









































Silicon Fabrication Guide
02
Jun



-
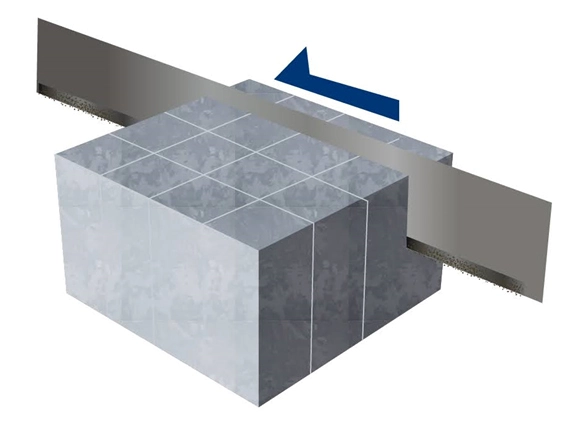
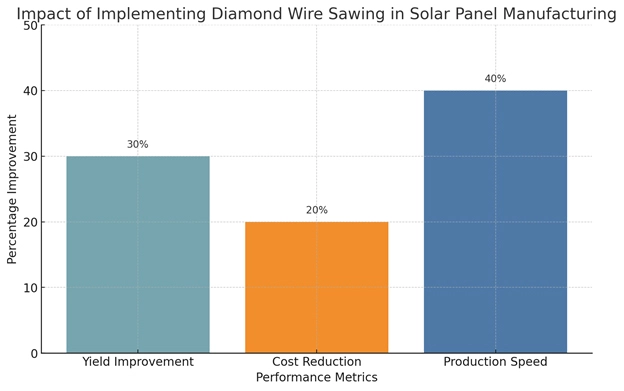
 Yield Improvement: The thinner kerf of the diamond wire reduced silicon waste by approximately 30%, significantly increasing the number of wafers obtained per ingot.
Yield Improvement: The thinner kerf of the diamond wire reduced silicon waste by approximately 30%, significantly increasing the number of wafers obtained per ingot.
-
Cost Reduction: Operational costs were reduced by 20% due to lower material waste and decreased need for blade replacements, as diamond wires have a longer lifespan compared to traditional blades.
-
Production Speed: Sawing time was reduced by 40%, enabling faster production cycles and increased throughput.
-
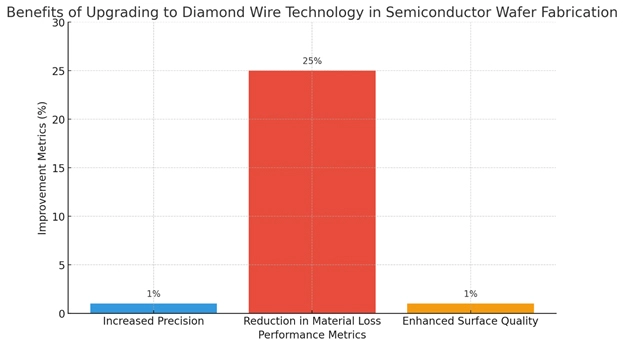
Increased Precision: The use of diamond wire sawing allowed for more precise cuts, which is critical in semiconductor manufacturing, resulting in higher quality wafers with uniform thickness.
-
Reduction in Material Loss: The thin diamond wire reduced kerf loss by 25%, increasing the total output of usable wafers and reducing raw material costs.
-
Enhanced Surface Quality: Wafers required less post-cut polishing, reducing processing time and labor costs associated with the wafer finishing phase.

07
Oct
Selecting the Right Diamond Band Saw blade for your Application
Selecting the right diamond band saw blade is important for getting the best results in your cutting process. The right blade can help you achieve clean cuts, reduce material waste, and make your blades last...
17
Sep
Diamond Band Saw Blades Usage Recommendations & Best Practices
Diamond band saw blades are used for cutting large variety of materials from ultra hard ceramics to glass and composite materials. This article covers all critical usage recommendations and best practices for diamond band saw...

04
Aug
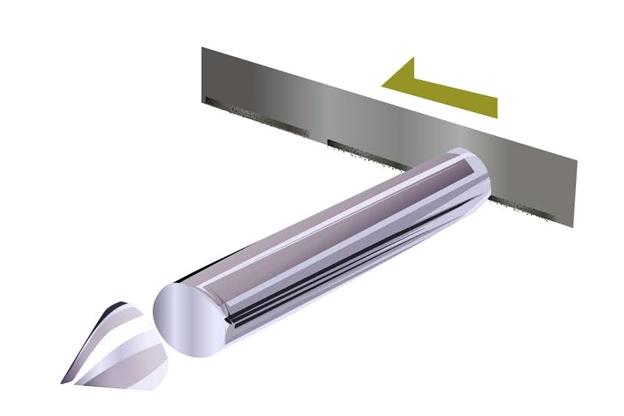
Diamond Wire vs band saw blades and circular blades
Diamond wire, band saw blades, and circular blades are all cutting tools used in various industries for different purposes. Each tool has its advantages and applications
For cutting ultra hard...
08
Jul
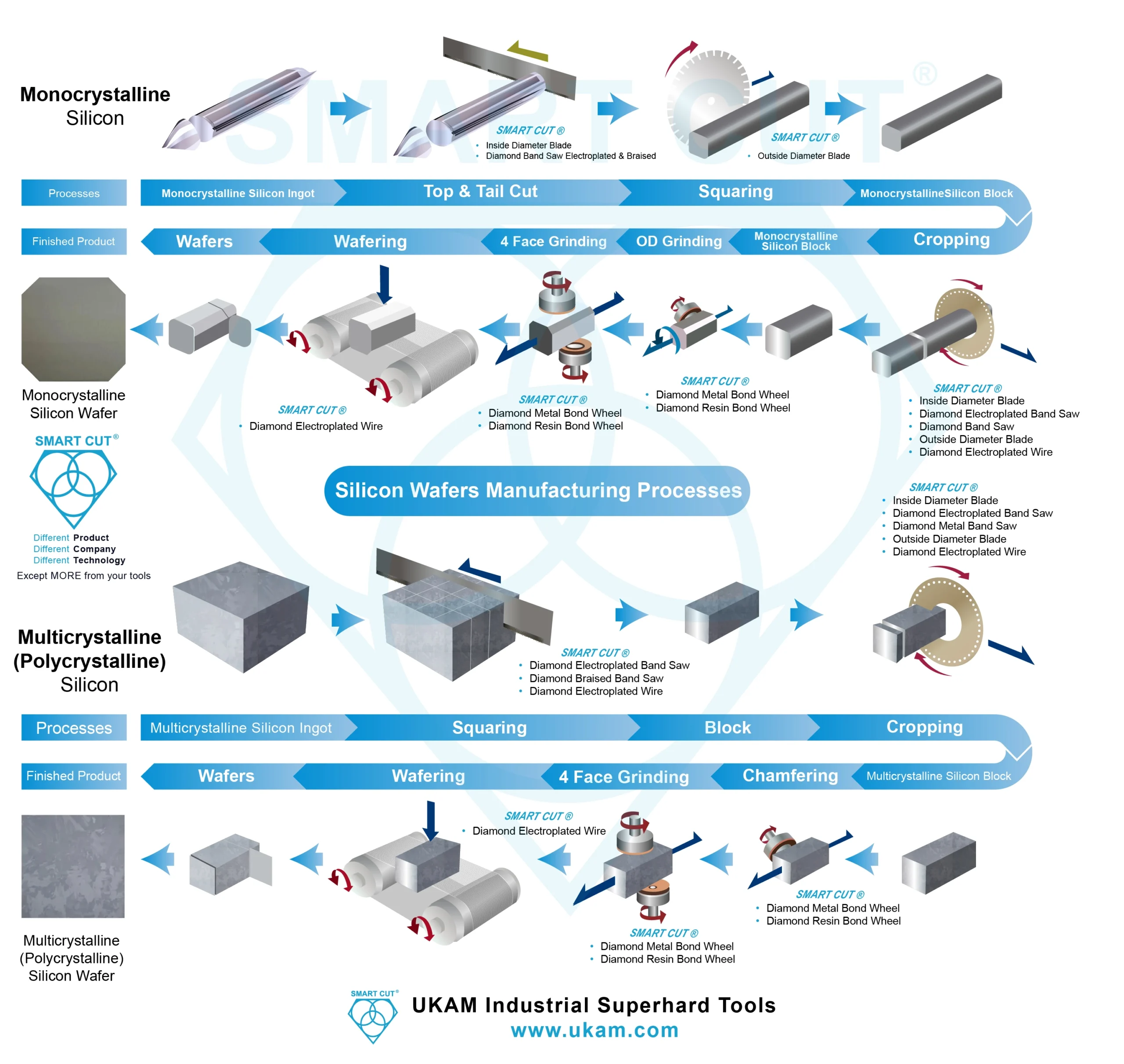
The Comprehensive Guide to the Processes of Silicon Wafers Production
Share this Article with Friend or Colleague
The production of silicon wafers, an essential component in semiconductor manufacturing, involves several intricate steps to ensure precision and quality. This article explores the detailed processes depicted in...
08
Jul
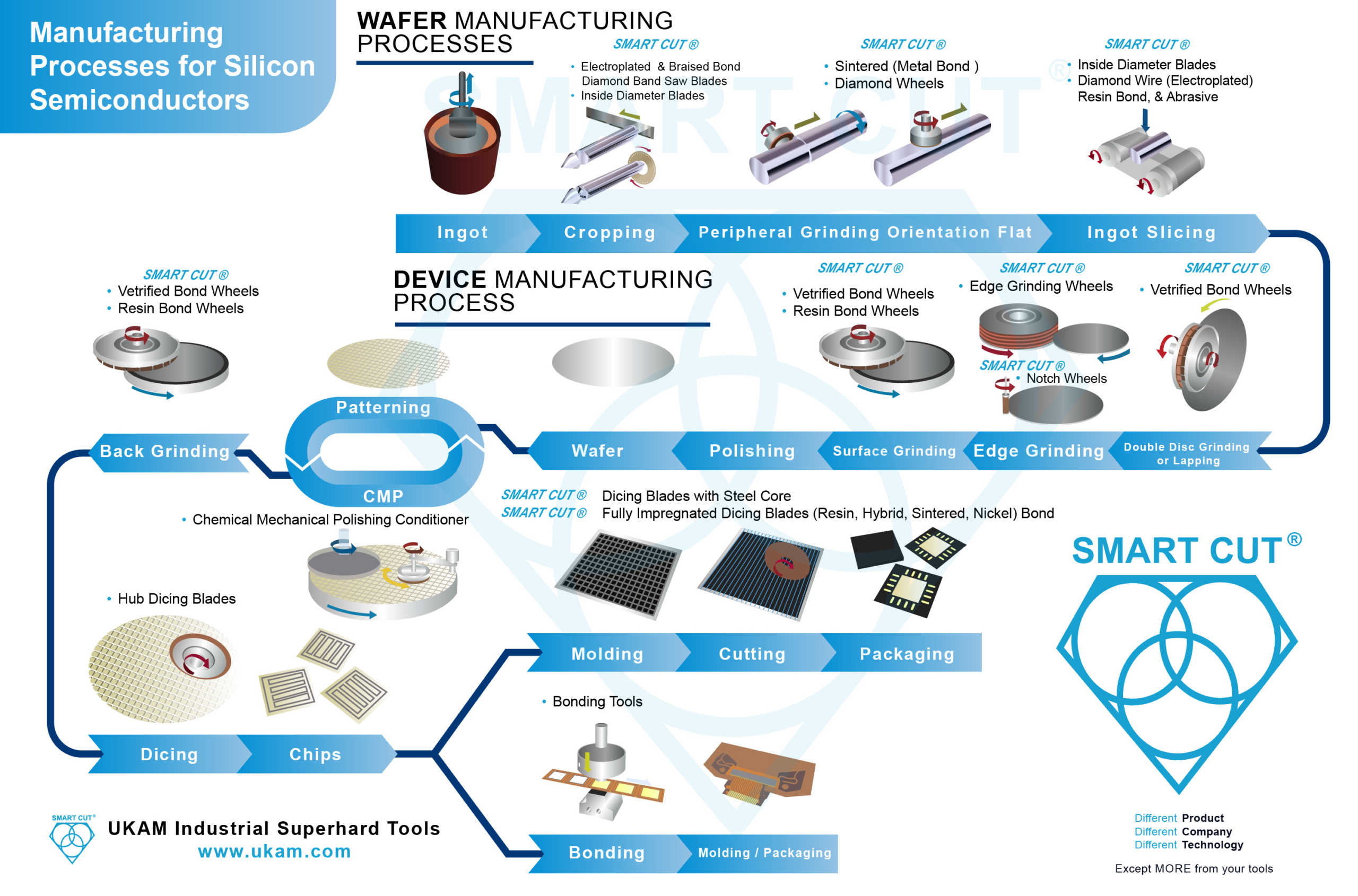
Manufacturing Processes for Silicon Semiconductors From Ingot to Integrated Circuit
Share this Article with Friend or Colleague
1. Ingot Production
The journey begins with the creation of silicon ingots, which are pure silicon cylinders produced through methods like the Czochralski process. Once formed, these ingots undergo a...

02
Jun
Evaluating & Comparing Diamond Blades
Share this Article with Friend or Colleague
Proper testing procedures and methodologies must be set up and used to obtain accurate as well as repeatable testing results. This article will discuss several simple procedures which...

02
Jun
How to Improve & Optimize Your Diamond Sawing Operation
There are numerous variables that affect the performance of diamond and CBN cutting blades. Understanding these variables will help end users select the right diamond blade specifications for their applications and optimize their...

02
Jun
Troubleshooting Diamond Sawing Problems
Having issues with your diamond cutting operation? This Illustrated Guide can help. Learn the most common problems most people have in using diamond cutting blades. How to resolve them and avoid them in...
02
Jun
Silicon Fabrication Guide
Share this Article with Friend or Colleague
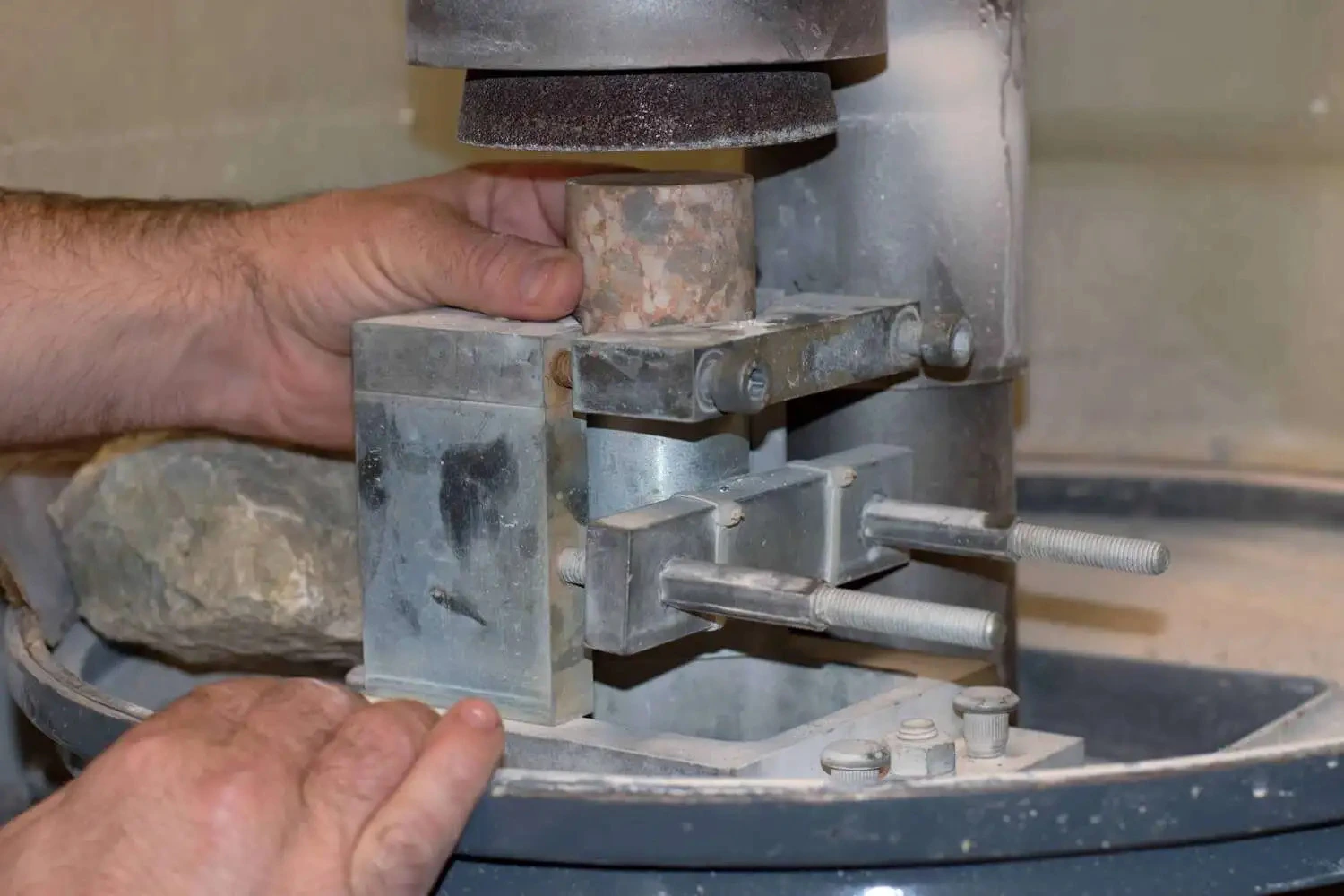
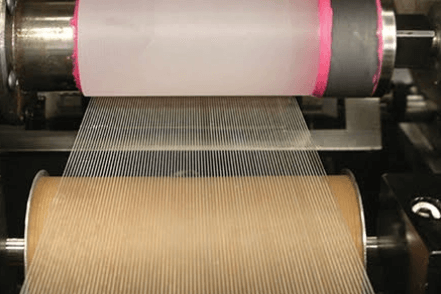
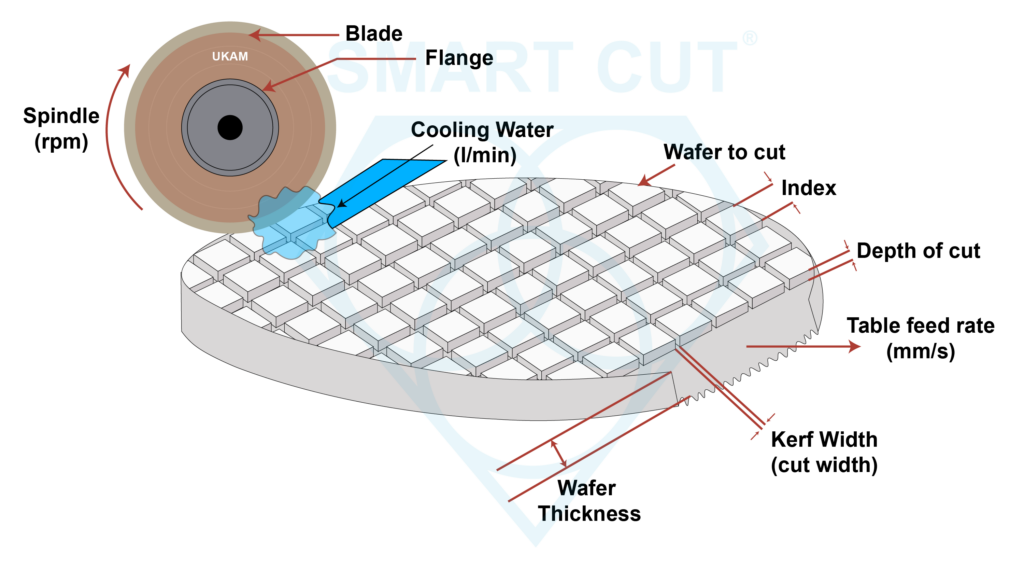
Cutting silicon wafers is a critical process in the manufacturing of semiconductor devices, where precision and control are paramount to the success of the final products. Silicon, a semi-metallic...

02
Jun
Diamond Wire Advantages & Application
Diamond Wire saws provide the most accurate cutting with the least amount of material deformation and chipping of material.
Share this Article with Friend or Colleague
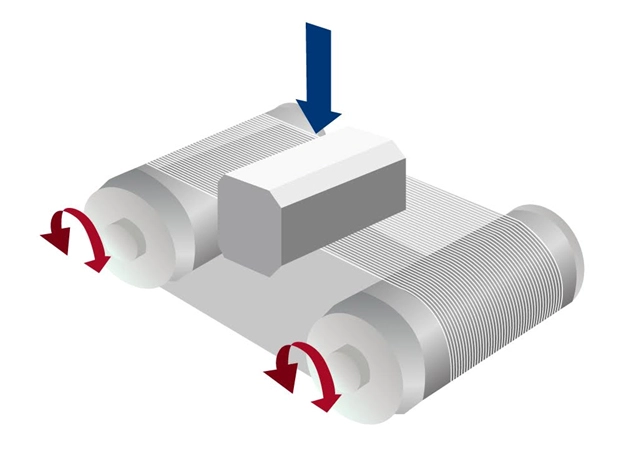
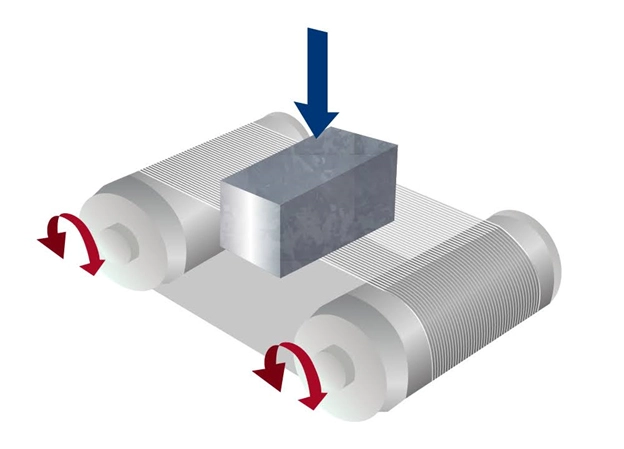
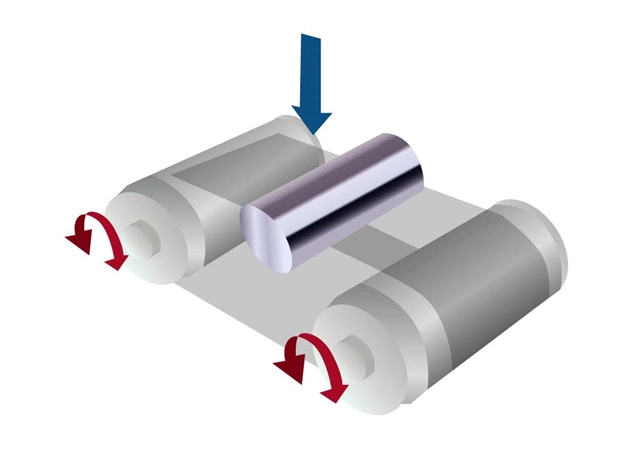
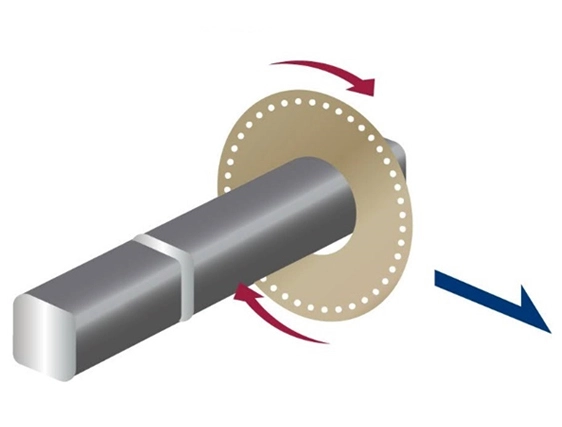
HOW DIAMOND WIRE WORKS
Today diamond wire sawing is preferred by majority...

02
Jun
Why use diamond
Diamond is the hardest material known to man kind. When used on diamond/tools, diamond grinds away material on micro (nano) level. Due to its hardness Diamond will work all types of materials from...

02
Jun
How to Selecting Right Diamond Tools for your application
Selecting the appropriate Diamond & CBN Tool specification is a crucial aspect of achieving your objectives. Opting for the ideal specification not only yields optimal results but also ensures the best return on investment. Conversely,...














