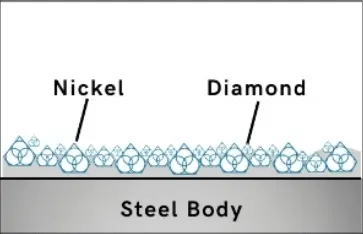
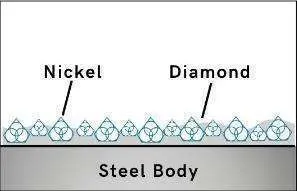
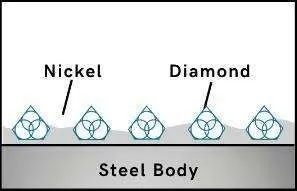
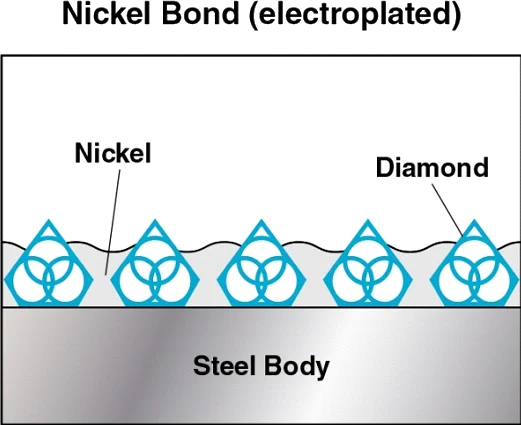
Nickle bond blades have diamond exposed right on surface of the blade. Hence they are able to provide more faster and freer cutting action than their sintered (metal bond) counterparts.
Nickel bond diamond wafering blades are particularly well suited for cutting thermosetting plastics, GRP, pre-sintered and pre-fired (green) materials, electro carbons, graphite, soft ferrites, farinaceous products, deep frozen fish, pones, pc boards, and etc.
Tab Content
Tab Content
 INDUSTRIES USED IN:
INDUSTRIES USED IN:- Advanced Ceramics
- Composites
- Glass
- Geology
- Quartz
- Materials Research
- Medical Devices
- Metallography
- Photonics / Optics
- Semiconductor
 FERROUS & NON-FERROUS METALS:
FERROUS & NON-FERROUS METALS:- Plain Carbon Steels
- Electronic Packages
- stainless Steels Plastics
- Tool Steels Fasteners
- Aluminum Refractories
- Copper Base Alloys Integrated Circuits
- Magnesium Thermal Spray Coatings
- Titanium Metal Matrix Composites
- Biomedical Wafers
- Petrographic
Tab Content
Tab Content

Image | Item No | Diameter | Kerf Thickness | Arbor Size | Inside Diameter | Price | Quantity | Add to cart |
|---|---|---|---|---|---|---|---|---|
 x .040” (1.0mm) x ½” x 12.7mm Diamond, Nickel Bond Cut Off Blades for Laboratory & Other Saws") | 6" (154mm) | .040” (1.0mm) | ½” | 12.7mm | $145.00 | |||
| 6" (154mm) | .040” (1.0mm) | 5/8” | 15.87mm | $145.00 | |||
| 8” (204mm) | .040” (1.0mm) | ½” | 12.7mm | $175.00 | |||
| 8” (204mm) | .040” (1.0mm) | 5/8” | 15.87mm | $175.00 | |||
| 8” (204mm) | .050” (1.27mm) | 5/8” | 15.87mm | $185.00 | |||
| 10” (254mm) | .050” (1.27mm) | 5/8” | 15.87mm | $195.00 | |||
| 10” (254mm) | .063” (1.6mm) | 5/8” | 15.87mm | $195.00 |




Diamond Concentration
Diamond Concentration – Diamond Concentration is still a factor in determining the life and cutting speed of your Diamond Sectioning/Wafering Blade. Higher diamond concentration is recommended and usually used for cutting softer and more abrasive types of materials. However, the trade off is significantly slower cutting speed. Low diamond concentration is recommended and widely used for cutting ultra hard and brittle materials.
Low Diamond Concentration - typically low concentration wafering blades should be for cutting ultra hard and brittle materials such as ceramics and glass. In Low Concentration Wafering Blades, diamond works by fracture process. Pressure on each diamond crystal/particle is higher which provides enough stress to chip off small flakes in the cut.
High Diamond Concentration - High concentration diamond wafering blades are recommended for cutting metals, plastics and polymers. In this application, materials cut by a plowing mechanism. In this applications diamond plough through the material, work hardened strips of materials become brittle and break off. The greater number of diamond by volume, the quicker the cutting action will be. Increasing the number of diamond s also lowers the per unit force. For metals where it is possible to induce deep deformation layers, a lower per unit force is desirable to reduce the deformation during the cut.
Blade Thickness
Wafering blade thickness typically ranges from .006” to .040” (1mm). Thinner and thicker wafering blade are available, frequently from stock upon request. Kef thickness typically increases with blade diameter (in proportion to diameter of the blade). Kerf is the amount of material removed from the material/sample due to the thickness of blade passing though the material/sample. Blade thickness is important for users requiring most minimal amount of material loss during sectioning
For example if the user requires precision position of the cutting plane relative to the detail on the sample (IC circuit for example), a thinner and smaller diameter blade would be best for this application. Blades ranging from 3” to 5” (75mm to 125mm) in diameter and thickness .006” to .015” (0.2mm to 0.4mm) would be bet suited for this purpose. There are large variety of factors that will contribute to optimal blade thickness for your material/application Including your desired cutting speed, load/feed rate, material diameter, thickness, hardness, density, and shape. As well as skill & experience of the operator. Thicker wafering blades are more stiff and can whistand higher loads/feed rates. Another advantage of thicker kerf blades is they are more forgiving to operator error and abuse. Thicker kerf blade are recommended for use in environment where large number of individuals will be sharing and using same equipment. Perfect for less experienced and novice saw operators, such as in University laboratory. .

Diamond Particle/Grit size
Diamond Mesh Size plays a major role in determining your cutting speed, cut quality/surface finish, level of chipping you will obtain, and material microstructure damage you will obtain. Diamond Mesh size does have considerable effect on cutting speed. Coarse Diamonds are larger than finer diamonds and will cut faster. However, the tradeoff is increase in material micro damage. If you are cutting fragile, more delicate materials then finer mesh size diamond wafering blades are recommended.
Bond Type
Metal bonding offers long life and durability, while resin bonding creates less heat, provides better surface finish and is well suited for cutting hard, delicate or brittle materials.

Blade Outside Diameter
typically wafering blade diameters range form 3” (75mm) to 8” (200mm). Wafering blade diameter should be selected based on material diameter and thickness being cut. Smaller diameter wafering blades are thinner than the larger diameter blades and are more prone to bending and warping. Although large diameter blades are thicker, they are typically used for cutting larger and heavier samples at higher loads and speeds than smaller blades

Feed Rates
load/feed rate applied to wafering blades typically vary from 10-1000 grams. Generally, harder specimens are cut at higher loads and speeds (e.g. ceramics and minerals) and more brittle specimens are cut at lower loads and speeds (e.g. electronic silicon substrates). The Speeds/RPM’s you are using, shape/geometry of the specimen, and how the specimen is being clamped/hold in place will affect the load that can be used for your application.
Bond Hardness
Ability of the bond matrix to hold diamonds. As the hardness of the bond is increased, its diamond retention capabilities increase as well. However the trade off is slower cutting speed. Life of the diamond blade is usually increased with hardness of its bond matrix. Bonds are designated on their scale of hardness from Soft, Medium, and Hard. There are dozens of variations and classification schemes based on bond degree of hardness or softness.
Using diamond blades with optimum bond hardness for your application is important to successful precision diamond sawing operation. Bond matrix that is too soft for the material being cut will release diamond particles faster than needed, resulting in faster wear and shorter diamond blade life. On other hand bond matrix that is too hard will result in much slower cutting speeds and require constant dressing to expose the next diamond layer. As rule of thumb, harder materials such as sapphire and alumina generally require a softer bond. Whereas softer and more brittle materials require a harder bond.

Blade Speeds/RPM’s
Most wafering blades are used between 50 to 6,000 RPM’s Typically harder and more denser materials such as Silicon Carbide, are cut at higher RPM’s/speeds Where more brittle materials such as silicon wafers and gallium arsenide are cutting at lower RPM’s. Low Speed saws RPM’s are typically limited from 0 to 600 RPM’s. Where high speed saws offer much large variety of cutting speeds from 0 to 6,000 RPM’s.



Abrasive Polishing Powders
-
Grinding & Polishing Powders Aluminum Oxide, & Silicon Carbide Powdered Abrasives
UKAM Industrial Superhard Tools offers a wide range of precision abrasives for grinding and polishing large variety of samples. Including petrographic specimens other metals, alloys, electronic devices, semiconductors, ceramics, ferrous metals and many others. Abrasive Powders are available in the following quantities: 1 lb, 5 lb, 10 lb containers Grit Sizes: 120 grit to 8 microns
SMART CUT® 2020
-
Diamond, Nickel Bond Cut Off Blades for Laboratory & Abrasive Cut Off Saws
Nickel Bond Diamond Cut off blades Blades usually have a single layer of diamonds, held by a tough durable nickel alloy. diamond particles to protrude from the bond matrix, providing a free, faster cutting action with minimum heat generation. Recommended for cutting softer and more gummy materials, where sintered (metal bond) diamond wafering blades load up or glaze over frequently. Unlike sintered (meal bond) cutting blades where diamond is impregnated inside metal binder matrix based on bronze, copper, nickel and other alloys.

SMART CUT® Fully Sintered (Metal Bond) Diamond & CBN, Wafering Blades
-