





















































-
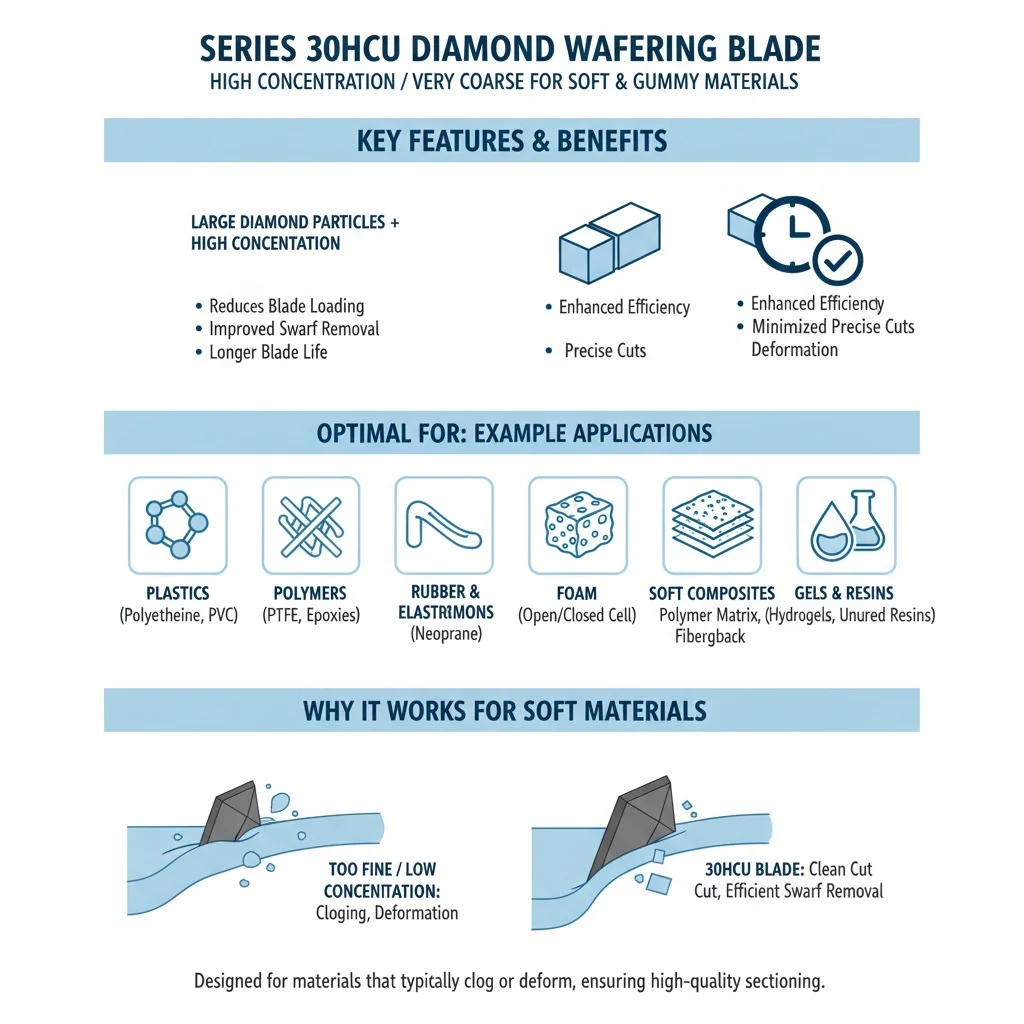
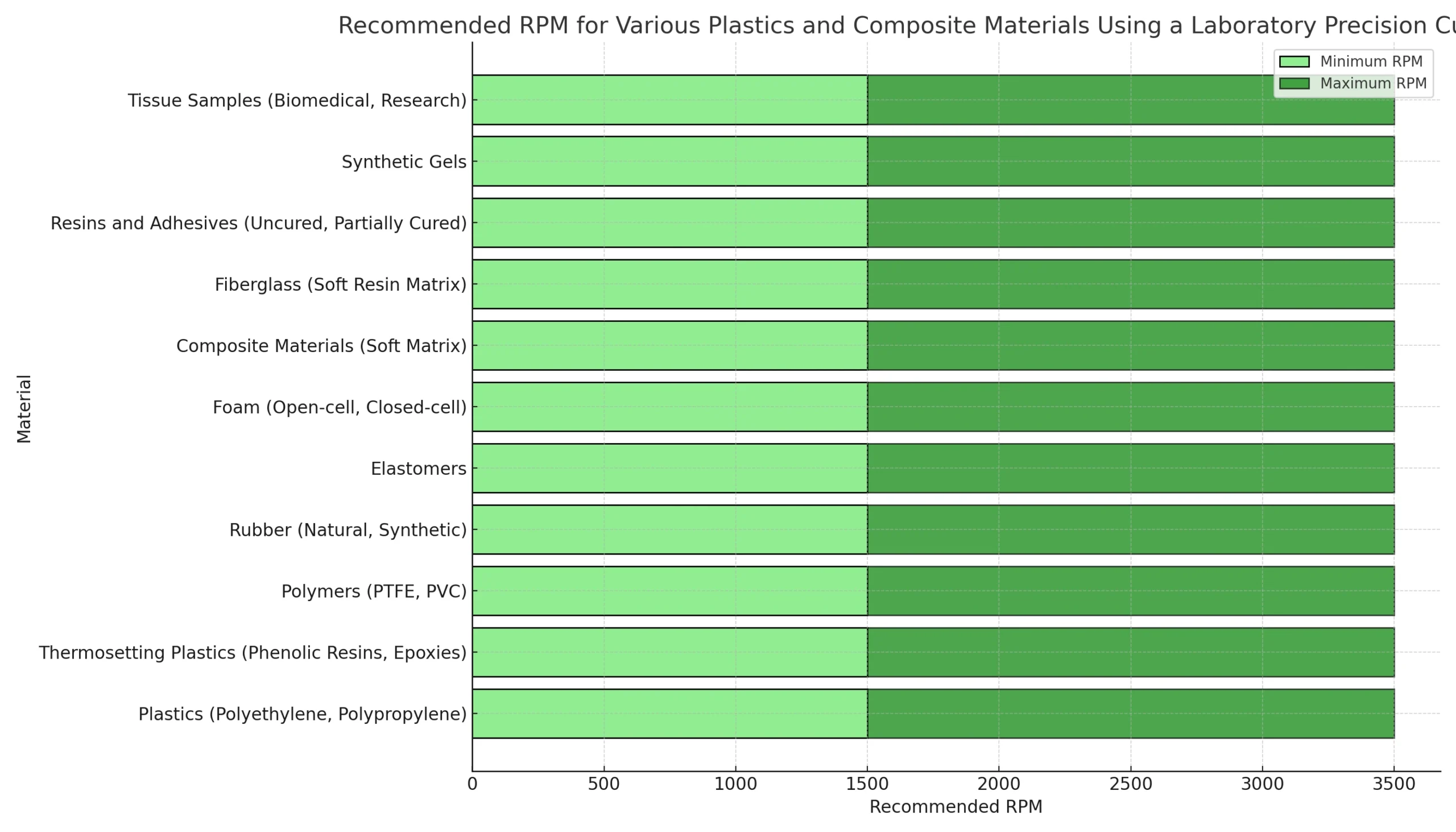
 Plastics: This includes a broad range of plastics from thermoplastics like polyethylene and polypropylene to thermosetting plastics such as phenolic resins and epoxies. Plastics that are particularly soft or have a low melting point are ideal candidates for this blade series.
Plastics: This includes a broad range of plastics from thermoplastics like polyethylene and polypropylene to thermosetting plastics such as phenolic resins and epoxies. Plastics that are particularly soft or have a low melting point are ideal candidates for this blade series. -
Polymers: Similar to plastics but often referring to materials used in more specialized applications, such as polytetrafluoroethylene (PTFE), polyvinyl chloride (PVC), and other similar materials used in both consumer products and industrial applications.
-
Rubber: All types of natural and synthetic rubber, including silicone rubber, neoprene, nitrile rubber, and butyl rubber. These materials require precise cuts to maintain the integrity of the material structure.
-
Elastomers: Materials that exhibit elastic properties similar to those of rubbers, used in various industrial sealing and cushioning applications.
-
Foam: Both open-cell and closed-cell foams, which might be used in automotive, aerospace, or consumer goods for insulation, padding, or structural support.
-
Composite materials: Specifically, those that include a polymer matrix combined with various fibers like glass or carbon. While some composites are very tough and require different blade types, those with a softer matrix are suitable for the Series 30HCU.
-
Fiberglass: Especially in forms where the fiberglass is embedded in a resin that is relatively soft and can be cut without damaging the glass fibers.
-
Resins and adhesives: Various types of resins that are uncured or partially cured can be cut using these blades, as well as adhesives that might need to be sectioned for quality control or analysis.
-
Synthetic gels: Various types of hydrogels and other soft, gel-like materials often used in medical devices and consumer products.
-
Tissue samples: In biomedical or research contexts where soft tissue samples need to be sectioned without significant deformation.



-
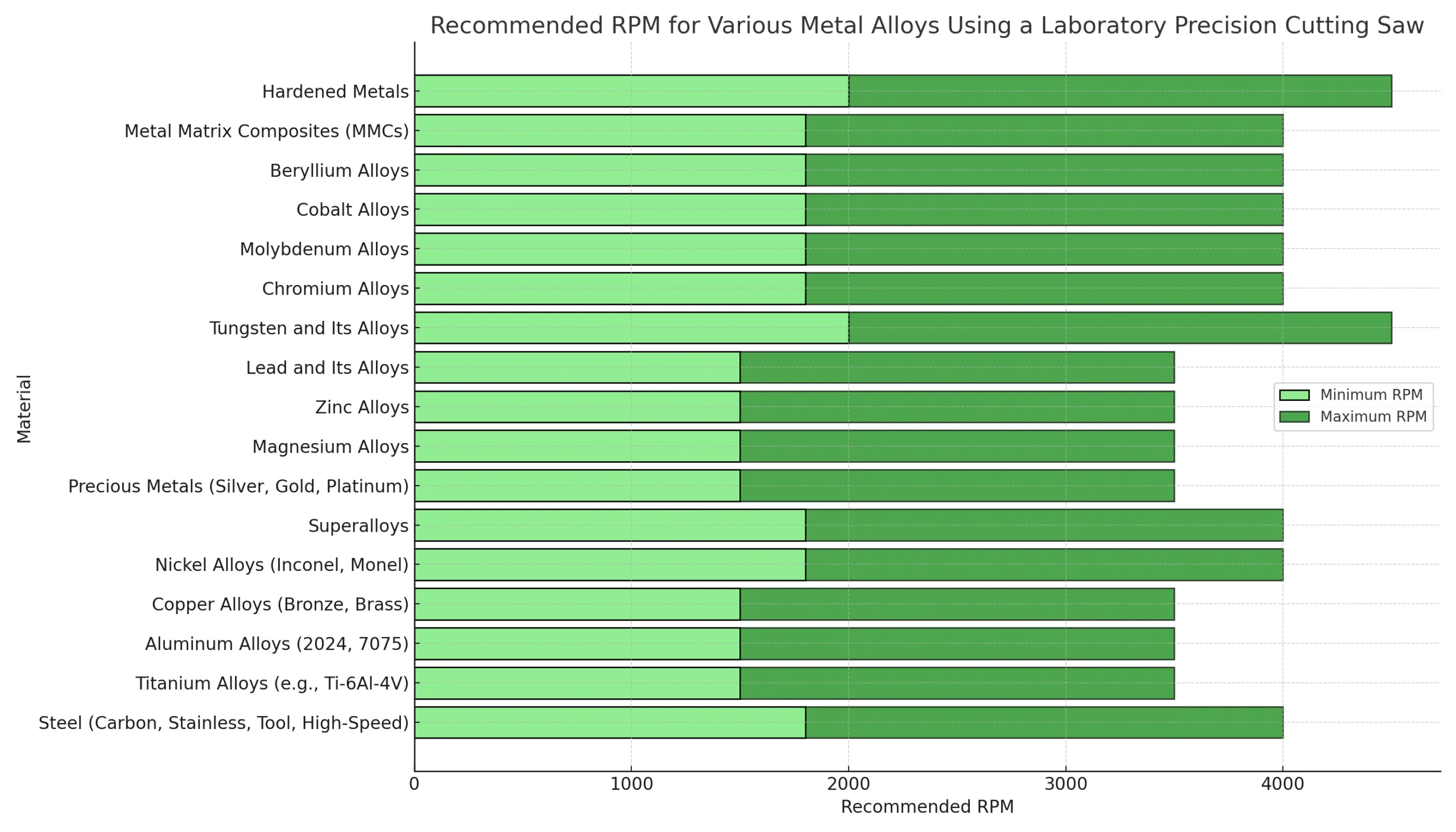
Steel: Including but not limited to carbon steel, stainless steel, tool steel, and high-speed steel. These materials are common in machine parts, tools, and structural components.
-
Titanium Alloys: Such as Ti-6Al-4V, commonly used in aerospace, medical implants, and other high-performance engineering applications due to their excellent strength-to-weight ratio and corrosion resistance.
-
Aluminum Alloys: Including those used in automotive and aerospace applications, like 2024, 7075, and other series, known for their lightweight and strong properties.
-
Copper Alloys: This includes bronze, brass, and other copper-based metals widely used in electrical, thermal, and architectural applications.
-
Nickel Alloys: Such as Inconel and Monel, which are used for their ability to withstand extreme environments, making them ideal for the chemical and aerospace industries.
-
Superalloys: Used primarily in jet engines and turbines due to their ability to perform at high temperatures and stresses.
-
Precious Metals: Such as silver, gold, and platinum, often used in specialized electronics and decorative applications.
-
Magnesium Alloys: Known for being extremely lightweight, these are used in automotive and aerospace applications where weight reduction is crucial.
-
Zinc Alloys: Often used in die casting processes for the automotive, consumer goods, and hardware industries.
-
Lead and Its Alloys: Commonly used in batteries, radiation shielding, and construction materials.
-
Tungsten and Its Alloys: Known for their high melting points and densities, used in military, mining, and aerospace applications.
-
Chromium Alloys: Used in stainless steel to enhance corrosion resistance and in superalloys to improve high-temperature strength.
-
Molybdenum Alloys: Employed in aircraft parts, electrical contacts, industrial motors, and filaments.
-
Cobalt Alloys: Such as those used in high-strength alloys for turbine blades and orthopedic implants.
-
Beryllium Alloys: Often used in aerospace applications for their high stiffness, light weight, and dimensional stability across a wide temperature range.
-
Metal Matrix Composites (MMCs): Combining metals with different properties, such as aluminum with ceramic particles, used in high-performance applications like racing cars and aerospace.
-
Hardened Metals: Metals that have been treated to increase their hardness, making them more durable and wear-resistant for tools and machining parts.


-
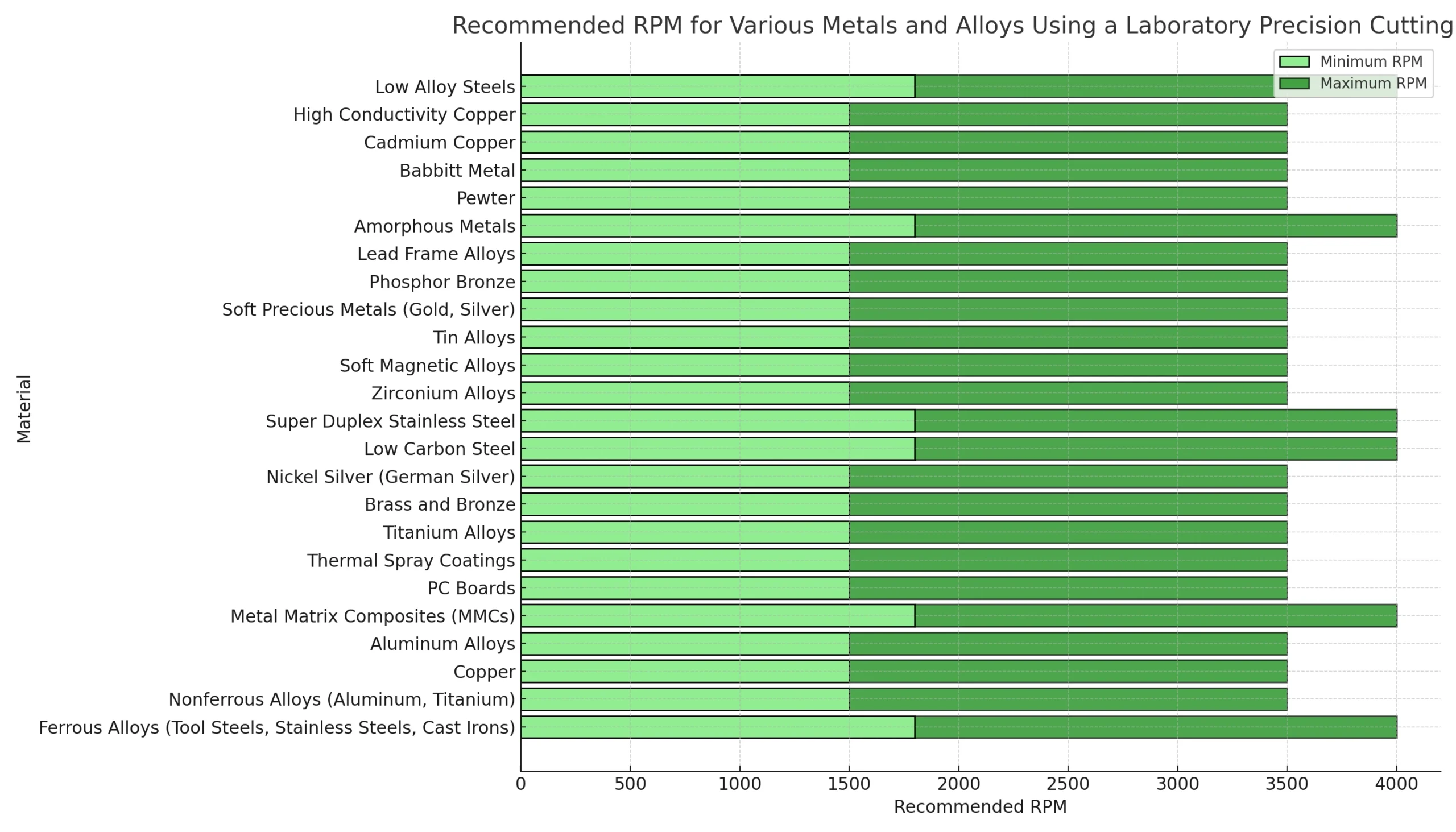
Ferrous Alloys: These include various types of steel and iron where precision is critical, such as tool steels, stainless steels, and cast irons used in everything from construction to intricate mechanical components.
-
Nonferrous Alloys: This encompasses a wide range of metals that do not contain iron, primarily focused on metals like aluminum and titanium alloys, which are prized in aerospace and automotive sectors for their strength-to-weight ratio.
-
Copper: Integral to electrical components due to its excellent conductivity, copper requires precise sectioning to ensure optimal performance in electrical applications and heat exchangers.
-
Aluminum: Used across a broad spectrum of industries, aluminum alloys require precise cuts for applications in transportation, packaging, and structural applications.
-
Metal Matrix Composites (MMCs): Combining the ductility of metal with the strength of ceramic or other fibers, MMCs are used in automotive brake rotors and aerospace components. The SERIES 15HCU blades provide the clean, sharp cuts needed for these composite materials without delaminating or damaging the matrix.
-
PC Boards: Precision is paramount when sectioning printed circuit boards for electronics. The SERIES 15HCU ensures clean cuts that do not fray or damage the delicate circuits and components mounted on these boards.
-
Thermal Spray Coatings: Often used to enhance the surface properties of materials, such as wear and corrosion resistance, precise cutting is necessary to maintain the integrity of the coatings during inspection and quality control processes.
-
Titanium Alloys: Particularly in biomedical applications and aerospace engineering, where the non-reactive nature of titanium is essential, the SERIES 15HCU provides the necessary precision to cut without inducing stress or altering the material properties.
-
Aluminum Alloys: Especially those used in precision components where a clean cut is essential to maintain material integrity.
-
Brass and Bronze: Common in musical instruments, decorative items, and fittings where precision and aesthetic are critical.
-
Copper: Widely used in electrical wiring and plumbing that requires clean and non-deformed cuts for reliable installations.
-
Titanium Alloys: Utilized in medical devices and implants where every cut impacts the integrity and functionality of the final product.
-
Nickel Silver (German Silver): Often used in ornamental work and in places where corrosion resistance and appearance are important.
-
Low Carbon Steel: Used in construction and manufacturing, where precise cuts can reduce material waste and improve joint quality.
-
Super Duplex Stainless Steel: Used in chemical processing and marine environments, where precision cuts are crucial for maintaining material properties.
-
Zirconium Alloys: In nuclear reactors, where exact specifications are necessary for safety and functionality.
-
Soft Magnetic Alloys: Such as those used in transformer cores and motors, where precise dimensions are critical to ensuring performance.
-
Tin Alloys: Used in specialty applications like bearings and fusible alloys, requiring precision in the melting point adjustments.
-
Soft Precious Metals (e.g., Gold, Silver): Specifically for applications requiring delicate handling to preserve the purity and properties of the material.
-
Phosphor Bronze: Commonly used in electrical and electronic applications for its spring qualities, necessitating clean and accurate cuts.
-
Lead Frame Alloys: Used in the semiconductor industry, where exact cuts are crucial for component reliability.
-
Amorphous Metals: Used in thin ribbons for transformers and various electronic applications, where precision is key.
-
Pewter: Often used in decorative household items and jewelry, where fine detail and smooth finishes are desired.
-
Babbitt Metal: Used in bearings that require exact tolerances for optimal performance and longevity.
-
Cadmium Copper: Primarily used in areas where high conductivity and durability are required, such as overhead conductors.
-
High Conductivity Copper: Especially in electronic and thermal applications where precise cuts ensure optimal performance.
-
Low Alloy Steels: Commonly used in the automotive industry for parts that require precise dimensions to ensure functional integrity.

-
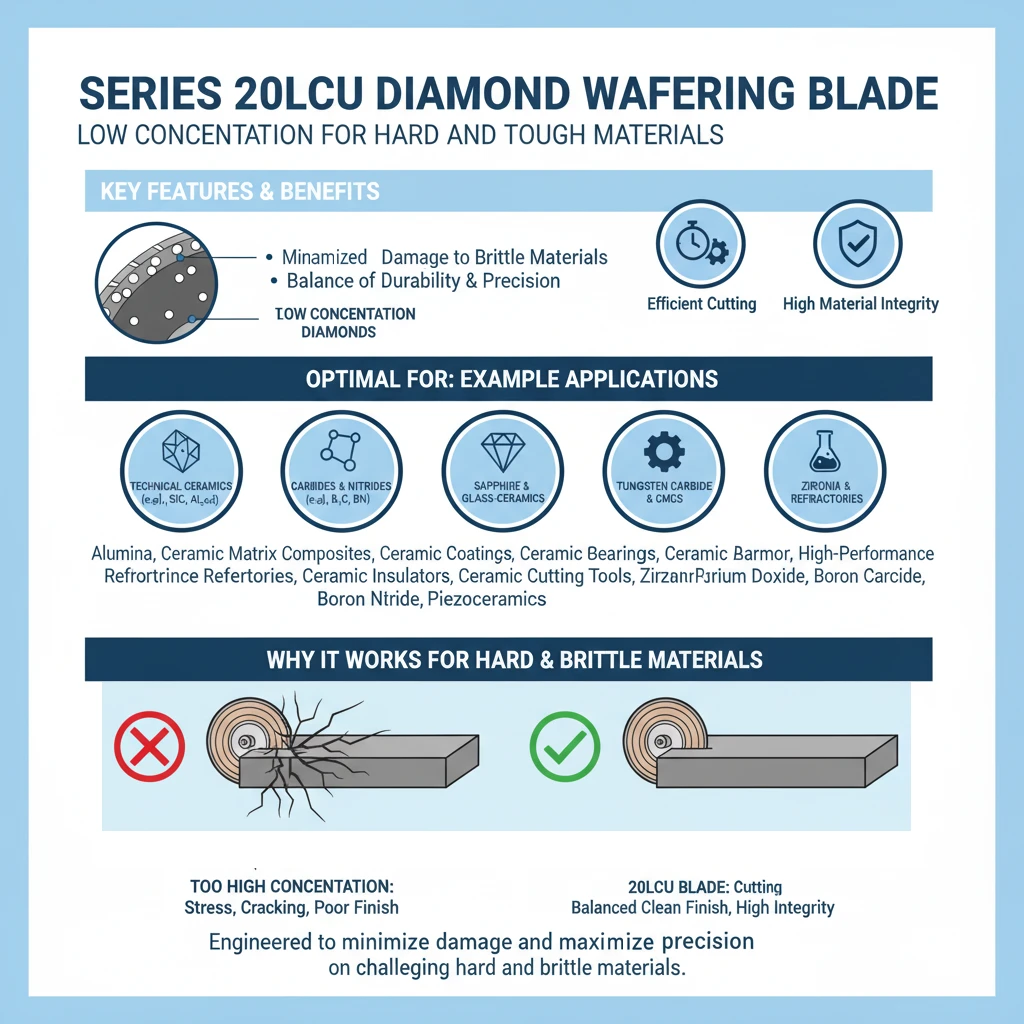
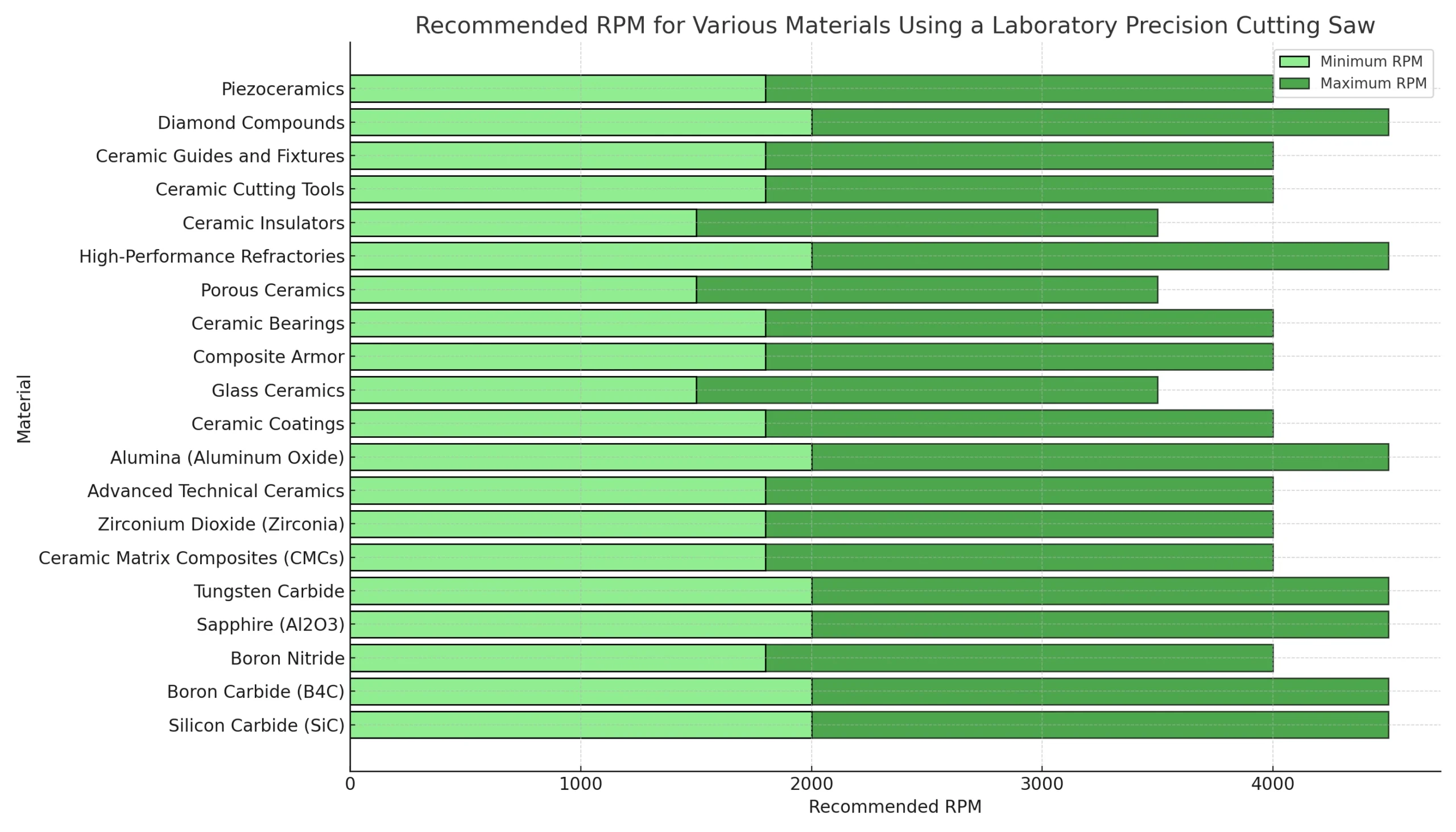
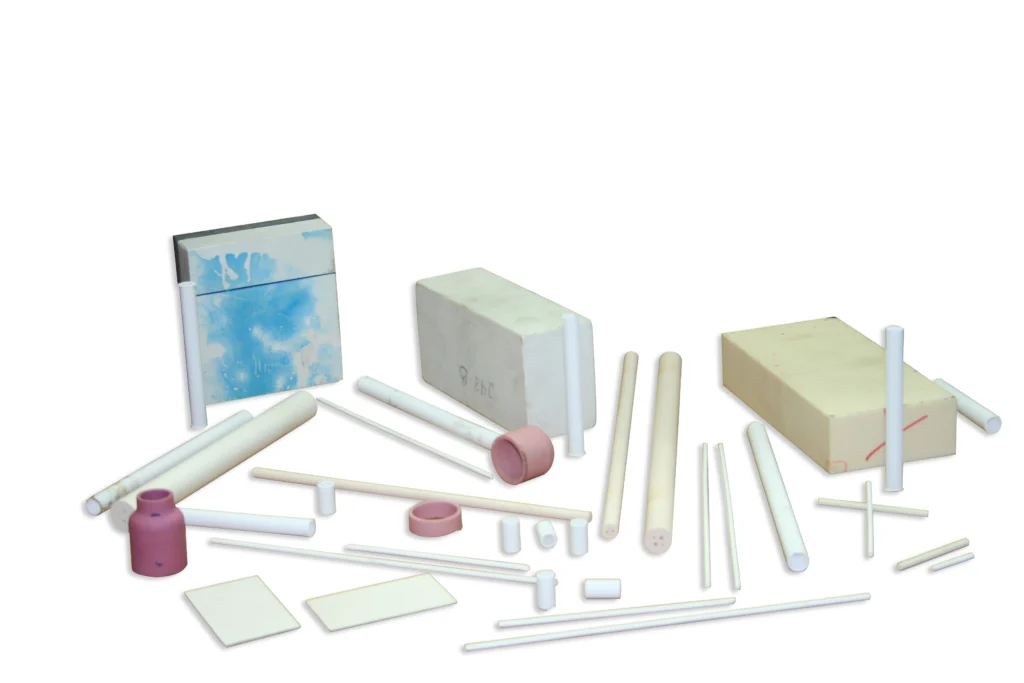
Silicon Carbide (SiC): Used in semiconductors, high-temperature turbines, and abrasive applications due to its high hardness and thermal resistance.
-
Boron Carbide (B4C): One of the hardest materials, used in body armor, abrasives, and high-pressure applications due to its exceptional hardness and lightweight properties.
-
Boron Nitride: Especially useful in high-temperature equipment due to its thermal and chemical stability.
-
Sapphire (Aluminum Oxide - Al2O3): Used in optical applications, watch crystals, and semiconductor substrates for its hardness and optical transparency.
-
Tungsten Carbide: Common in cutting tools, mining machinery, and wear-resistant applications because of its extreme hardness and resistance to abrasion.
-
Ceramic Matrix Composites (CMCs): Utilized in aerospace, automotive, and energy sectors for their high-temperature stability and strength.
-
Zirconium Dioxide (Zirconia): Used in dental and medical applications for its durability and biocompatibility.
-
Advanced Technical Ceramics: Such as silicon nitride, used in engine components, bearings, and metal forming tools for their hardness and wear resistance.
-
Alumina (Aluminum Oxide): A common ceramic material used in substrates and insulators in electronics for its electrical insulation properties and mechanical strength.
-
Ceramic Coatings: Applied to metals to enhance surface properties like wear resistance and thermal barrier capabilities.
-
Glass Ceramics: Employed in optical materials and cooktops due to their ability to withstand sudden changes in temperature.
-
Composite Armor: Involving layers of ceramics and other materials designed to provide protection against high-velocity projectiles.
-
Ceramic Bearings: Used in applications requiring high stiffness, high wear resistance, and stability under varying temperatures.
-
Porous Ceramics: Used for filtration and bioapplications, requiring precise cutting to maintain pore structure and functionality.
-
High-Performance Refractories: Used in high-temperature industrial processes, needing precise dimensioning for optimal performance.
-
Ceramic Insulators: Critical in electrical applications for their ability to withstand high voltages and temperatures.
-
Ceramic Cutting Tools: For machining metals at high speeds, where standard metal tools would wear out quickly.
-
Ceramic Guides and Fixtures: In textile machinery where high wear resistance and precision are required.
-
Diamond Compounds: For applications requiring the grinding and polishing of other high-hardness materials.
-
Piezoceramics: Used in sensors and actuators, requiring precise cuts to function correctly at specific frequencies.



-
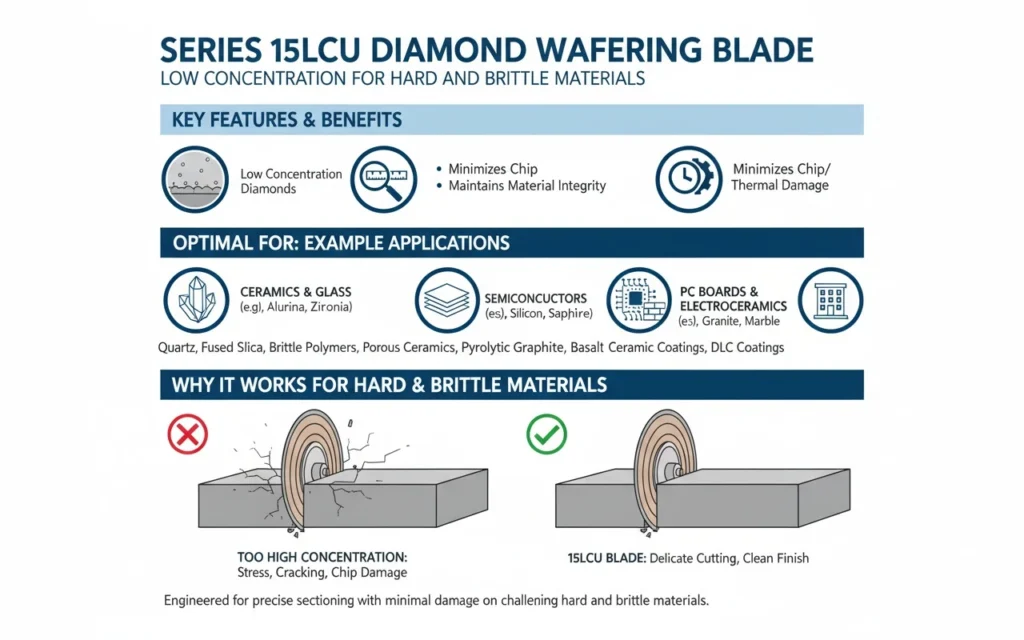
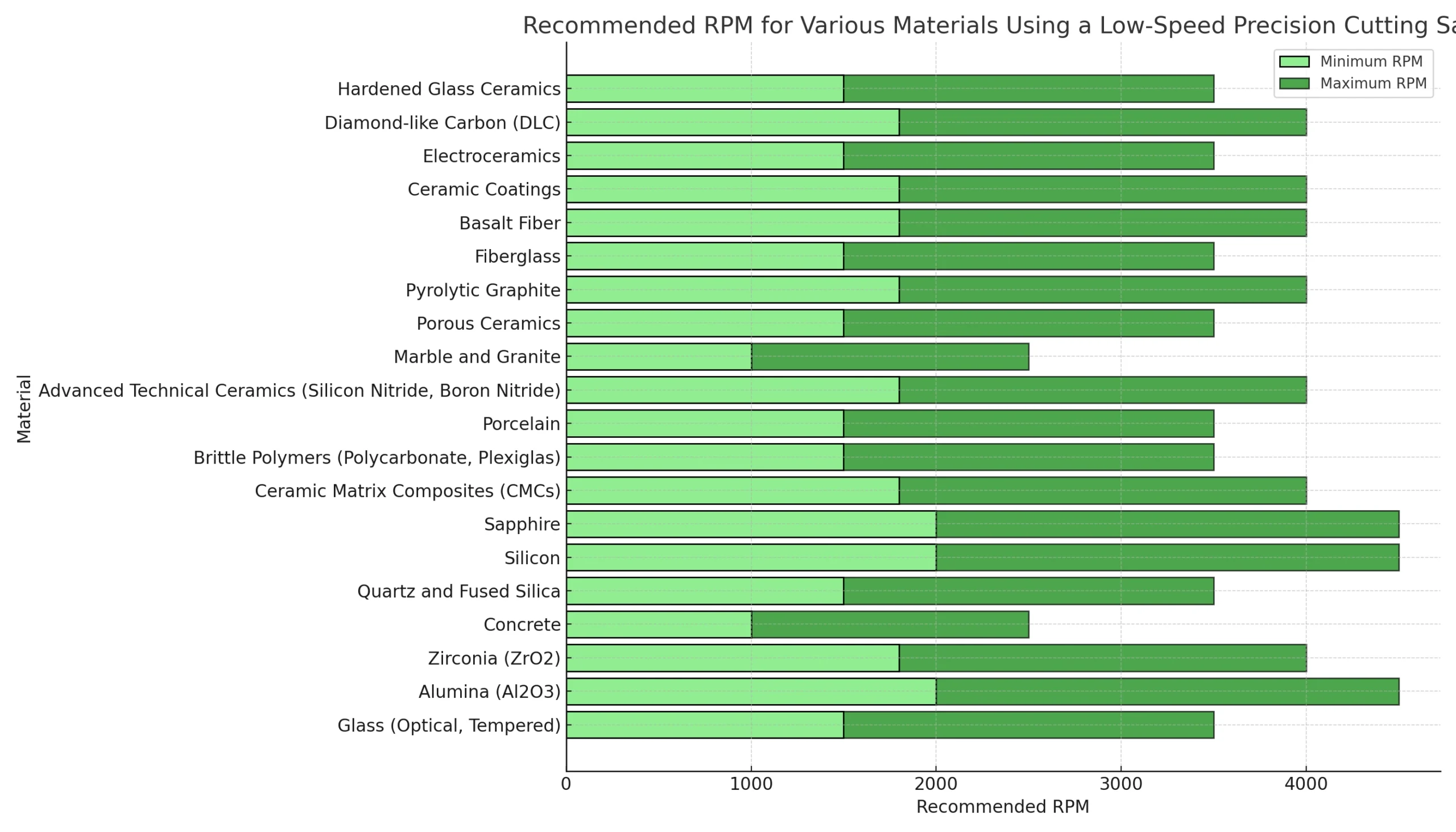
Glass: Including optical glass, tempered glass, and other specialized glass types used in construction, automotive, and technology applications, where a clean cut is essential to maintain optical properties.
-
Alumina (Al2O3): Widely used in ceramic substrates, electrical insulators, and abrasion-resistant products. Its hardness and brittleness require precise cutting techniques to prevent chipping.
-
Zirconia (ZrO2): Employed in dental ceramics and other bio-ceramics, known for its high fracture toughness and chemical resistance, necessitating careful handling during sectioning.
-
Concrete: Especially fiber-reinforced and high-performance concrete, which are tougher and more brittle than standard concrete and are used in specialized structural applications.
-
Quartz and Fused Silica: Used in optical applications and semiconductor manufacturing, requiring extremely precise cuts to ensure the integrity of the material’s structure and properties.
-
Silicon: Essential for semiconductor industry, where precise and clean cuts are necessary for wafer production and processing.
-
Sapphire: Used in high-durability windows, watch crystals, and semiconductor substrates, demanding a blade that can deliver precision without inducing structural damage.
-
Ceramic Matrix Composites (CMCs): Including those reinforced with silicon carbide or carbon fibers, used in aerospace and automotive sectors for their high temperature and wear resistance.
-
Brittle Polymers: Such as certain grades of polycarbonate and Plexiglas, which require careful handling to prevent cracking during cutting.
-
Porcelain: Used in electrical insulators and ceramic components, where a clean and precise cut can prevent material waste and ensure functional integrity.
-
Advanced Technical Ceramics: Such as boron nitride and silicon nitride, used in high-performance applications in the electronics and aerospace industries.
-
Marble and Granite: Natural stones that are prone to chipping if not cut with precision, used in architecture and sculpture.
-
Porous Ceramics: Used in filtration systems and biomedical applications, where the integrity of the pores must not be compromised during sectioning.
-
Pyrolytic Graphite: Known for its thermal and electrical properties, used in semiconductor and thermal management applications.
-
Fiberglass: Often used in composite materials for automotive and aerospace industries, requiring a blade that minimizes damage to the fibers.
-
Basalt Fiber: Used in construction and textile applications, where precision cutting is essential to maintain the material’s tensile strength.
-
Ceramic Coatings: Applied to metal substrates to improve their thermal, wear, and corrosion resistance; precise cutting is crucial for quality control and performance assessment.
-
Electroceramics: Such as piezoelectric and ferroelectric materials, which are sensitive to thermal and mechanical stresses during cutting.
-
Diamond-like Carbon (DLC): Coatings used in tribological applications; sectioning requires a blade that does not induce sub-surface damage.
-
Hardened Glass Ceramics: Such as those used in cooktops and lab equipment, where a clean, precise cut is crucial for functionality and safety.
-
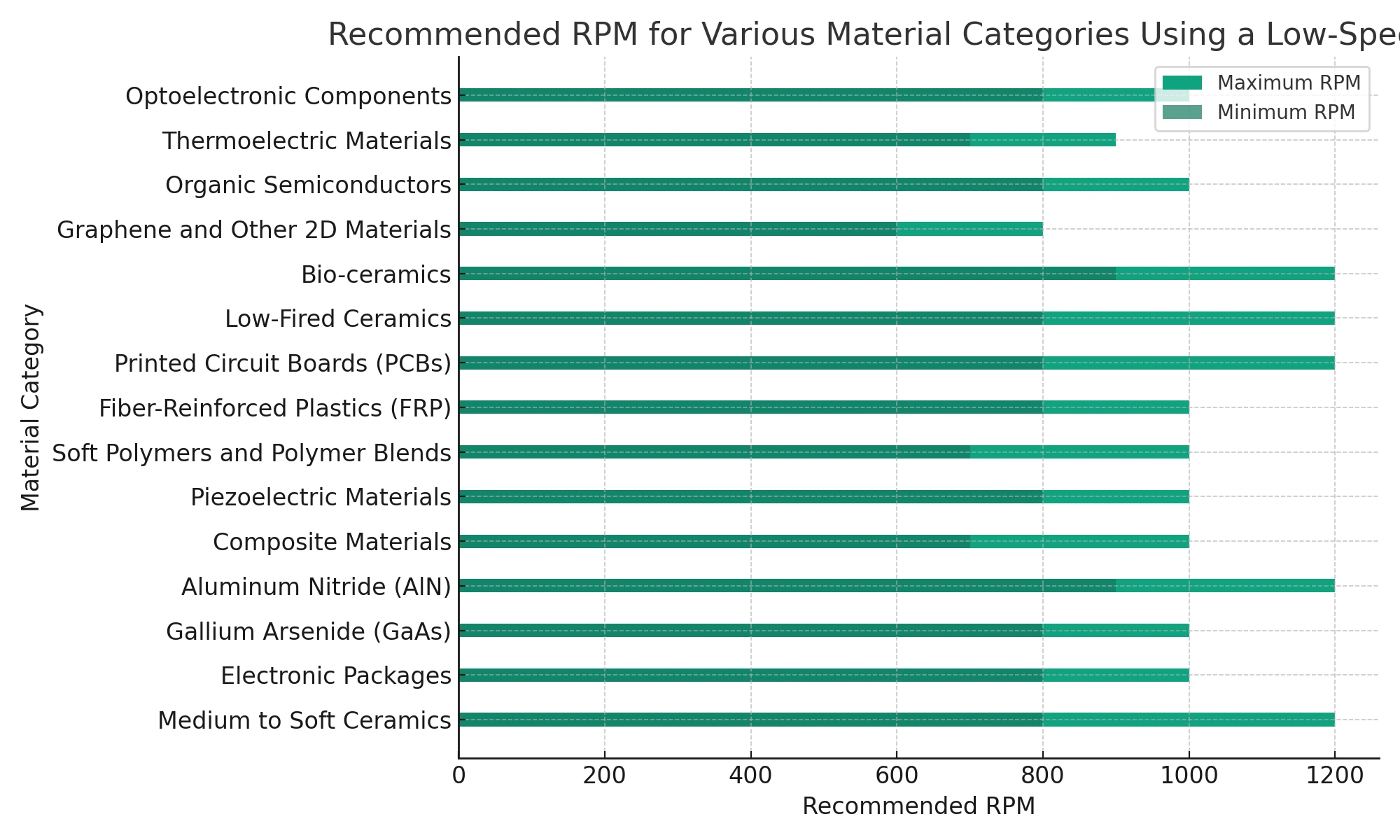
Medium to Soft Ceramics: Including materials like earthenware and other porous ceramics that require delicate handling during the cutting process to avoid chipping or cracking.
-
Electronic Packages: Such as multilayer ceramic capacitors (MLCCs), semiconductor packages, and other component enclosures that require precise dimensions for proper electronic function.
-
Gallium Arsenide (GaAs): Used in semiconductor devices like integrated circuits (ICs) and solar cells, where precision cuts are crucial for maintaining the electronic properties of the material.
-
Aluminum Nitride (AlN): Known for its high thermal conductivity and electrical insulating properties, used in electronic substrates and heat-sinks.
-
Composite Materials: Including fiberglass, carbon fiber composites, and polymer matrix composites that are used in aerospace, automotive, and sporting goods.
-
Piezoelectric Materials: Such as PZT (lead zirconate titanate) used in sensors and actuators, requiring precise dimensional control to function effectively.
-
Soft Polymers and Polymer Blends: Used in a variety of applications from medical devices to consumer electronics, where a smooth cut can prevent damage to the material’s structure.
-
Fiber-Reinforced Plastics (FRP): Especially those used in light structural applications, where the integrity of the fibers must be maintained during cutting.
-
Printed Circuit Boards (PCBs): For cutting intricate shapes and designs in PCBs without damaging the circuits and electronic components.
-
Low-Fired Ceramics: Used in decorative pottery and sculptures, where a gentle cut can preserve the artistic details and quality of the work.
-
Bio-ceramics:uch as those used in dental and bone substitutes, where precision is necessary for the implants to match the biological environment accurately.
-
Graphene and Other 2D Materials: For cutting ultra-thin materials that are sensitive to mechanical stress and can benefit from the minimal force exerted by the low concentration blades.
-
Organic Semiconductors: Used in flexible electronic devices, requiring careful handling to maintain their electronic properties during the manufacturing process.
-
Thermoelectric Materials: Such as bismuth telluride, which are used in power generation and cooling applications and need precise shaping to function efficiently.
-
Optoelectronic Components: Including light-emitting diodes (LEDs) and laser diodes that require clean cuts to ensure proper light transmission and function.



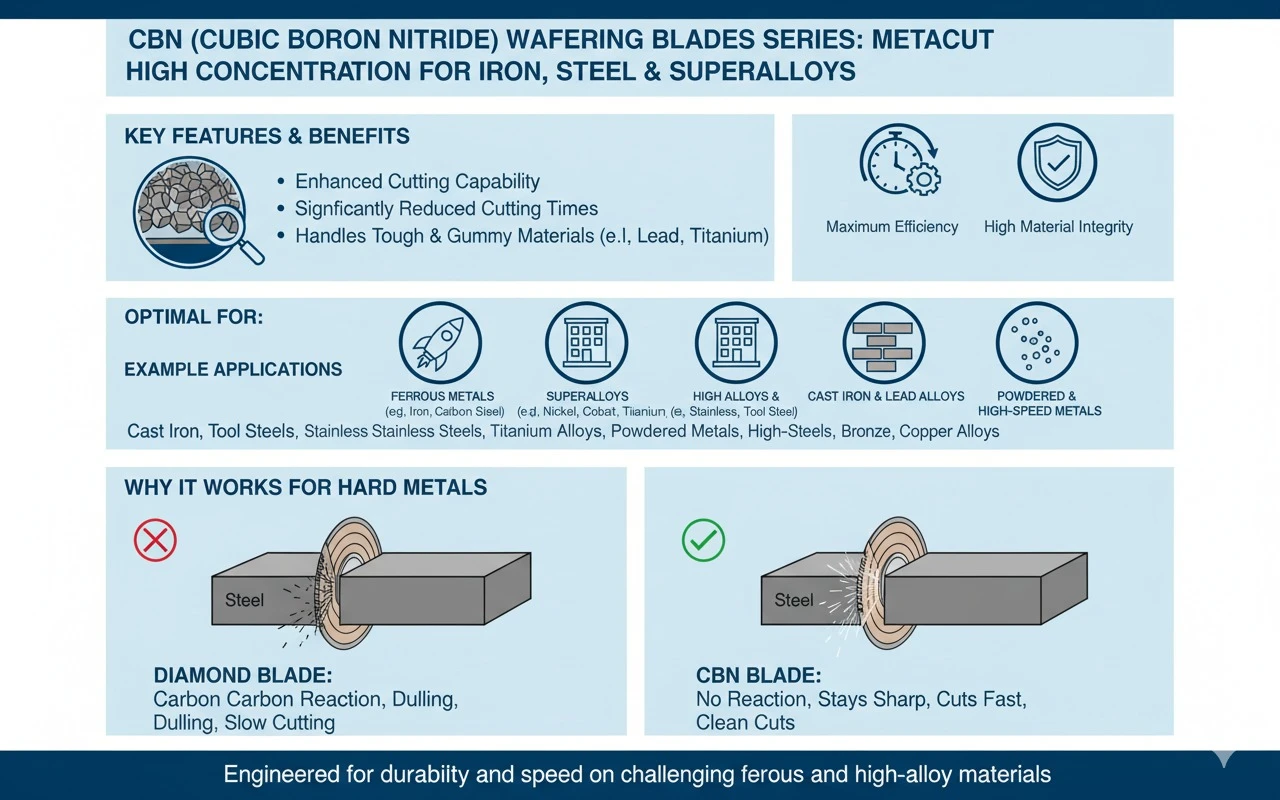
CBN Wafering Blades are designed for sectioning iron, carbon steels, high alloy steels, cobalt alloys, nickel super alloys, and lead alloys. CBN is recommended for cutting had metals, specially iron and steel. Since carbon in steel reacts with carbon in diamond, quickly dulling the diamond crystal and slowing the material removal. CBN blades provide significantly reduced cutting times for tough, gummy materials, such as lead and titanium.
-
Known For: Base material for steel, magnetic properties, high strength, and malleability.
-
Applications: Used in structural steel manufacturing, automotive parts, machinery, and general industrial applications.
-
Known For: Combination of iron and carbon, offering a wide range of properties based on carbon content, such as toughness and ductility.
-
Applications: Construction materials, automotive components, machinery parts, and general-purpose engineering.
-
Known For: Steels with additional alloying elements for improved strength, durability, and resistance to corrosion or heat.
-
Applications: Aerospace parts, high-performance machinery, and automotive components subjected to high stress.
-
Known For: High resistance to heat and wear, magnetic properties, and good corrosion resistance.
-
Applications: Aerospace components, medical devices like implants, and high-wear parts due to their robustness.
-
Known For: Excellent heat resistance and corrosion resistance, commonly used in high-temperature environments.
-
Applications: Aerospace turbines, power generation components, and high-temperature applications in industrial machinery.
-
Known For: High density, malleability, and corrosion resistance.
-
Applications: Electronics (batteries), radiation shielding, and specialty casting due to its flexibility and unique properties.
-
Known For: Strong, brittle, and resistant to wear; often used where durability is required.
-
Applications: Automotive engine blocks, machinery components, and heavy industrial equipment due to its toughness.
-
Known For: High hardness, wear resistance, and heat resistance; often used for making tools and dies.
-
Applications: Cutting tools, dies, and molds in manufacturing due to their durability and resistance to deformation.
-
Known For: Corrosion resistance, strength, and durability; contains chromium to prevent rusting.
-
Applications: Food processing equipment, medical instruments, and architectural elements due to its resistance to corrosion and aesthetic appeal.
-
Known For: High strength-to-weight ratio, corrosion resistance, and biocompatibility.
-
Applications: Aerospace components, medical implants, and high-performance engineering where weight is a concern.
-
Known For: Tailored properties, flexibility in manufacturing, and uniformity.
-
Applications: Precision-engineered components, automotive parts, and specialty manufacturing due to their customizable characteristics.
-
Known For: Resistance to heat, hardness, and wear resistance, suitable for high-speed applications..
-
Applications: Cutting tools, drill bits, and machinery components where high temperatures are common during use.
-
Known For: Corrosion resistance, durability, and ease of casting; an alloy of copper and tin.
-
Applications: Bearings, bushings, and marine components due to its resilience and resistance to rust.
-
Known For: High conductivity, malleability, and resistance to corrosion.
-
Applications: Electrical components, plumbing, and heat exchangers due to its conductivity and flexibility.
Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.

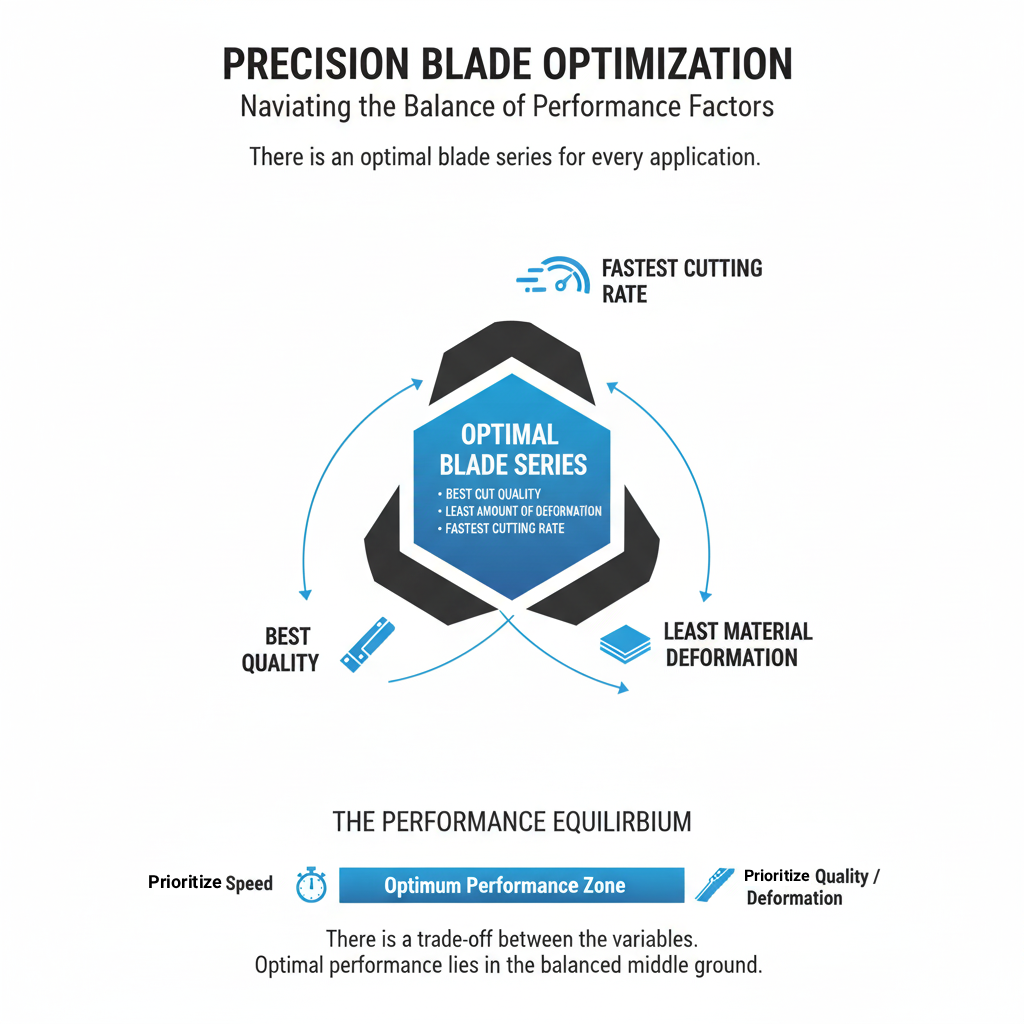
Selecting Right Wafering Blade for your application

Wafering Blade Usage Recommendations

Wafering Blade Case Studies
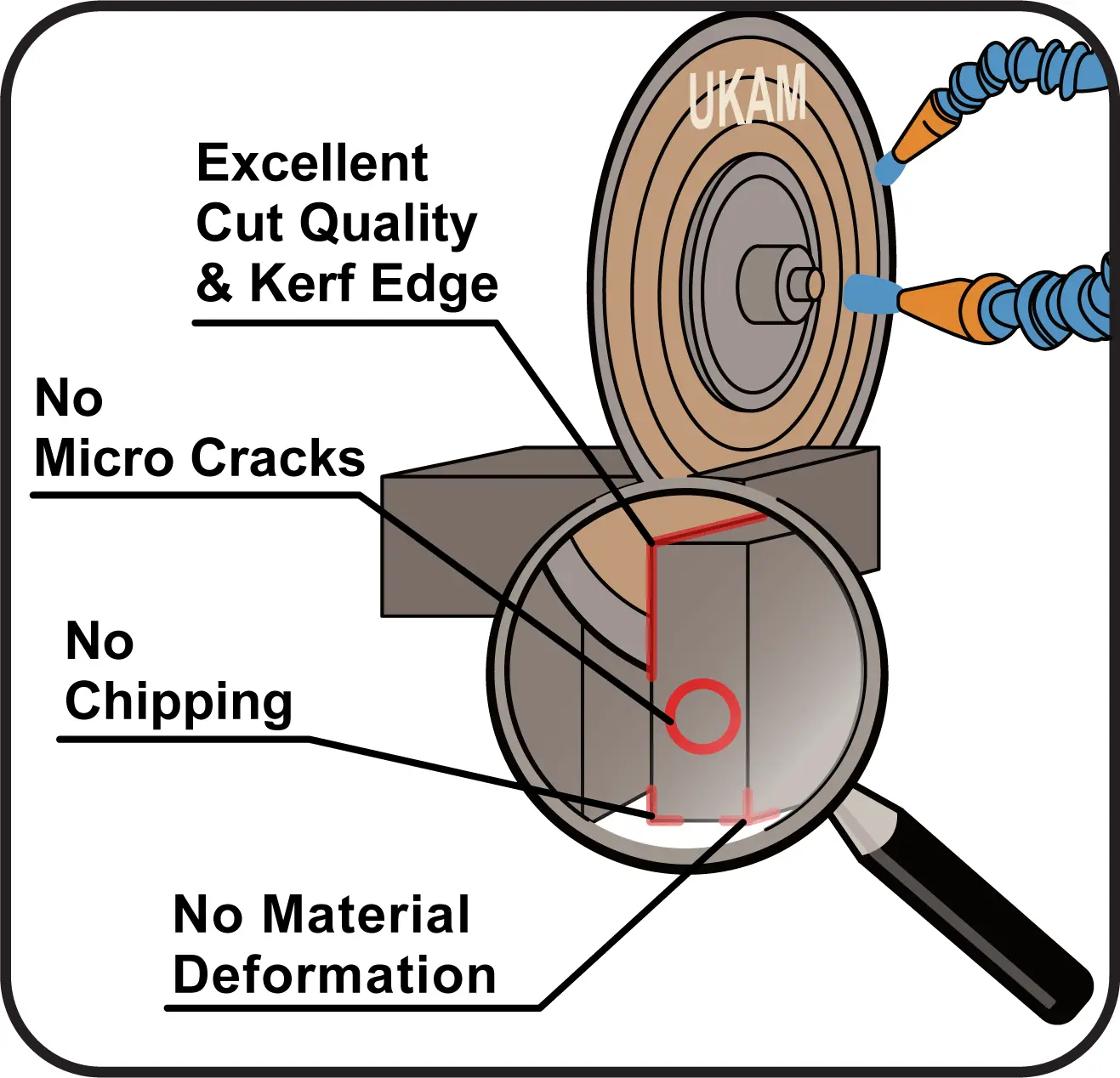
Diamond & CBN Wafering Blade Case Studies This study evaluates the cutting performance of SMART CUT® Diamond & CBN Wafering Blades compared to Conventional Wafering Blades under identical test conditions. The objective was to measure differences in cutting speed, surface finish, dimensional accuracy, and blade durability when processing a range of materials commonly used in metallography, materials research, and precision sectioning.
Diamond & CBN Wafering Blade Performance Metrics
Diamond & CBN Wafering Blade Guide
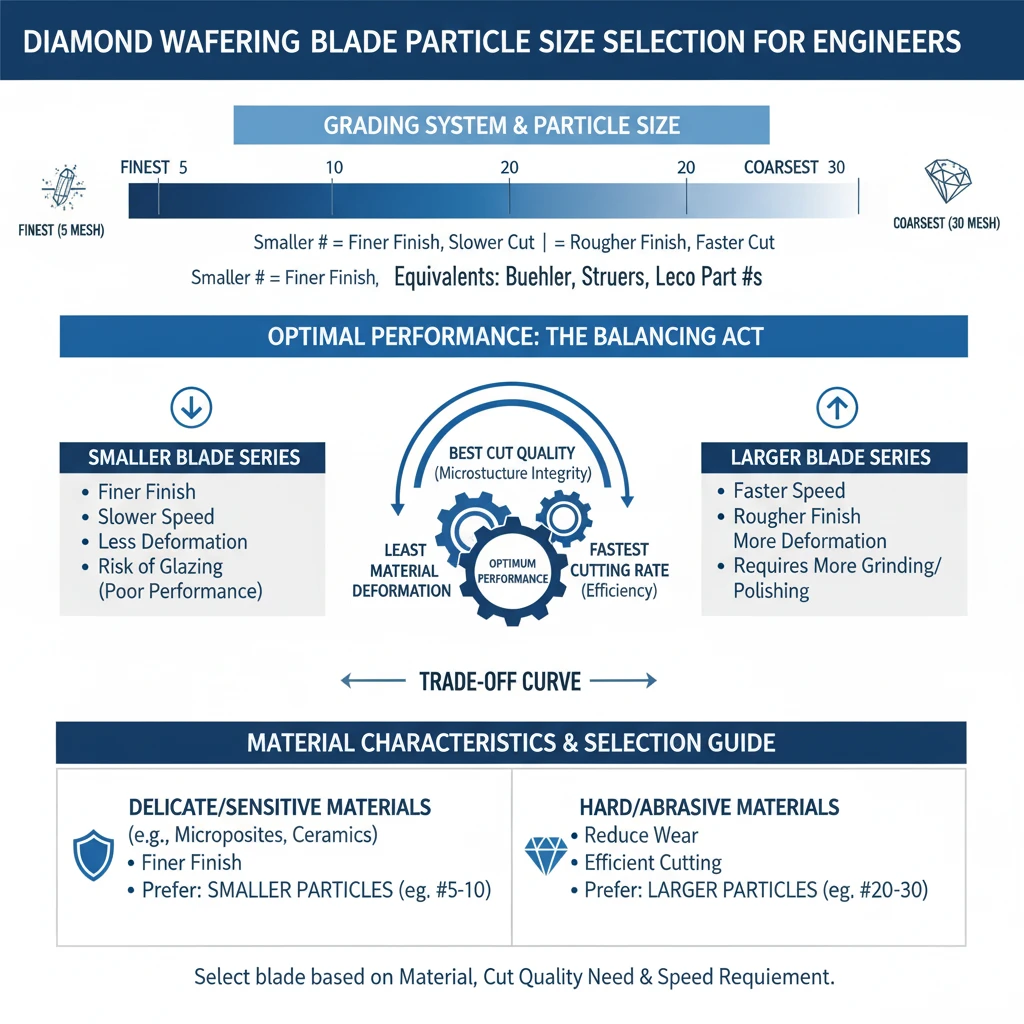
All you need to know about wafering blades (understanding variables & specifications) This guide is designed to help you navigate the various variables and possibilities associated with diamond wafering blades, crucial for precision sectioning and sample preparation. By gaining a deeper understanding of these variables and principles, you will be better equipped to identify which factors are most relevant to your specific metallography or sample preparation needs. This knowledge will enable you to make informed decisions about blade selection, ensuring optimal results and efficiency in your cutting operations.
Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.