































Diamond Tool Coolants Why, How, When & Where to Use

02
Jun






-
 1. Reduces Surface Tension - Coolant reduces the surface tension, improving cutting performance.
1. Reduces Surface Tension - Coolant reduces the surface tension, improving cutting performance.
-
2. Bonds Water Molecules - The coolant bonds water molecules, aiding in better cutting.
-
3. Prevents Swarf Accumulation - Coolant helps prevent the buildup of debris or swarf during cutting, leading to cleaner cuts.
-
4. Extend Blade Life - Using coolant can prolong the lifespan of the blade.
-
5. Improve Material Yield and Reliability - Coolant enhances the yield and reliability of the materials being cut.
-
6. Eliminate Additional Material Processing -Coolant usage can eliminate the need for additional processing steps due to better cutting performance.
-
7. Improves Internal Tolerances - Coolant improves the internal tolerances of the materials, resulting in more precise cuts.
-
8. Reduces Edge Damage - Coolant minimizes edge damage during cutting.
-
9. Minimizes Internal Cracking - Using coolant reduces the risk of internal cracking in materials during cutting.
-
10. Assures Long - term Integrity of Material - Coolant ensures the long-term integrity of the material being cut.
-
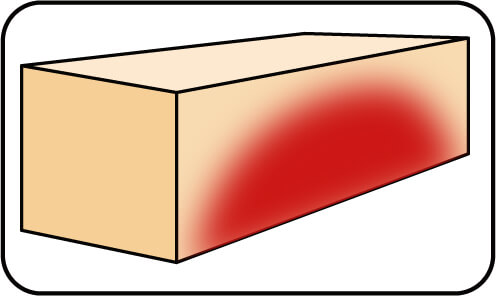
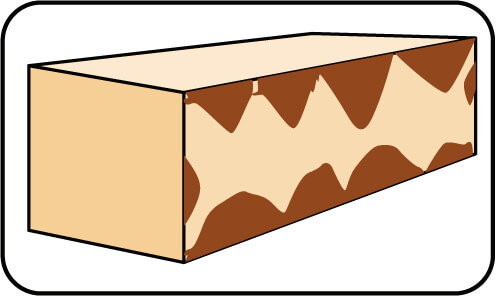
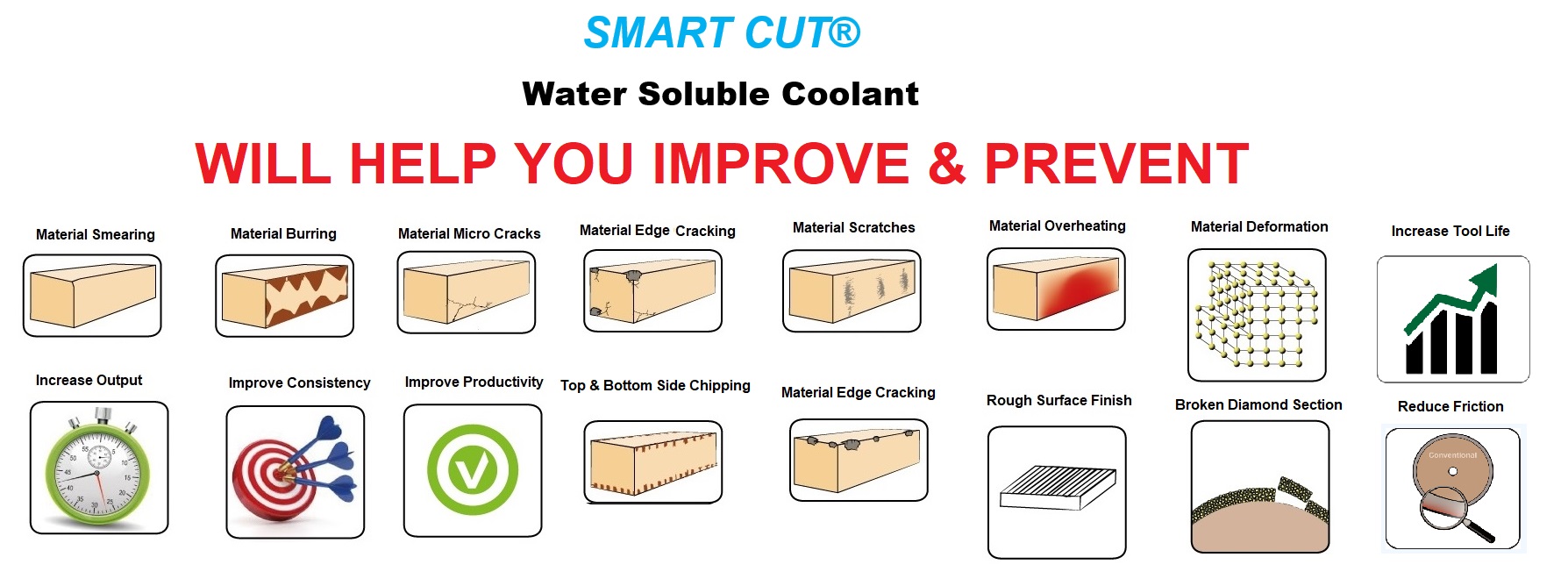
1. Material Chipping - Using plain water can lead to chipping of the material during cutting.
-
2. Cracking - Plain water may cause cracking in the material.
-
3. Smearing - The use of plain water can result in smearing of the material.
-
4. Burning - There is a risk of burning the material when using plain water.
-
5. Material Deformation - Plain water can lead to unwanted deformation of the material being cut.
-
6. Material Contamination - Using plain water may cause contamination of the material.
-
7. Poor and Inconsistent Tool Performance - Plain water can result in suboptimal and inconsistent performance of the cutting tool.
-
8. Shorter Tool Life - The lifespan of the tool may be reduced when using plain water.
-
9. Many Other Undesired Outcomes - Plain water can lead to various other undesirable outcomes during cutting.
-
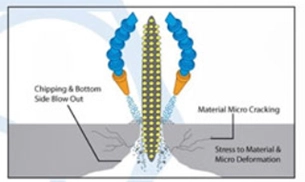
Tool Damage: Excessive heat can degrade the bond matrix, cause thermal cracking, or lead to premature wear of the diamond segments.
-
Material Damage: Overheating can lead to thermal damage of the processed material, such as burning, melting, or warping.
-
Increased Friction: This not only generates more heat but also increases tool wear.
-
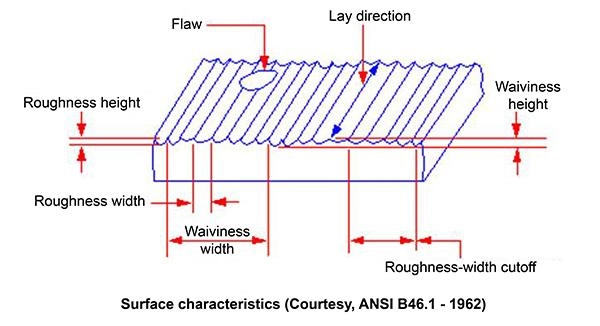
Surface Imperfections: Without lubrication, the tool may cause micro-scratches or other imperfections on the surface of the material, impacting the final quality.
-
Tool Corrosion: Corrosion can damage the diamond tool, impacting its performance and lifespan.
-
Equipment Corrosion: Water can corrode the equipment, leading to maintenance issues, increased downtime, and potential equipment failure.




-
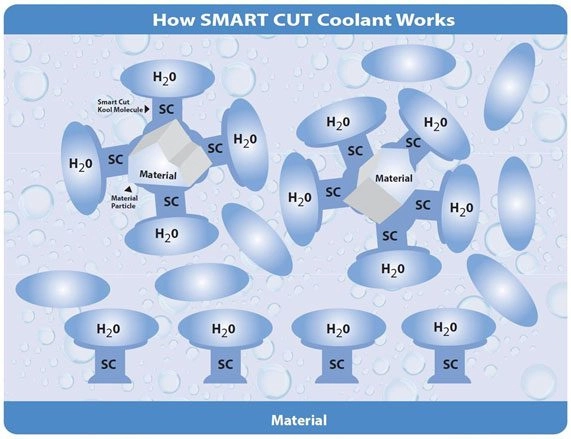
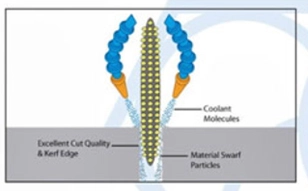
Reduces Surface Tension - by 25-40 dynes/cm2. SMART CUT® Coolant allows more water into the material kerf / pores, dissipating heat generated by friction.
-
Bonds Water Molecules - into the kerf and to the diamond tool, allowing better swarf dispersion and lubrication.
-
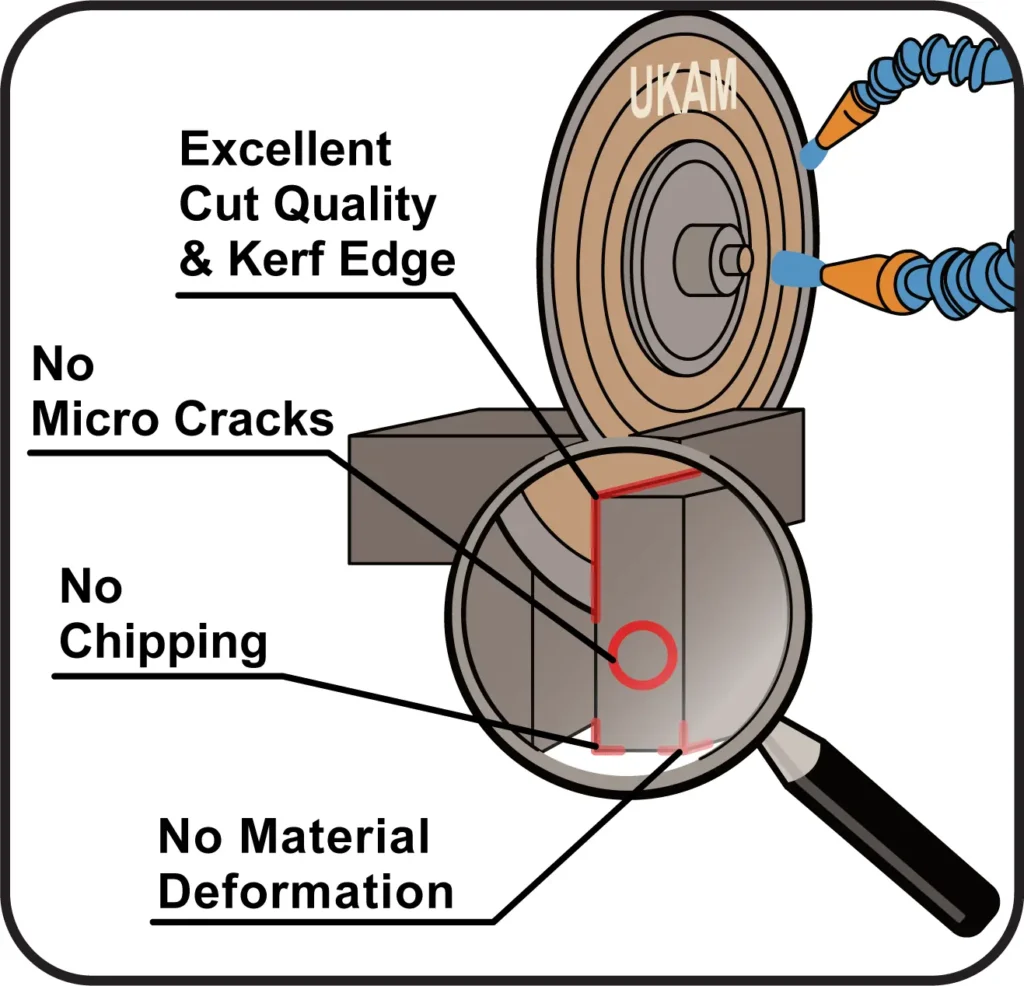
Prevent Swarf Accumulation - on the diamond tool and in Back and frontside edges, minimizing chipping and internal cracking.
-
Extend Diamond & CBN Blade, Drill, Wheel, & Tool Life - by up to 30%. The lubricated blade / diamond tool runs cooler, reducing metal fatigue and blade / diamond tool wear.
-
Improve Material Yield and Reliability - from the reduced amount of chipping, cracking and consequent edge damage.
-
Eliminate Additional Material Processing - Depending on the application and your objectives, SMART CUT® Coolant frequently eliminates and minimizes secondary and subsequent material processing.
-
Improved Machining Tolerances - Many of today’s demanding advanced material applications provide challenges to advanced material manufacturers and R & D facilities. Obtaining tolerances less than a millionths of an inch, is not uncommon. SMART CUT® Coolant promotes attainment of close tolerances by removing heat generated at the point of contact between the tool and work piece. Heat can cause deformations in both the tool and work piece that results in the loss of tolerance. When the generation of heat and its subsequent removal by a coolant is momentarily interrupted any coolant product will adversely affect the performance of a tool and therefore ruin a tolerance specification.
-
Soft Materials: For softer materials such as plastics, water-based coolants are generally effective. These coolants offer excellent heat dissipation and are economical, making them suitable for general-purpose cutting and grinding.
-
Hard Materials: For harder materials like hardened steels, ceramics, or composites, oil-based coolants or synthetic coolants are often preferred. These coolants provide superior lubrication, which helps to reduce friction and enhance tool life when dealing with tough materials.
-
Heat-Sensitive Materials: Materials that are sensitive to heat, such as certain composites or electronic components, benefit from coolants that offer precise temperature control. Synthetic and semi-synthetic coolants are often ideal for these applications, as they provide consistent cooling performance without excessive heat buildup.
-
Cutting Tools: Diamond cutting tools benefit from coolants that provide both cooling and lubrication. Water-based or semi-synthetic coolants are often suitable for general-purpose cutting, while oil-based coolants may be preferable for harder materials or when a superior finish is desired.
-
Grinding Tools: Diamond grinding tools generate substantial heat due to friction. Synthetic or semi-synthetic coolants are often preferred for grinding applications, as they provide excellent cooling and prevent thermal damage to the tool and workpiece.
-
Drilling Tools: Diamond drilling tools benefit from coolants that can effectively remove debris and provide lubrication. Water-based or semi-synthetic coolants are often suitable for drilling applications, as they offer effective cooling and debris removal.
-
High-Quality Finish: For applications requiring a high-quality finish, such as optics or precision engineering, oil-based or semi-synthetic coolants are often preferred. These coolants provide superior lubrication, reducing friction and producing a smooth, polished surface.
-
General Purpose Finish: For general-purpose applications where surface finish is not a primary concern, water-based coolants are often sufficient. These coolants offer effective cooling and lubrication for standard cutting and grinding operations.
-
Biodegradable Coolants: Some coolants are formulated to be biodegradable, reducing environmental impact and disposal costs. These coolants are often water-based or synthetic, providing effective performance while being environmentally friendly.
-
Oil-Based Coolants: Oil-based coolants, while effective, can have a higher environmental impact due to their potential for pollution and difficulty in disposal. These coolants should be used with caution and proper waste management practices.
-
Cost: The cost of coolants varies based on their composition and performance characteristics. Water-based coolants are generally the most economical, while synthetic and semi-synthetic coolants tend to be more expensive. The choice should balance performance needs with budget constraints.
-
Maintenance: Different coolants have varying maintenance requirements, such as filtration, bacterial control, and replacement frequency. Manufacturers should consider the maintenance needs of the chosen coolant to ensure consistent performance and longevity.
-
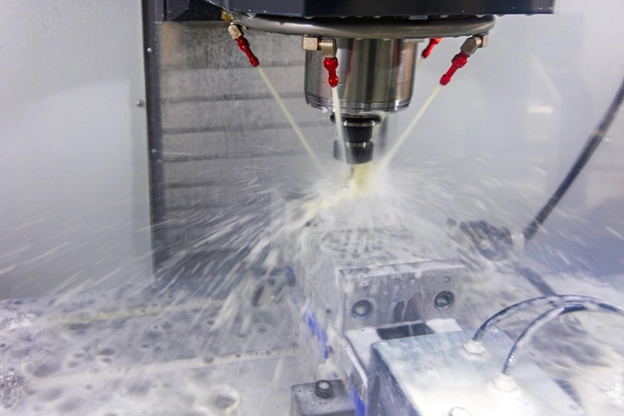
1. Effective Heat Dissipation: Flood cooling ensures that a large volume of coolant is in contact with the cutting or grinding area, effectively dissipating the heat generated during machining. This helps to prevent thermal damage to the tool and the workpiece.

-
2. Enhanced Lubrication: The continuous flow of coolant in flood cooling provides excellent lubrication, reducing friction and wear on the tool. This is particularly beneficial when working with hard or abrasive materials.
-
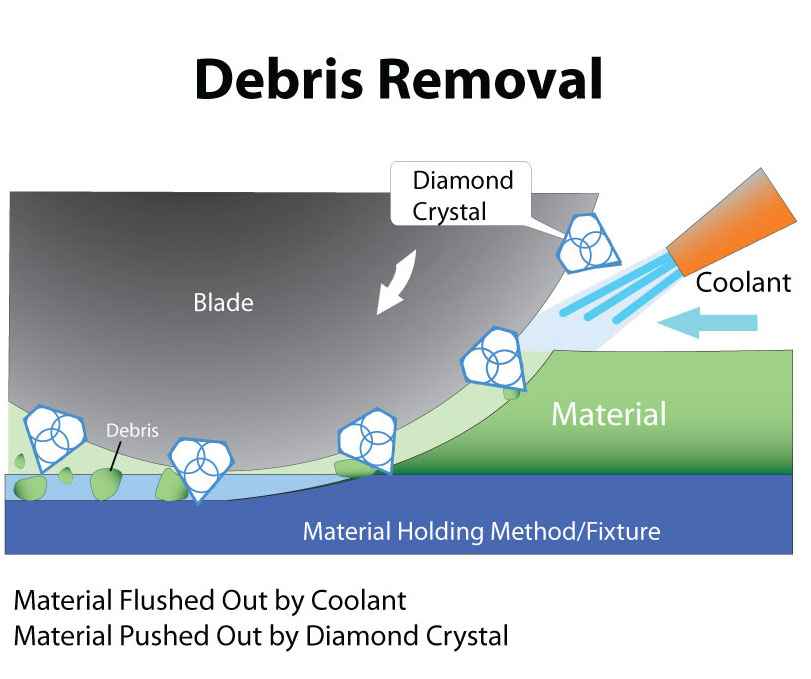
3. Debris Removal: Flood cooling helps to wash away debris and swarf from the cutting area, preventing clogging and ensuring a clean surface for the tool to work on.
-
1. Controlled Cooling: Mist cooling provides controlled cooling, which is ideal for operations requiring precise temperature management. The fine mist ensures that the tool and workpiece remain cool without excessive coolant flow.
-
2. Reduced Coolant Consumption: Mist cooling uses less coolant compared to flood cooling, reducing waste and associated costs. This makes it an economical choice for certain applications.
-
3. Cleaner Operation: The fine mist of coolant in mist cooling creates a cleaner working environment, as there is less splashing and overspray compared to flood cooling.
-
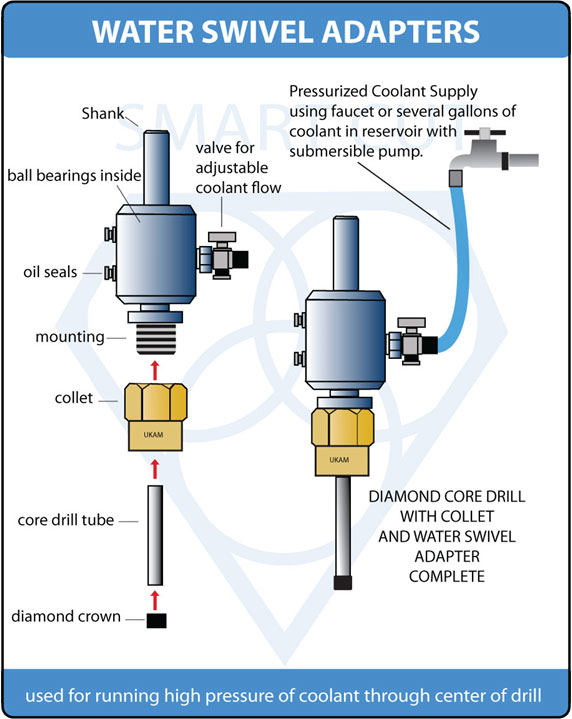
1. Targeted Cooling: Through-tool cooling provides targeted cooling directly to the cutting edge or grinding surface, ensuring that the critical area is effectively cooled and lubricated. This enhances tool performance and longevity.

-
2. Efficient Debris Removal: The internal channels in through-tool cooling help to flush away debris and swarf from the cutting area, preventing clogging and ensuring a clean cutting surface.
-
3. Enhanced Precision: Through-tool cooling provides precise and consistent coolant delivery, which is crucial for precision operations where temperature control and surface finish are important.
-
Flood Cooling provides excellent cooling efficiency due to the high volume of coolant flow.
-
Mist Cooling offers good cooling efficiency with controlled cooling suitable for light-duty operations.
-
Through-Tool Cooling delivers excellent cooling efficiency through targeted cooling at the cutting edge.
-
Flood Cooling provides excellent lubrication, ideal for reducing tool wear and improving surface finish.
-
Mist Cooling offers moderate lubrication, suitable for precision operations where excessive lubrication is not needed.
-
Through-Tool Cooling provides excellent lubrication directly at the cutting edge, enhancing tool performance.
-
Flood Cooling provides excellent debris removal with a continuous flow of coolant.
-
Mist Cooling offers moderate debris removal, suitable for operations where debris buildup is minimal.
-
Through-Tool Cooling delivers excellent debris removal directly at the cutting edge, preventing clogging and maintaining a clean cutting surface.
-
Flood Cooling involves high coolant consumption due to the large volume of fluid used.
-
Mist Cooling involves low coolant consumption, making it economical for light-duty applications.
-
Through-Tool Cooling delivers excellent debris removal directly at the cutting edge, preventing clogging and maintaining a clean cutting surface.
-
Flood Cooling has a high environmental impact due to potential waste and cleanup issues.
-
Mist Cooling has a low environmental impact with minimal waste and a cleaner working environment.
-
Through-Tool Coolinghas a low environmental impact with minimal waste and efficient coolant usage.
-
Flood Cooling is ideal for high-speed and heavy-duty operations where robust cooling and lubrication are needed.
-
Mist Cooling is suitable for precision and light-duty operations where controlled cooling is essential.
-
Through-Tool Cooling is perfect for precision and complex operations where targeted cooling and efficient debris removal are critical.
-
Flood Cooling is commonly used in cutting and grinding operations, particularly for high-speed or heavy-duty applications.
-
Mist Cooling is used in machining and grinding, especially for precision operations requiring minimal coolant consumption.
-
Through-Tool Cooling is ideal for drilling, milling, and grinding, particularly for deep-hole drilling or complex machining.
-
Water-Based Coolants are suitable for soft materials such as plastics and aluminum, offering effective heat dissipation.
-
Oil-Based Coolants are ideal for hard materials like hardened steels and ceramics, providing superior lubrication.
-
Synthetic Coolants are well-suited for heat-sensitive materials like composites and electronics, offering precise temperature control.
-
Semi-Synthetic Coolants are versatile and can be used for a range of materials.
-
Water-Based Coolants are effective for general-purpose cutting and drilling.
-
Oil-Based Coolants are preferred for cutting and drilling where a superior finish is needed.
-
Synthetic Coolants are excellent for grinding and precision cutting, providing consistent cooling.
-
Semi-Synthetic Coolants are versatile and suitable for cutting, grinding, and drilling.
-
Water-Based Coolants provide a general-purpose finish, suitable for standard cutting and grinding.
-
Oil-Based Coolants offer a high-quality finish, ideal for optics or precision engineering.
-
Synthetic Coolants provide a high-quality finish for precision grinding.
-
Semi-Synthetic Coolants offer a high-quality finish, suitable for optics or precision engineering.
-
Water-Based Coolants Synthetic Coolants offer excellent cooling efficiency.
-
Oil-Based Coolants offer good cooling efficiency, sufficient for most applications.
-
Synthetic Coolants offer excellent cooling efficiency, balancing performance and lubrication.
-
Water-Based Coolants offer good lubrication, suitable for general-purpose use.
-
Oil-Based Coolants provide excellent lubrication, ideal for high-quality finishes.
-
Synthetic Coolants offer moderate lubrication, sufficient for precision grinding.
-
Synthetic Coolants offer good lubrication, balancing cooling and friction reduction.
-
Water-Based Coolantsprovide good to excellent debris removal.
-
Oil-Based Coolants offer moderate debris removal, suitable for clean operations.
-
Synthetic Coolants offer good debris removal, effective for general-purpose use.
-
Water-Based Coolantshave low environmental impact, being biodegradable.
-
Oil-Based Coolants have high environmental impact due to pollution and disposal issues.
-
Synthetic Coolants have moderate environmental impact, being partially biodegradable.
-
Water-Based Coolants are economical, suitable for budget-conscious applications.
-
Oil-Based Coolants are moderate to high in cost, reflecting their specialized performance.
-
Synthetic Coolants are high in cost, reflecting their specialized applications.
-
Semi-Synthetic Coolants are moderate to high in cost, balancing performance and versatility.
-
Water-Based Coolantsrequire moderate maintenance for filtration and bacterial control.
-
Oil-Based Coolants require high maintenance for filtration and proper disposal.
-
Synthetic Coolants require low to moderate maintenance for filtration.
-
Semi-Synthetic Coolants require moderate maintenance for filtration.
-
Controlled Cooling: Mist cooling provides controlled cooling, which is ideal for operations requiring precise temperature management. The fine mist ensures that the tool and workpiece remain cool without excessive coolant flow.
-
Reduced Coolant Consumption:Mist cooling uses less coolant compared to flood cooling, reducing waste and associated costs. This makes it an economical choice for certain applications.
-
Cleaner Operation: The fine mist of coolant in mist cooling creates a cleaner working environment, as there is less splashing and overspray compared to flood cooling.
-
Targeted Cooling: Through-tool cooling provides targeted cooling directly to the cutting edge or grinding surface, ensuring that the critical area is effectively cooled and lubricated. This enhances tool performance and longevity.
-
Efficient Debris Removal: The internal channels in through-tool cooling help to flush away debris and swarf from the cutting area, preventing clogging and ensuring a clean cutting surface.
-
Enhanced Precision: Through-tool cooling provides precise and consistent coolant delivery, which is crucial for precision operations where temperature control and surface finish are important.
-
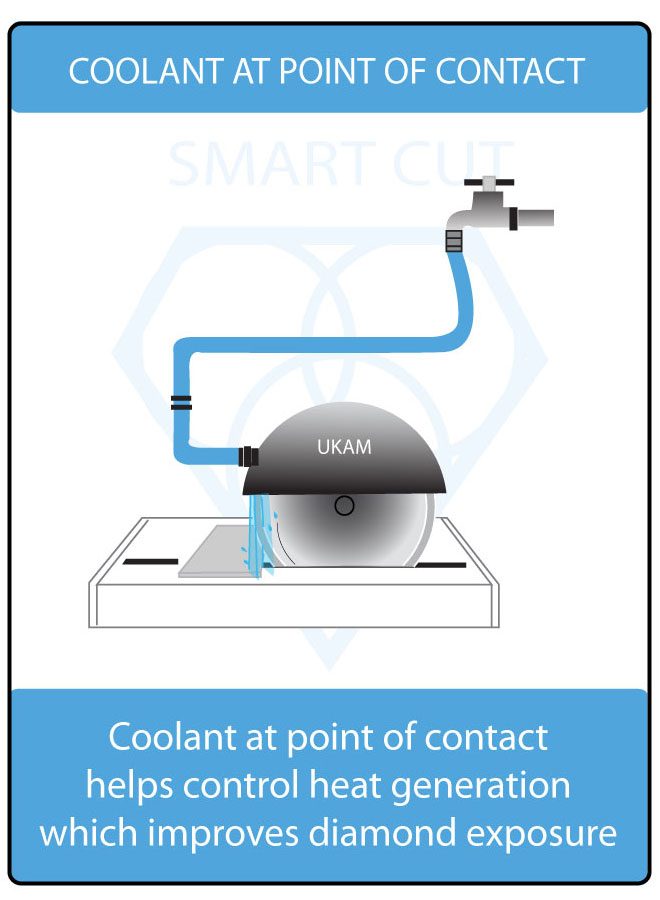
The primary function of the coolant is to absorb and dissipate heat generated during cutting, grinding, or drilling.
-
A low flow rate may result in insufficient cooling, leading to thermal damage to the tool or workpiece, while a high flow rate can cause excessive cooling, leading to thermal shock and potential cracking.
-
The correct flow rate ensures that the tool and workpiece are maintained at optimal temperatures, enhancing performance and preventing damage.
-
Coolants also serve as lubricants, reducing friction between the tool and the material being processed.
-
A low flow rate may not provide enough lubrication, increasing friction and wear on the tool, while a high flow rate can wash away necessary lubricants, reducing effectiveness.
-
The correct flow rate maintains a consistent layer of lubrication, reducing tool wear and enhancing surface finish.
-
During diamond tool operations, debris and swarf are generated, which can interfere with the cutting or grinding process.
-
A low flow rate may not effectively remove debris, leading to clogging or surface imperfections, while a high flow rate can cause excessive splashing or coolant waste.
-
The correct flow rate effectively washes away debris, keeping the cutting or grinding area clean and maintaining tool efficiency.
-
Different operations require different flow rates. For example, high-speed cutting or grinding may require a higher flow rate for effective cooling, while precision drilling may benefit from a lower flow rate to maintain lubrication.
-
The thermal properties of the tool and workpiece materials also affect the ideal flow rate. Hard or heat-sensitive materials may require higher flow rates to prevent thermal damage, while softer materials may only require lower flow rates for adequate cooling.
-
The viscosity and cooling capacity of the coolant affect the flow rate. Water-based coolants, for example, may require higher flow rates for effective cooling, while oil-based or synthetic coolants may be more effective at lower flow rates due to their superior lubricating properties.
-
The flow rate should be adjusted based on the specific application, considering factors such as speed, material, and coolant type.
-
Manual or automatic flow control valves can be used to adjust the flow rate, allowing for precise control.
-
Regular monitoring of the flow rate ensures consistent performance. Flow meters or sensors can be used to monitor the flow rate, providing feedback for adjustments as needed.
-
Proper maintenance of the coolant system, including cleaning and filter replacement, helps maintain the desired flow rate and prevents issues such as clogging or reduced efficiency.



02
Jun
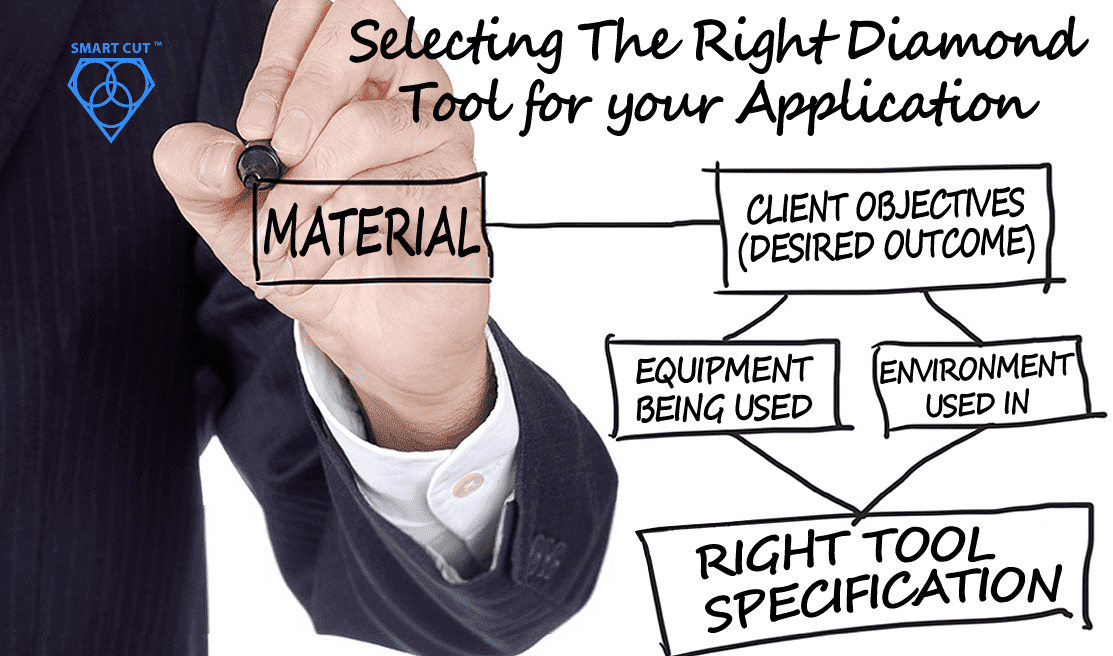
How to Selecting Right Diamond Tools for your application
Selecting the appropriate Diamond & CBN Tool specification is a crucial aspect of achieving your objectives. Opting for the ideal specification not only yields optimal results but also ensures the best return on investment. Conversely,...

02
Jun
How to properly use Diamond Tools
UKAM Industrial Superhard Tools manufactures precision diamond tools for a large variety of applications, materials, and industries.
Share this Article with Friend or Colleague
Metal Bonded Diamond Tools are “impregnated” with diamonds. This means that selected...

02
Jun
Why use diamond
Diamond is the hardest material known to man kind. When used on diamond/tools, diamond grinds away material on micro (nano) level. Due to its hardness Diamond will work all types of materials from...
02
Jun
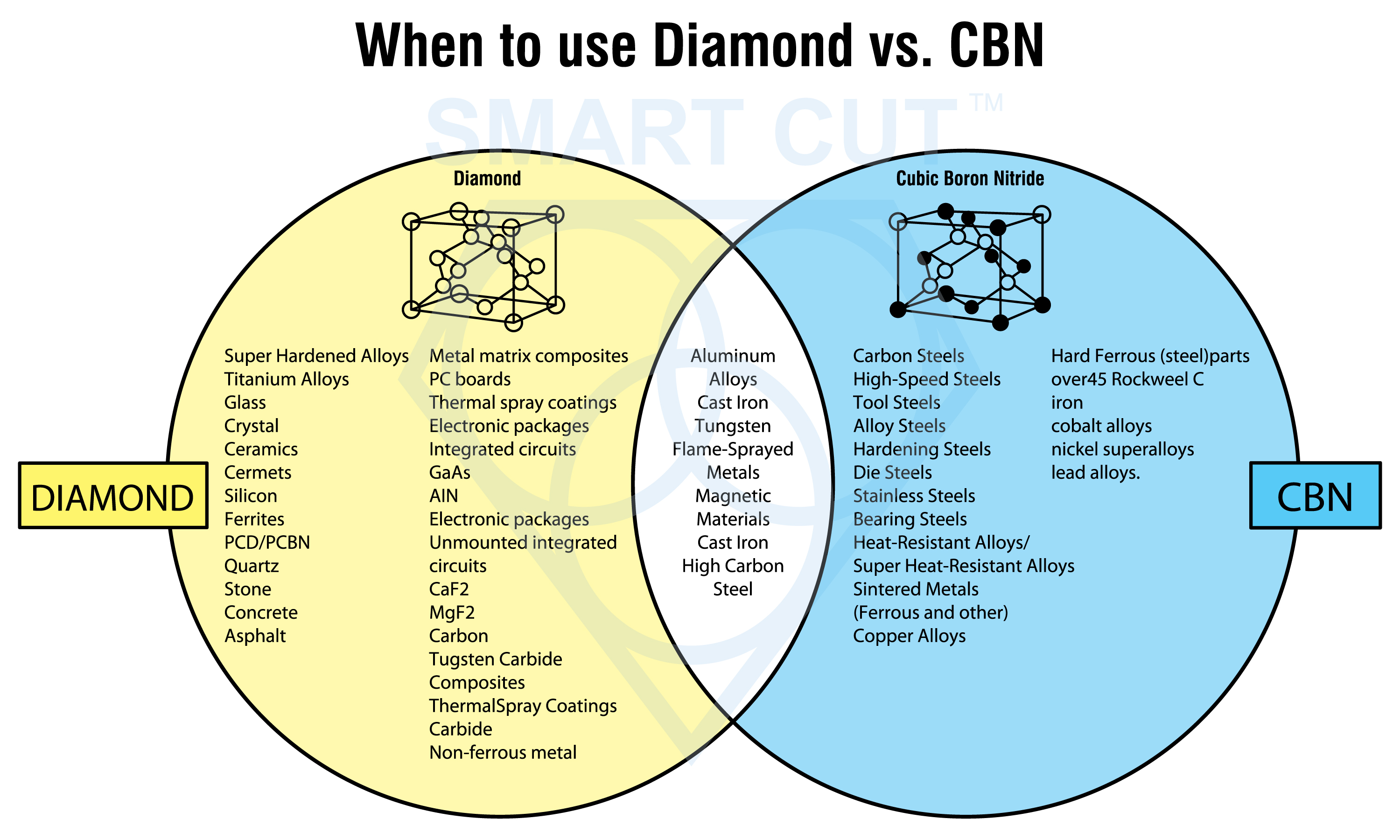
Diamond vs CBN (cubic boron nitride) Tools
Cubic Boron Nitride (CBN) is a synthetic material that is renowned for its exceptional hardness and high thermal stability. It is composed of boron and nitrogen atoms arranged in a crystal lattice structure, similar to...

02
Jun
What is Diamond Mesh Size and how to select best one for your application
Diamond grit size can be defined as the size of the diamond particles used in the bond matrix. The larger the diamond particles (grit size) the faster the tool will cut.
Share this Article with Friend or...
02
Jun
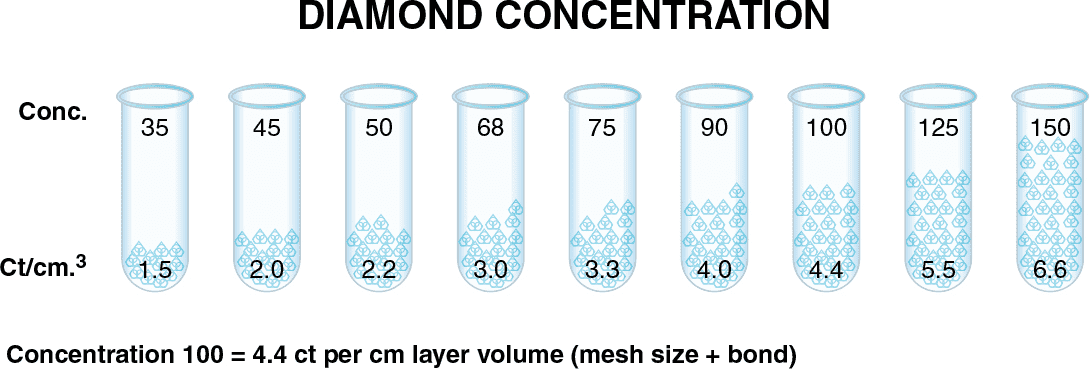
What is Diamond Concentration and which to use for your application
Diamond concentration is measured based on the volume of diamond within a section of the tool. It is typically defined as Concentration 100, which equates to 4.4 carats per cubic centimeter of the diamond layer...
02
Jun
Diamond Tool Coolants Why, How, When & Where to Use
Coolant is one of the most overlooked variables in the overall diamond or cbn tool machining process. Effective and proper use of coolant and recalculating coolant system will pay off in terms of improved surface...

17
May
Get to Know the Diamond Tool Bond Types and Which to use for your application
Selecting the appropriate diamond bond type for specific applications is crucial for several reasons. Diamond bond type directly affects the tool's performance, efficiency, and longevity. Different bond types determine how well a tool can withstand...














