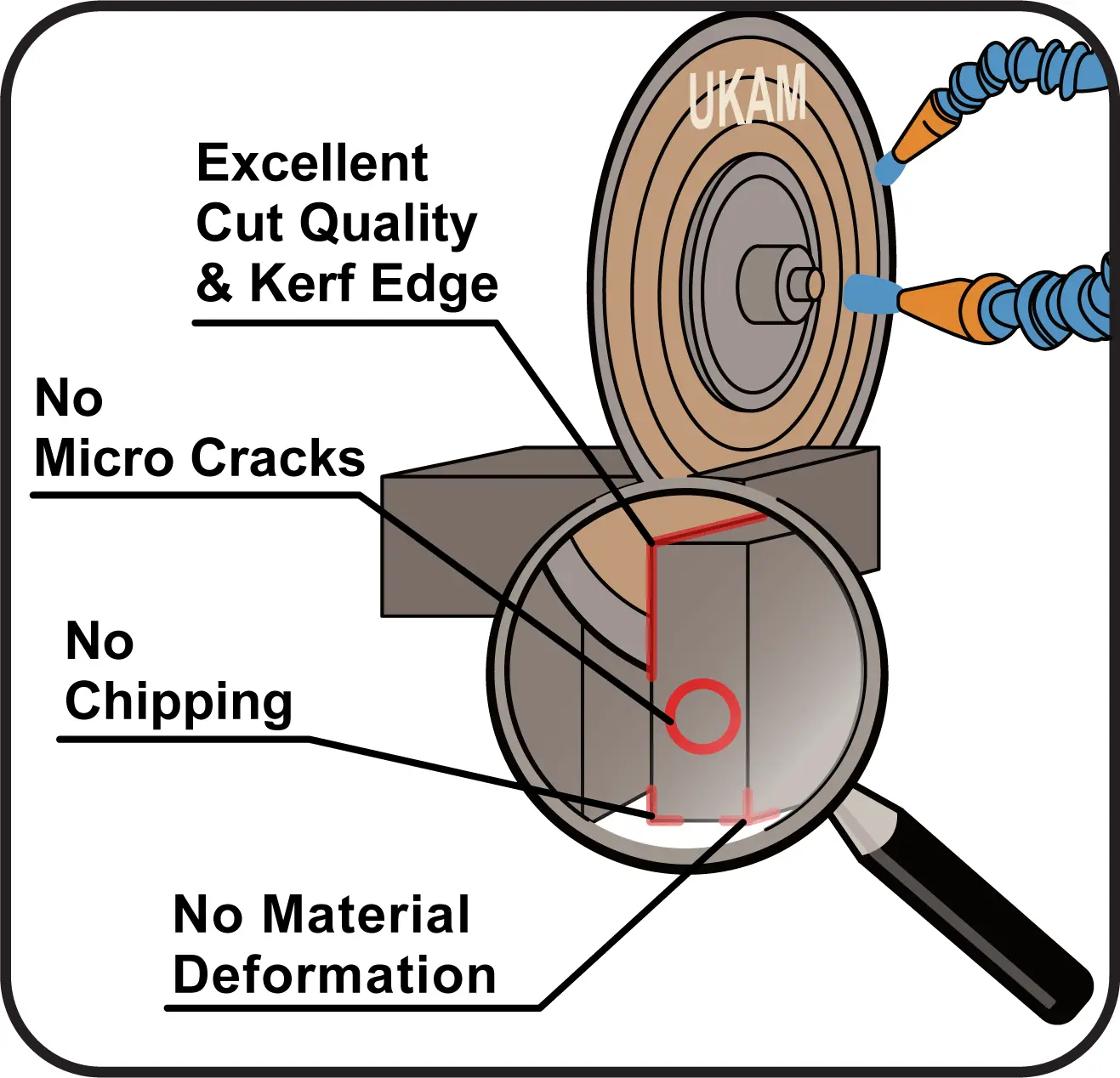
Resin bond diamond carving points, by contrast, are made by mixing diamond abrasives with a polymer-based resin, typically phenolic or polyurethane. These tools produce a smoother, more forgiving cut and are ideal for applications that require a delicate touch, particularly on brittle, heat-sensitive materials such as glass, quartz, sapphire, and other crystals. Resin bonds offer excellent surface finish and produce significantly less heat during carving operations. They are often the bond of choice for applications where chipping, microfracturing, or thermal stress must be avoided. The trade-off is that resin bond carving points wear faster than sintered tools and are generally less suitable for heavy-duty or high-load operations.
Electroplated diamond carving points, also referred to as nickel-bonded tools, consist of a single exposed layer of diamond particles attached to the surface of the tool using an electroplating process. These tools offer extremely aggressive, sharp cutting action and are ideal for rapid material removal, shaping, and profiling. They are particularly effective in soft-to-medium-hard materials and are widely used in applications where intricate detail and fast results are required. Electroplated tools do not require dressing, as the diamonds are fully exposed from the beginning of the tool’s life. However, they have a much shorter life expectancy, as there is no diamond layer beneath the plated surface. Once the diamond layer is worn, the tool must be replaced.
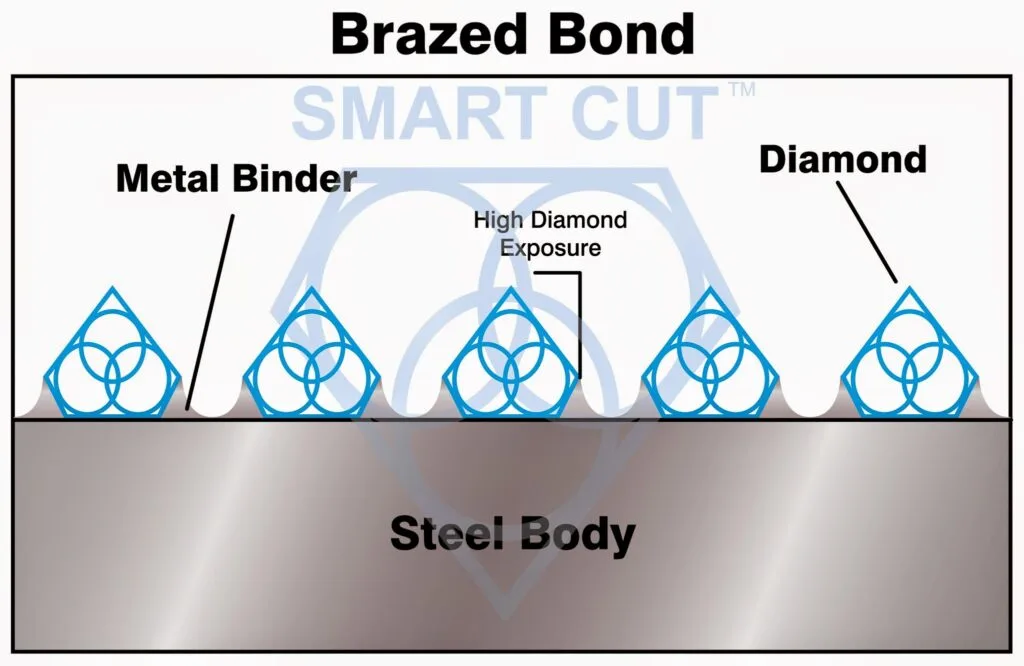
Brazed bond diamond carving points represent a more recent advancement and provide an excellent balance between durability and aggressiveness. In brazed tools, diamond particles are fused directly to the surface of the tool body using a high-temperature brazing alloy, typically silver-based. This creates a strong mechanical bond that allows a higher exposure of each diamond crystal compared to electroplating. As a result, brazed carving points offer faster cutting speeds, better debris clearance, and improved heat dissipation. They are especially well suited for hard-to-machine materials such as composites, carbon fiber, ceramics, and natural stone. The diamonds are strongly retained yet highly exposed, providing aggressive cutting performance while still maintaining reasonable tool life. Brazed tools do not have embedded diamonds throughout the body like sintered tools, so once the surface diamonds wear out, the tool cannot be dressed or renewed.
Selecting the optimal bond type for diamond carving points requires consideration of material hardness, fragility, thermal sensitivity, part geometry, and production volume. Sintered bond is preferred for high-load industrial use and longevity on abrasive materials. Resin bond excels in fine finishing and delicate work where surface integrity is critical. Electroplated tools are unmatched in detail carving and fast, light-duty operations, while brazed bond carving points offer a high-performance solution for applications demanding both speed and durability. Matching the correct bond type to the application ensures better results, reduced tool wear, improved part quality, and maximum return on investment.































































 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")