













































Table of Contents
ToggleDiamond core drills are widely used in industries that require precise hole creation in extremely hard or brittle materials. From ceramics and glass to advanced composites and semiconductor substrates, these tools allow operators to produce accurate holes while minimizing material damage.
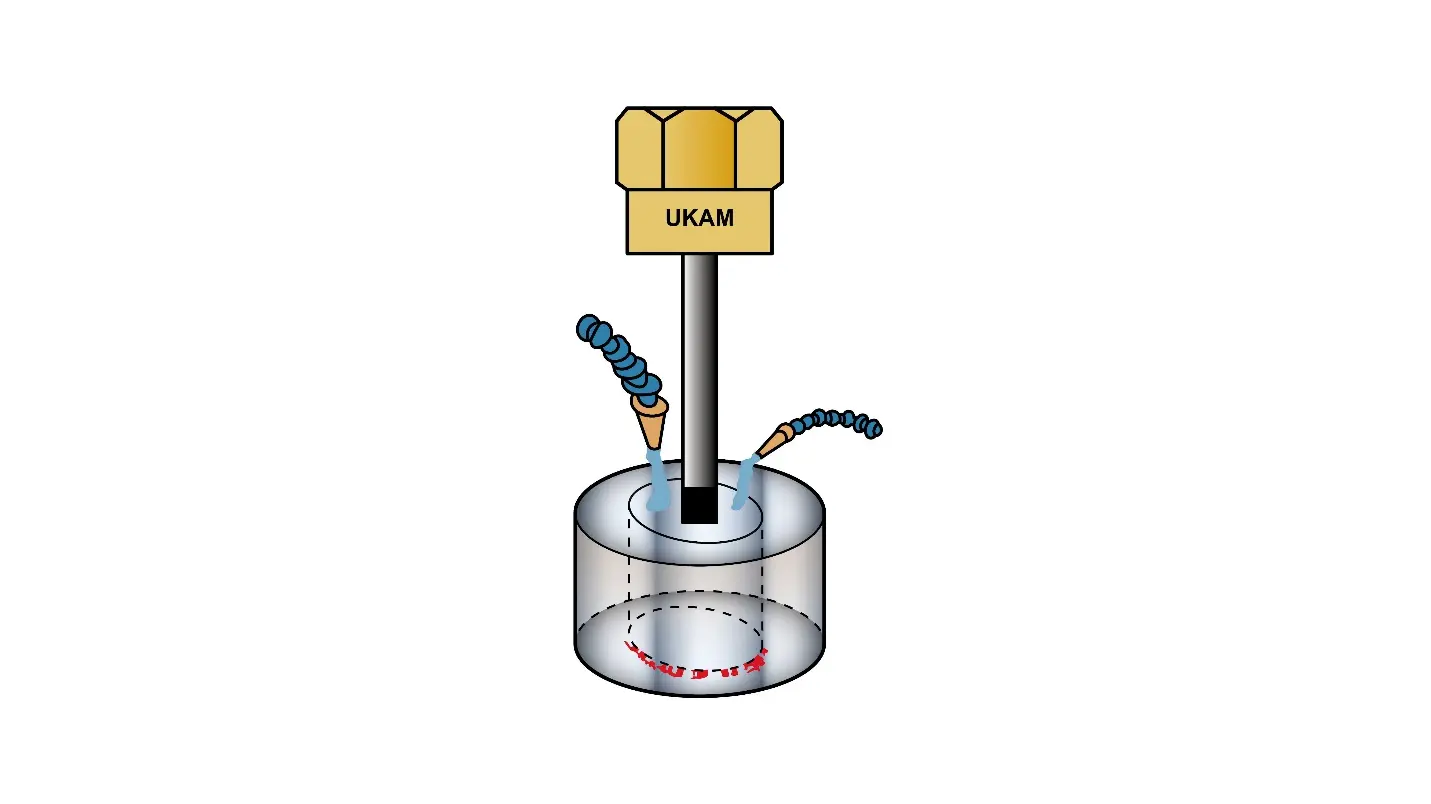
Diamond core drills are grinding, rather than cutting, like conventional twist drill bits. It uses a hollow drill body, where diamond particles embedded in the tool bond are used gradually to abrade the surface of the workpiece and remove material in a ring-shaped path.
As a different system for removing material, its setup and operating practices also need to be suitable to obtain consistent results.
This guide explains that drilling speed, procedures for truing and dressing diamond cores, chip control, and tool configuration have been identified as the most important factors affecting diamond core drilling performance.
Understanding How Diamond Core Drills Work
To elaborate, a diamond core drill is essentially a cylindrical body with diamond abrasives bonded to the outer perimeter. As the drill turns, the visible diamond particles wear off the material at the hole’s edge.
Unlike solid drills, core drills leave a cylindrical core of material in the center. This design offers several advantages:
- Reduced cutting forces
- Lower heat generation
- Improved drilling stability
- Reduced tool wear
Since they are much harder than most engineering materials, diamond abrasives can machine otherwise difficult/impossible to process material with conventional cutting tools. Check out our guide on why use Diamond Core Drills
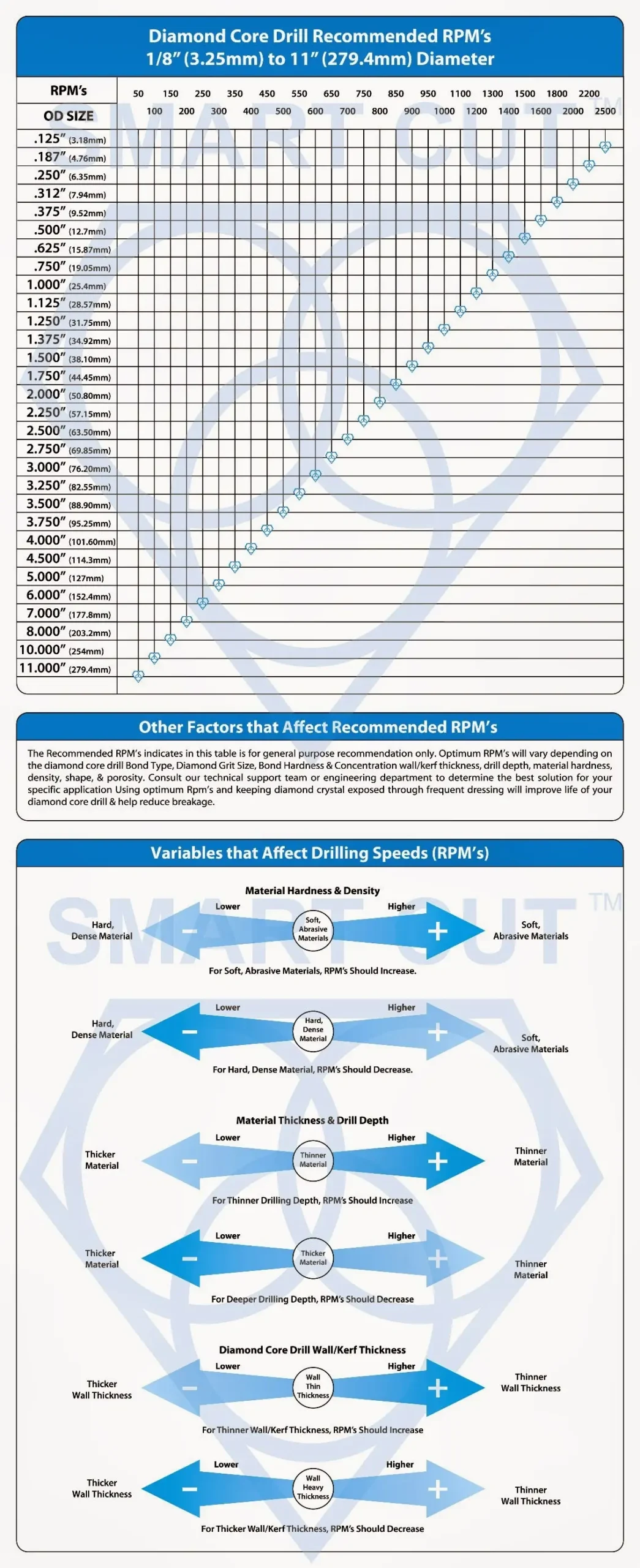
Recommended Drilling Speeds for Diamond Core Drills
Using the proper feed speed is also extremely important for getting the most out of your tools and hole quality.
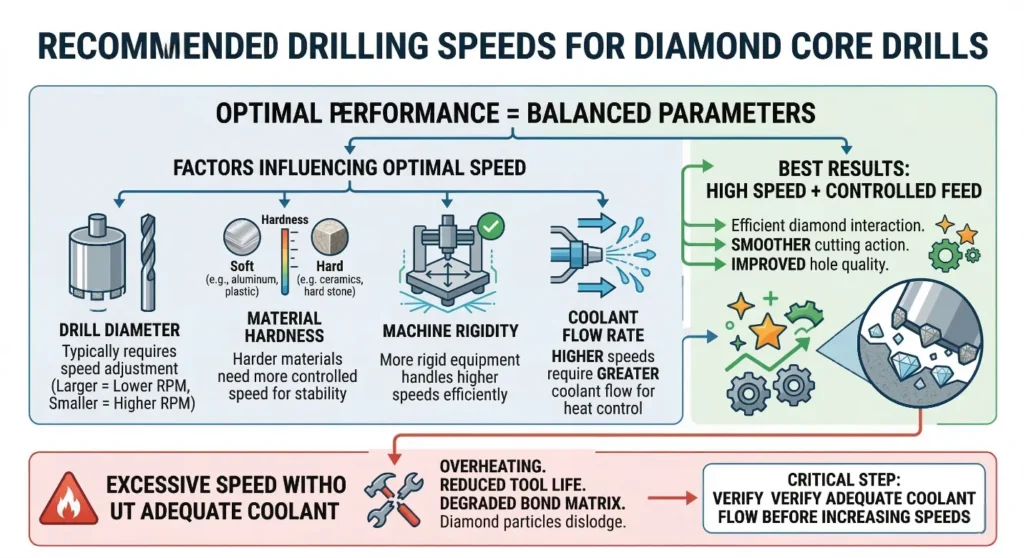
Several factors influence the optimal speed:
- Drill diameter
- Material hardness
- Machine rigidity
- Coolant flow rate
In most precision drilling applications, higher spindle speeds combined with controlled feed rates produce the best results.
High-speed drilling allows diamond particles to interact more efficiently with the material surface, resulting in smoother cutting action and improved hole quality.
However, excessive speed without proper coolant can lead to overheating, which may reduce tool life and degrade the bond holding the diamond particles.
For this reason, operators should always verify that adequate coolant flow is present before increasing drilling speeds.
Importance of Truing Diamond Core Drills
Over time, diamond abrasives can become unevenly distributed along the cutting edge. This can cause the drill to cut inefficiently or produce irregular holes.
Truing is the process of restoring the cutting edge so that the diamond particles are evenly exposed around the circumference of the tool.
Common truing methods include:
- Using a brake-controlled truing device
- Grinding against a silicon carbide dressing block
- Light grinding against a diamond conditioning wheel
A properly trued drill will cut more smoothly and produce holes with better dimensional accuracy.
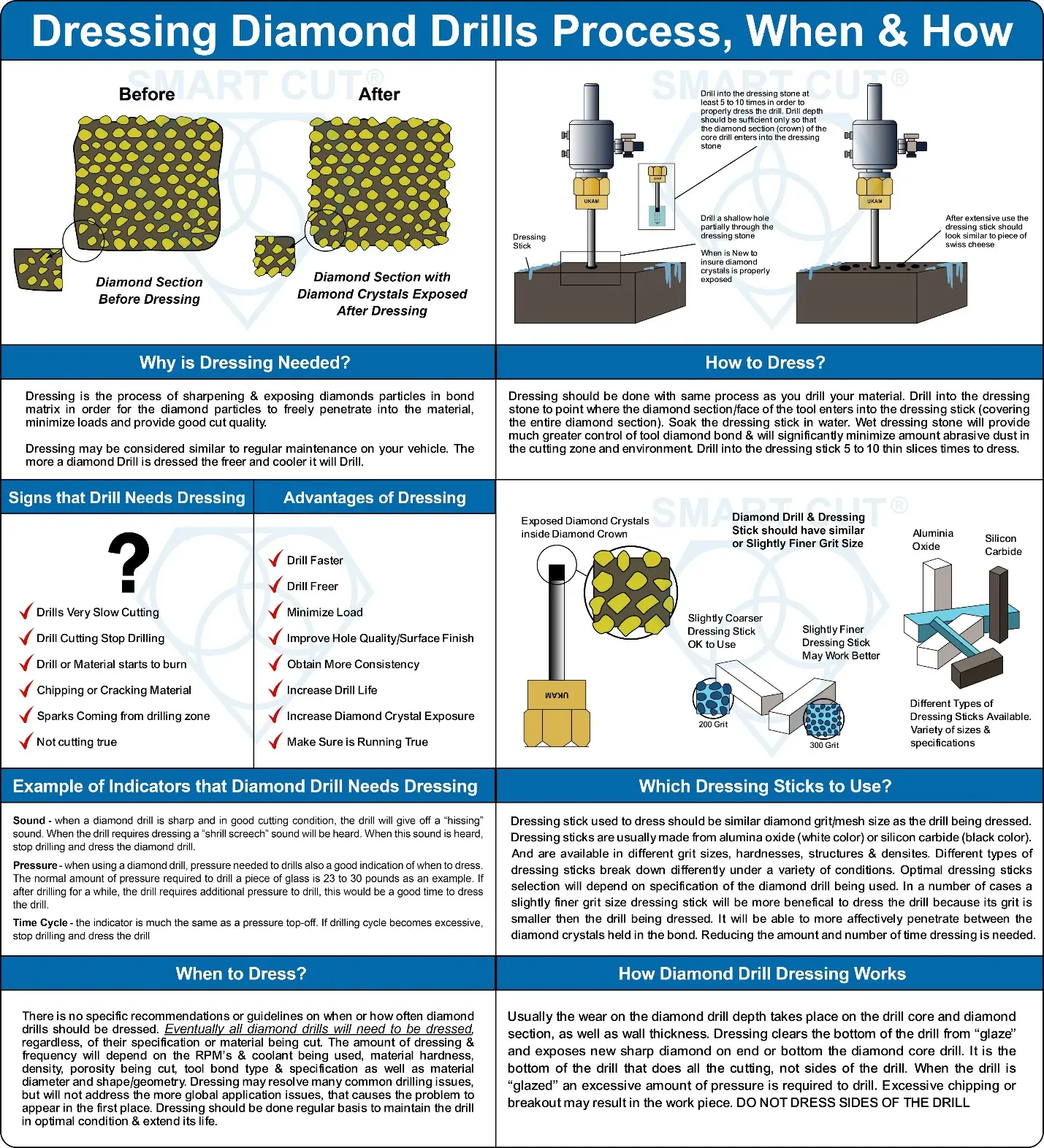
Dressing (Conditioning) Diamond Core Drills
Dressing is closely related to truing but serves a slightly different purpose.
While truing corrects the geometry of the cutting edge, dressing removes bond material to expose fresh diamond particles.
During drilling operations, the bond holding the diamond abrasives can gradually wear and cover the cutting points. When this happens, the drill may begin to rub instead of cutting.
Dressing restores cutting efficiency by exposing new diamond particles.
Typical dressing methods include:
• Drilling into abrasive dressing sticks
• Applying controlled contact with dressing plates
Proper dressing ensures that the drill maintains optimal cutting performance.
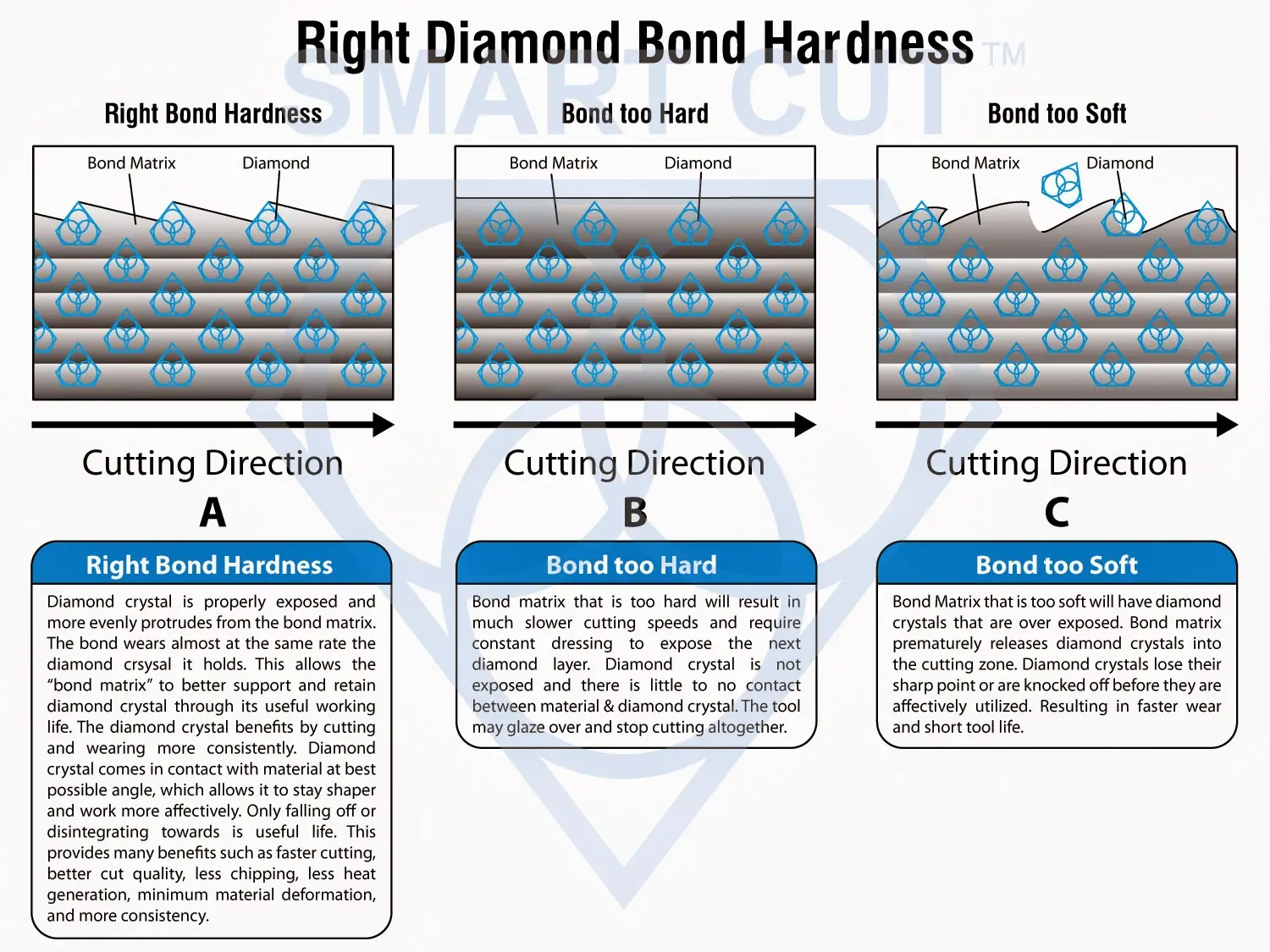
Diamond Exposure Conditions
The performance of diamond core drills is heavily influenced by how well the diamond particles are exposed during operation.
Three common exposure conditions exist:
Under-Exposed Diamonds
The bond material covers too much of the diamond particles. Cutting becomes inefficient, and drilling forces increase.
Properly Exposed Diamonds
The ideal condition where diamond particles are sufficiently exposed to perform effective cutting.
Over-Exposed Diamonds
Excessive exposure may cause diamond particles to fracture or dislodge prematurely, reducing tool life.
Maintaining proper exposure requires balancing tool bond hardness, cutting speed, and dressing frequency.
Minimizing Chipping and Edge Break-Out
When drilling brittle materials such as glass, ceramics, or semiconductor wafers, edge chipping can occur near the hole exit.
Several techniques can help minimize this issue:
- Using backing platesbehind the workpiece
- Reducing feed pressure near breakthrough
- Maintaining adequate coolant flow
- Ensuring proper drill alignment
Reducing mechanical shock during drilling is essential for maintaining clean hole edges. See our diamond core drill trouble shooting guide for information on how to resolve and prevent most drilling issues.
Preventing Core Hang-Up
Core hang-up occurs when the remaining core material becomes lodged inside the drill body during breakthrough.
This can lead to tool damage or workpiece fracture.
To prevent this issue:
- Apply minimal feed pressure near the breakthrough
- Maintain stable coolant flow
- Monitor drilling depth carefully
Proper breakthrough techniques significantly reduce the risk of core hang-up.
Hole Size Accuracy and Tolerances
Diamond core drills are capable of producing highly accurate holes when properly configured.
Hole size accuracy depends on several factors:
- Drill concentricity
- Machine spindle alignment
- Tool wear condition
- Proper truing and dressing
Before starting a drilling operation, operators should verify:
- spindle alignment
- tool mounting accuracy
- adequate coolant delivery
- correct drill exposure condition
These checks help ensure consistent hole geometry and surface quality.
Advantages of Tapered Diamond Core Drills
Tapered diamond core drills are designed with a gradually changing outer diameter along the cutting length of the drill. Instead of maintaining a constant outside diameter from the tip to the shank, the tool becomes slightly narrower toward the tip or gradually widens toward the body depending on the specific design. This geometric modification may appear small, but it can produce significant improvements in drilling performance in many materials.
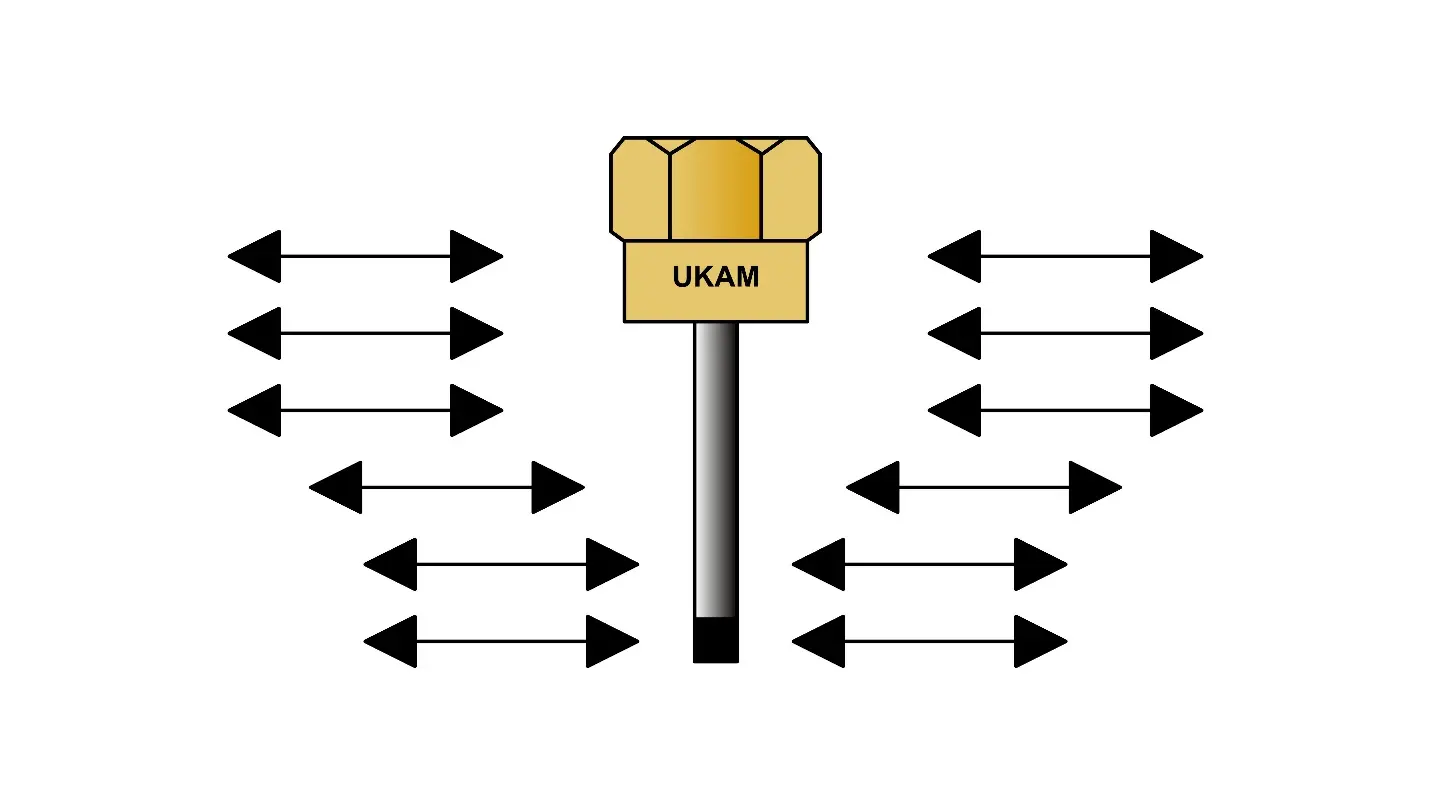
In conventional straight wall diamond core drills, the entire outside diameter of the drill remains in contact with the hole wall during drilling. As the tool penetrates deeper into the material, friction increases along the entire cutting length. This contact can generate heat, increase torque requirements, and slow down the drilling process.
A tapered design addresses these issues by reducing the amount of surface contact between the drill body and the hole wall. Because the tool diameter changes slightly along its length, only a smaller portion of the drill contacts the material at any given time. This results in several important advantages.

Better Chip Evacuation
One of the most important benefits of a tapered core drill is improved chip and debris evacuation. During drilling, the diamond particles grind the material and produce fine debris or powder. If this debris is not efficiently removed from the cutting zone, it can accumulate around the cutting edge.
Accumulated debris can cause several problems:
• Increased friction
• Reduced cutting efficiency
• Higher drilling temperatures
• Diamond glazing or loading
With a tapered design, a small clearance gap forms between the drill wall and the hole wall. This gap allows coolant and debris to flow more freely along the outside of the drill. As a result, material fragments are flushed out of the cutting zone more effectively.
Improved chip evacuation helps maintain a clean cutting interface and keeps the diamond particles exposed and actively cutting.
Reduced Drilling Resistance
Tapered core drills typically require less torque and less feed force during operation. Because the drill body does not rub continuously against the entire hole wall, friction is reduced significantly.
Lower friction provides several operational advantages:
• Reduced power consumption
• Lower heat generation
• Less stress on the machine spindle
• Improved drilling speed
This reduction in drilling resistance is particularly beneficial when drilling hard or dense materials such as advanced ceramics, quartz, glass, sapphire, or dense stone materials.
In laboratory and research environments where smaller drilling machines are often used, lower cutting resistance helps maintain stable drilling conditions and protects sensitive equipment.
Smoother Hole Entry
A tapered drill geometry can also produce a smoother and more controlled hole entry. When a straight wall core drill first contacts the surface of the material, the full diameter of the cutting edge engages the material immediately. This sudden engagement can create higher localized stress at the entry point.
In contrast, a tapered drill gradually increases the contact area as it penetrates the material. The cutting engagement begins with a smaller effective diameter and expands slightly as the drill progresses. This gradual engagement helps stabilize the cutting process during the initial stage of drilling.
The result is often:
• Reduced edge chipping
• Improved hole entrance quality
• More controlled initial penetration
This benefit is especially valuable when drilling brittle or delicate materials where surface damage must be minimized.
Lower Stress on Fragile Materials
Many advanced materials are extremely hard but also brittle. Examples include:
• Advanced ceramics
• Optical glass
• Sapphire and crystals
• Silicon and semiconductor wafers
• Geological samples
When drilling these materials, excessive drilling pressure or vibration can cause cracking or micro-fractures.
Tapered core drills help minimize these risks because they:
• Reduce friction against the hole wall
• Lower cutting forces
• Allow smoother entry into the material
• Improve coolant flow
Together, these effects reduce mechanical stress on the workpiece, making tapered drills especially useful for fragile or high value materials.
Improved Cooling and Temperature Control
Another advantage of tapered core drills is improved coolant circulation around the drill body. Because a small clearance exists between the drill wall and the hole wall, coolant can travel more easily through the drilling interface.
Better coolant flow helps:
• Remove heat from the cutting zone
• Carry debris away from the diamond particles
• Prevent thermal damage to the material
• Extend diamond tool life
Maintaining lower drilling temperatures is critical when working with materials that are sensitive to thermal stress.
Applications Where Tapered Core Drills Are Most Effective
Tapered diamond core drills are commonly used in applications where hole quality and process stability are more important than maximum material removal rate.
Typical applications include:
• Precision laboratory sample preparation
• Optical glass drilling
• Semiconductor wafer drilling
• Geological sample drilling
• Advanced ceramics machining
• Gemstone and lapidary drilling
In these applications, maintaining low stress, minimizing chipping, and achieving smooth hole walls are critical requirements.
Dual Diamond Core Drill Designs


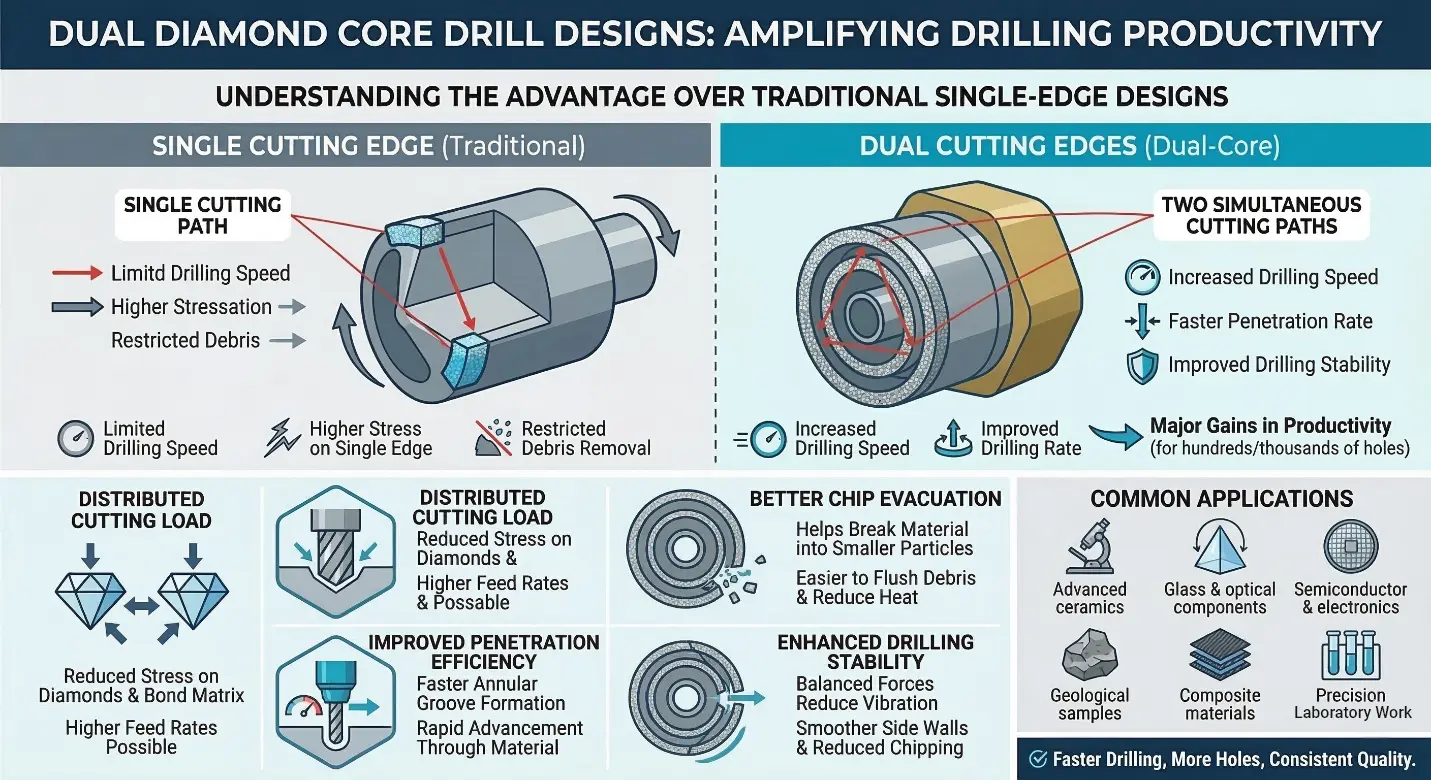
Dual-core drill designs incorporate two cutting edges instead of a single cutting edge. This design alters how the drilling process occurs and can deliver significant productivity improvements when properly applied.
In a traditional diamond core drill, only one cutting edge engages the material during rotation. Material removal occurs along a single circular path. The drilling speed is therefore limited by the performance of that single edge, the applied feed force, and the efficiency of debris removal from the cutting zone.
With a dual-core drill, two cutting edges engage the material during each rotation of the tool. This creates two simultaneous cutting paths. Because material removal occurs at two locations instead of one, the drilling process becomes more efficient and the hole can be produced faster.
This configuration can significantly increase productivity. The improvement occurs through several mechanisms.

First, the cutting load is distributed between two cutting zones. Instead of placing the entire load on a single segment, the force is shared between both cutting edges. This reduces localized stress on the diamond particles and the bond matrix. As a result, the tool can often operate at higher feed rates while maintaining stable cutting conditions.
Second, penetration efficiency improves. Each cutting edge removes part of the material as the drill rotates. This means the annular groove that forms during drilling develops faster, allowing the drill to advance through the material more quickly.
Third, chip and debris removal can improve. The presence of two cutting edges helps break material fragments into smaller particles. Smaller debris is easier to flush out of the cutting zone using coolant or water, which reduces heat buildup and lowers the risk of diamond glazing.
Dual-core drills are frequently used in production environments where many holes must be drilled quickly and consistently. These tools are commonly applied in industries such as:
• Advanced ceramics manufacturing
• Glass and optical component fabrication
• Semiconductor and electronics substrates
• Geological and mineral sample preparation
• Composite materials
• Precision laboratory sample preparation
In these environments, even small improvements in drilling speed can produce major gains in productivity when hundreds or thousands of holes are required.
Another advantage of this design is improved drilling stability. Two contact points between the tool and the material help balance cutting forces during rotation. This can reduce vibration and improve hole quality, resulting in smoother side walls and reduced chipping at the entry and exit points.
However, proper machine setup is important. Dual cutting edges generate slightly higher torque and cutting forces compared with single-edge designs. The drilling equipment must have adequate rigidity, proper spindle alignment, and effective coolant delivery.
Correct diamond specification is also critical. Diamond grit size, concentration, and bond hardness must be selected according to the material being drilled. Hard and brittle materials such as sapphire, silicon carbide, and dense advanced ceramics may still require finer diamond grit sizes and controlled feed rates.
Most dual-core drills used in hard material drilling are produced using sintered metal bond construction. This bond type provides strong diamond retention and longer tool life in demanding applications. Electroplated versions also exist for applications where very aggressive initial cutting action is required, although these tools usually have shorter service life.
For optimal performance, both cutting edges must be manufactured with very tight tolerances. If one cutting edge protrudes more than the other, uneven wear can occur and the productivity benefits will be reduced.
When properly designed and applied, dual-core drill configurations offer several important advantages:
• Higher drilling productivity
• Faster penetration through the material
• Improved distribution of cutting forces
• Better chip evacuation
• More stable drilling conditions
• More consistent hole quality
Diamond Concentration in Core Drills
Diamond concentration refers to the amount of diamond abrasive embedded within the tool bond.
Higher concentrations typically provide:
- longer tool life
- improved cutting consistency
- better durability in hard materials
However, lower concentrations may sometimes improve cutting efficiency when drilling softer materials.
Selecting the correct concentration depends on the specific material and operating conditions.
Common Diamond Types Used in Core Drills
Several types of diamond abrasives are used in diamond core drills.
These include:
Electroplated (plated) diamond drills
Electroplated tools contain a single layer of diamonds bonded to the tool surface. They provide sharp cutting action and are commonly used in precision drilling.

Sintered tools contain diamonds distributed throughout a metal bond matrix. As the bond wears, new diamonds are exposed, extending tool life.
The choice between these tool types depends on the drilling application and expected tool lifespan.
Selecting the Right Diamond Core Drill
Choosing the correct diamond core drill requires evaluating several factors:
- material hardness
- hole diameter
- required hole depth
- machine capability
- coolant availability
Selecting the appropriate tool specification ensures optimal drilling performance while minimizing tool wear and material damage.
Frequently Asked Questions
Conclusion
Diamond core drill bits are great for creating accurate holes in hard and brittle materials. Their grinding action allows cleaner holes to be made with much less chipping and greater accuracy than conventional drilling methods.
For optimal performance, to do this, appropriate drilling speeds must be used to maintain sufficient flow of the coolant, and trueing and dressing of the tool should be performed every so often to expose crisp diamond abrasive parts. Operators can enhance their drilling efficiency, process tool life, and interchangeable outcomes over the duration of commercial applications when following these best practices.
Trusted by Tens of Thousands of Manufacturers, Laboratories,
Research Institutions Worldwide Since 1990

American Based Manufacturer

Established in 1990


Custom manufacturing


RELATED ARTICLES

Selecting Right Diamond Drill for your Application
Selecting the right diamond drill or bit for your application is one of the most important steps in achieving successful drilling results. The correct choice not only improves accuracy and efficiency but also saves time, reduces costs, and minimizes trial and error. This guide has been created for all levels of users whether you are a beginner, a researcher, a contractor, or an experienced manufacturing engineer seeking process optimization.
Today’s industries face a rapidly expanding range of materials that are harder, more brittle, and more complex than ever before. Advanced ceramics, composites, semiconductors, optical materials, and exotic alloys are increasingly replacing traditional substrates, often rendering older drill designs and methods obsolete. These new materials require advanced diamond tools and updated techniques to achieve consistent, high-quality results.
Although the marketplace offers hundreds of diamond drills, bits, accessories, and machines, it often provides very little guidance on how to select the right tool. Many users end up experimenting for days or weeks, trying different drills, speeds, and setups. This trial-and-error approach wastes time, increases costs, and leads to unnecessary material loss.
By focusing on the key variables that affect drill performance, including material properties, drill geometry, equipment capability, and application requirements you can make informed decisions that align with your objectives. Proper planning, careful tool selection, and attention to detail in setup and technique will ultimately determine the success of your operation.
This article outlines the critical factors to consider when choosing a diamond drill, helping you avoid common mistakes and achieve reliable, repeatable results for your specific application.

Don’t Buy a Diamond Core Drill Until You Read This Guide
Diamond core drills are essential tools for cutting precise circular holes in concrete, masonry, tile, stone, and other dense materials. Whether you’re a contractor, installer, plumber, electrician, or an advanced DIY user, choosing the wrong tool can lead to slow drilling, damaged segments, overheating, or expensive replacements. Before you invest in a core drill, it’s important to understand the features, specifications, and safety considerations that truly matter.
This guide covers everything you should know before buying—so you can avoid costly mistakes and choose a tool that delivers clean, accurate, and efficient performance.
Diamond Core Drill Bit Guide: How to Choose the Right One for Precision Cutting (USA)
Choosing the correct diamond core drill bit is one of the most important decisions for achieving precision drilling, faster cutting speeds, and longer tool life. Whether you’re drilling concrete, granite, porcelain tile, marble, or masonry, your bit selection directly impacts efficiency, hole quality, and overall project cost.
This USA-focused buyer’s guide explains exactly how to select the right bit for your application while avoiding the most common performance and durability mistakes.

Diamond core drills are widely used in industries that require precise hole creation in extremely hard or brittle materials. From
Diamond core drills are widely used in industries that require precise hole creation in extremely hard or brittle materials. From
Diamond core drills are widely used in industries that require precise hole creation in extremely hard or brittle materials. From

Whether in a factory for industrial production or in the research lab, testing lab, and inspection area of a university
Whether in a factory for industrial production or in the research lab, testing lab, and inspection area of a university
Whether in a factory for industrial production or in the research lab, testing lab, and inspection area of a university

With the further shrinking of semiconductor devices and ramping up of performance, wafer processing has become increasingly stringent. Perhaps one of
With the further shrinking of semiconductor devices and ramping up of performance, wafer processing has become increasingly stringent. Perhaps one of
With the further shrinking of semiconductor devices and ramping up of performance, wafer processing has become increasingly stringent. Perhaps one of

Careful sample preparation is the key to good metallographic analysis. Although equipment features and process conditions are significant factors, the impact
Careful sample preparation is the key to good metallographic analysis. Although equipment features and process conditions are significant factors, the impact
Careful sample preparation is the key to good metallographic analysis. Although equipment features and process conditions are significant factors, the impact

Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.