| Carving Point Breakage | - Excessive force used.
- Tool impact against a hard surface.
- Material too hard for the tool’s grit.
| - Apply lighter pressure during use.
- Handle the tool carefully to avoid impacts.
- Ensure the grit size is appropriate for the material hardness.
|
| Inconsistent Carving Depth | - Uneven pressure application.
- Varying tool speed.
- Inconsistent material density.
| - Maintain steady pressure.
- Keep tool speed consistent.
- Check material for uniformity before carving.
|
| Difficulty in Detailing Work | - Too coarse a grit for fine detailing.
- Inadequate tool shape for the task.
- Lack of skill or experience.
| - Use a finer grit for detailed work.
- Choose a tool shape suited for detailing.
- Practice and develop carving skills.
|
| Tool Slipping from Material | - Inadequate grip on the tool.
- Material surface too smooth or slippery.
- Incorrect tool angle.
| - Ensure a firm grip on the tool.
- Prepare the material surface for better adhesion.
- Adjust the tool angle for optimal carving.
|
| Excessive Tool Wear in Short Time | - Using the tool on unsuitable materials.
- Incorrect handling or technique.
- Defective tool.
| - Confirm material compatibility.
- Review and correct carving technique.
- Inspect and replace the tool if defective.
|
| Inefficient Material Removal | - Grit size too fine for material removal rate.
- Low tool speed.
- Blunt or worn-out tool.
| - Choose a coarser grit for faster removal.
- Increase tool speed within safe limits.
- Replace the tool if it’s blunt or worn out.
|
| Carving Point Not Cutting Cleanly | - Dull tool.
- Inappropriate grit size for the material.
- Tool not aligned properly.
| - Replace the carving point.
- Select a grit size that matches the material properties.
- Ensure the tool is correctly aligned with the material.
|
| Excessive Dust Production | - High tool speed.
- Coarse grit on soft materials.
- Lack of dust control measures.
| - Reduce tool speed.
- Use a finer grit for soft materials.
- Implement dust control measures like extraction systems.
|
| Tool Bouncing on Material | - Hard material surface.
- Too high RPMs.
- Inappropriate angle of application.
| - Soften the material surface if possible.
- Adjust RPMs to a lower setting.
- Modify the angle of tool application for better contact.
|
| Noise and Heat Generation | - High-speed operation.
- Friction due to inadequate coolant.
- Improper tool handling.
| - Operate at lower speeds.
- Ensure adequate coolant is used.
- Refine tool handling techniques to reduce friction.
|
| Uneven Wear of Carving Point | - Applying uneven pressure.
- Consistently carving in one direction.
- Uneven material hardness.
| - Practice even pressure application.
- Alternate carving directions regularly.
- Assess and prepare material for uniform hardness.
|
| Rapid Dulling of Carving Point | - Too much pressure.
- Inappropriate grit for the material.
- Overuse without breaks.
| - Use lighter pressure.
- Select the correct grit for the material.
- Take regular breaks to prevent overheating.
|
| Difficulty Controlling Tool Path | - Inexperienced handling.
- Tool speed too high.
- Inappropriate tool shape for the carving detail.
| - Gain more experience with practice.
- Reduce tool speed for better control.
- Use a tool shape suited to the carving detail.
|
| Material Discoloration During Carving | - Overheating due to excessive speed/pressure.
- Inadequate cooling.
- Reaction between tool and material.
| - Adjust speed and pressure to prevent overheating.
- Improve cooling methods.
- Check for material compatibility with the tool.
|
| Carving Point Becoming Stuck in Material | - Excessive pressure.
- Carving at an incorrect angle.
- Material too soft or sticky.
| - Reduce the pressure applied.
- Adjust the angle of carving.
- Evaluate and prepare the material appropriately.
|
| Tool Shank Bending or Breaking | - Excessive force.
- Improper tool installation.
- Using a shank size that’s too thin for the task.
| - Apply force within tool limits.
- Ensure proper installation of the tool.
- Choose an appropriate shank size for the task.
|
| Inconsistent Carving Point Performance | - Variable material properties.
- Fluctuations in tool speed.
- Inconsistent coolant flow.
| - Test the material for consistency.
- Maintain a steady tool speed.
- Ensure consistent coolant flow during operation.
|
| Excessive Noise During Operation | - Worn or damaged bearings in equipment.
- Loose components in the tool or equipment.
- High-speed operation.
| - Check and replace bearings if necessary.
- Tighten any loose components.
- Adjust speed to a lower, safer level.
|
| Tool Leaves Scratches on Material Surface | - Grit size too coarse.
- Applying too much pressure.
- Material surface too soft.
| - Use a finer grit size.
- Apply lighter pressure during carving.
- Harden or prepare the material surface if possible.
|
| Poor Finish Quality | - Incorrect grit size for finishing.
- Worn tool.
- Rushed carving process.
| - Select the appropriate grit for finishing.
- Replace the tool if it’s worn.
- Take your time to ensure quality finishing.
|
| Carving Point Glazing Over | - Accumulation of debris.
- Insufficient coolant.
- Too fine a grit for the material.
| - Clean the tool regularly.
- Ensure adequate use of coolant.
- Switch to a slightly coarser grit.
|
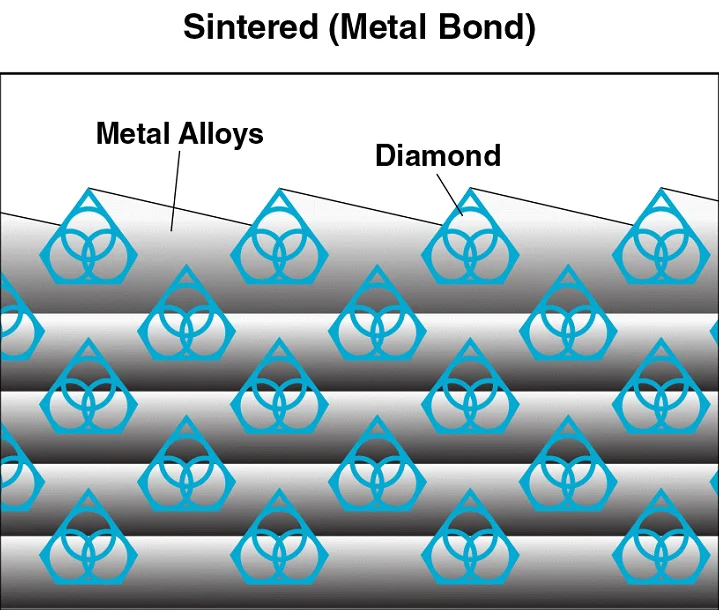
| Inconsistent Grit Exposure | - Uneven wear of the metal bond.
- Manufacturing defect.
- Improper storage or handling.
| - Replace the carving point if worn unevenly.
- If a defect, contact the manufacturer.
- Store and handle the tool correctly.
|
| Frequent Carving Point Changes | - Choosing the wrong grit size.
- Inappropriate speed or pressure.
- Working on highly abrasive materials.
| - Select the correct grit size for the task.
- Adjust speed and pressure to optimal levels.
- Use more durable points for abrasive materials.
|
| Difficulty in Achieving Precise Cuts | - Inadequate tool size or shape.
- Lack of skill or experience.
- Vibration or instability in equipment.
| - Choose the right tool size and shape.
- Practice to improve skill level.
- Ensure the equipment is stable and well-maintained.
|
| Carving Points Wearing Out Quickly | - Excessive force.
- Inappropriate material use.
- Poor quality or counterfeit tools.
| - Reduce force during use.
- Ensure the material is suitable.
- Verify tool authenticity and quality.
|
| Tool Not Suitable for Material | - Mismatch between tool and material.
- Incorrect assessment of material hardness.
- Lack of understanding of tool capabilities.
| - Match the tool to the material’s properties.
- Accurately assess material hardness.
- Gain better understanding of the tool’s features.
|
| Suboptimal Finish on Soft Materials | - Grit too coarse.
- Excessive pressure.
- Overheating due to high speed.
| - Use a finer grit for softer materials.
- Apply gentle pressure.
- Moderate the speed to prevent overheating.
|
| Vibration Causing Hand Fatigue | - Tool imbalance.
- Excessive operating speeds.
- Prolonged usage without breaks.
| - Check tool balance and replace if necessary.
- Operate at lower speeds.
- Take regular breaks to reduce fatigue.
|
| Material Burning or Scorching | - Excessive speed generating heat.
- Insufficient coolant.
- Too much pressure causing friction.
| - Reduce speed to manage heat generation.
- Use sufficient coolant.
- Ease the pressure to reduce friction.
|
| Difficulty in Maintaining Tool Alignment | - Incorrect handling technique.
- Tool or equipment misalignment.
- Workpiece not securely fixed.
| - Practice proper handling techniques.
- Check and adjust tool and equipment alignment.
- Secure the workpiece firmly.
|
| Tool Skips or Jumps on Surface | - Uneven surface of the material.
- Too high tool speed.
- Worn or incorrect tool tip shape.
| - Flatten or prepare the material surface.
- Reduce tool speed.
- Replace the tool or choose a more suitable shape.
|
| Inadequate Cooling During Use | - Insufficient coolant flow.
- Blocked coolant passages.
- Incorrect coolant type.
| - Increase coolant flow.
- Clean and clear coolant passages.
- Use the recommended type of coolant.
|
| Tool Produces Rough Texture | - Grit too coarse for desired finish.
- Inconsistent hand movement.
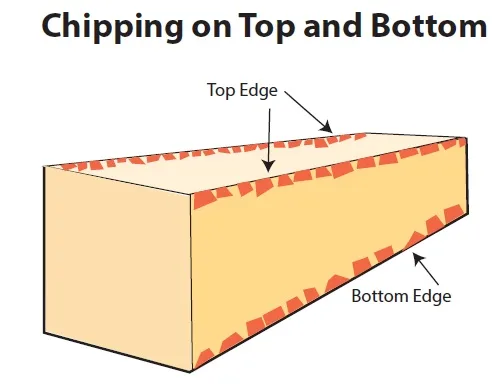
- Material may be chipping.
| - Use a finer grit for a smoother texture.
- Practice steady, consistent carving.
- Check if the material is prone to chipping.
|
| Excessive Tool Length Causing Instability | - Shank too long for the task.
- Tool extending too far from the chuck.
- Incorrect tool for the material depth.
| - Use a shorter shank if possible.
- Adjust the tool so less of it extends from the chuck.
- Choose a tool better suited to the material depth.
|
| Difficulty in Detailed Carving | - Tool size too large for fine details.
- Lack of precision in tool handling.
- Inappropriate grit size.
| - Select a smaller tool for detailed work.
- Improve precision in handling.
- Use a finer grit for detailed carving.
|
| Uneven Tool Wear | - Carving at an angle.
- Uneven material hardness.
- Only using one side of the tool.
| - Ensure tool is perpendicular to the material.
- Check for material consistency.
- Rotate the tool to use all sides evenly.
|
| Rapid Decrease in Carving Efficiency | - Tool clogging with debris.
- Dulling of the diamond particles.
- Incorrect grit selection.
| - Clean the tool regularly to prevent clogging.
- Replace the tool if the diamonds are dull.
- Choose the right grit for the job.
|
| Noise and Vibration Increasing Over Time | - Tool wear.
- Equipment wear or malfunction.
- Loosening of tool in chuck.
| - Inspect and replace the tool if necessary.
- Check and maintain the equipment.
- Ensure the tool is securely fastened in the chuck.
|
| Carving Point Not Holding Shape | - Excessive wear.
- Manufacturing defect.
- Overheating during use.
| - Replace the tool if it’s worn out.
- Contact the manufacturer if a defect is suspected.
- Ensure proper cooling to prevent overheating.
|
| Difficulty in Starting a Cut | - Blunt tool tip.
- Incorrect angle of approach.
- Surface hardness of material.
| - Replace or choose a sharper tool.
- Adjust the angle for easier cutting.
- Assess and prepare the material surface as needed.
|
| Tool Leaves Uneven Patterns | - Inconsistent application pressure.
- Varying grit exposure.
- Irregular tool movement.
| - Apply steady, uniform pressure.
- Replace the tool if grit exposure is uneven.
- Practice consistent and controlled tool movement.
|
| Carving Point Chipping | - Impact with hard inclusions in material.
- Excessive force.
- Tool quality or defect.
| - Be cautious around hard inclusions.
- Use less force.
- Replace the tool if it’s defective.
|
| Difficulty in Achieving Smooth Curves | - Tool shape not suitable for curves.
- Inadequate skill level.
- Incorrect tool size for curve radius.
| - Select a tool shape designed for curves.
- Practice to improve carving skills.
- Choose a tool size matching the curve radius.
|
| Material Burns or Melts During Carving | - Excessive speed causing friction heat.
- Tool not suitable for the material type.
- Lack of sufficient cooling.
| - Lower the tool speed.
- Choose a tool more appropriate for the material.
- Ensure proper cooling during carving.
|
| Carving Point Slipping Out of Chuck | - Worn or incorrect chuck.
- Improperly secured tool.
- Shank size mismatch.
| - Inspect and replace the chuck if worn.
- Tighten the tool securely in the chuck.
- Use a shank size compatible with the chuck.
|
| Tool Produces a High-Pitched Squeal | - Resonance at certain speeds.
- Tool or material vibration.
- Improper tool alignment.
| - Adjust the tool speed.
- Stabilize the tool and material.
- Check and correct tool alignment.
|
| Inefficient Carving in Dense Materials | - Grit too fine for dense materials.
- Insufficient tool pressure.
- Tool speed too low.
| - Use a coarser grit for dense materials.
- Apply more pressure, within safe limits.
- Increase the tool speed as needed.
|
| Carving Points Wearing Out Non-Uniformly | - Uneven material surface.
- Biased hand position.
- Using the tool at an angle.
| - Flatten the material surface before carving.
- Adjust hand position for even tool use.
- Keep the tool perpendicular to the surface.
|
| Difficulty in Controlling Depth of Cut | - Inconsistent pressure.
- Lack of depth control on equipment.
- Unsteady hand.
| - Practice maintaining consistent pressure.
- Use equipment with depth control features.
- Develop steadiness in tool handling.
|
| Tool Leaves Marks at Start/End of Cut | - Abrupt starting or stopping.
- Inadequate tool control.
- Too coarse a grit for finishing.
| - Start and finish cuts more gently.
- Improve control over the tool.
- Use a finer grit for start and end cuts.
|
| Problem | | |
| Tool Becomes Dull Quickly on Certain Materials | - Material too abrasive for the tool.
- Inadequate tool specification for the material.
- Excessive pressure or speed.
| - Select a tool specifically designed for abrasive materials.
- Choose a tool with appropriate specifications.
- Moderate speed and pressure during use.
|
| Inconsistent Finishes on Different Parts of the Material | - Material inconsistency.
- Variable tool speed or pressure.
- Worn tool not replaced in time.
| - Test material for hardness variations.
- Maintain consistent tool speed and pressure.
- Replace the tool as soon as it shows signs of wear.
|
| Excessive Wear on Tool’s Shank | - Improper tool fit in the chuck.
- Excessive vibration during use.
- Over-tightening in the chuck.
| - Ensure the tool fits correctly in the chuck.
- Check for and reduce tool vibration.
- Avoid over-tightening the tool in the chuck.
|
| Difficulty in Making Straight Cuts | - Hand instability.
- Inadequate tool size or shape.
- Misalignment in equipment setup.
| - Stabilize your hand or use a guide.
- Use a tool more suited for straight cuts.
- Check and adjust equipment alignment.
|
| Carving Point Becoming Too Hot | - Insufficient cooling.
- Too high RPMs for the tool.
- Continuous use without breaks.
| - Ensure adequate coolant is used.
- Adjust the RPMs to a suitable level.
- Take regular breaks to let the tool cool down.
|
| Tool Leaves Streaks or Stripes on Material | - Uneven pressure application.
- Grit size too coarse for the material.
- Inconsistent tool movement.
| - Apply even pressure during carving.
- Use a finer grit size.
- Practice consistent tool movement.
|
| Material Splintering or Cracking | - Too much force.
- Incorrect tool for the material type.
- Grit size too coarse.
| - Use lighter force.
- Select a tool better suited for the material.
- Opt for a finer grit size.
|
| Carving Point Loses Shape Quickly | - Excessive pressure on the tool.
- Tool not suitable for the hardness of the material.
- Poor quality or defective tool.
| - Reduce pressure during use.
- Choose a carving point designed for the material’s hardness.
- Replace the tool if it’s poor quality or defective.
|
| Tool Generates Excessive Dust | - High-speed operation.
- Coarse grit on brittle materials.
- Lack of dust control measures.
| - Reduce the tool speed.
- Use finer grits on brittle materials.
- Implement effective dust control strategies.
|
| Difficulty in Controlling Carving Depth | - Lack of experience or skill.
- Fluctuating pressure.
- Tool not suited for precision depth control.
| - Practice to improve skill and control.
- Maintain consistent pressure.
- Use tools designed for precise depth control.
|
| Problem | | Solutions |
| Tool Fails to Carve Complex Shapes | - Inappropriate tool shape or size.
- Lack of skill in handling complex designs.
- Tool not suited for intricate work.
| - Choose a tool shape and size suitable for complex shapes.
- Practice with simpler designs to build skill.
- Opt for specialized tools designed for intricate work.
|
| Material Overheats During Carving | - Excessive tool speed.
- Lack of or insufficient coolant.
- Too much pressure causing friction.
| - Lower the tool speed.
- Ensure proper coolant application.
- Reduce pressure to minimize friction.
|
| Inability to Maintain Sharp Edges in Carving | - Tool grit too coarse.
- Incorrect carving angle.
- Inadequate tool control.
| - Use a finer grit for sharper edges.
- Adjust the carving angle for precision.
- Practice better tool control techniques.
|
| Rapid Deterioration of Tool Tip | - Carving on materials too hard for the tool.
- Excessive pressure.
- Tool quality issues or improper use.
| - Ensure the tool is appropriate for material hardness.
- Reduce pressure during carving.
- Check tool quality and use it as intended.
|
| Carving Leaves Smear Marks on Material | - Material reacting to friction heat.
- Excessive speed generating heat.
- Inappropriate tool or coolant use.
| - Adjust technique to reduce friction.
- Lower the tool speed.
- Use suitable tools and coolants for the material.
|
| Difficulty in Carving at an Angle | - Tool shape not designed for angled work.
- Lack of experience in angled carving.
- Inadequate support for material.
| - Use a tool designed for angled carving.
- Practice angled carving techniques.
- Secure the material properly for stability.
|
| Tool Produces a Rough Finish | - Grit size too coarse for finishing.
- Improper tool handling.
- Inconsistent speed or pressure.
| - Use a finer grit for a smoother finish.
- Improve handling technique.
- Maintain consistent speed and pressure.
|
| Carving Point Gets Clogged with Debris | - Material debris accumulating in tool.
- Insufficient cleaning during use.
- Lack of coolant causing material to stick.
| - Clean the tool regularly during use.
- Implement a cleaning routine.
- Use adequate coolant to prevent sticking.
|
| Tool Shank Gets Overheated | - Excessive speed generating heat.
- Too much friction in the chuck.
- Overuse without cooling periods.
| - Adjust speed to a safe level.
- Ensure the shank is properly fitted.
- Allow cooling breaks during prolonged use.
|
| Inconsistent Carving Results Across Different Sessions | - Variable material properties.
- Changes in tool condition or setup.
- Fluctuations in user technique.
| - Test material before each session.
- Regularly inspect and maintain the tool.
- Aim for consistency in carving technique.
|

































































 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")